Alberto314
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Alberto314
-
Raft et 1ère couche
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Merci. Je ne voyais pas les 10% car le refroidissement est désactivé dans Cura pour moi. JE vais voir si je trouve un bâton de colle qui traine à la maison ! -
Raft et 1ère couche
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Je relis la discussion et j'ai une question. Quand tu dis 'Par contre 10% de refroidissement ce n'est pas beaucoup', c'est quel paramètre exactement dans Cura ? Merci ! -
Raft et 1ère couche
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
C'est clair que je préfère imprimer sans raft mais je n'arrive plus à faire accrocher la première couche sans. C'est assez étonnant car la jupe tient nomalement. Peut-être que ma plaque de verre est très "usée" car elle a au moins 3 ou 4 ans. Merci à vous ! -
Raft et 1ère couche
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Il est vrai que je n'ai pas précisé, la hauteur de 1mm est un nouveau paramètre, initialement je réglage était à 0,8 mais la photo était à 0,4 pour un essai. J'ai une impression en cours de 1mm et le problème semble toujours là. Merci ! -
Raft et 1ère couche
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, il s'agit d'ABS. Merci ! -
Raft et 1ère couche
Alberto314 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
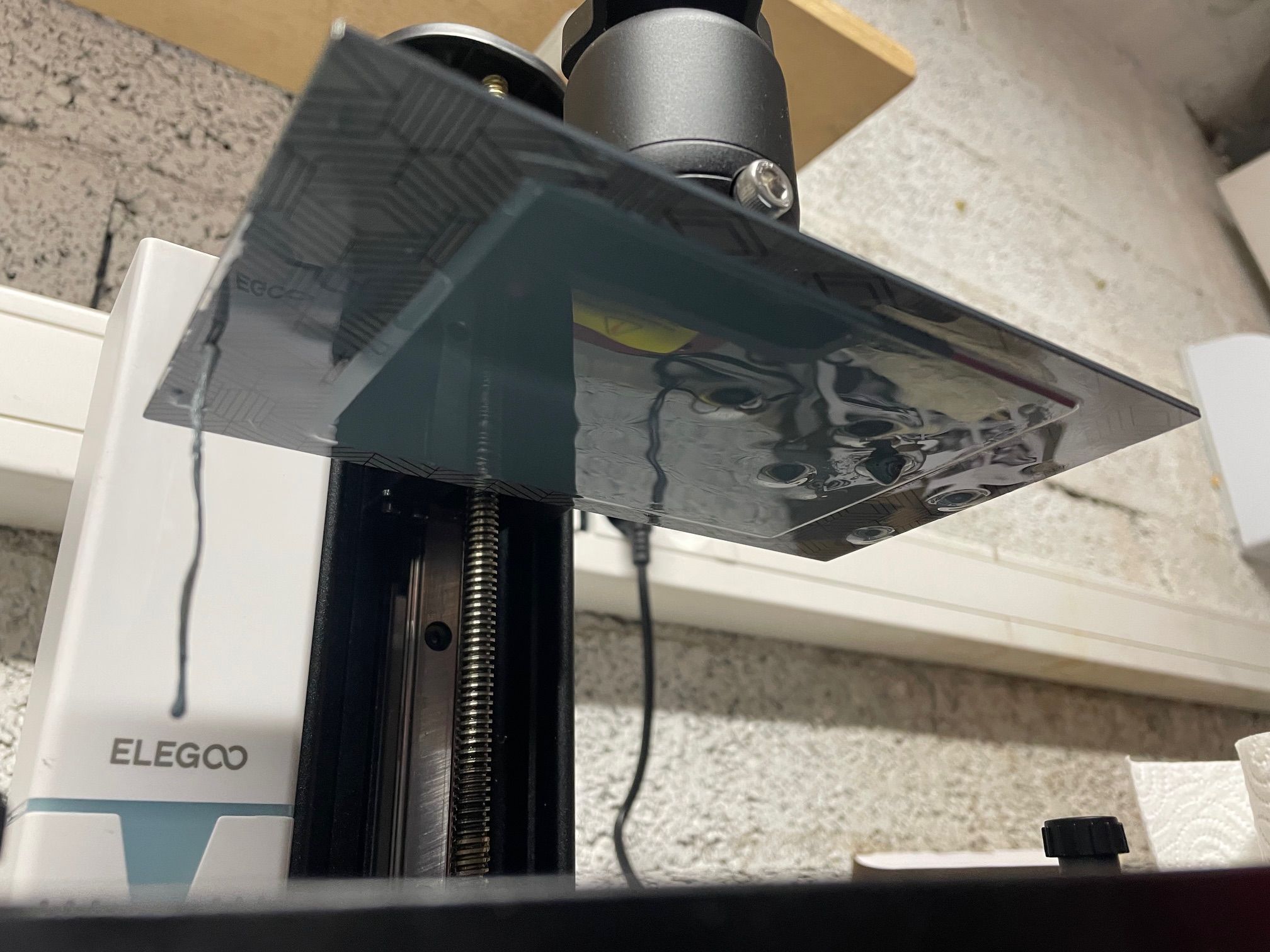
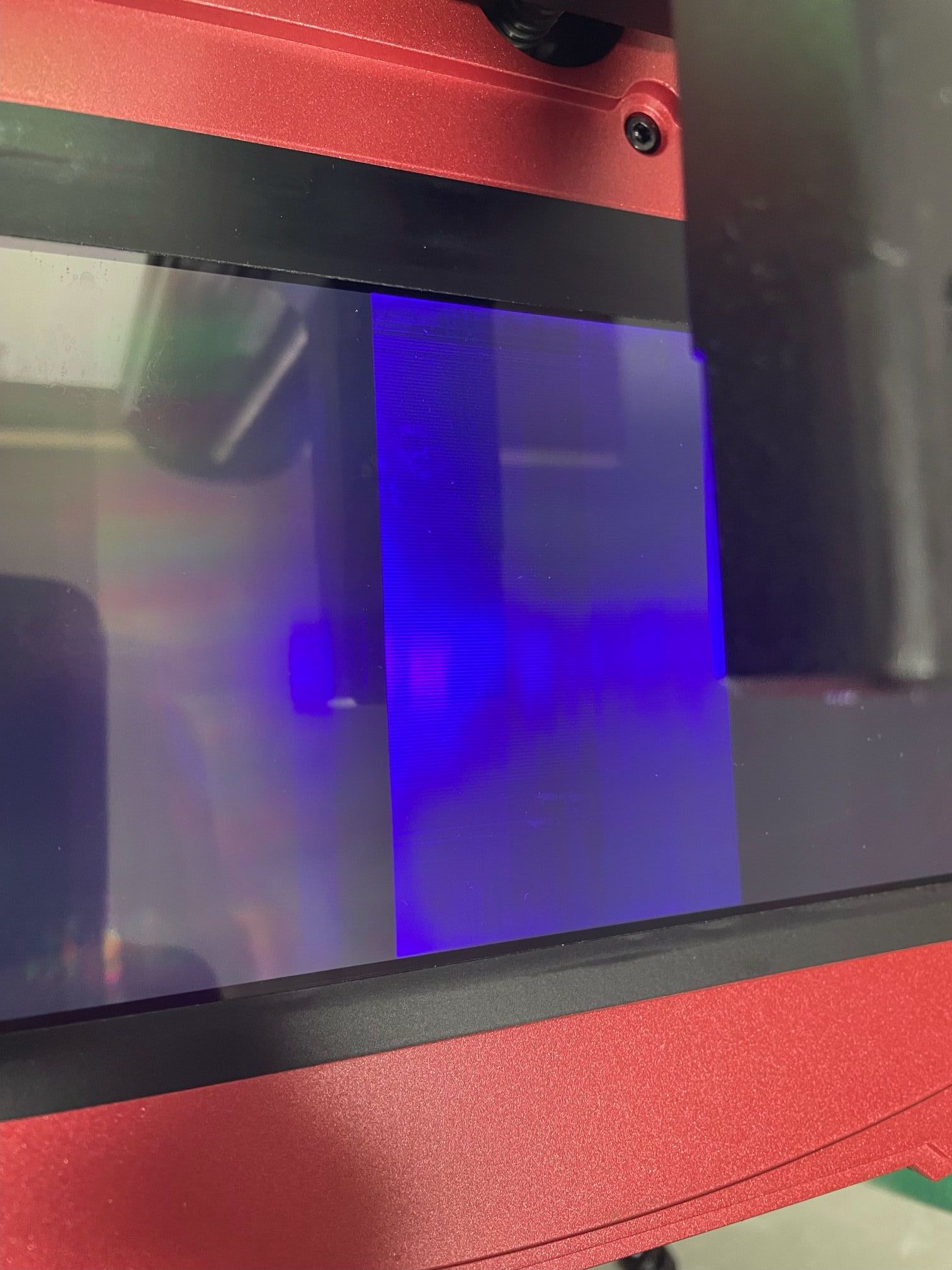
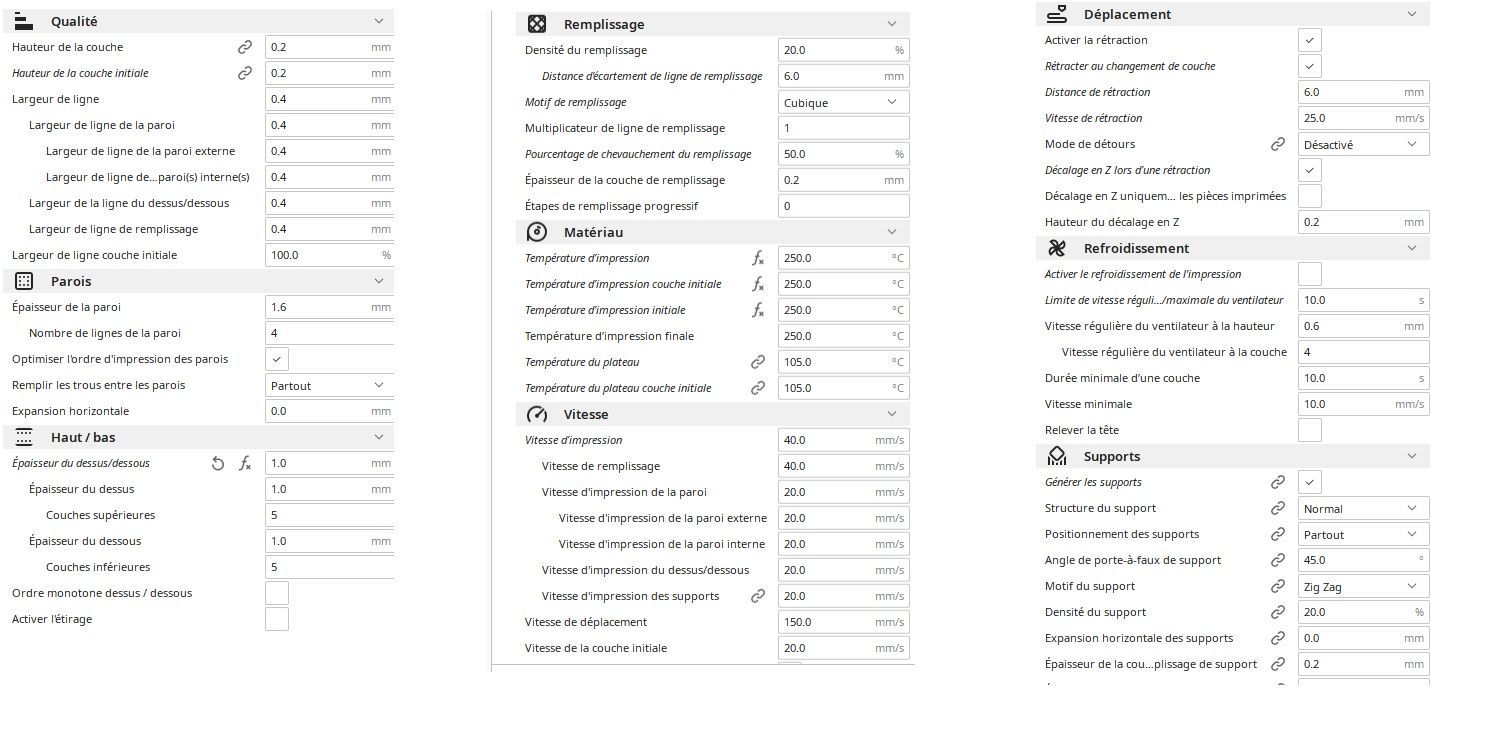
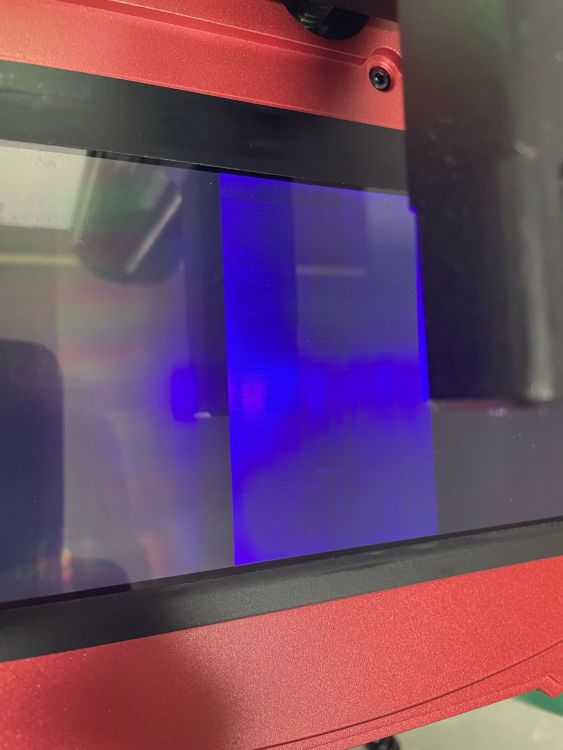
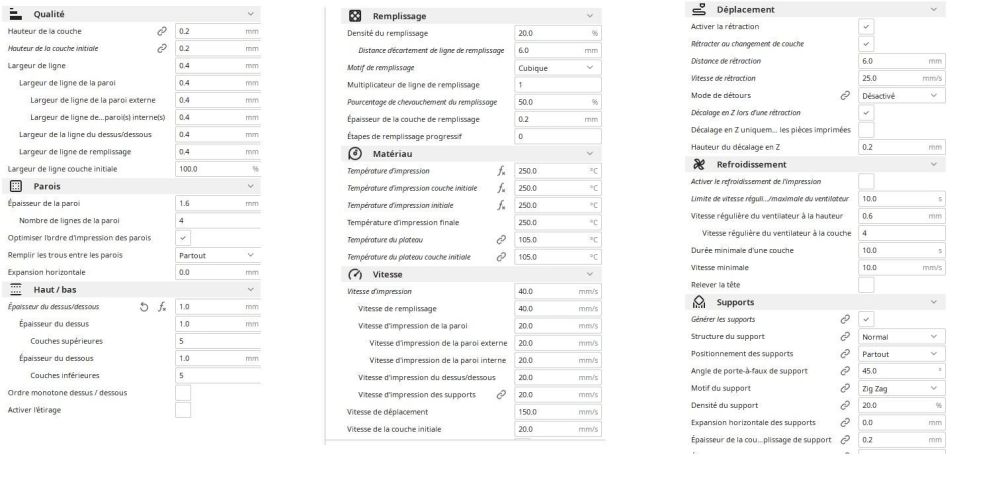
Bonjour, Après de nombreuses galères suite à la mise en caisson de ma ender-3, j'arrive à nouveau à imprimer du début à la fin. J'a cependant un nouveau problème que je n'avais pas. Pour le moment j'imprime à nouveau avec un raft (ABS) et la première couche de ma pièce est vraiment grossière. Je joins une photo de la première couche d'une pièce ainsi qu'une capture de mes paramètres CURA. Merci pour votre aide !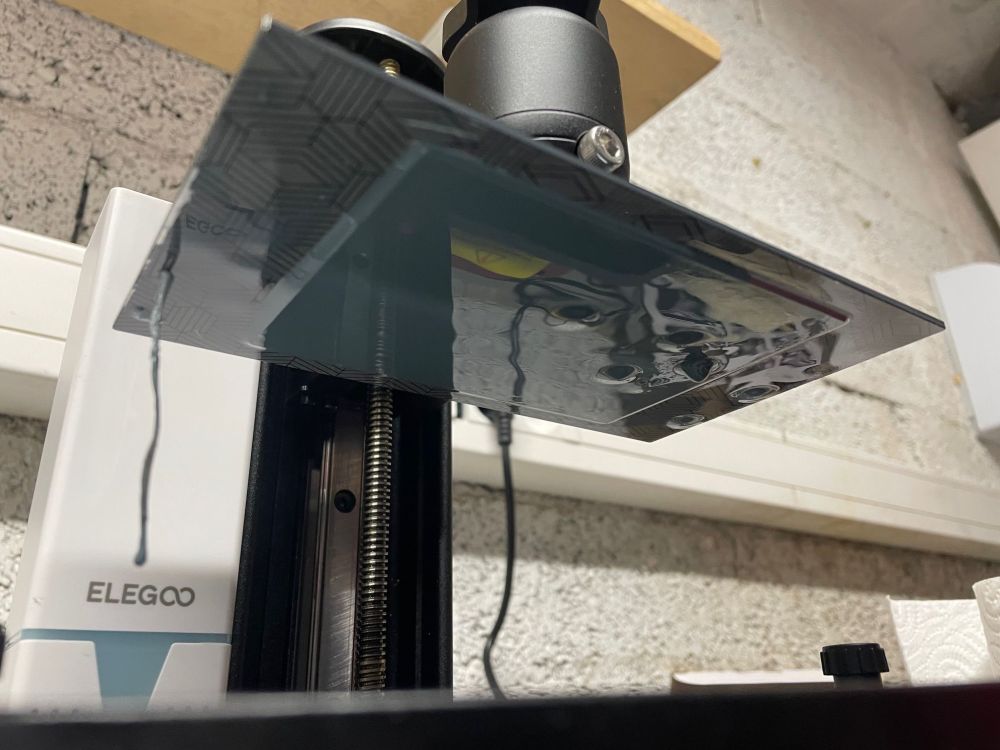


-
Sous extrusion ?
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je me suis rendu compte que la platine qui supporte la roulette de l'extrudeur était déformé. Il semble que le plastique ait chauffé et soit "monté". L'extrudeur était en hauteur dans le caisson et la température au niveau du plateau monte à 50°C donc en haut... J'ai remplacé la pièce par un CREALITY en métal. Je viens de faire 2 petits essais et pour le moment ca semble fonctionner. A confirmer dans le temps ! Merci à vous ! -
Sous extrusion ?
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Le galet est bien serré. Merci ! -
Bonjour à toutes et tous, J'ai une Ender 3 que je viens de mettre dans un caisson et les problèmes s'enchainent. J'imprime de l'ABS depuis 3 ou 4 ans avec un résultat qui me convient. J'ai décidé de l'enfermer dans un caisson et depuis c'est problème sur problème. J'ai commencé par avoir un problème de bourrage, j'ai changé par un PTFE capricorn, ajouté un heatbreak bi-metal et mis une buse neuve; je n'ai ainsi plus de bourrage. Par contre j'ai un vrai problème d'extrusion, il y a des "manques" sur mes couches (voir photos). J'ai fait de nombreux essais tel que : - augmenter la température d'extrusion de 245 (température que j'utilise depuis plusieurs années avec ce filament) à 255. - sortie la bobine du caisson (mise à l'intérieur pour un souci de fluidité du déroulement). - Ajouter un support filament sur roulement et un guide sur roulement. - Déplacé l'extrudeur pour finalement le remettre à sa place d'origine. - Refait le niveau du plateau 2543 fois hors taxes ! - Nettoyé l'extrudeur et vérifier le serrage. - Fait un calibrage de l'extrudeur. Rien ne semble fonctionner Alors j'ose le dire : à l'aide !!! Merci à vous et bon dimanche Après mille et une recherche je viens de me rendre compte que l'extrudeur tourne mais de temps en temps la roulette ne tourne plus, le filame,t n'est donc pas entrainé ! En forçant un peu sur le ressort cela repart. Ma vis est déjà serrée au max. Existe-t-il une astuce ? Merci à vous !


-
Question de GCODE (ajout purge)
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Merci ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je viens de rajouter mon imprimante sous mon pseudo, désolé. Merci pour l'aide et la lecture, je vais me pencher là-dessus Bonne soirée -
Question de GCODE (ajout purge)
Alberto314 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à toutes et tous, Je cherche à ajouter une ligne de purge sur le coté avant le début de l'impression. J'ai une Ender 3 dont voici le GCODE de démarrage : Ender 3 Custom Start G-code/Touch_MI G28 ; Home all axes M140 S{material_bed_temperature} ;Start heating bed M190 S{material_bed_temperature} ;Wait for bed to reach temp before proceeding G29; M104 S{material_print_temperature} ;Start heating extruder M109 S{material_print_temperature} ;Wait for extruder to reach temp before proceeding G1 Z1; G1 Z15 F6000 ; Z @15mm ;Prime Extruder G92 E0; G1 F200 E3; G92 E0; Est-ce que ce code est correct ? Merci à vous ! Ender 3 Custom Start G-code/Touch_MI G28 ; Home all axes M140 S{material_bed_temperature} ;Start heating bed M190 S{material_bed_temperature} ;Wait for bed to reach temp before proceeding G29; M104 S{material_print_temperature} ;Start heating extruder M109 S{material_print_temperature} ;Wait for extruder to reach temp before proceeding G1 Z1; G1 Z5 F5000 ; lift nozzle M117 Purge Extruder ; On Affiche ce que l'on fait a l'écran G92 E0 ; Deplace l'extrudeur en position 0 (reset) G1 Z1.0 F3000 ; On déplace la tete à 1mm de hauteur (vitesse 3000) G1 X0.1 Y20 Z0.3 F5000.0 ; On se déplace pour démarrer la ligne de purge G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; On dessine une première ligne G1 X0.4 Y200.0 Z0.3 F5000.0 ; On se deplace de 0.3 mm G1 X0.4 Y20 Z0.3 F1500.0 E30 ; On dessine une seconde ligne de purge (retour) G92 E0 ; On remet l'extrudeur a 0 G1 Z1; G1 Z15 F6000 ; Z @15mm ;Prime Extruder G92 E0; G1 F200 E3; G92 E0; -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Je note pour mes prochaines bobines, merci ! Je viens de démonter et effectivement le tube PTFE traverse bien le hotend de part en part... Je ne connaissais pas le Heat Break Full Metal. Je me doute que je dois ajouter cela pour régler mon problème ? Quelle référence dois-je prendre (existe-t-il des bons et des mauvais, quelle modèle si ce n'est pas trop demander) ? Pendant des mois et des mois j'ai imprimé des pièces en ABS, sans ventilateur ni modifications et ca marchait... A croire qu'il y a une forme de chance pour les ignorant !!! Merci Je viens de lire un peu sur Heat Break Full Metal et je crois que j'ai dis une bêtise, j'en ai bien un d'origine. -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour Savate, L'imprimante est d'origine à l'exception d'un TouchMi avec la MAJ Marlin et du PTFE Capricorn depuis quelques jours donc je ne sais pas trop quoi te répondre pour le heatbreak full metal... Mes pièces vont sur un bateau donc depuis le tout début j'utilise de l'ABS et comme j'avais les bons réglages je n'y touchais plus et je prends toujours le même filament VERBATIM qui est donné pour une température de 240-260 et un plateau à 90 mais je n'ai jamais réussi à faire accrocher à des températures inférieures à 115, 110 étant juste. Je vais vérifier que le PTFE ne descend pas jusqu'à la buse. Faut m'excuser, je trouve l'impression 3D fabuleuse en terme de possibilités mais la technique en soit ne me passionne pas, d'où mes méconnaissances... Mais je me soigne, promis ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, je continue à chercher à résoudre mes problèmes suite à la mise en caisson de la bête. J'ai des problème d'adhérence mais en fait il semble que ce soit plus dû à un problème d'extrusion. Je m'explique, enfin j'essaie... Ce matin je lance une impression de 2h40 de 6 petites pièces sur un radeau. Le radeau est beau, les pièces aussi. Aucun problème sur cette impression. Je me rends compte qu'il me manque 2 pièces de plus alors je relance quasi immédiatement une impression... Rien ne fonctionne... Le radeau est complètement irrégulier. Je stop et tente de nombreux réglages, baisse de la température du plateau, du hotend, réduction de la rétraction... Rien à faire, le filament ne s'écoule pas correctement. Régulièrement un bourrelet se forme dans le tube capricorn tout neuf. Je retire le filament, je coupe 2/3 cm, le remets, je fais couler et c'est bon pour un certain temps qui me parait bien aléatoire... Tant bien que mal l'impression part sur un radeau assez moche (manque des lignes sur la 1ère couche mais je laisse faire et avec mes paramètres classiques que j'utilise depuis plusieurs mois et une buse neuve. Au final les pièces sont correctes (l'avantage du radeau !) Une fois lancé il n'y a plus aucun raté... Etonnant non ? 40 minutes plus tard je lance une nouvelle pièce et à nouveau le radeau est horrible, on compte les lignes présentes plutôt que les absentes tellement il en manque. Rapidement le filament ne sort plus. Je retire le filament et je ne vois même pas de bourrelet. Je coupe, je remets, je fais couler +10 ok, +10 ok, +10 pas OK... Je n'y comprends plus rien... La température serait-elle trop importante dans le caisson ? Plateau en-dessous de 115 ca n'adhère pas. Buse à 245 c'est ok, jusqu'à environ 230 aussi. Et puis elle n'est pas plus importante en début de 2ème impression qu'en fin de première ! Lors des tests j'ai un problème similaire en faisant couler le filament porte ouverte. Au final j'ai plus l'impression que le filament n'arrive pas de manière régulière et que c'est ca qui pose problème mais comment le vérifier ? Quand je déconnecte le PTFE du hotend et que je fais tourner l'extrudeur je ne constate pas de problème de fluidité... Bref, je suis bien embêté car j'ai besoin de mes pièces pour avancer mes travaux... Merci à vous ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
A priori le problème semble résolu, merci à vous ! Effet pervers de la situation (enfin je pense). Je ne sais pas si je dois ouvrir un nouveau sujet mais je vais commencer ici. Les pièces de petites tailles se décollent du plateau (impression de 2X une pièce de 1€ environ). Avant j'imprimais avec un raft, depuis plusieurs mois une jupe est suffisante. Mais je ne sais pas si cela vient de la mise en caisson ou du ventilateur qui tourne, je rencontre un beau problème d'adhérence... La jupe tient par contre assez bien, que le plateau soit à 115, 125 ou 100 (plusieurs test ce jour). Je me dis donc que dois pouvoir améliorer les paramètres mais je ne sais pas vraiment quoi faire alors, à nouveau, je viens vers vous ! Merci d'avance ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Au moins on aura résolu le problème initial ! haha Blague à part j'ai positionné un ventilo de PC sur la CM... Pas forcément utile je pense car la CM est hors du caisson, couvercle retiré pour le moment... Mais bon on sait jamais ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Vous pouvez rire, je ne suis pas susceptible ! haha Je viens de démonter et j'ai trouvé les soudures du ventilo en mauvais état. J'ai mis le ventilo de la carte mère à la place et je viens de lancer une impression d'environ 2H avec mes paramètres normaux mais avec le ventilo qui tourne du coup ! Je reviens vers vous pour le résultat. Merci ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
il souffle jamais celui de devant !!! Je crois que je ne l'ai pas vu tourner depuis des années ! Je vais me pencher la-dessus ! merci ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
OKKKK le ventilo sur le coté de la tête ! Peut-être qu'en déportant l'électronique j'ai raté un branchement, je vais vérifier ! Il s'agit bien de celui-ci : -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Haha oui Capricorne bien sûr ! En plus c'est mon signe astro ! Je n'ai pas de ventilateur, enfin il est à 0. La piste du remontage n'est pas prioritaire car le problème est apparu dès la mise en caisson, je n'avais rien démonté. Je vais tout de même y jeter un oeil au cas ou ! -
Impression qui bloque
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour et merci pour le retour. Je viens de lancer un test avec buse à 230 et plateau à 100 (constructeur : buse : 220-240 °C | plateau : 80-100 °C). Je viendrais donner le résultat même si l'impression est peut-être trop courte pour vraiment vérifier (20 min mais je n'ai pas plus de temps ce soir...) -
Impression qui bloque
Alberto314 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à toutes et tous, J'utilise une Creéality ender 3 depuis assez longtemps et du filament ABS Verbatim. J'obtiens un résultat qui me satisfait mais j'ai voulu ajouter un caisson. Désormais je rencontre un problème, à chaque impression, après un certain temps, disons 20 à 30 minutes, le filament ne s'écoule plus. Après démontage j'ai à chaque fois la même chose, le filament est épaissi dans le tube PTFE juste avant la buse. Comme je suis en phase de mise au point du caisson, j'ai déplacé le filament que j'ai mis sur un support à roulement à billes car je trouvais que le déroulement n'était pas fluide. J'ai aussi déplacé l'extrudeur pour que le chemin soit lui aussi fluide. Je viens de remplacer le tube PTFE par un tube LICORNE, je pensais que le problème venait d'une usure, le problème est identique dès le premier test. Mes paramètres sont : Température impression : 245° Plateau : 115° Vitesse : 40 mm/s Aucune ventilation Buse 0.4 (neuve 0 impression) Ce sont les mêmes paramètres que mes réglages hors caisson qui fonctionnait jusqu'à maintenant. N'étant pas un grand connaisseur je ne sais pas trop dans quelle direction chercher alors je m'en retournes aux spécialistes ! Merci ! -
Problème de hauteur sur creality ender
Alberto314 en réponse au topic de Alberto314 dans Entraide : Questions/Réponses sur l'impression 3D
Merci à vous ! Je ne pense pas qu'il s'agit d'un problème de réglage du plateau mais plus d'un paramétrage car le test du papier et ok. Une fois le Z mesuré et le Z-offset modifié. En faisant un "autohome" et en baissant le Z de 0.1 normalement la buse devrait affleurer le plateau non ? -
Bonjour à toutes et tous, J'ai une creality ender 3 Pro depuis quelques mois que j'utilise de temps en temps pour imprimer des pièces en ABS que je créer sur Fusion360. Mon problème est que mes impressions sont très aléatoire et que je passe plus de temps à régler l'imprimante qu'à imprimer ! Au début j'ai réussi à imprimer de petites pièces qui me donnaient satisfactions. Puis je n'y arrivais plus (warping, problème adhésion...) sans raison apparente... A force j'ai choisi d'installer un BLTouch et de passer sur marlin 1.1.6. Mais pas plus de résultats. Ajourd'hui je n'arrive à rien imprimer et il semble que quelque chose m'échappe car un coup la buse est trop haute, un coup elle est trop basse. Pourtant je règle mon plateau avec le coup de la feuille de papier puis je fais un "auto home", "move axis", je decend jusqu'à frotter la feuille, je note la valeur du Z et je modifie la valeur du Z-offset, "store settings" puis "load settings". Si je fais à nouveau un "auto home" et que je bouge le Z, il faut à nouveau modifier le Z-offset et je peux faire sans en boucle jusqu'à l'infini sans jamais parvenir à un bon réglage ! Bref, je m'arrête là pour mon début d'explication car je ne vais pas aborder tous les problèmes et questions en même temps ! Merci à celles et ceux qui prendront le temps de me lire et de m'apporter leur aide car je commence à désespérer d'un jour passer la barre des 3% de réussite