maerell
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par maerell
-
Bonjour @hyoti, Merci pour ce petit retour, ça va déjà me donner une base pour imprimer le flexible, et je pense que de toute façon le forum doit regorger d'information à ce sujet. J'ai déjà imprimé du ninjaflex avec la lulzbot TAZ du travail mais je ne me suis jamais vraiment penché dessus de façon plus complexe. Soit ça marchait, soit ça marchait pas et on trouvait une autre façon de faire la pièce.
-
Oui je regarderai, tant que l'état de surface est aussi bon.
-
Bonjour à tous, Je reviens vers vous après plusieurs jours de test. L'imprimante imprime très bien, plus de problème d'adhérence au plateau. J'ai changé de bobine et ça va bien mieux, je pense donc que je vais quand même devoirs passer par l'étape four pour la bobine trop humide... Le verre ne colle pas aussi bien que j'avais imaginé pour des toutes petites pièce mais bon, la bordure sert à ça. Cette semaine si j'ai le temps je vais essayer le TPU. Merci à tous de m'avoir aidé, sans vous elle serait peut être passé par la fenêtre
-
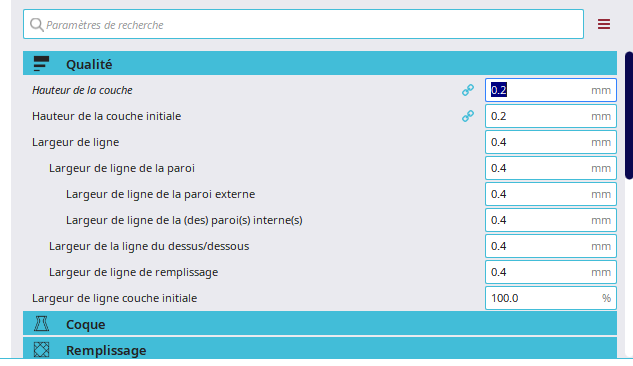
Je me suis mal exprimé, j'utilisais creality slicer, d'ou la version 4.8. Je me remet du coups sur le vrai cura, et c'est la version 4.11. 0.12 pardon. Normalement j'imprime en 0.2 mais pour celle il me fallait 0.12 Pour avoir un meilleur refroidissement justement, les gens qui l'ont essayé on l'air d'en etre content. Et de toute façon avec mon direct drive je ne pouvais plus garder l'ancien. Je vais refaire mes reglage avec ma balance. Je pensais justement que plus le poids était faible et mieux c'était.
-
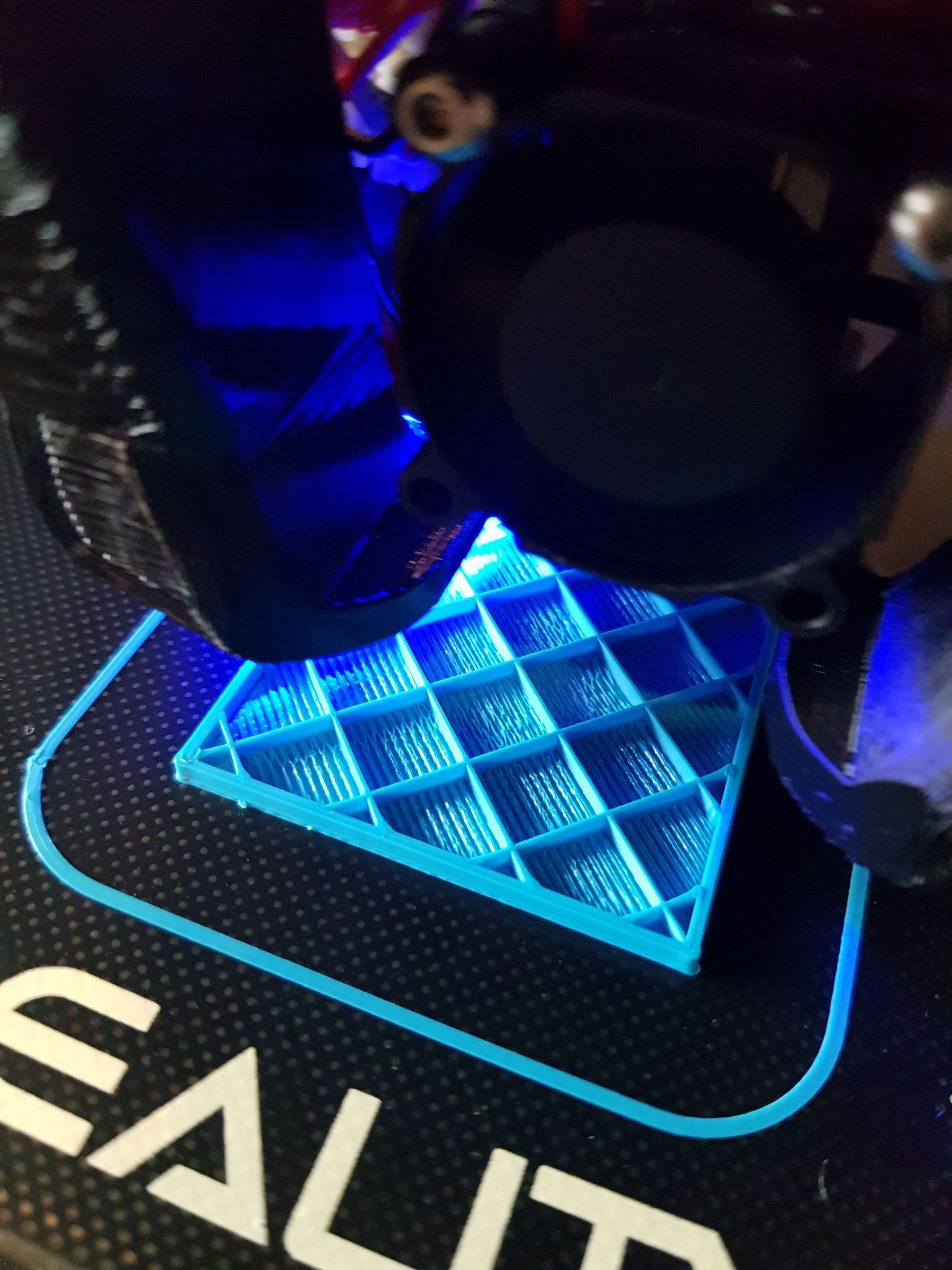
Je connais le mode expert c'est juste que je cache ce qui ne m'est pas utile. Merci pour les plug-in, je vais regarder ça. J'ai la version 4.8 profil.html Voila l'état de la piece. Imprimé en 1.2, 60mm/s. 210°/60° On peut aussi voir que pour les faces du dessus les lignes ne se joignent pas. J'ai du arrêter l'impression parce que l'extérieur claquait. J'ai refais mon z offset qui était à 0.18 et maintenant j'ai du le mettre à 0.34. Et la buse est bouché...

-
Alors j'ai fait avec une feuille, 0.1mm d'épaisseur. Ta méthode consiste a prendre un ticket de CB, 0.06mm d'épaisseur. Qu'est ce que ça change ? Je vais me retrouver encore plus proche du plateau. J'ai verifié et c'est bien une 0.4, non bouché Actuellement dans mon salon, 21° / 50% humidité A mon avis ça doit être ça, mais j'ai un peu la flemme de le faire avec toutes les bobines, surtout qu'après l'imprimante retourne au sous sol. Je viens de relancer une impression et je remarque quelque chose d'étrange. J'ai l'impression que la buse ne se décale pas de 0.4mm entre chaque ligne mais chevauche de la moitié, donc refait fondre une partie du plastique déposé. J'ai essayé de chercher un paramètre qui pourrait jouer dans cura mais je ne trouve rien. Il y a bien le pourcentage de chevauchement mais celui-ci sert uniquement à augmenter la longueur des lignes de remplissage pour qu'elles collent bien au contour. (qui est reglé sur 25% chez moi) Quelqu'un à déjà eu le cas ?
-
@Idealnight desolé de ne pas avoir répondu plus tôt. Je faisais mes bidouilles . Mais j'ai pris en compte tes remarques lors de mes tests. J'imprime à 200/60 Je fais le z offset avec une feuille A4 et les temperature de l'imprimante était de 120/50. Suite à ta question je fais le z-offset avec les mêmes températures que lors de mes impressions (qui est plus logique) La procédure est simple je click sur home. Ensuite je passe une feuille en dessous. Je la fait bouger et en même temps je descend le z-offset, lorsque je sens une résistance j'arrête. J'étais presque venu vous dire c'est bon c'est dans la poche mais finalement non. Deja gros oublie de ma part je n'avais pas mis la fameuse rondelle en complément de la vis qui tiens le hotend sur le capteur du coup ma tête remontait énormément lorsque la buse venait toucher le plateau ce qui faussait les résultats. Apres avoir réglé ça j'ai refais un maillage et j'ai imprimé le petit programme de contrôle qui est intégré dans le marlin commu. Et la parfait, tout est bien collé, niquel. Alors que juste avant une catastrophe. Ensuite j'ai relancé dans la foulé, sans rien changer, mon cube de calibration (40x40) et la c'est le drame. Rien ne colle, buse beaucoup trop loin du plateau, alors que la jupe autour est beaucoup trop proche. J'essaye en jouant sur le z-offset mais c'est trop tard, et pas normal surtout. Je ne comprend plus rien, sauf si pour le coup cela viens du g-code de mon cube. Desolé c'était très long mais je ne voulais rien oublier, et j'ai eu le temps d'en faire des choses en 7h.... Bonjour à tous, Petit retour sur ce qui a été fait ce matin. Après avoir réfléchi toute la nuit, je me suis dit pourquoi j'imprimerai à 200/60 alors que sur la geeetech j'imprime à 210/1ere couche à 70. Donc j'ai essayé et la miracle j'ai pu imprimé une pièce J'étais tellement obnubilé par cette histoire de nivellement que ça ne pouvait, encore et toujours, n'être que ça. Bon ce n'est pas encore parfait, la première couche fait énormément de bulle. Peut être un problème d'humidité mais ça je ne peux rien y faire. La seconde semble… écrasé. On verra ce que me dit le cube sur le E-Step en Z. Et par contre y'a du warping. Etonnant sur une pièce aussi petite avec le plateau à 70°.

-
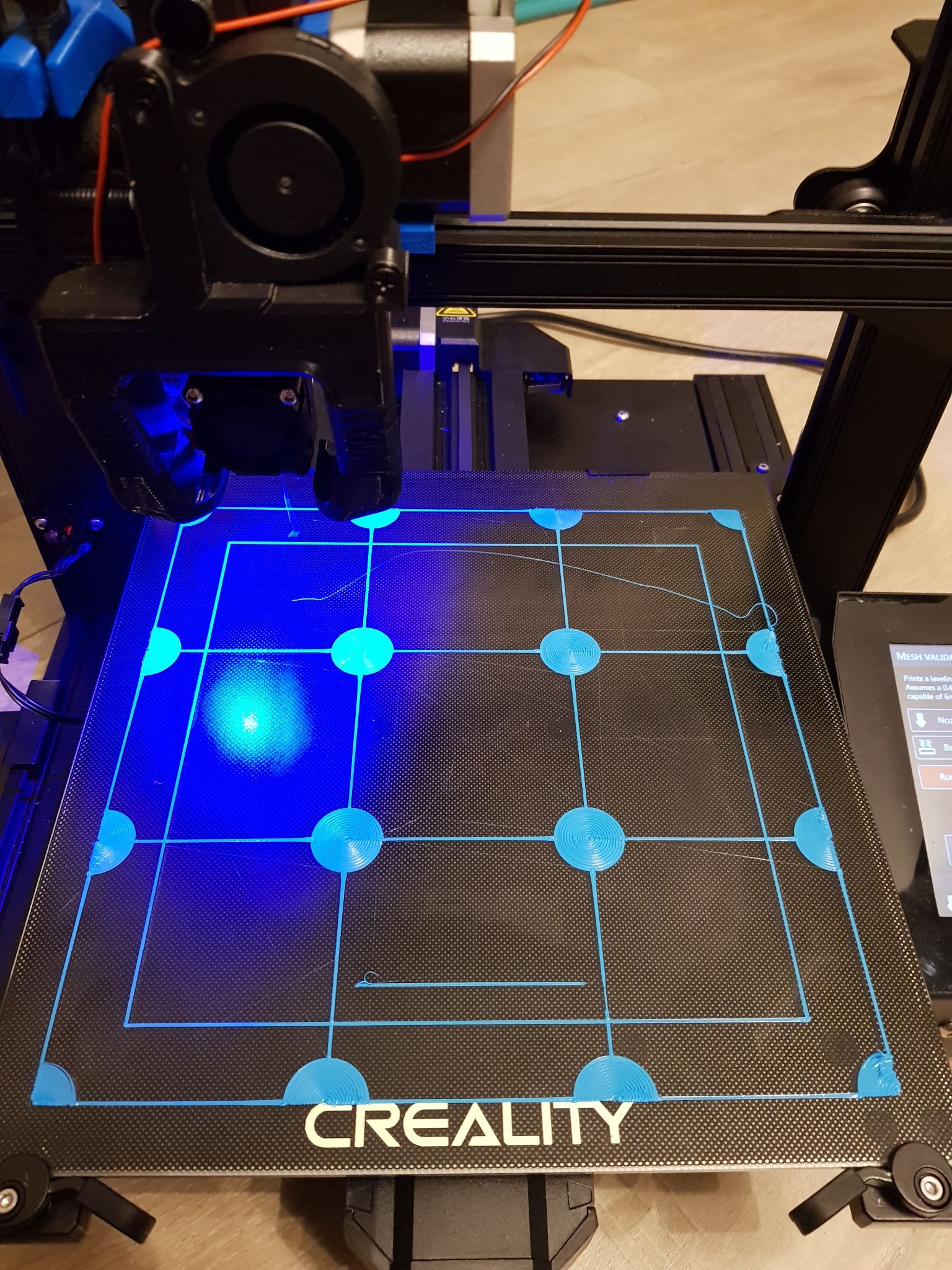
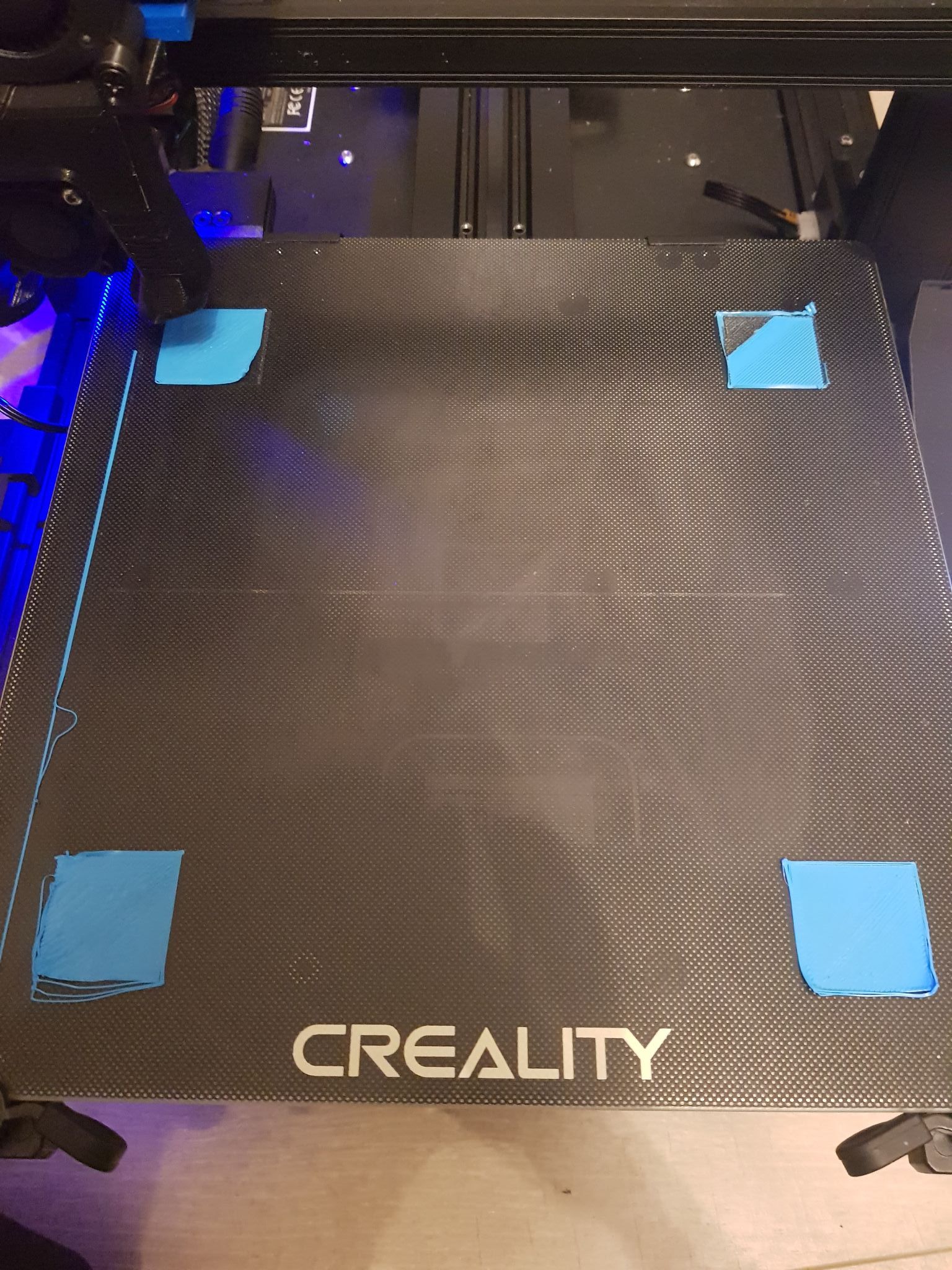
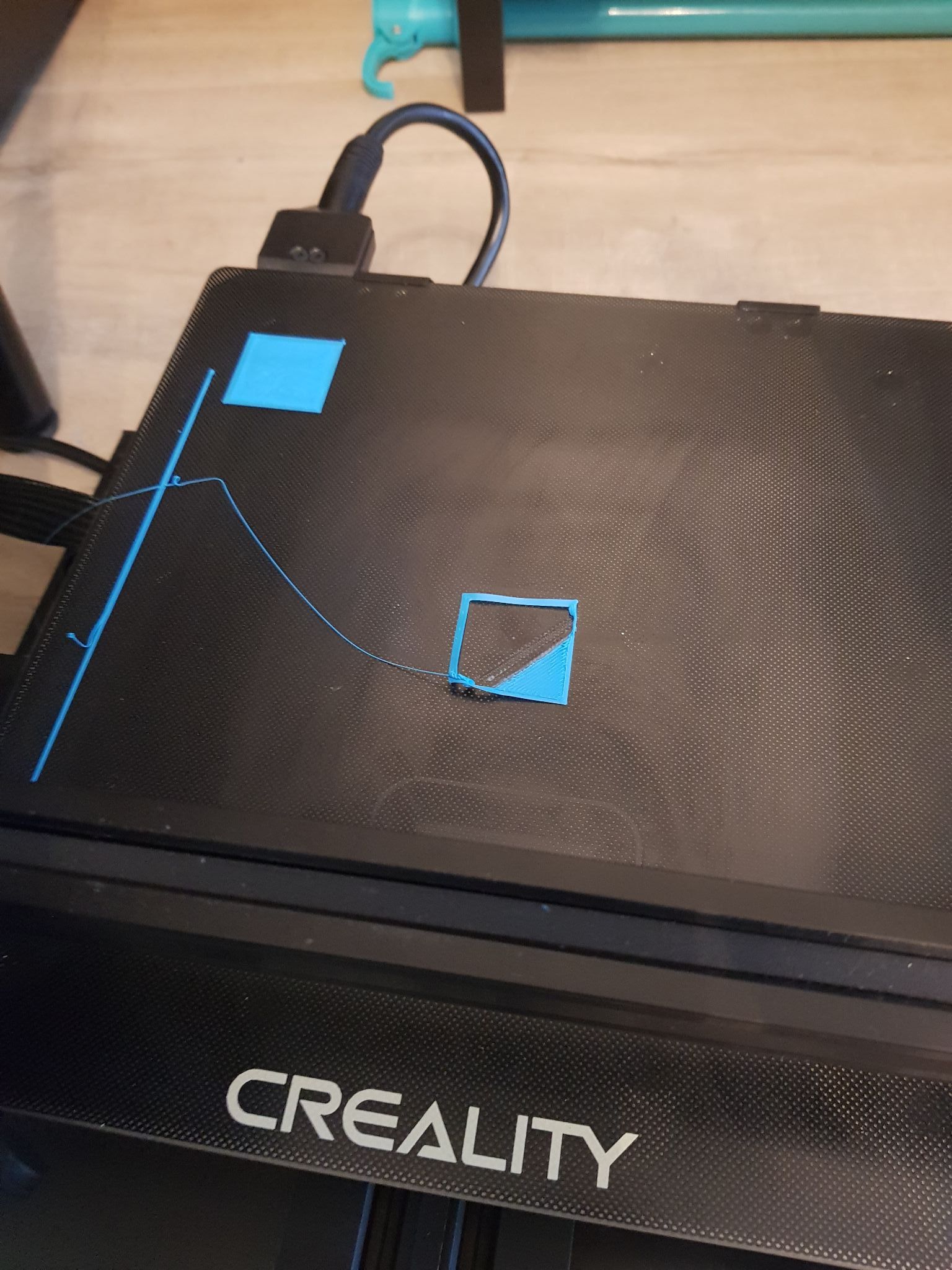
Petit retour sur les avancées de ce soir. J'ai tout d'abord essayé d'aligner mes axes z (comme depuis 2 semaines) avec le plateau (1mm plus haut a gauche qu'a droite) mais sans succès. J'ai beau désynchroniser les axes en desserrant la courroie. Tenir un axe et faire tourner l'autre pour remonter seulement 1 coté. Lorsque je relâche le tout les 2 axes bougent et se remettent dans la même position qu'au départ. Du coups j'ai agit directement sur le plateau, ponçage de toutes les entretoises pour qu'elles ai la même cote puis remontage de l'ensemble. Ensuite j'ai fait mon maillage et j'ai serré les vis ou le maillage était en + et desseré un peu ou le maillage était en - J'ai aussi fait le test de la balance pour "régler" la sensibilité du capteur (je suis à 90g) Le maillage n'est pas parfait mais normalement on s'en fou puisque mon tout nouveau G-Code tout beau tout neuf devrait compenser tout ça Mais malheureusement toujours le même problème d'impression lors de mon test Ca c'est imprimé car j'ai joué du Z-Offset pendant l'impression (Merci le marlin communautaire ) Déjà j'étais réglé sur +0.18 sur le centre et dès le premier carré j'ai du monté à +0.30 On peut voir notamment que le carré en haut à droite s'est bien imprimé sur plus de la moitié et après la buse touchait le plateau. Je précise également que je voyais l'axe Z bouger pendant l'impression, donc j'imagine que le M420 S à fonctionné. On est bien d'accord que je ferai rarement des pièces aussi grosses mais bon quand même, avec le maillage ça devrait approcher la perfection . J'aimerai bien avoir au moins quelque chose de correct. Vous avez encore des idées ou j'ai épuisé tout votre stock ?

-
Merci @Savateet merci @fran6p pour toutes ces precision. Je comprend un peu mieux toute cette histoire de nivellement. J'ai lu l'article pour savoir tour ce qu'il fallait faire pour avoir un nivellement au top et je m'y attèle ce soir. Pour le marlin communautaire je m'en suis occupé hier soir. (C'est d'ailleurs grâce à ça que je me suis rendu compte que mon bed n'était pas droit). Par contre c'est étonnant que sebazz ne parle pas du M420. Il dit même qu'il n'y a pas besoin d'activer le g29 avec son gcode. Enfin bref, je test ça ce soir et on verra ce que ça donne.
-
L'article est super interessant, merci @fran6p Concernant le nivellement, je me suis un peu renseigné et du coup j'ai 2 questions : - La premiere, j'ai vu que la plupart des gens ecrivent M420 S1. Tu ne l'a pas precisé dans ton message, est il optionnel ce 1 ? Car a priori si je met un 0 cela désactive la prise en compte du maillage. - La seconde, est ce que dans config.h je dois aller activer #define AUTO_BED_LEVELING_BILINEAR ou est il activé automatiquement ? Merci par avance
-
J'ai effectivement lu un sujet à ce sujet tout a l'heure (que je ne retouve pas) en essayant de trouver une réponse à mon problème. Mais je pensais que la CR6 fonctionnait differement. En fait je n'avais juste rien compris au systeme de nivellement Voici mon GCode, qui ne contient absolument rien qui traite du maillage : Je pensais aussi que vu que c'est le GCode de demarage de creality slicer celui ci prenait en compte le fait que l'imprimante est une CR6 et donc adaptait le GCode en conséquence.
-
Il n'y a pas de molette sur la CR6. C'est un nivellement automatique. C'est un nouveau systeme de nivellement via un capteur photo-électrique. Mais pour autant, meme dans le cas ou je ferai un nivellement avec molette puis le maillage, sur une machine "traditionnelle". Est ce que lors de l'impression le maillage ne devrait pas permettre de compenser les defauts, c'est a dire que lors de l'impression de la premiere couche n'est il pas censé se déplacer également en Z pour ratraper les défaut ? Car sinon le maillage ne sert à rien.
-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
Compte tenu du fait que je commence à m'éloigner de la question de base, je pense que l'on peut considerer le problème comme solutionner. Surtout que depuis que j'ai mis le firmware commu je n'ai plus ce problème. Merci de m'avoir aidé -
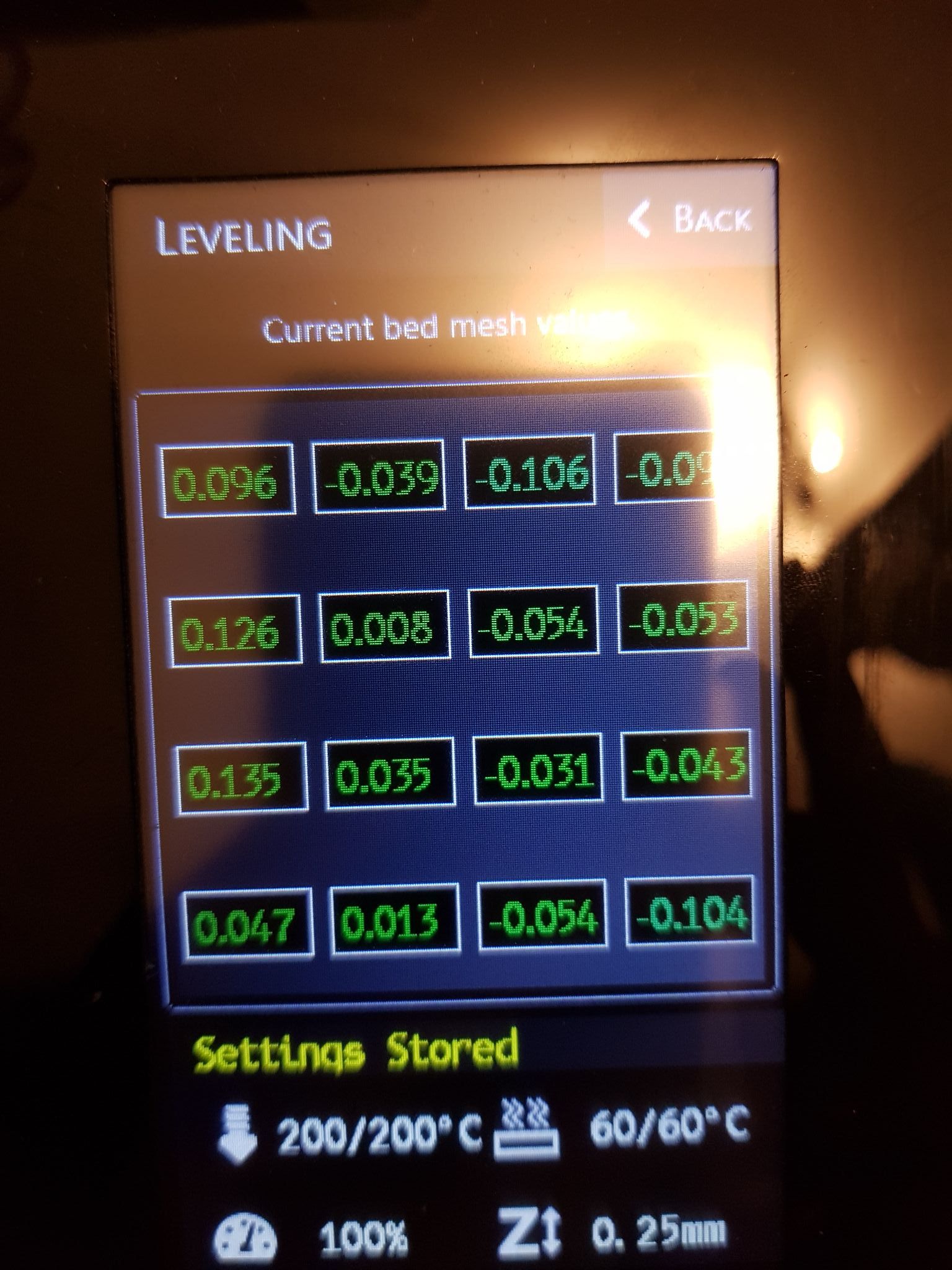
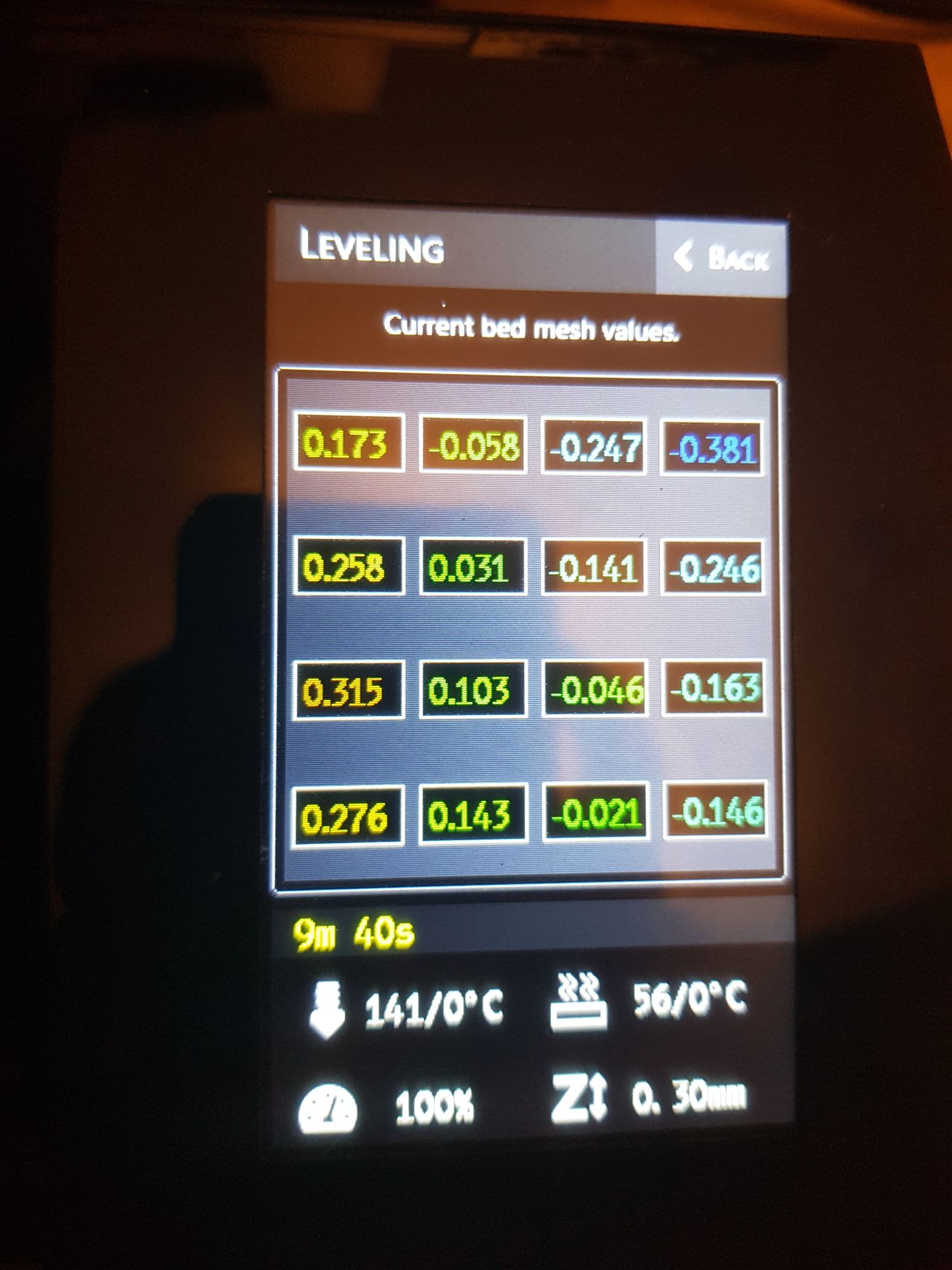
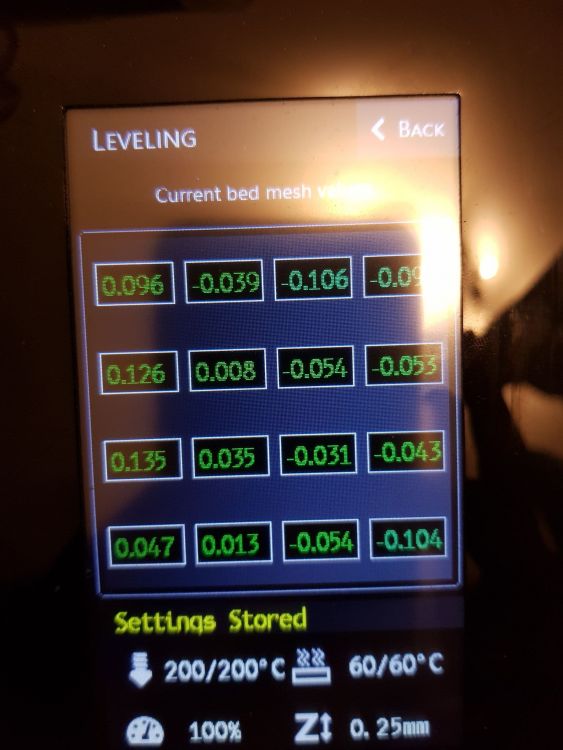
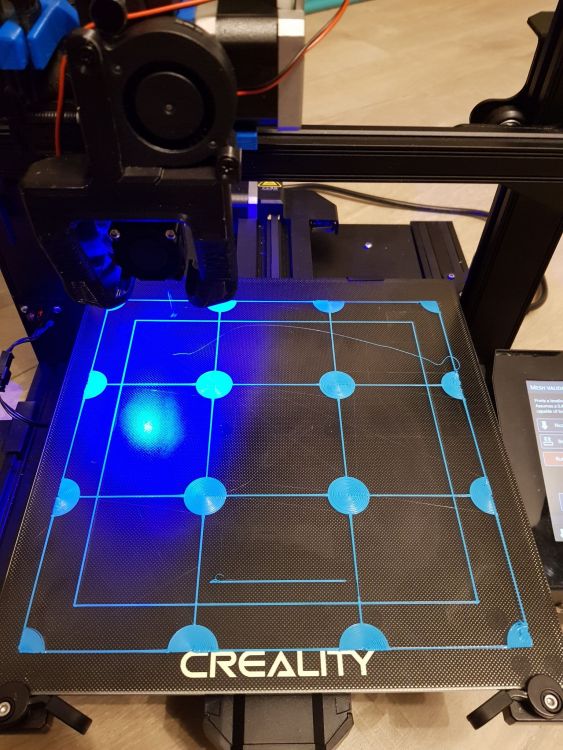
Bonjour à tous, Je rencontre un problème avec le mesh leveling sur ma CR6-SE que je n'arrive pas à résoudre, ou bien il y a quelque chose que je comprend mal. Lorsque je fais un mesh leveling l'imprimante me disait que j'avais en moyenne +0.5mm sur la gauche et -0.5mm sur la droite. J'ai résolu une partie du problème en jouant sur le serrage des vis du plateau en tombant par hasard sur cette video : Maintenant mon mesh est plutot bon mais lorsque j'imprime un carré dans l'angle supérieur gauche la buse est quand meme trop proche du plateau. Ce que je n'arrive pas à comprendre c'est que normalement on fait un mesh pour justement que l'imprimante compense d'elle meme le nivellement lors de l'impression de la première couche non ? Faut il activer quelque chose dans le marlin ou changer quelque chose au G-Code de démarage ? (Ce qui me semblerait etonnant quand meme) Je vous remercie par avance.
-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
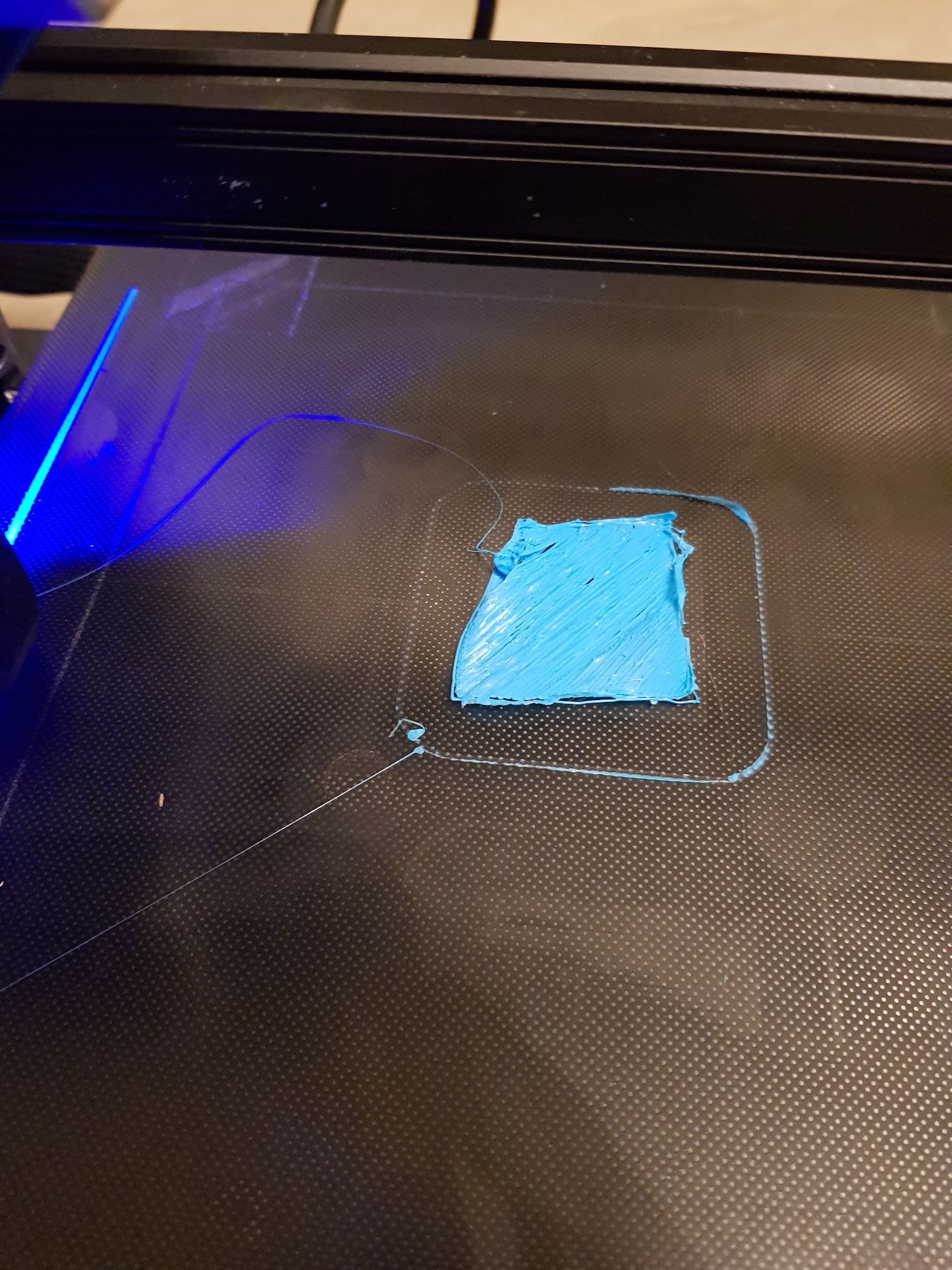
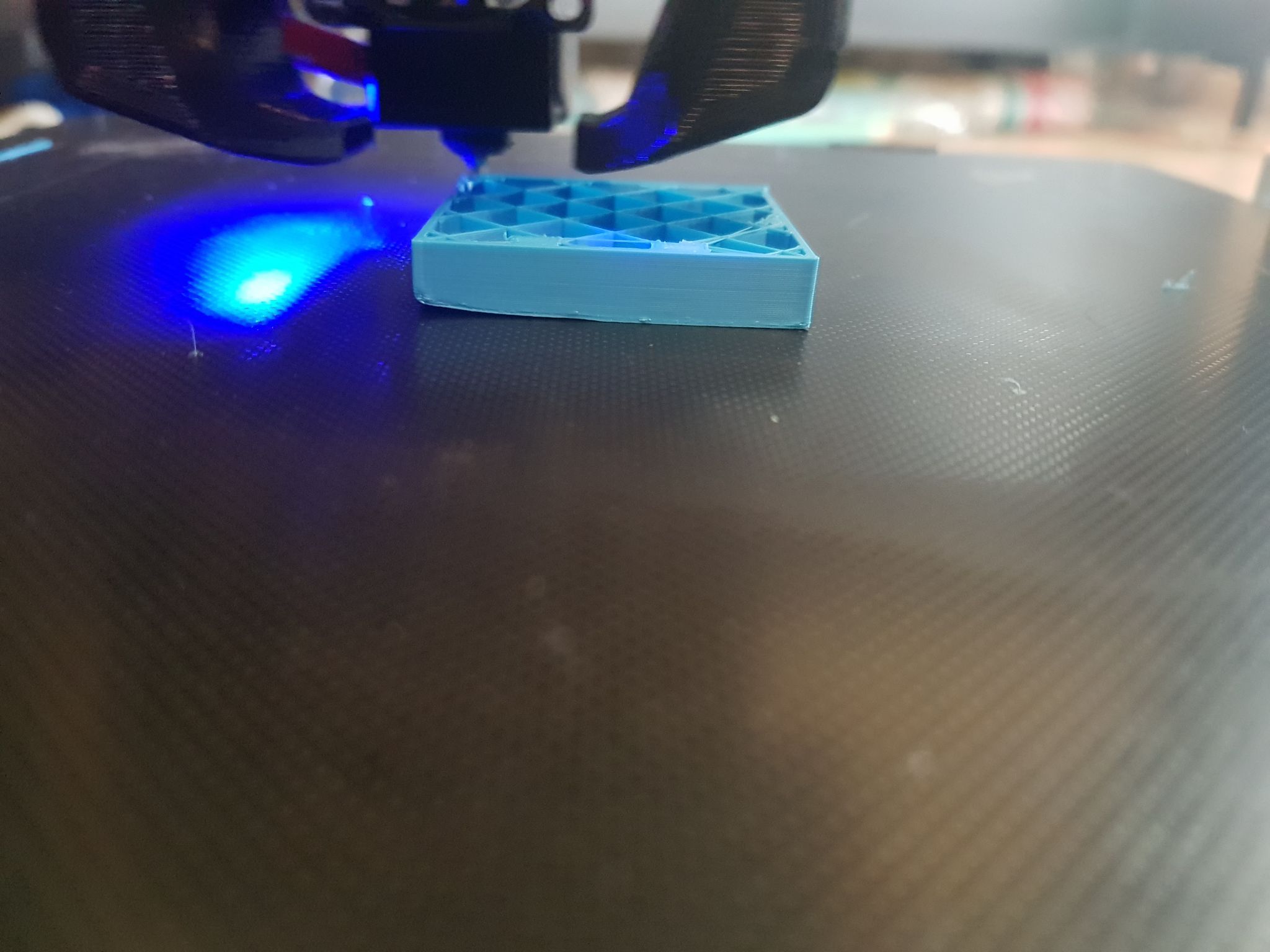
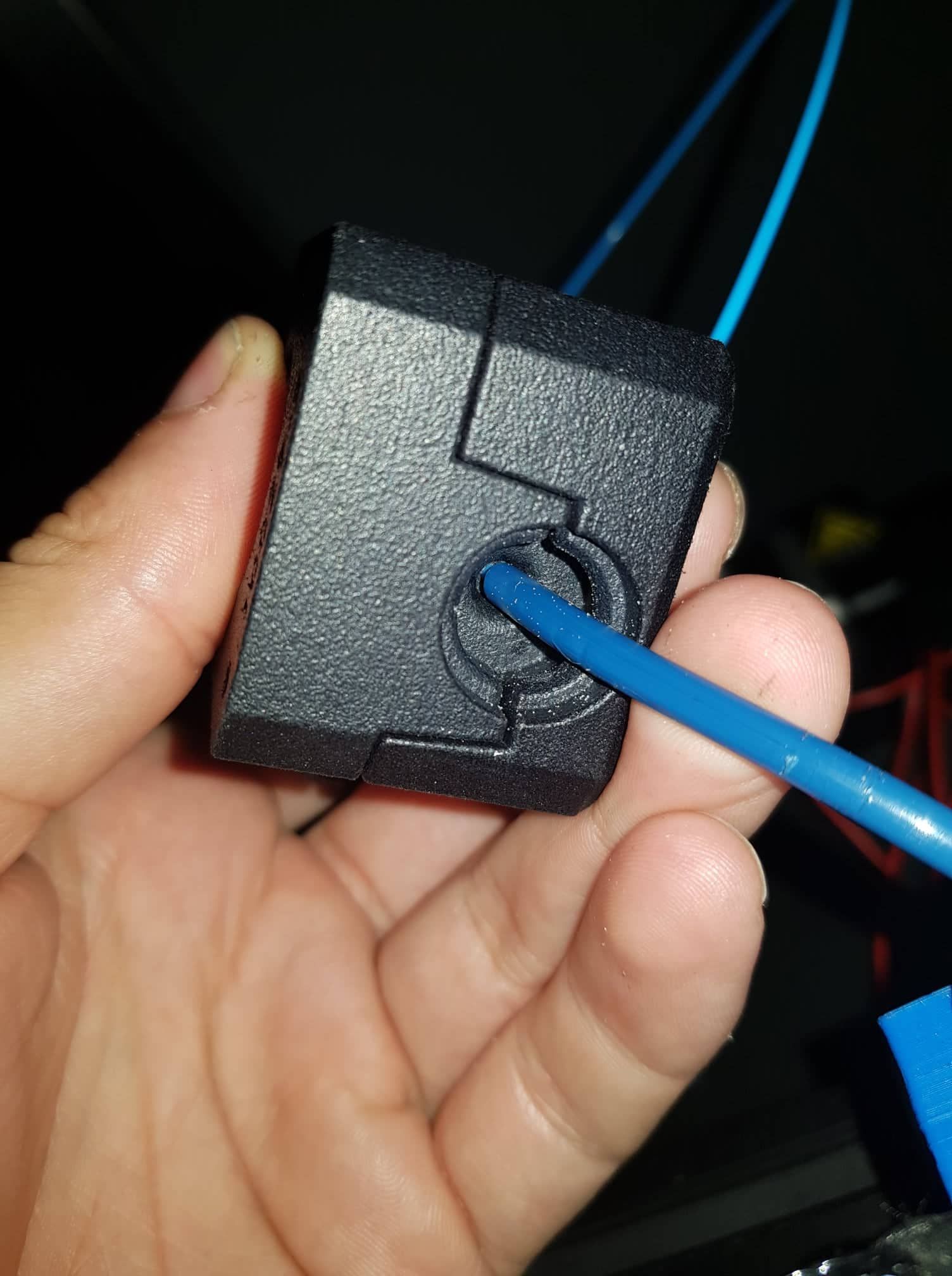
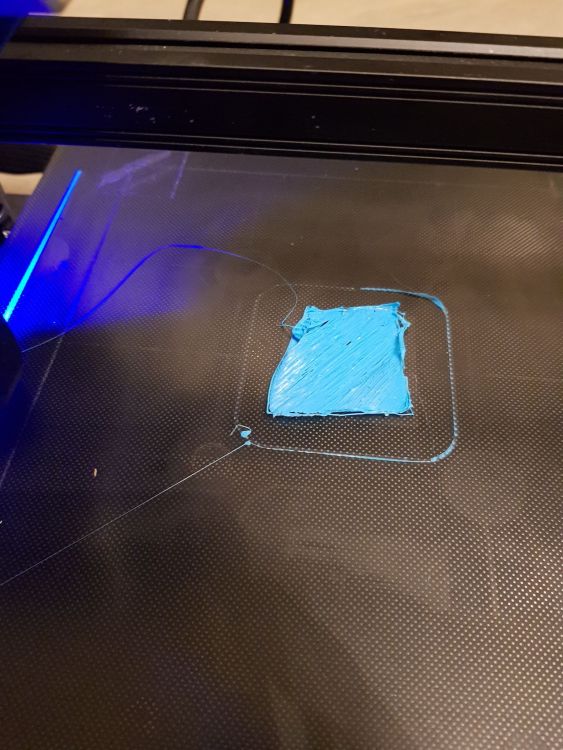
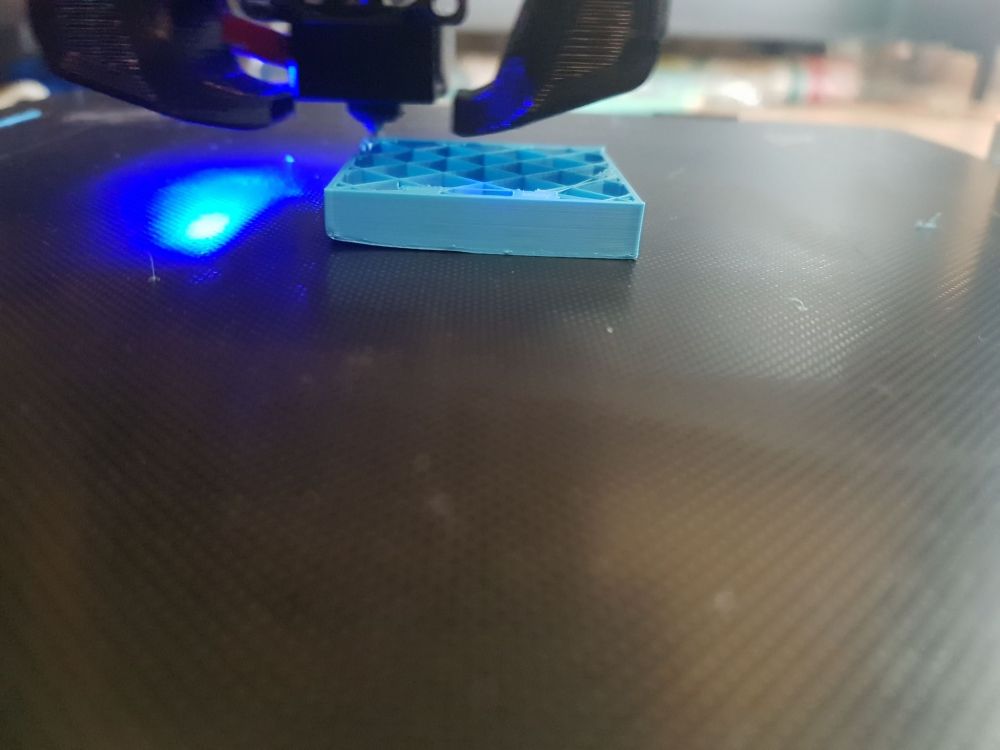
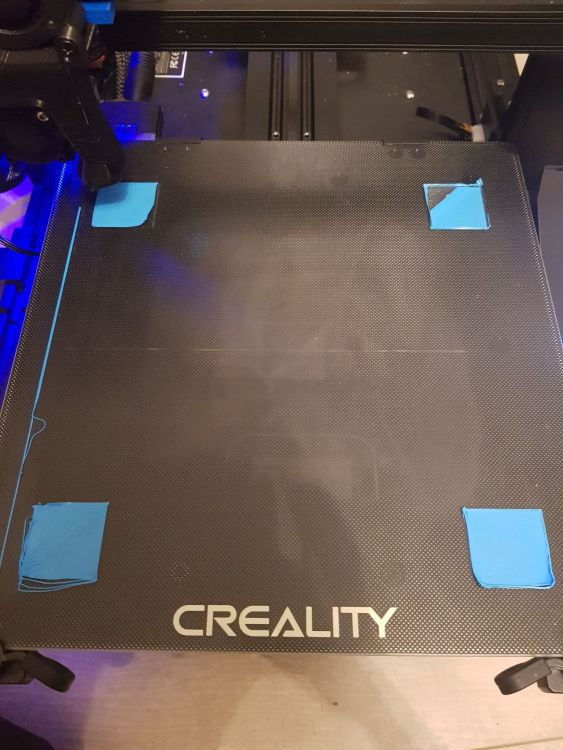
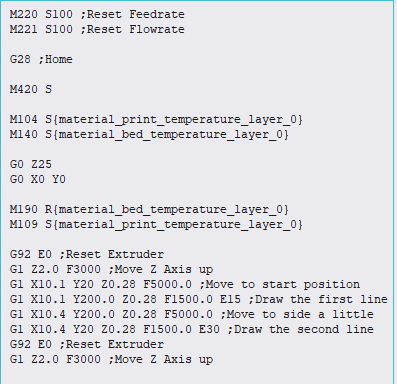
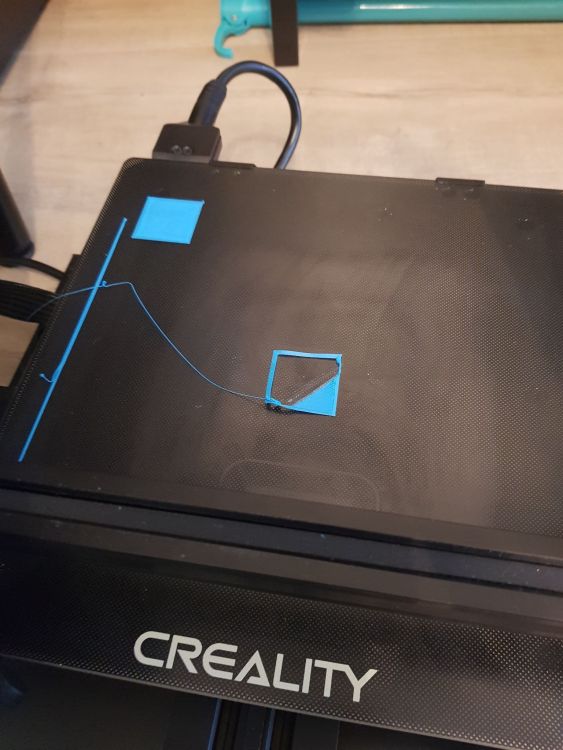
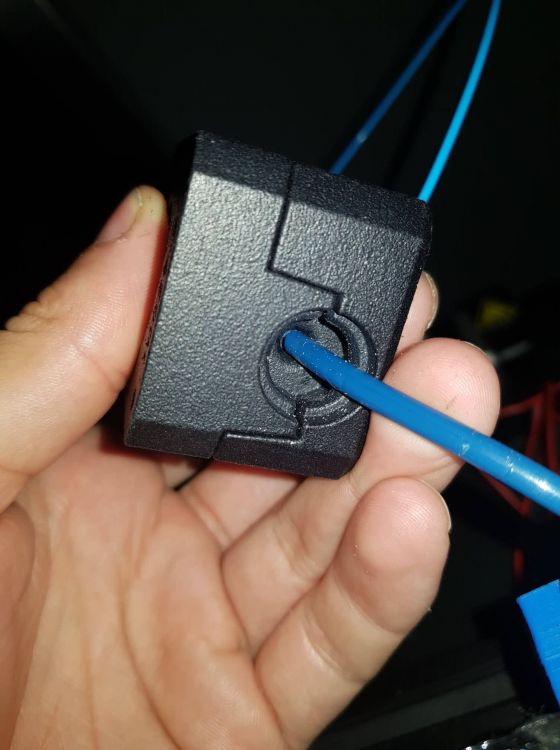
Bon, j'ai percé ma pièce blanche en d4,5 pour laisser de la liberté au ptfe. J'ai remis un morceau de ptfe neuf ( pas capricorne) et j'ai aussi remis la bague du pneufit. Je vais refaire un programme avec les paramètres de rétraction que tu me recommande et j'essayerai d'imprimer demain.( j'en ai asser pour aujourdhui...) Bon j'ai enfin pu imprimer quelque chose. Les ventilateurs fonctionnent normalement lorsque j'imprime. J'ai encore quelques réglages à faire notamment le jerk et la rétraction ( que j'ai mis à 3mm à 30mm/s) Par contre le gros problème c'est clairement le milieu de mon plateau. J'ai fait des petits carré dans les angles (aucun probleme) et 1 au centre. Celui au centre n'arrive pas à faire sortir la matière, comme si le plateau était bombé juste à cet endroit (plateau en verre je ne vois pas comment ça peut-être possible). Quand j'arrête l'impression et que je relève la tête toute la matière qui aurai du s'imprimer sort d'un coup (donc clairement buse trop basse, ou plateau trop haut...). J'ai bien sur fait un nivellement, encore et encore. Le décalage sur le cube c'est juste que j'ai retendu les courroies en cour d'impression. Mais sinon il est propre, a par les angles. Bon mon problème est plus grave que je ne le pensait. Je fais un nivellement automatique. Ensuite je règle mon décalage en Z. Je met 0.35. Je vais revérifier dans chaque angle pour voir si je suis bon. OK Ensuite je lance en impression mes petits carré et la rien ne va. La buse est bien trop proche et rien ne sort. Je ne comprend vraiment pas comment c'est possible. J'ai regardé du coté du GCode de démarrage de creality slicer si defois il ne reinitialisait pas mon nivellement mais il me semble tout ce qu'il y a de plus normal : M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X12.00 Y12.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Une idée ?

-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
Effectivement je n'avais pas fait attention mais c'est vrai qu'il n'a pas bonne mine. Après j'avais quand même le problème sans la pièce blanche. 2mm, 50mm/s pour la rétraction -
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
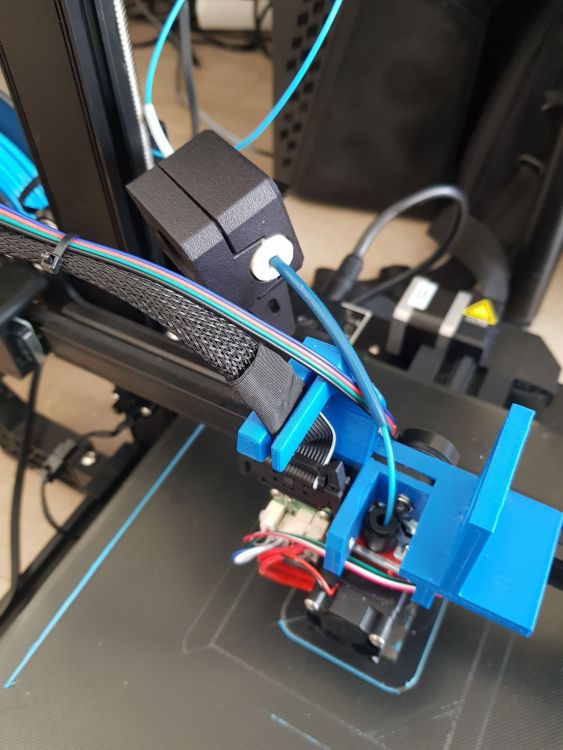
Quand tu me parles de mon bricolage tu parles de la pièce blanche en sortie d'extrudeur ? J'ai ajouté cette pièce car l'extrudeur que j'ai acheté est prévu pour avoir le corps de chauffe directement "imbriqué" dedans. Donc il n'y a rien pour maintenir le PTFE. Avant de la fabriquer j'avais déjà le problème et en cour d'impression je voyais le fil qui commençait à sortir entre le PTFE et l'extrudeur en faisant une boucle. Pour la bague je m'y attelle tout de suite A et ce que je ne comprend pas c'est que ça m'arrive que pendant une impression, pas lorsque j'extrude pour tester. Est ce que ça pourrait venir du fait que je n'ai pas mis la bague au pneufit et lors de la rétraction tout remonte ? Merci en tout cas de prendre du temps pour m'aider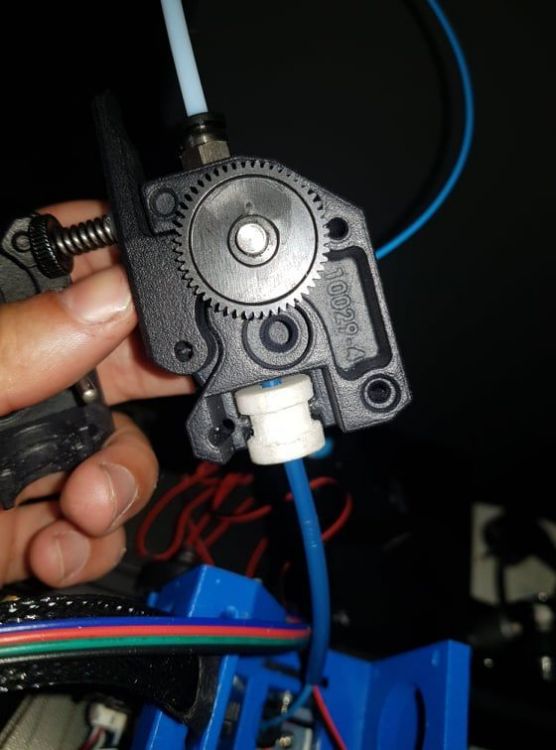

-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
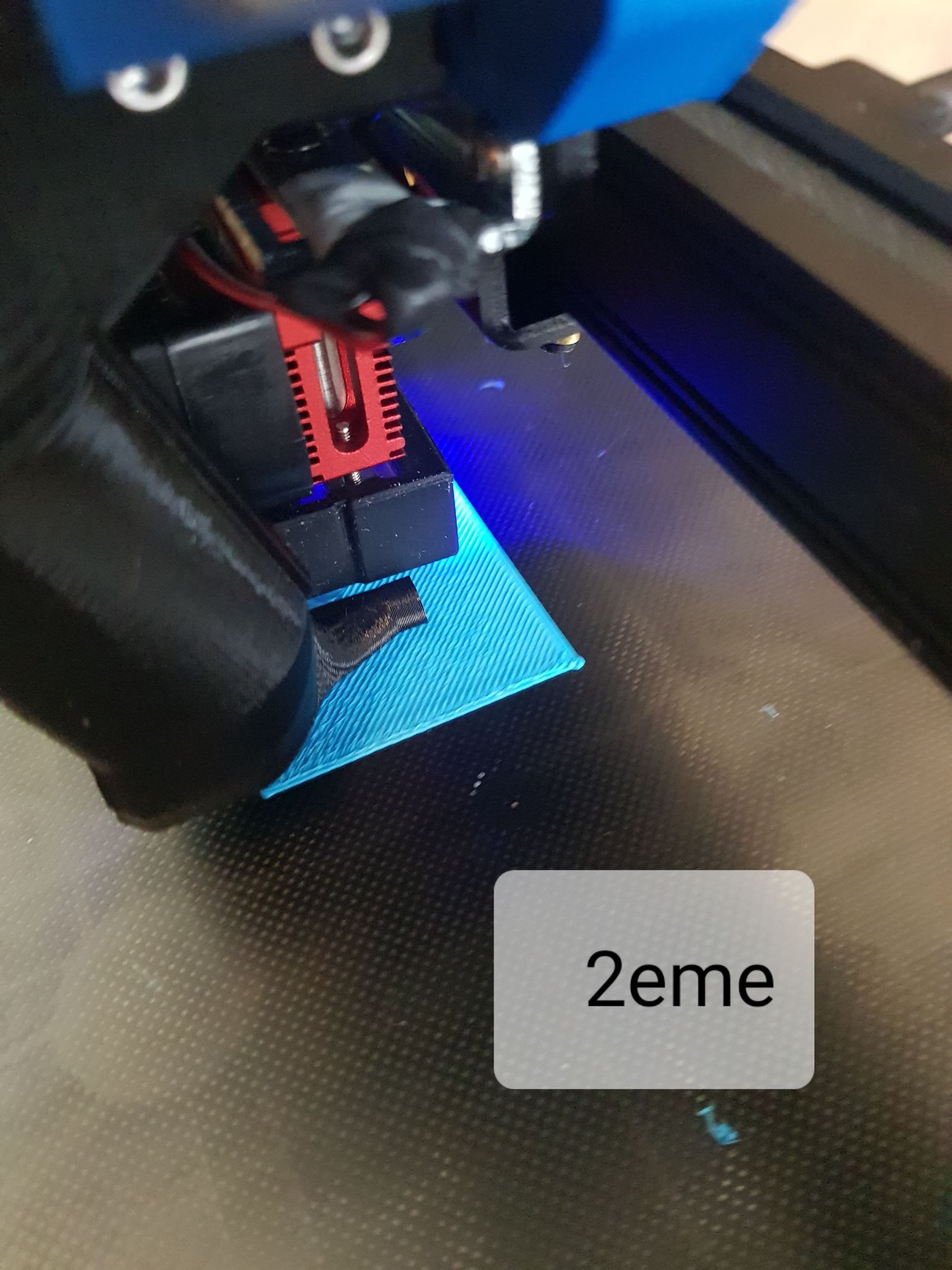
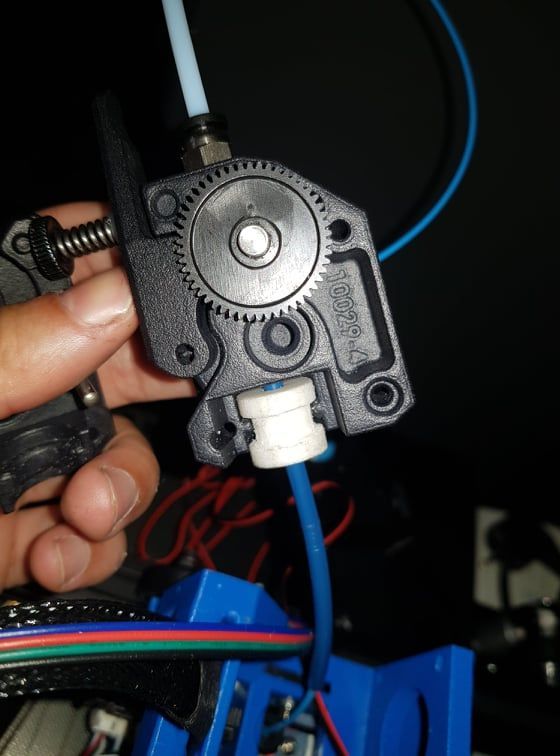
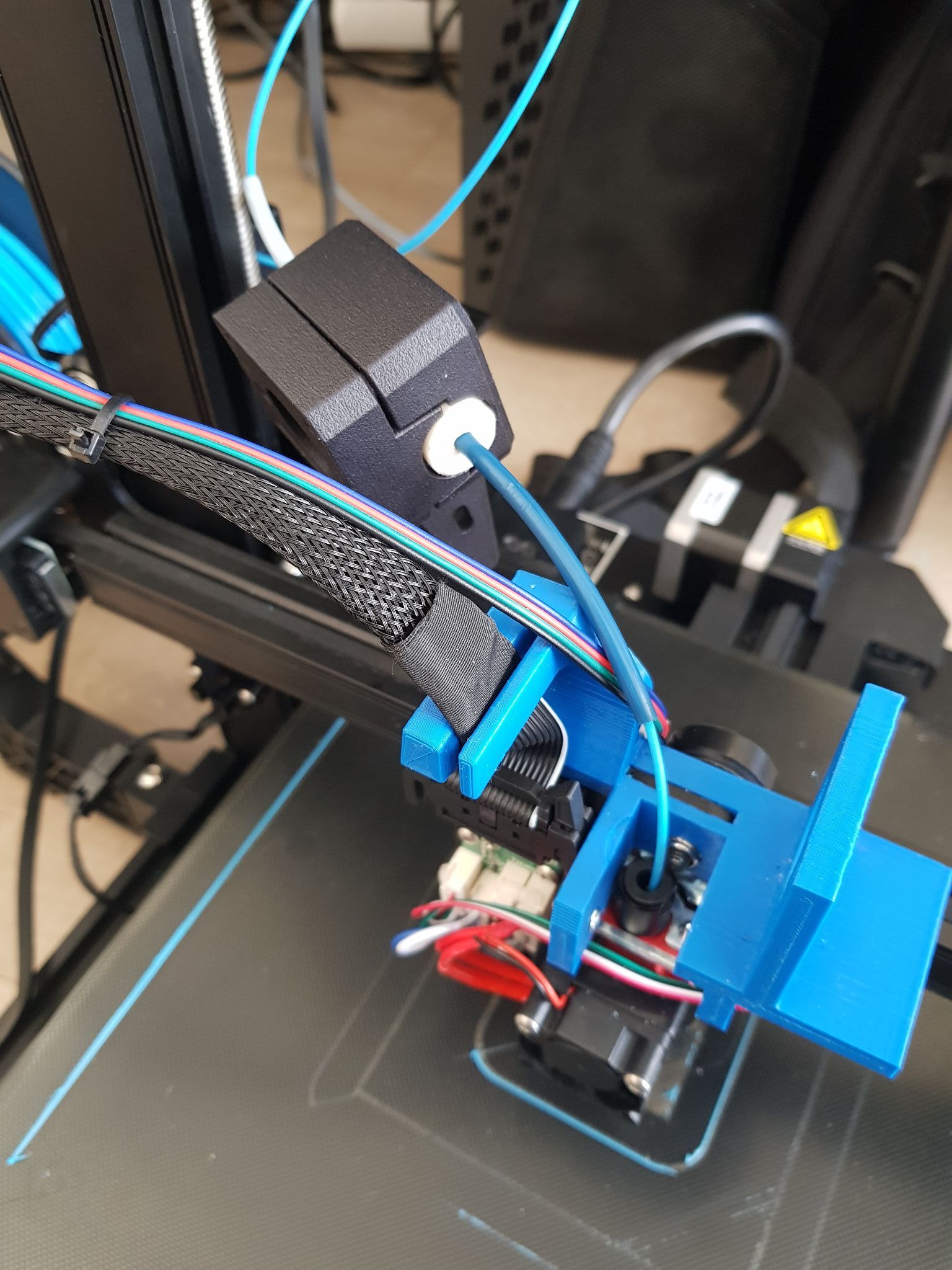
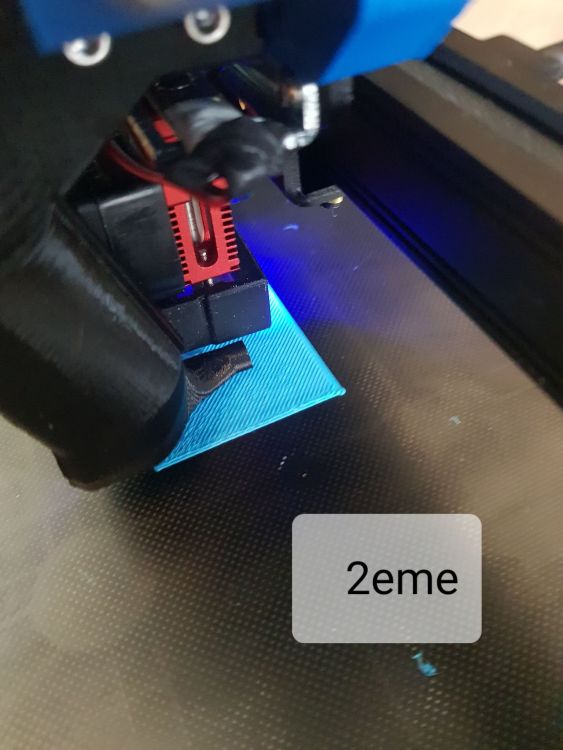
C'est à ce moment où on va toucher à la partie elec et la je suis complètement à la rue. Je ne peux bien sur pas en être sûr mais je ne pense pas que ce soit ça. Dans le sens où je ne pense pas avoir fait de court-circuit. Bon hier j'ai encore démonté, remonté, redemonté jusqu'à 2h du mat. Finalement même si le ventilateur de la buse tourne tout le temps il se coupe quand même lorsque je lance une impression et j'arrive maintenant à faire varier son intensité. Je n'ai donc pas réglé mon problème mais pour le moment je peux quand même imprimer. Enfin je dit ça mais c'est pas vraiment vrai. J'ai un autre soucis mais je ne sais pas si je dois ouvrir un second topic pour ça. En fait lorsque j'extrude manuellement ça fonctionne très bien (50mm,100mm,...) mais lorsque j'imprime il me fait correctement le nettoyage, une ou 2 ligne de l'impression et après plus rien ne sort. J'ai bien sur tout démonté pour déboucher, changé la buse, augmenté mon z-offset mais même soucis. En fait depuis la bobine jusqu'au corps de chauffe aucun soucis mais apparement c'est après que ça se gatte. La petite pièce blanche au bout de l'extérieur bmg c'est moi qui l'ai ajouté pour bien tenir le Capricorne. (Et on peut voir que mon plateau a sacrément morflé à cause de tous ses tests...)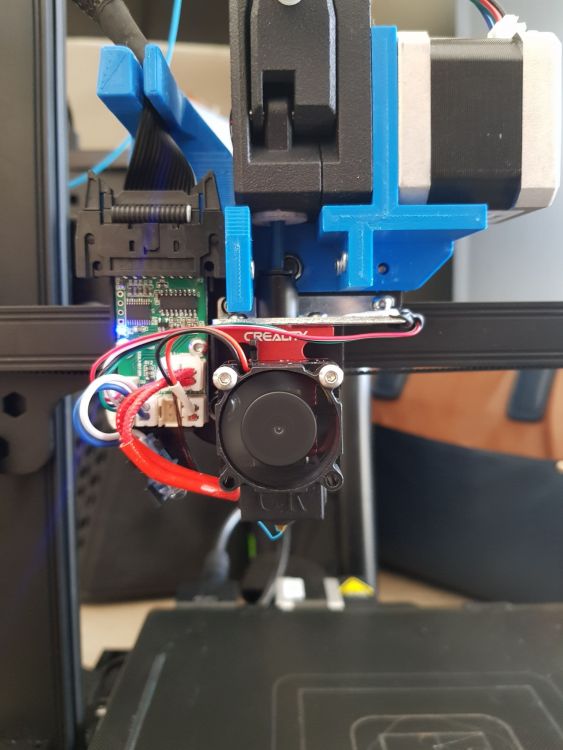
-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
@fran6p Salut, Oui j'ai tout reconnecté comme avant avec les ventilateurs d'usine. J'ai aussi essayé d'allumer l'imprimante en appuyant un peu dessus pour bien les plaquer au fond et qu'ils ne bougent pas ( vu qu'il n'y a plus la colle chaude) mais aucun changement. Démarrage des deux ventilateurs des l'allumage de l'imprimante. Je viens également de remarquer quelque chose. Le ventilateur de la buse tourne tout le temps (ça je crois qu'on avait compris mdr). Par contre si je lance une impression, la le marlin me laisse la possibilité de le mettre en off et ça fonctionne. Par contre impossible de faire varier son intensité avec repetier Bon nouveau test plutôt concluant. J'ai lancé une impression fictive avec le nouveau ventilateur et effectivement il se coupe lorsque l'impression commence. Cela n'explique pourtant pas pourquoi il se met en route au démarrage sans possibilité de l'arrêter. Et lorsque j'arrête l'impression il ne se remet pas en route pour autant. Je vais tout remonter, lancer une impression sans ventilation et voir ce que ça donne.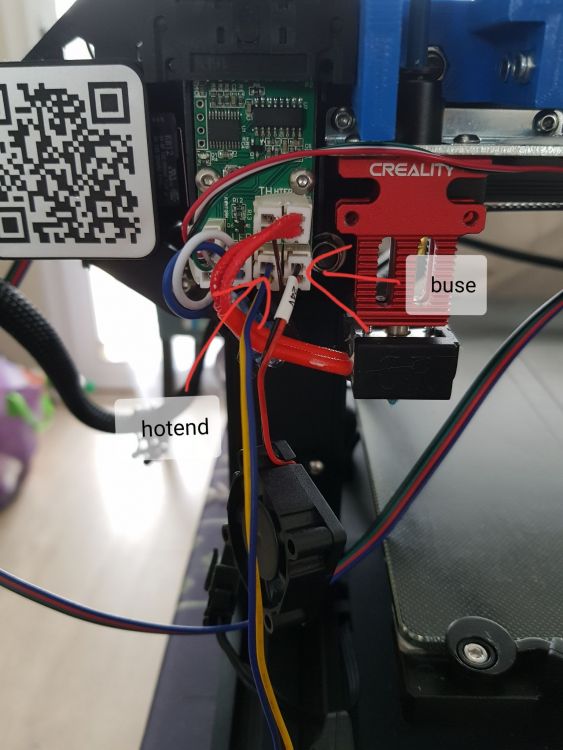
-
On fait principalement des posages pour des outillages, outils (5S) des gabarit de positionnement de pièce (avant pointage) ou d'etiquette. On les utilises aussi pour faire des pièces trop complexe donc trop couteuse à faire usiner mais qui ne necessite pas de contrainte mécanique. (Je précise que je travail en bureau d'étude outillage, donc les pièces que nous faisons en impression ne sortent pas de l'usine). Mais reellement non elle ne tourne pas très souvent.
-
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
Ok merci, je suis déjà rassuré de me dire que je n'ai peut etre pas grillé un composant de la CM. J'avais aussi pensé à un probleme de sonde de température. J'aurai pu mal brancher ou deteriorer un fil avec mes manipulations. Bien que comme je l'ai dit plus haut, je ne suis meme pas sur que le ventilateur stock du Hotend ne tournait pas déjà en continue avant (Il etait tellement silencieux que je n'ai pas vraiment fait attention. Mais cela n'expliquerai pas que le ventilateur de la buse se mette en route dès l'allumage de l'imprimante et surtout qu'il reste en route au début d'une impression alors que j'ai reglé pour qu'il s'active à la 4eme couche. -
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
J'imagine bien qu'il n'a pas du kiffer ^^ Mais bon il fonctionne quand même donc c'est que ça ne le dérange pas tant que ça. Pour le ventilateur du hotend j'ai toujours entendu qu'il devait ce mettre en route qu'a partir de 60°( mais je peux me tromper) et pour celui de la buse je met à la 4eme couche pour du PLA. Je vais attendre sagement l'avis de spécialistes. -
Probleme ventilation cr6-se
maerell en réponse au topic de maerell dans Entraide : Questions/Réponses sur l'impression 3D
A oui pardon. Pour le hotend j'ai mis un 4010 acheté sur amazon de la marque yotino. Pour la tete j'ai mis un 5015 acheté sur amazon de la marque furiga. Mais en cherchant à vous répondre j'ai surtout vu que les 4010 que j'ai acheté son en 12V.... Je me sens très très bête. Sachant cela, est ce que cale expliquerait que mes ventilateurs tournent sans cesse ? (Parce que le 5015 est quant à lui bien en 24V) Est ce que j'aurai effectivement grillé quelque chose ? Je précise que quand je remet les anciens ventilateurs, ceux d'origines, ceux ci tournent également sans arrêt. -
Probleme ventilation cr6-se
maerell a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
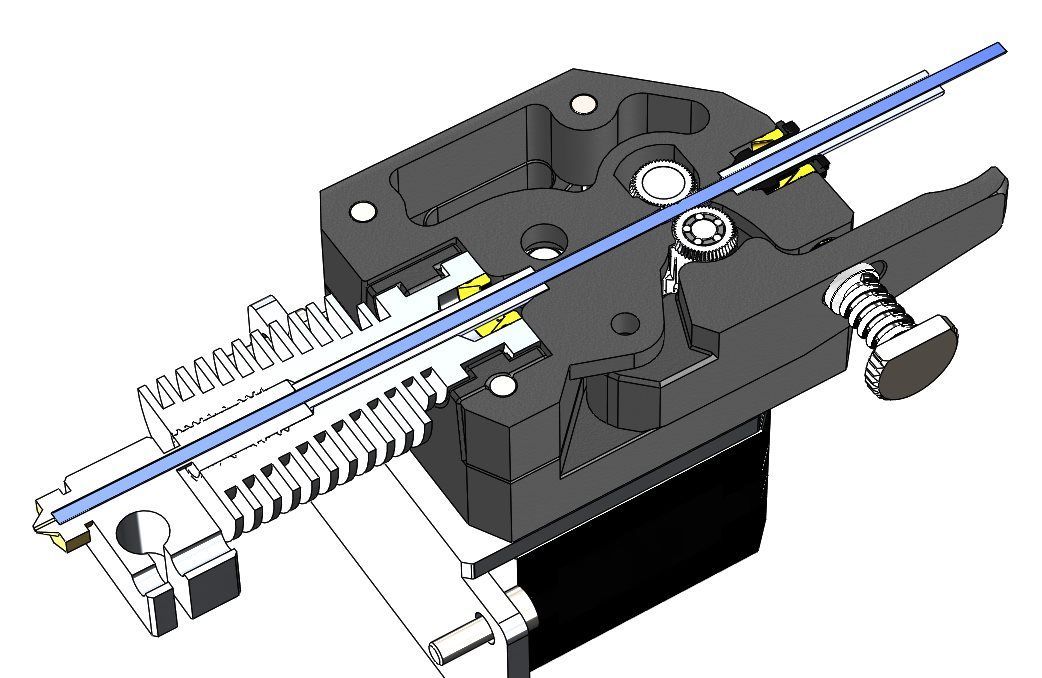
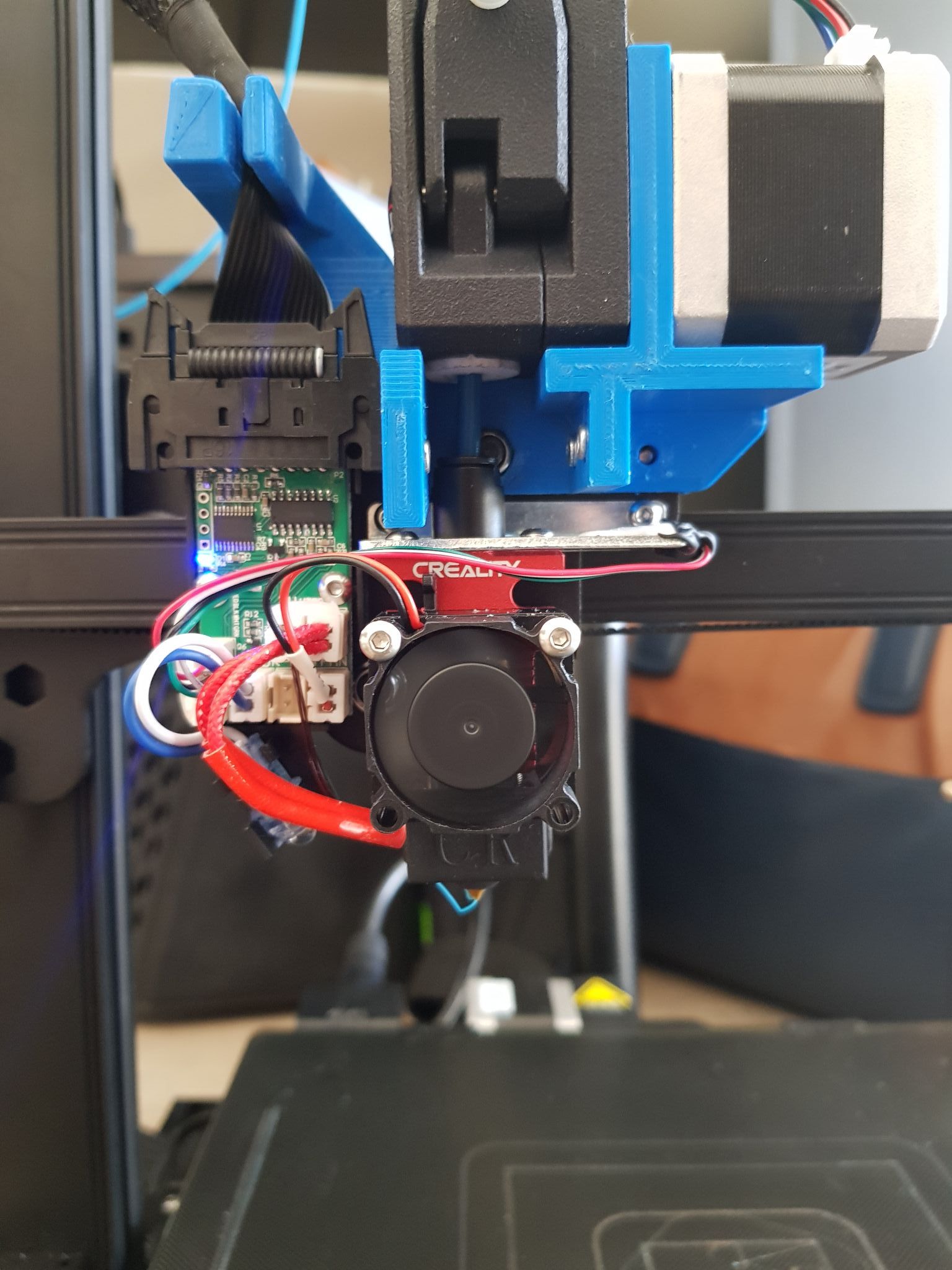
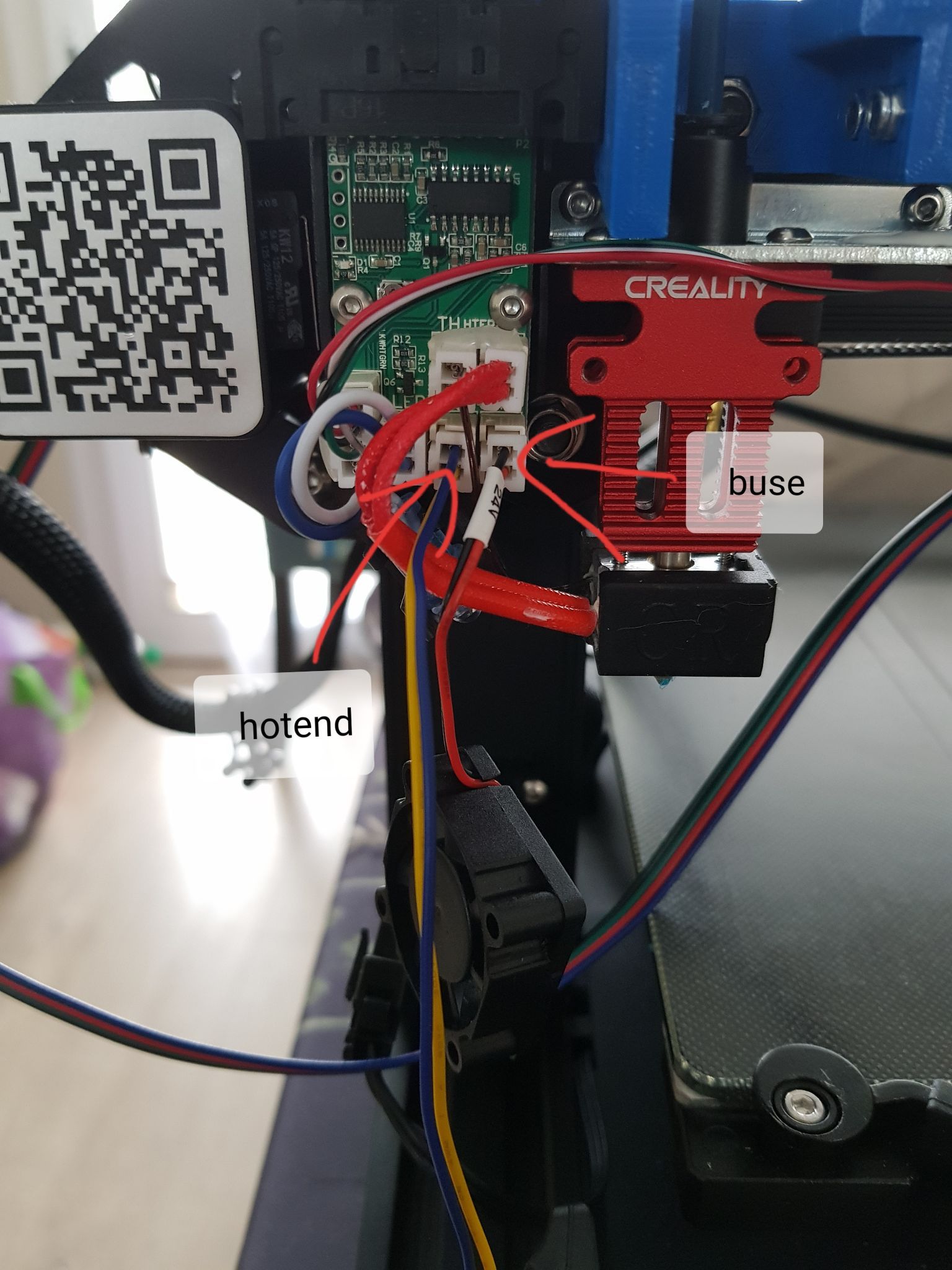
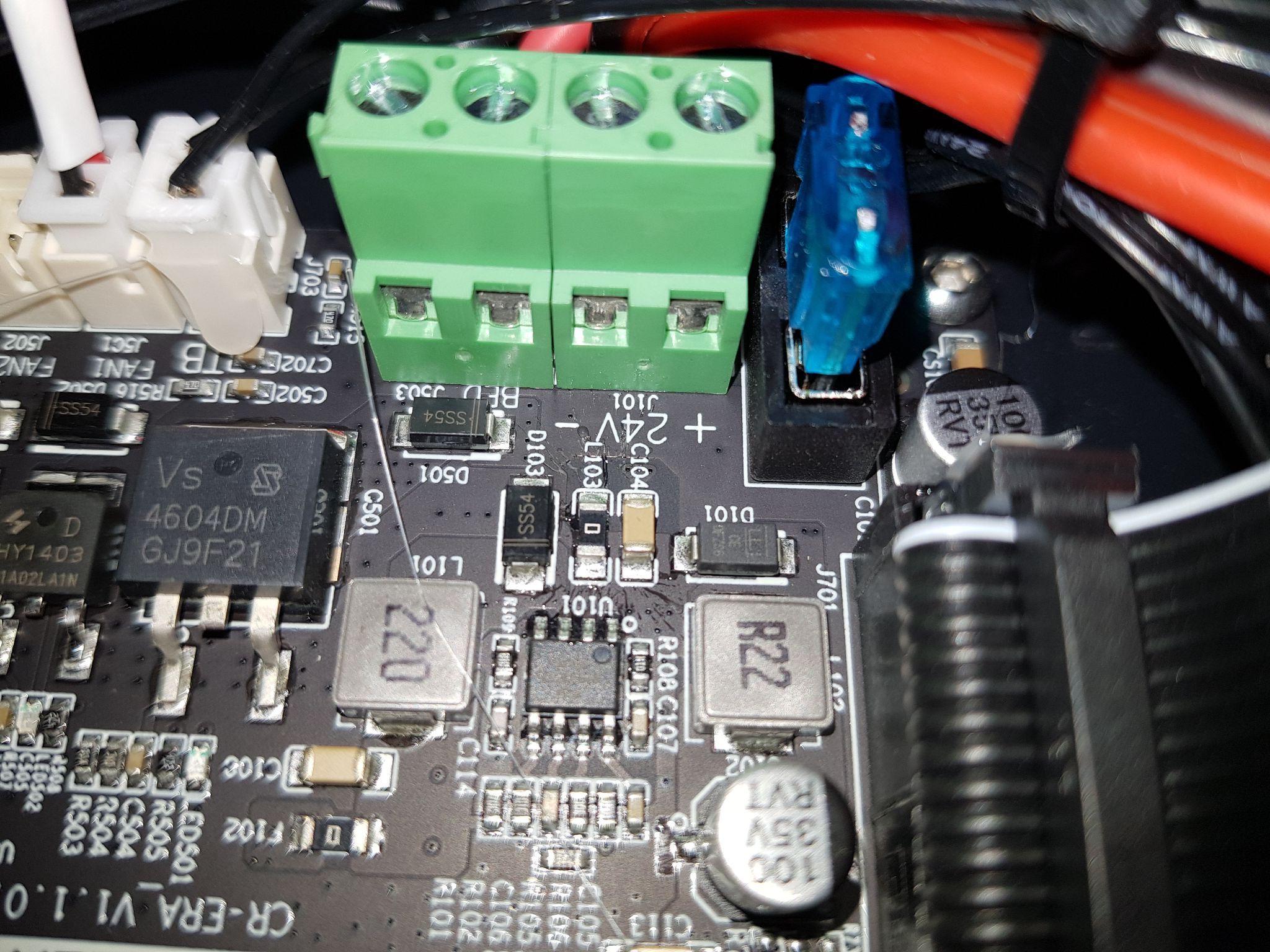
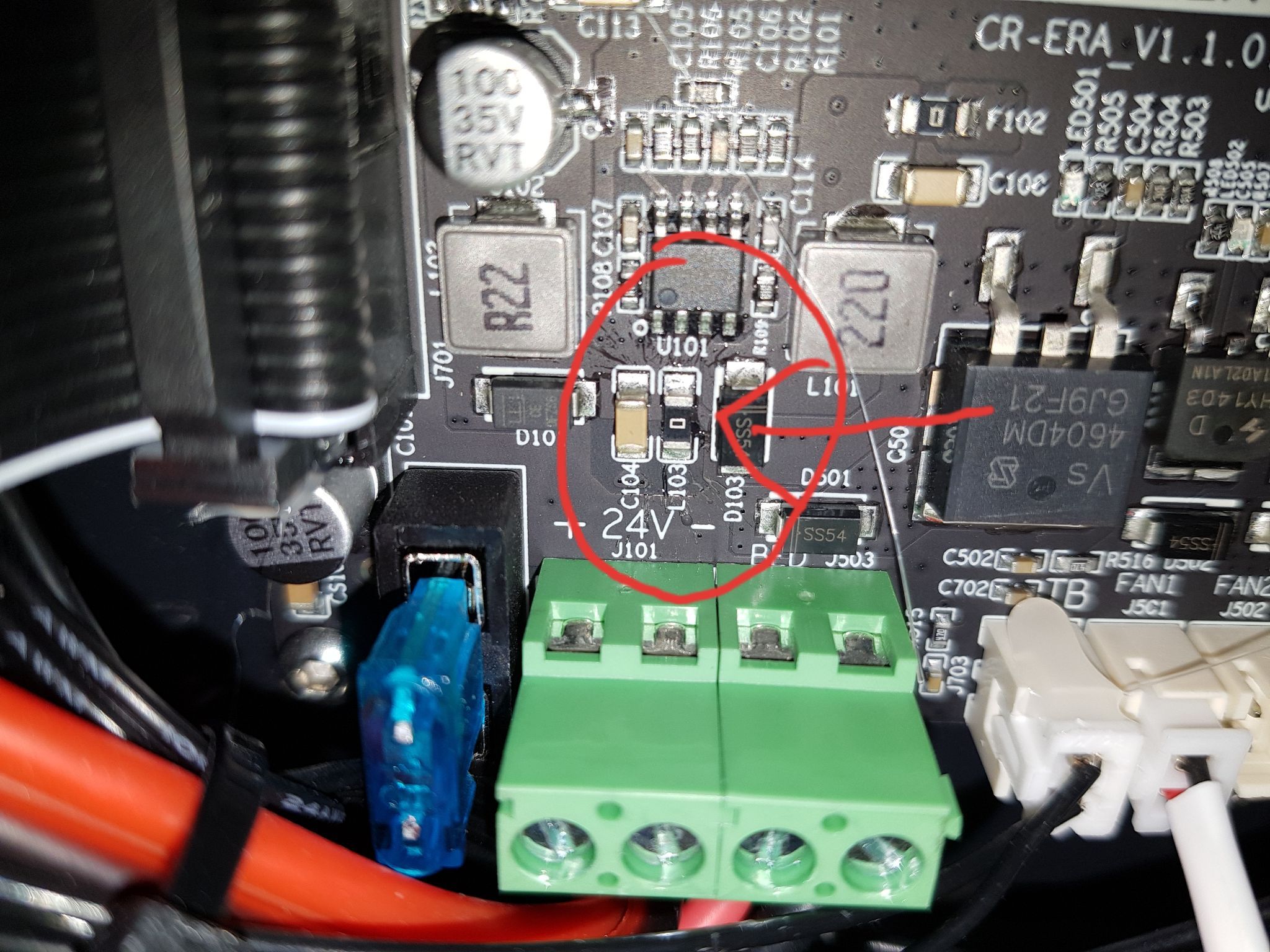
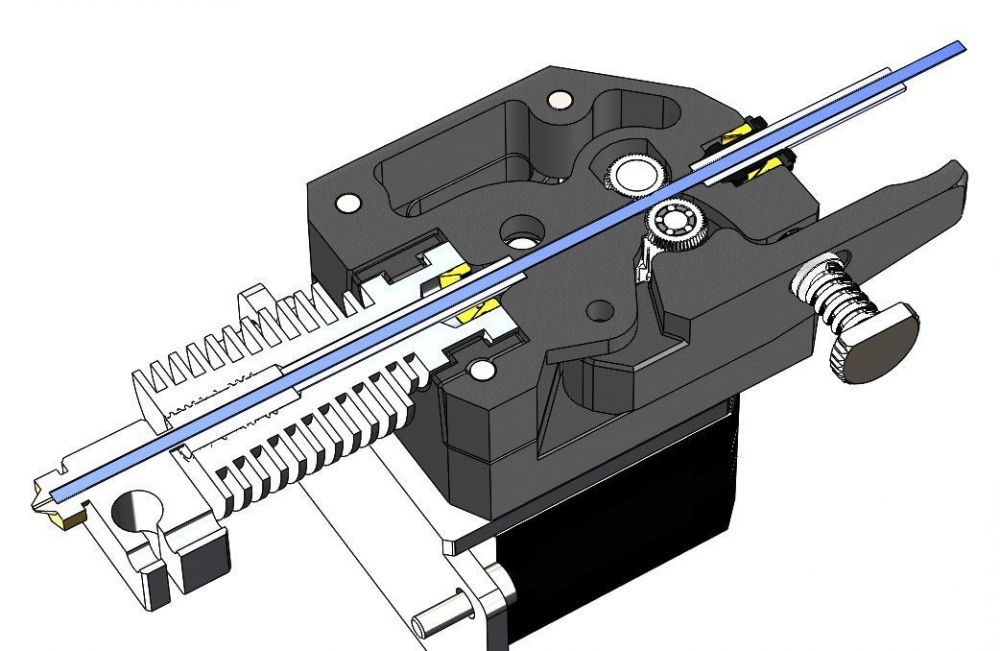
Bonjour à tous Heureux possesseur d'une creality cr6-se depuis peu je rencontre un soucis de ventilateur. J'ai décidé de la passer en direct drive via https://www.thingiverse.com/thing:4789016 et j'ai donc acheté 2 ventilateur. Celui de la buse ne tournait jamais j'ai donc inversé les 2 cables. (Comme sur l'ancien finalement). Et celui du hotend tournait normalement, chauffe à partir de 60°(sur ce point je vous avoue que je ne suis plus sur, peut-être tournait il déjà en continue) Je rencontre désormais un problème. En effet les 2 ventilateurs ( buse et hotend) tournent en continue dès que j'allume l'imprimante. J'ai regardé sur la carte (cr era 1.1.0.3) mais je n'y connais rien du tout des que ça touche à l'électronique. J'ai néanmoins remarqué qu'autour d'un composant noté L103 il y avait comme des "éclaboussure". Et ce que vous penser que j'aurai grillé quelque chose ? Comment j'aurai pu faire ça ? Je vous remercie par avance.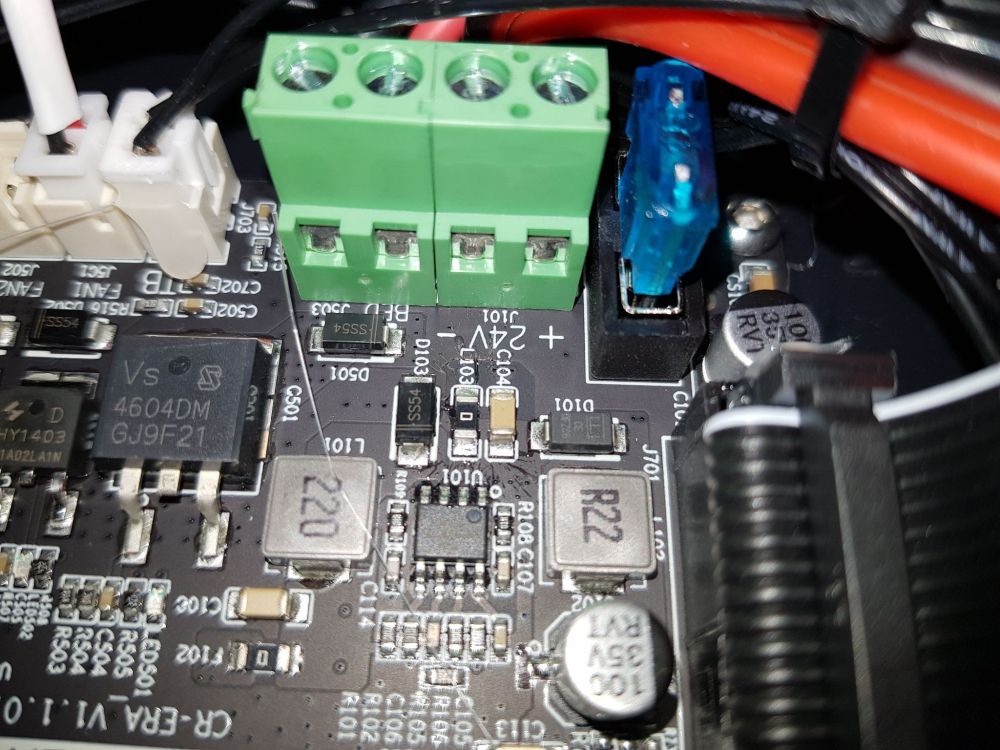

-
Bonjour, Tout d'abord merci de m'accueillir sur le forum. Je me présente je m'appelle Vincent et j'ai 28 ans. Je travail en bureau d'étude d'où ma passion pour l'impression 3D. Au travail nous avons une prusa i3 mk3s et je possède une geeetech a20 depuis maintenant plus d'un an. Je viens également d'acheter une creality cr6-se. Je ne suis pas du genre à polluer les sujets si je ne sais pas de quoi je parle mais je serai ravis d'aider ceux dont je peux solutionner le problème.