hokero
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par hokero
-
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Du coup je fais ma calibration à chaque changement de filament. Par contre, J'ai voulu imprimer une pièce plutôt longue, quasi tout le plateau. et je me rend compte que le niveau de bed n'est pas assez bon, surtout que j'ai l'impression de ne pas avoir de correction de nivellement. Donc, j'ai voulu refaire le niveau de mon bed, et tant qu'à toucher le plateau, réduire un max le z-offset. Petit soucis, mon axe X n'est pas parallèle à mon plateau, mais vraiment. Sur les 250mm de longueur du plateau sur l'axe X, il y a 4mm d'écart en Z. C'est problématique on est d'accord ? Mais à part avec les vis excentrique, comment je peux influer la dessus ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Changement de marque, donc model etc. Mais du coup il y a juste la calibration de l'extrudeur à faire au niveau de la machine ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Après différents test de distance de rétraction, j'ai des résultats plutôt satisfaisant. Mais aujourd'hui, j'ai changé de filament (pour une nouvelle couleur). Je lance un cube de calibration, et la c'est la cata. J'ai beau refaire mon niveau de bed, la première couche n'accroche pas, et je remarque une sous extrusion. Je vais refaire la calibration des extrudeurs, mais est ce que cela doit être fait pour chaque filament ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
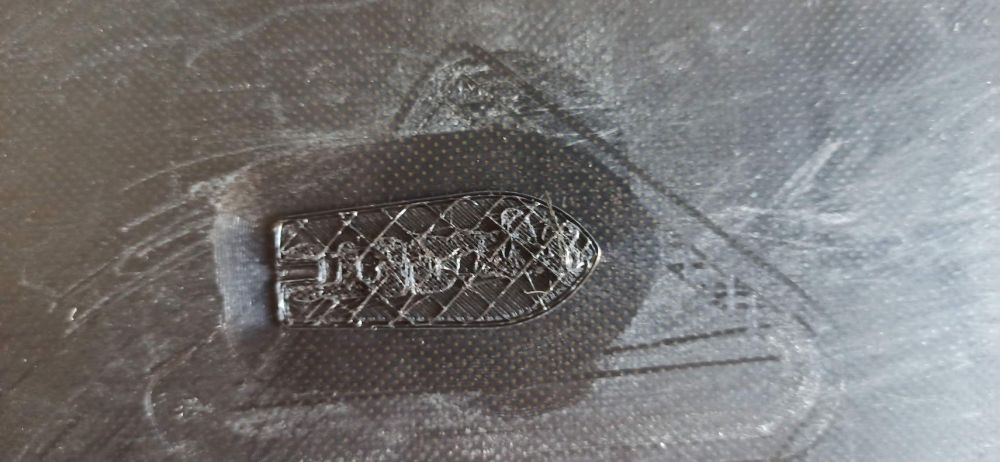
J'ai rajouté 6mm de rétraction à 35mm/s. Et la patatrac, impressions échoué. Les parties "tubes" se sont casé pendant l'impression. Les rares qui sont resté en place restent plus fragile qu'avant. Ce que j'ai tenté d'imprimer (plusieurs cote a cote) Donc ma question est: une trop rétraction peut produire ce genre de déconvenue ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
@Savate Merci pour ce retour, je vais augmenter un peu la valeur. J'utilise le profile par default de Cura en base. il en sans doute des incohérence avec ma machine. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Après quelques semaines de peaufinage, notamment autour de la mécanique, j'arrive à sortir des pièces "correcte" selon mon opinion. J'ai cependant du fil d'ange qui se créer lors des déplacements de la buse. Des conseils de ce coté là ? J'ai augmenter la valeur de distance de rétractation de 1.6 à 2 mm, sans grand changement. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
La planéité je peux la contrôler si je trouve de quoi. Après le plateau est en verre et pas trop utilisé, ça doit pas bouger temps que ça le verre à ces températures si ? Oui les steps de l'extrudeur sont à 955, et c'est clairement mieux. C'est pas vraiment l'axe qui fléchit, mais c'est le ressenti que j'ai. Et si je pose mon doit dessus, on voit bien que la buse décent. En resserrant l'excentrique ça va mieux. Je vais tout serrer et contrôler. Vous entendez quoi par extrusion volumétrique ? Le diamètre du filament est bien déclaré, il fait 1.75. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
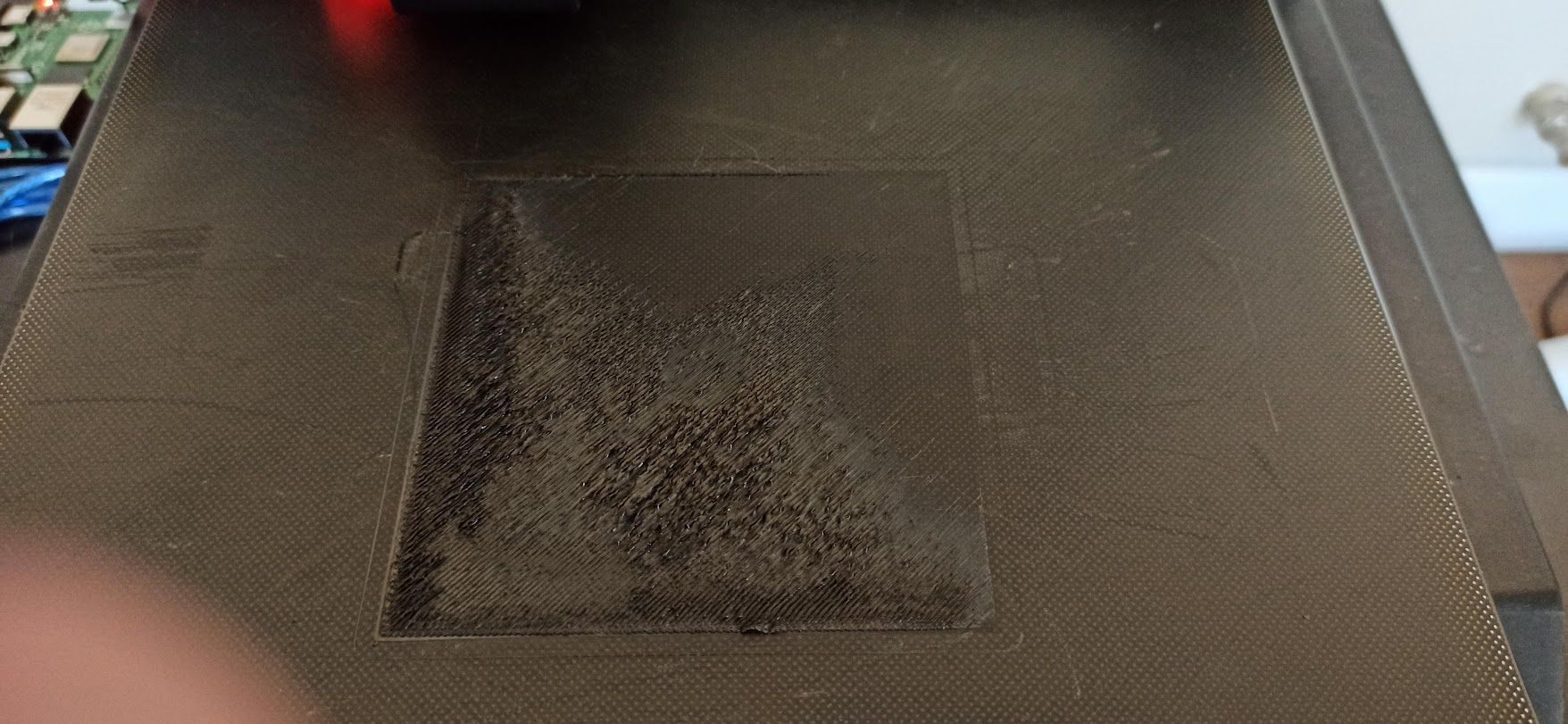
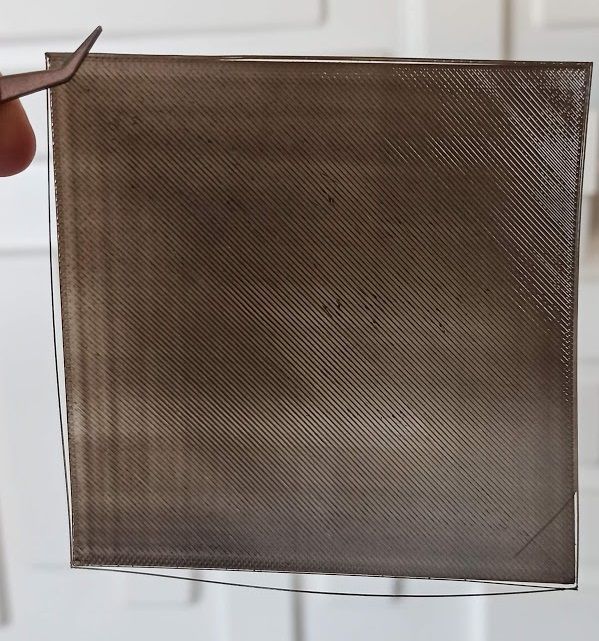
Aujourd'hui je décide de travailler sur ma première couche. J'ai suivi cette vidéo, le résultats n'est vraiment pas bon. En essayant de chercher une cause à ce soucis (plateau et axe X pas parallèle ?), j'ai remarqué que les roulettes inférieur de l'axe X sont quasi libre. Je resserre chaque coté avec la vis excentrique. Coté moteur c'est mieux, par contre a droite, c'est pas terrible. Du coup je fais mon level corner (qui était pas trop loin du correct) et je relance le test. J'ai aussi joué sur le débit de la couche initiale (comme expliqué dans le tuto), passé de 100 à 60%. Le résultat est clairement mieux, mais il y a un "manque" toujours dans le coin supérieur droit . Est-ce qu'il ne vaut mi pas faire le niveau du bed à chaud ? à cause de la dilatation ? De plus, j'ai la sensation que mon axe X fléchit quand la buse arrive vers le fond. Il y a moyen de compenser ça ?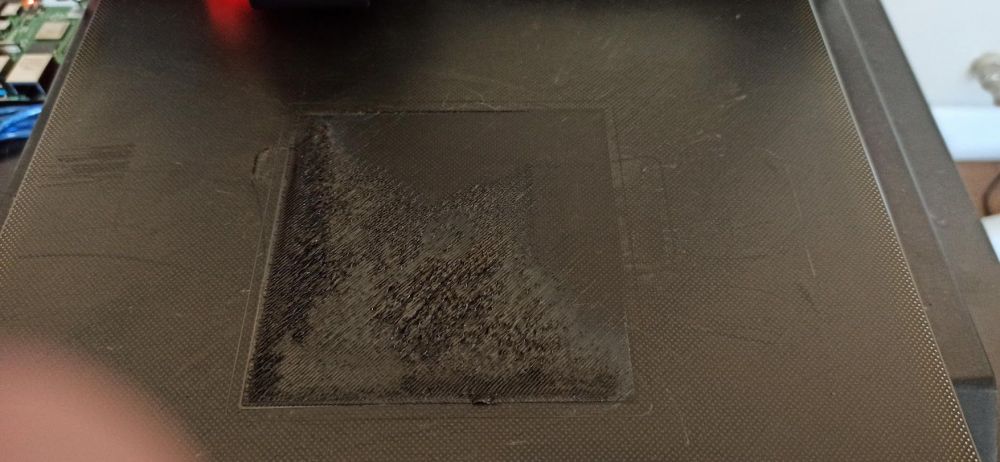
-
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
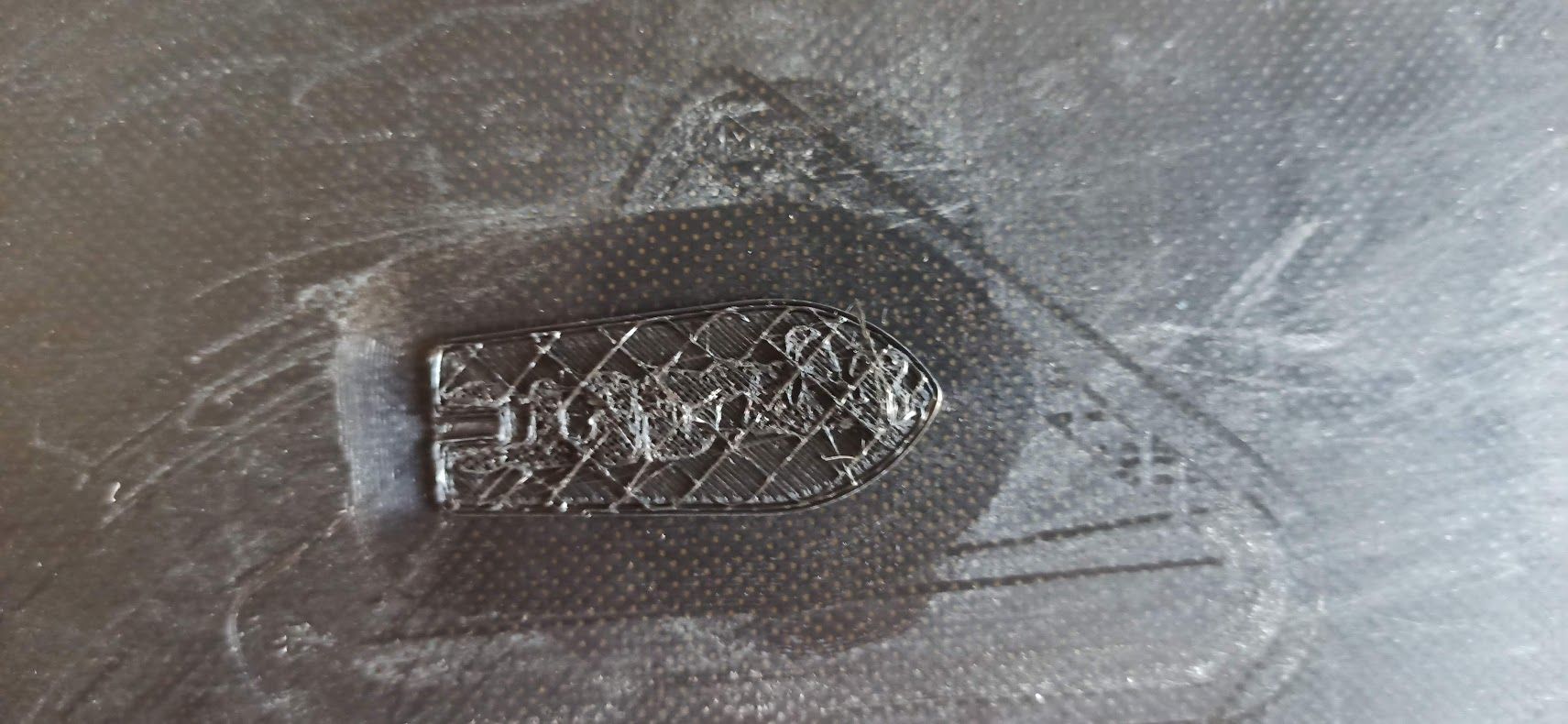
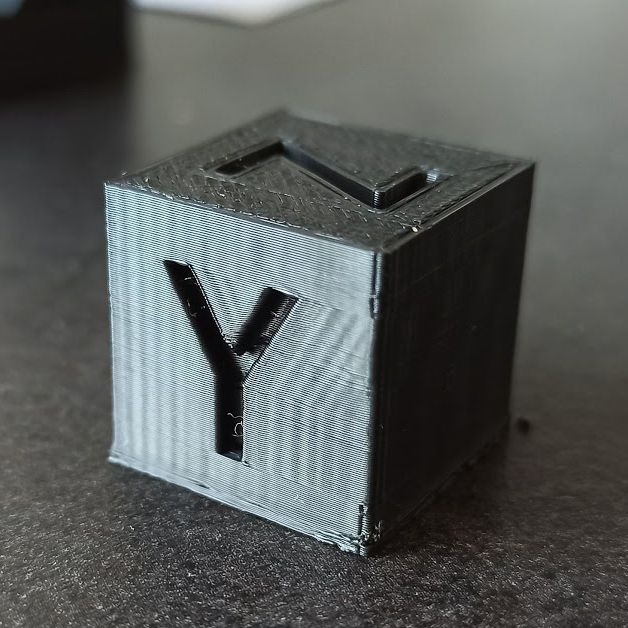
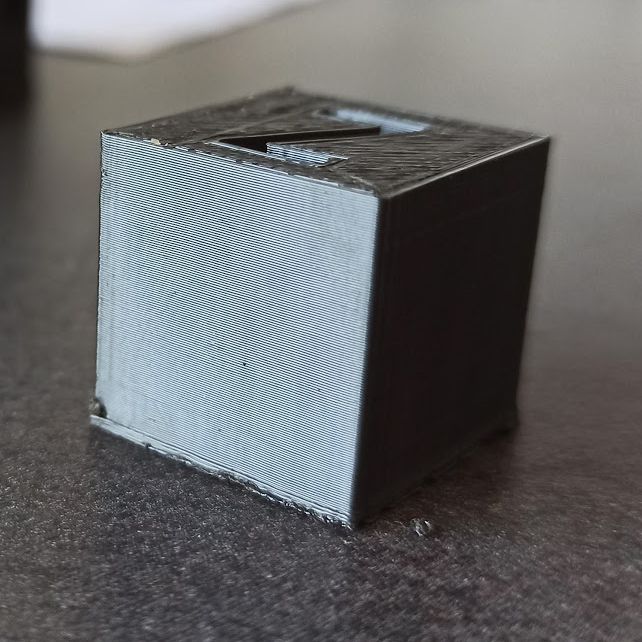
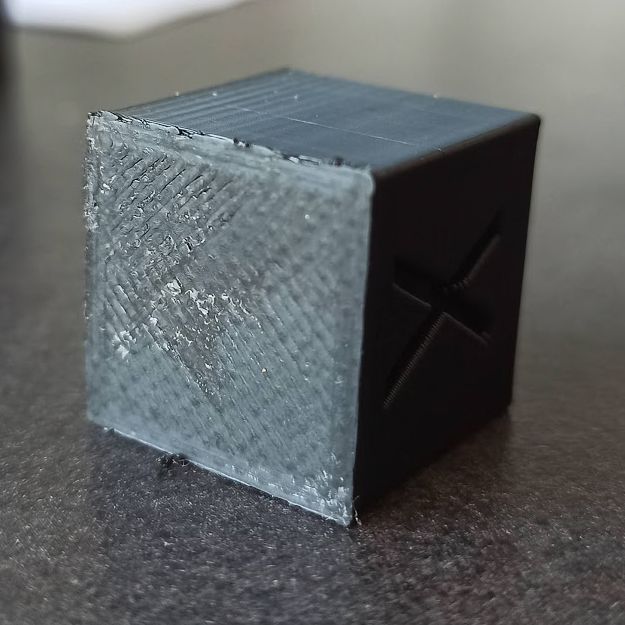
J'ai lancé un petit cube de calibration. Le résultat n'a rien à voir en terme de solidité. Je peux forcer avec doigts sans avoir peur de le cassé. (je me sens moins fort du coup) Les dimensions en longueur et largeur sont juste, la hauteur est trop petite de 0.5mm. Sans doute lié a ma première couche trop écrasé ? Il y a de petites imperfections, notamment sur la face "Y". Calibration des axes ?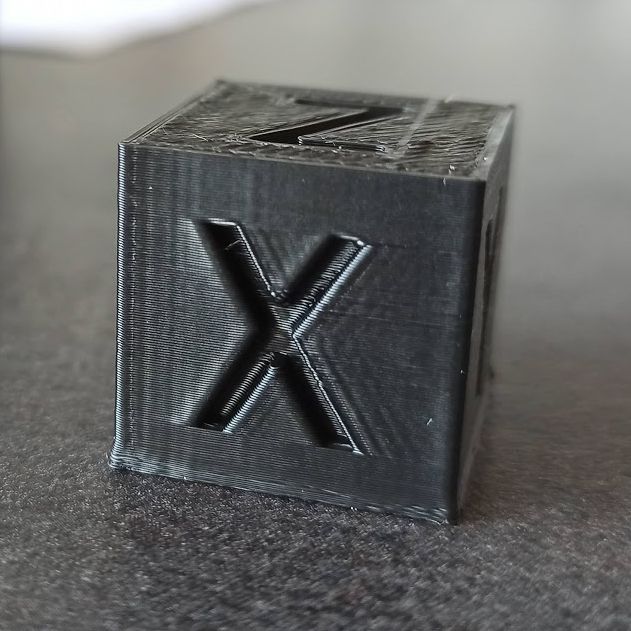

-
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Je vois mon erreur... J'ai pris la valeur restante, pas la différence. C'est vrai que la différence entre 430 et 955 est assez énorme. Je vais tester le second extrudeur et comparer. EDIT: Apres plusieurs mesures sur les deux extrudeurs, les valeurs demandées et extrudées sont les mêmes. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
OK, donc j'ai remis la valeur des steps de l'extrudeur par défaut : 430. J'ai rétracté mon filament, et débranché le PTFE. Etape 1: J'ai fait ma marque à 120mm avant l'extrudeur. Ensuite j'ai fait un "G92 E0" et un "G1 E100 F300". Je mesure et relève 75mm en amont de l'extrudeur. Etape 2: Je prend ma calculette: 430 / 75 = 5.73 -> 5.73 x 100 = 573 Je fait donc "M92 E573" puis "M500". Je recommence l'étape 1. Etape 3: 573 / 60 = 9.55 -> 9.55 x 100 = 955 J'ai raté un truc ? pour info, le filament ne passent pas par les détecteurs de filament. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
D'accord, mais ça ne me paraît pas "naturel" de faire un réglage dans des conditions qui ne seront pas celles d'utilisations -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
euh, a quel niveau ? il faut que le filament passe uniquement dans l'extrudeur et ne passe pas la buse ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Avec les étapes données par Titouvol: Tu marques 120mm sur le filament. (avec un réglet)Tu demandes une avance de 100mm.Tu mesures ce qui a avancé. (avec un réglet)Tu divises ta valeur A par la valeur B, puis tu multiplies par 100 = résultat (new steps) Je vais tester avec. -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
La pression n'a pas l'air trop importante, le filament est à peine marqué. J'ai modifié les steps de l'extrudeur (425.7 comme vu avant), fait la marque à 120mm, extrudé 100mm et mesuré le restant. J'obtient 79mm. J'ai vérifié Octoprint, il envoie la bonne commande "G1 E100 F300". Je suis perplexe... -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Avant les tests (je ne l'ai pas modifié) les steps de l'extrudeur sont à 430. Donc: 430 / 101 = 4,257 ->4,257 x 100 = 425,7 Du coup je dois saisir les commandes: M92 E425,7 M500 Une fois fait, je refais la marque à 120mm, extrude 100mm, et je devrais avoir 20mm de reste on est d'accord ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir et meilleur vœux. Les fêtes m'ont un peu occupé, mais je reviens avec des résultats assez surprenant. J'ai fait une marque, au feutre, sur mon filament à 120 mm du moteur. J'ai préchauffé ma buse à 210°C, et demandé à Octoprint d'extrudé 100 mm. Je mesure et relève 101 mm. Je fais le calcul dans ma tête et je me rends compte qu'il y a un soucis. Je suis pas un monstre en calcul mental mais quand même Je décide donc d'extruder via le panneau de control de l'imprimante. Je sélectionne un pas de 10 mm, et augmente la valeur affiché de +100 à +150. 50 mm je suppose. et la je relève la valeur... 80mm. Je suis certain qu'il y a un soucis. Maintenant est-ce qu'il vient de moi, je ne sais pas -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
J'ai 4 couches dessus et 4 couches dessous. 40°... Dommage c'est pas assez pour un poulet Pour la procédure, la buse a été remplacé il y a peu de temps (temp d'impression). Mais je vais rechecker, j'ai peux être mal fait quelque choses. Pour le réglage de l'extrudeur, il faut faire une marque a X cm sur le filament, extruder Y cm, vérifier le delta et appliquer la correction des step/min c'est ça ? -
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
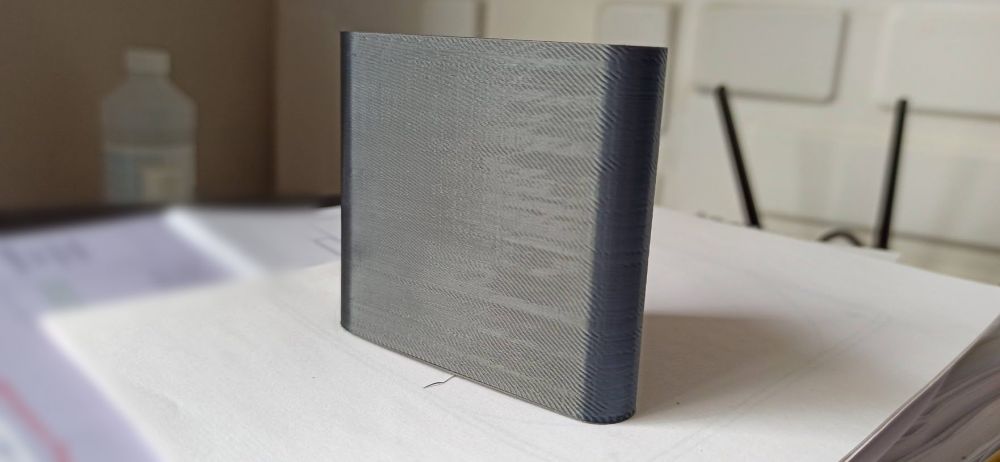
Bonjour à tous, J'ai réglé le problème de démarrage de l'impression. Du coup j'ai fait un Benchy en 0.2mm à 20% avec brim. Je n'ai touché qu'à ces paramètres, et voici le résultat. On voit bien le soucis d'adhésion, le brim est a peine visible. Je joins le gcode si ça peut servir. GA_3DBenchy.gcode


-
Impressions fragile et autres (Geeetech A20M)
hokero en réponse au topic de hokero dans Entraide : Questions/Réponses sur l'impression 3D
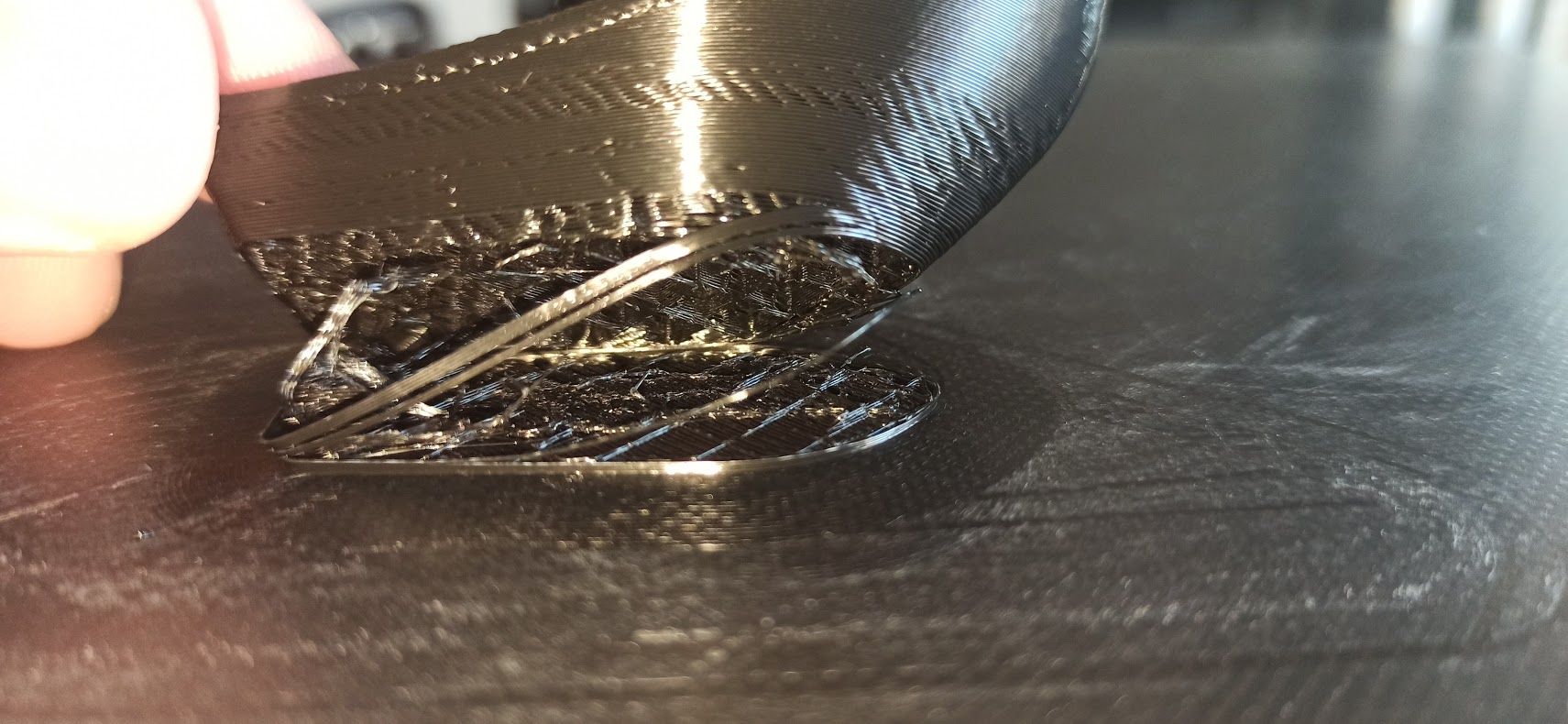
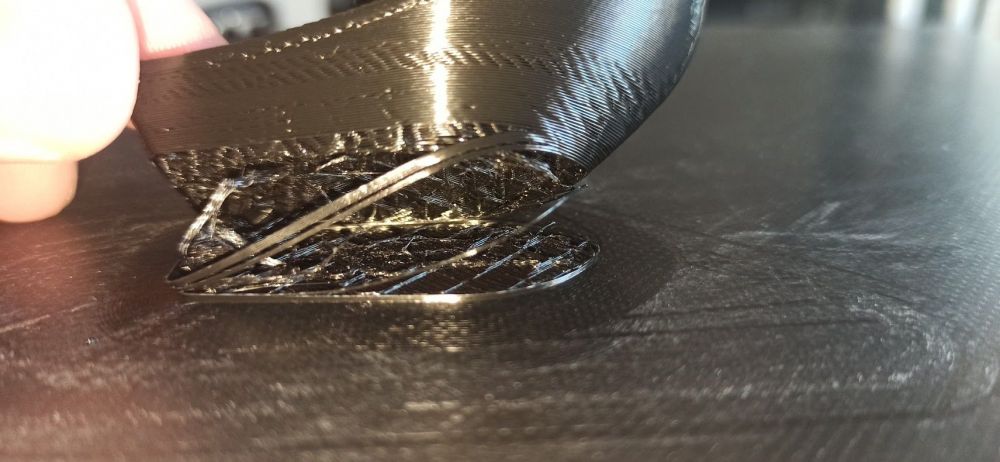
Je ne m'attendais pas à autant de réponse si vite. Plus d'un an et demi fran6p. J'ai refait un test avec un .code qui trainait sur la carte (donc avec un ancien profil) On voit bien le délaminage sur la trois, la paroi a même gonflé. J'ai voulu lancer un petit Benchy ce midi mais il a un problème avec le start code de Cura. La buse et le plateau chauffent, il y a le déplacement a l'origine, puis plus rien, et le timer défile. Je règle ce soucis et je vous fait un nouveau test.


-
Bonjour à tous, Moi c'est hokero, petit nouveau ici. Je me suis lancé dans l'impression 3D il y a maintenant plus d'un. Après une bonne pause lié aux problèmes de rendu que je rencontre, j'ai décidé de m'y remettre. Mes impressions ont un aspect plutôt jolie et régulier. Là ou ça coince, c'est plutôt le coté solidité. Je les trouves fragile. J'ai même peur de les manipuler tellement ça a l'air cassant. De plus elles se délaminent, et le plus souvent cassent quand je les retires du plateau car elles collent trop. J'ai tenté de triturer les profils de mon slicer dans tous les sens, remplissage, température, refroidissement ou non, vitesse de déplacement. Je n'arrive a rien et me perd. Arrivez-vous à sortir des choses potable avec les profils de Cura ? Jusqu'ou aller concernant le % de remplissage ? La ventilation est-elle vraiment nécessaire ? Matériel: Slicer : Cura (réinitialisé) Imprimante: Geeetech A20M avec BL-Touch Plateau: Geeetech Superplate PLA: Enotepad PLA+ Merci d'avoir pris le temps de me lire, et d'autant plus à ceux qui répondront :)