val 66
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de val 66
")





-

soucis difficile à saisir sur prusa mk3s
val 66 en réponse au topic de val 66 dans Entraide : Questions/Réponses sur l'impression 3D
salut merci à tous mais du coup en cherchant dans les tréfonds j'ai fini par trouvé je devais transférer via gmail mes gcode qui perdait dans l'opération 4 à 10 octet j'ai supprimé dans un premier temps et cela allait beaucoup mieux ensuite j'ai réinitialisé l'imprimante fait toute les mise à jour possible, et depuis tout va bien , ce n'étais qu'une question de logiciel au final ahah , désormais j'ai un autre petit soucis sur certaine partie de ma pièce le remplissage solide fait des troue, j'entends par la que l'on dirait qu'il imprime pas les ligne entière parfois, cela créer des troue que l'imprimante arrive à compenser avec le temps mais dans un soucis de connaissance j'aimerais savoir quel en serai la cause .. des idées ? encore merci à vous, une communauté vraiment au top -
soucis difficile à saisir sur prusa mk3s
val 66 en réponse au topic de val 66 dans Entraide : Questions/Réponses sur l'impression 3D
ahah merci de t’as réponse je suis absolument pas du tout habitué au forum du coup j'espère avoir fait la présentation ou il faut , ok je vais enregistrer la machine sur mon profil, pour mon niveaux comme dit plus haut ca ne fait que 3semaine que j'ai la prusa j'ai compris beaucoup de concept théorique mais je n'ai que très peu de pratique ( quand j'avais le pla j'imprimé a la chaine aucun soucis même des pièces compliqués j'ai donc aujourd'hui repassé sur du PLA , la beaucoup moins de soucis c'est passé du premier coups, je nettoie déjà le plateau comme ça ... bon avec énormément de réglage j'ai réussi à faire adhérer la première couche de petg ( dailleur même a froid il colle vraiment pas beaucoup, les premières couches ratés se décolle facilement) pour le plateau c'est ce que je fais produit vitre je laisse sécher puis ensuite isopropanol. Mais bon avec le scotch c'est bon ça tien enfin !! maintenant d'autre problème persiste quand je fais mon radeau à chaque fois que ma buse fait un demis tour pour continuer elle embarque le fil récemment posé, donc j'ai essayé de levé z petit à petit et la hop ca colle plus grrrr et pas moyen de trouver un entre deux et comme dab à partir de 240 degrés ( alors que prusa conseil 250) ca bave tellement que les fils emporte tout sur leur passage colle avec tout , quand je parle de fil c'est pas les cheveux d'ange , c'est un mélange des gros fils épais comme si la buse sur extrudé et en foutait partout , je vais relancer une impression ce soir et prendre le max de photo possible. Merci encore de vos retour ça m'aide à pas déprimer devant cette petite prusa, je fais ce soir la Calibration de la taille du fil etc -
soucis difficile à saisir sur prusa mk3s
val 66 en réponse au topic de val 66 dans Entraide : Questions/Réponses sur l'impression 3D
pour le plateau je suis obligé du coup d'utiliser du scotch sinon rien n'accroche même avec un plateau neuf que j'ai acheté en pensant que le mien avait un soucis .. j'arrive pas à atteindre les 250 degrés ... a partir de 240 ça commence à baver tellement que la buse accroche tout ce qui passe et décolle la première couche, j'ai réussi a faire une impression mais je suis resté quasi tout du long devant l'imprimante en changeant constamment les réglages en fonction de la hauteur ( première j'avais le bed a 90degré et la buse à 230 ca bavait pas mal mais je m'étais sur pause pour supprimer les bavures deuxième couche je ralentissait la vitesse a 66% en diminuant le la buse a 225 et en montant le bed a 95) si la buse était a peine le plus chaude elle attraper la première couches et arache tout) et au bout de la 7 ou 8 eme couches je passait la buse à 240 j'augmentais la vitesse a 86%, le bed a 94, la quasi plus de cheveux d'ange, bref une verticale usine à gaz pour imprimer ... -
soucis difficile à saisir sur prusa mk3s
val 66 en réponse au topic de val 66 dans Entraide : Questions/Réponses sur l'impression 3D
ok je vais mettre en application tout ça, pour l'erreur oui il avait détecté quelque chose qui est rentré en collision c'est ce qui a fait arrêter l'impression -
soucis difficile à saisir sur prusa mk3s
val 66 en réponse au topic de val 66 dans Entraide : Questions/Réponses sur l'impression 3D
non je ne l'ai pas calibrer , je viens d'aller voir une vidéo pour savoir comment faire , il faut faire cela à chaque fois que l'on change de fil ? apriori j'aurais une sur extrusion peut être ? merci encore -
val 66 a changé sa photo de profil
-
soucis difficile à saisir sur prusa mk3s
val 66 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
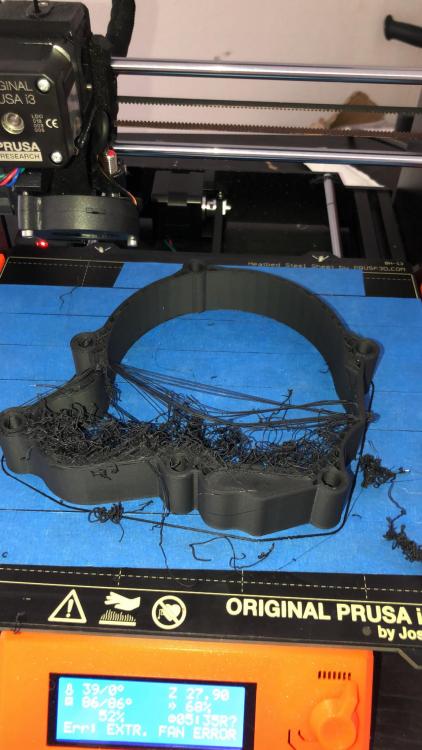
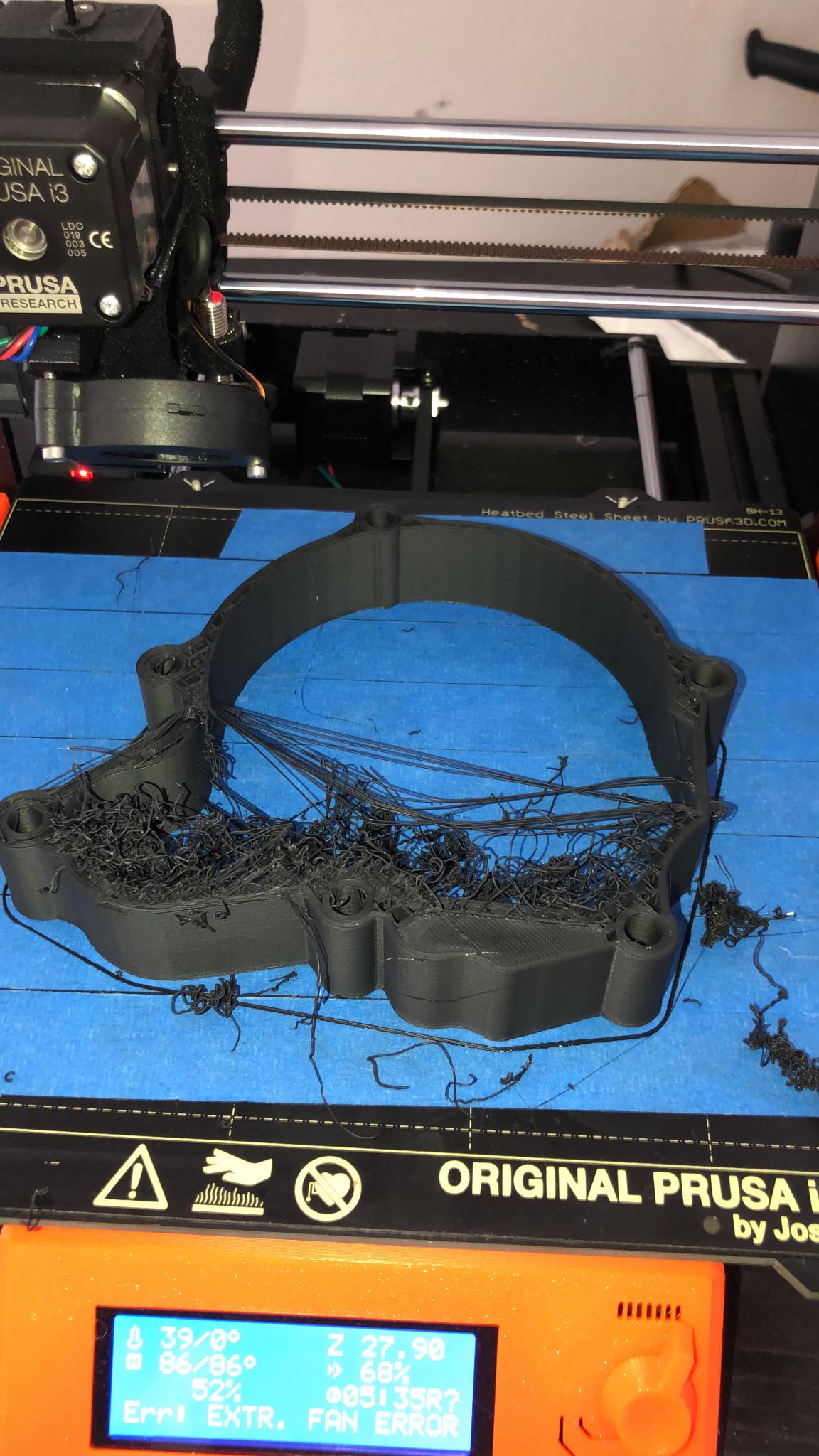
Bonjour après une brieve présentation je viens vers vous afin de savoir si des idées pourraient vous venir quand à mon problème. avant de faire ce poste j'ai un peu recherché et je n'ai pas trouvé de véritable problème similaire j'espère donc ne pas faire un doublon cela fait environs 3 semaines que j'ai acheté une prusa mk3s directement sur le site du fabriquant. étant novice j'ai essayé d'en apprendre le plus possible pour éviter un maximum les erreurs mais décidément je ne dois pas être malin, voici donc le soucis depuis 2 semaines après quelques test concluant avec le rouleau de PLA fournie j'ai acheté des bobines de PETG provenant du site de prusa ( denomination: prusament jet black ) au début je lance quelques petites impression identique avec à chaque fois nettoyage méticuleux du lit de la buse etc afin de pouvoir trouver le meilleur réglage pour le fil de PETG aucun soucis puis un beau jour plus rien , ça n'accroche plus la buse bave et s'en met partout j'essais dans cet ordre : de nouveaux réglage température buse/lit, vitesse , ventilateur , rétractation et vitesse de retractation ( en restant toujours dans les moyenne observé sur le forum pour chaque réglage) rien n'y a fait de plus les "cheveux d'ange" que fait le PETG s'apparente plus a des boudin vu l'épaisseur qu'ils font ( température ou apparaisse les cheveux 220 degrés) je m'attaque donc a tout re calibrer plusieurs fois plateau buse sonde pinda ventilateur capteur la total qu'il m'est possible de contrôler et re calibrer , résultat toujours rien si ce n'est que quelques partie accroche un peu et ça repart dans tout les sens, décrochage la buse entraine tout ça bave de partout j'ai essayer de faire un radeau mais il n'adhère pas donc le problème reste entier enfin je stoch du blue tape plus de la colle fournie avec est la miracle ça accroche, bien sur je suis obligé de limite écraser la buse contre le plateau sinon sa ne se colle pas et on repars dans le même manège. les couches passe après les autres.. enfin j'arrive à avoir quelques choses ( température 225 degrés plateau 86 vitesse 66%) au bout de 3 heures tout part en sucette plus rien n'accroche est le manège recommence( bave n'accroche plus cheveux d'ange ou plutôt boudin d'ange) je me suis dit que la température ou la vitesse ne devais pas aller Ce midi je recommence donc exactement le même procédé en me disant je vais rester devant et augmenter la température des que la structure sera assez haute.. et bien la sans rien toucher nouveaux problème le remplissage n'accroche plus ( quand la buse fait des aller retour elle attrape le remplissage et l'embarque avec elle un peut comme quand on tire une couette d'un lit) voila pour un peu plus d"info j'ai acheté l'imprimante déjà monté par prusa, le petg vient de chez eux - j'utilise leurs logiciel (prusa slicer) - amplitude thermique utilisé : de 200 à 245 degrée - vitesse général utilisé: de 110% à 40% - ventilateur : en auto, éteint, de 30 à 60% - niveaux de lit fait en 7x7 - buse 0,4mm - fil petg 1,75mm - extrusion min max : 0,4mm 5mm - vitesse extrusion min max: 35mm/s à 60/mms - levé de z min max: 00 à 1mm j'ai surrement du oublié quelques choses quelques part mais quoi ... j'ai mis quelques exemples que j'ai pris au fil du temps. Je suis un peu à bout après 2 semaines à chercher pour 0 résultats si vous avez des pistes je suis preneurs ..; merci à vous ps: sans ce forum je crois que je ne même pas réussi a faire une impression au plan ahah vous êtes géniaux