aniema
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par aniema
-
Creality CR10 Cura 3.2 Blobs ? J'en deviens chauve…
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
J'ai essayé retractation au changement de couche, perso cela ne change vraiment pas grand chose :s, je galere vraiment a diminuer au maximum cette jointure et sur CURA je ne vois rien de plus que Roue libre que j'ai du mal a comprendre "car elle me laisse des trace sur les contours plus la cicratrice ", retractation je suis passer a 5mm/ 40mm/s mais comme le dit Pascal c'est vraie que cela ne joue en rien puisque je n'active plus retractation au changement de couche, je pense que moins cela retract mieux c'est pour le bowden :). En tout cas ce qui m'agace c'est que je suis obliger de mettre la jointure de sorte qu'elle soit aligner sinon j'ai vraiment des points partout est c'est juste affreux... Vous avez des idées pour vraiment la reduire au max ? "Toujours sous CURA 3.3 Merci -
Creality CR10 Cura 3.2 Blobs ? J'en deviens chauve…
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
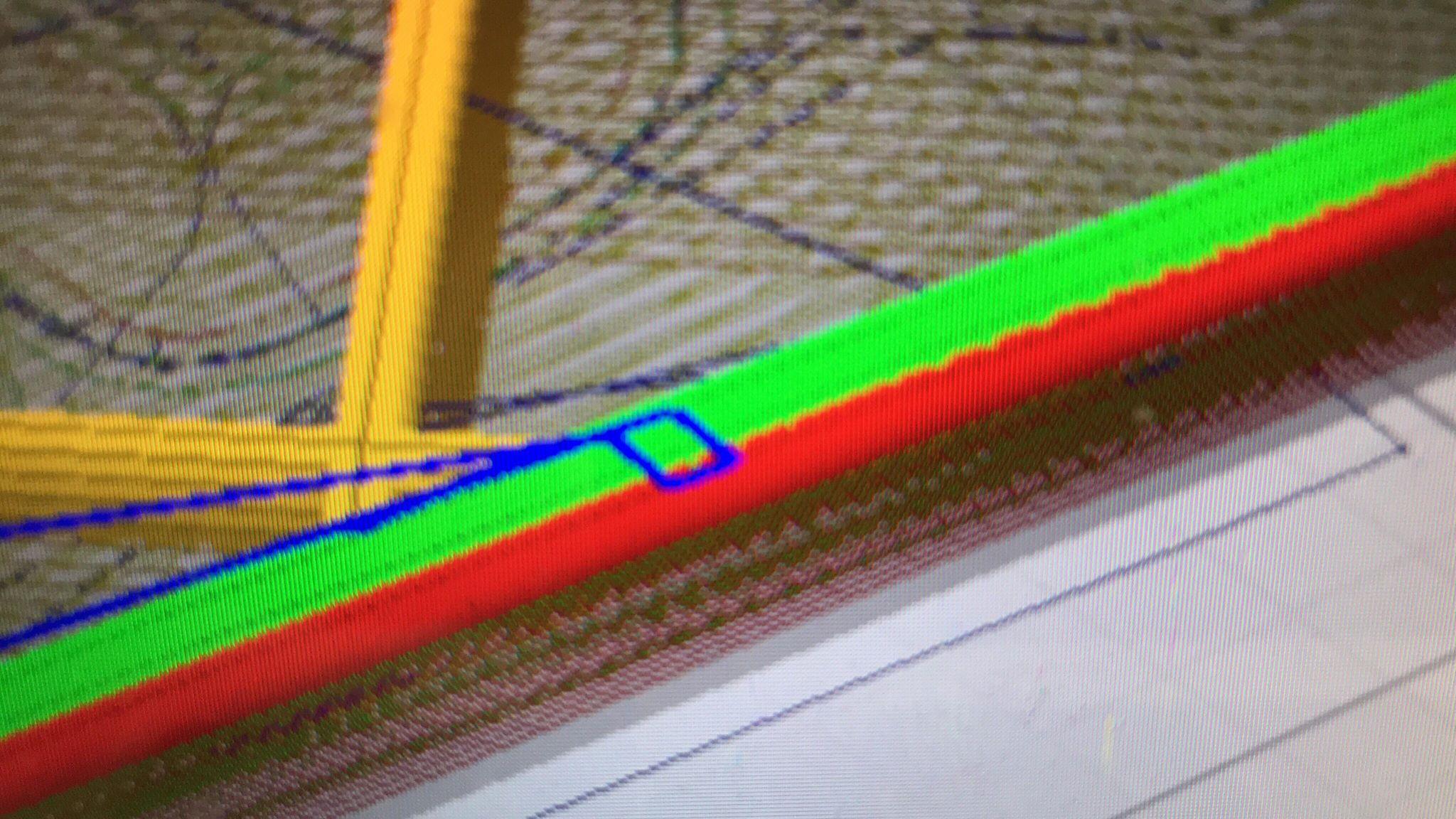
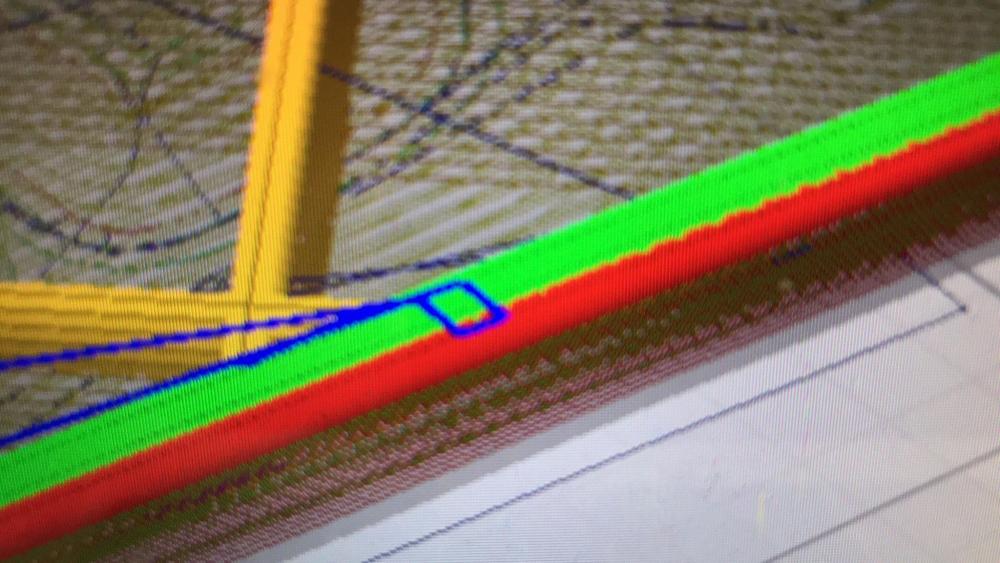
Alors j'ai un peu d'avancement j'ai changer pas mal de chose, et surtout appris une chose aussi Premierement : je suis passer a 5mm de retractation pour 40mm/S Deuxiement : sur cura activer extra retract amount a -0.26 qui correspond a un peu plus en mm3 que ma buse Troisiemement : j'ai activer roue libre sur 0.2 a 95% de vitesse Je me suis totalement trompé ce ne sont pas des blobs, du moins si mais non, je m'explique : en faite c'est plus un Z-scar qui produit le blobs, forcement que j'en ai partout car je l'avais mis en aléatoire, donc en gros c'est surtout la jointure Z-scar que je cherche a faire disparaitre le plus, perso j'ai reussit a la diminuer mais elle est encore fort visible, je sais que l'on ne peu pas la faire totalement disparaitre mais on peu la reduire fortement… ce que je souhaiterais. Du coup ma question est comment faire cela sur CURA et surtout savoir si la retract joue un gros role dedans ? dans ce cas comment ? -
Creality CR10 Cura 3.2 Blobs ? J'en deviens chauve…
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
oui il y a essuyage de la buse, j'ai essayé et pas marché, idem pour activé roue libre qui en fin de couche stop l'extrusion et laisse couler pour reduire la pression mais rien n'y fait, quand je regarde bien, la goutte apparait au depart et non a la fin de la couche ! Je suis en train de tester Slic3r qui a l'air d'avoir une option pour éviter les blobs… J'ai testé une impression d'un model sur la carte SD fournis avec l'imprimante, et j'ai quelques blobs mais vraiment très fin et pas très visibles, je sais qu'il a été slicer sur CURA "signature en fin de gcode" donc je suis sur que mon cura n'est pas correct… -
Creality CR10 Cura 3.2 Blobs ? J'en deviens chauve…
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
UP ! Personne n'aurait une solution ? -
Creality CR10 Cura 3.2 Blobs ? J'en deviens chauve…
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Oui, sur cura je n'ai pas coché "perimetre extérieur avant intérieur et idem remplissage après perimetre et non coché -
profil "B" aluminium
aniema en réponse au topic de ST38 dans Entraide : Questions/Réponses sur l'impression 3D
Tu parle certainement de profil v-slot, type prusa i3 MK3 ou anet AM8 et encore Anet A10 ou CR10, profilé aluminium tu trouveras sur ebay, aliexpress ou directement V-slot, tronixmaker, etc fin google est ton amis pour ça -
Lorsque tu imprime est-ce que ton extruder tourne correctement ? le filement ne casse pas ? Si le filement n'est pas cassé, cela ne viendrait pas du file, par contre l'extruder doit patiné puisqu'il ne pousse rien.
-
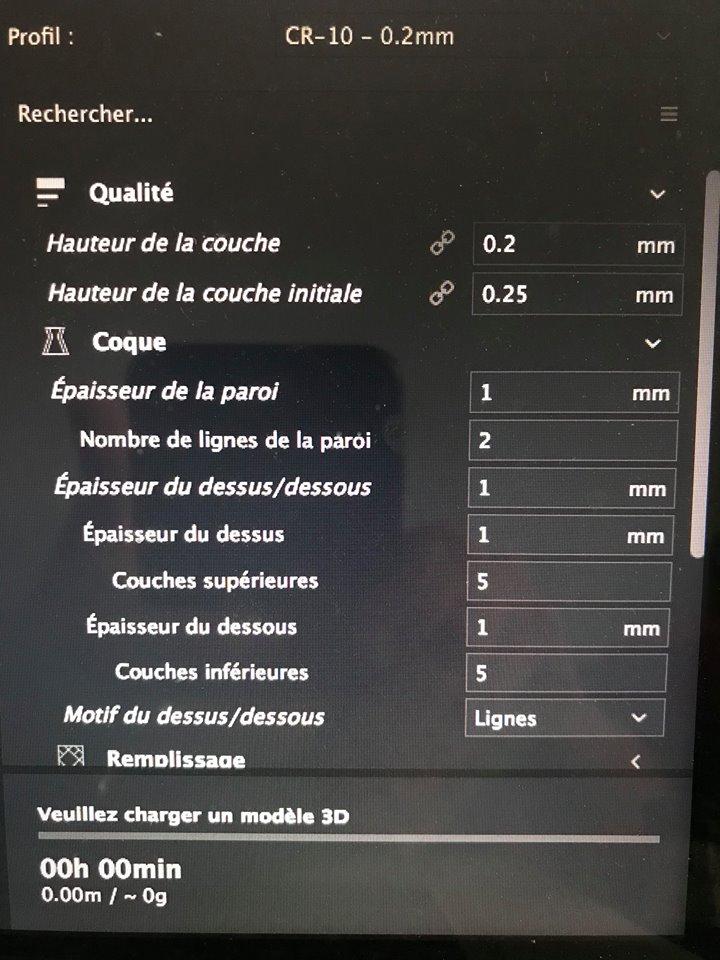
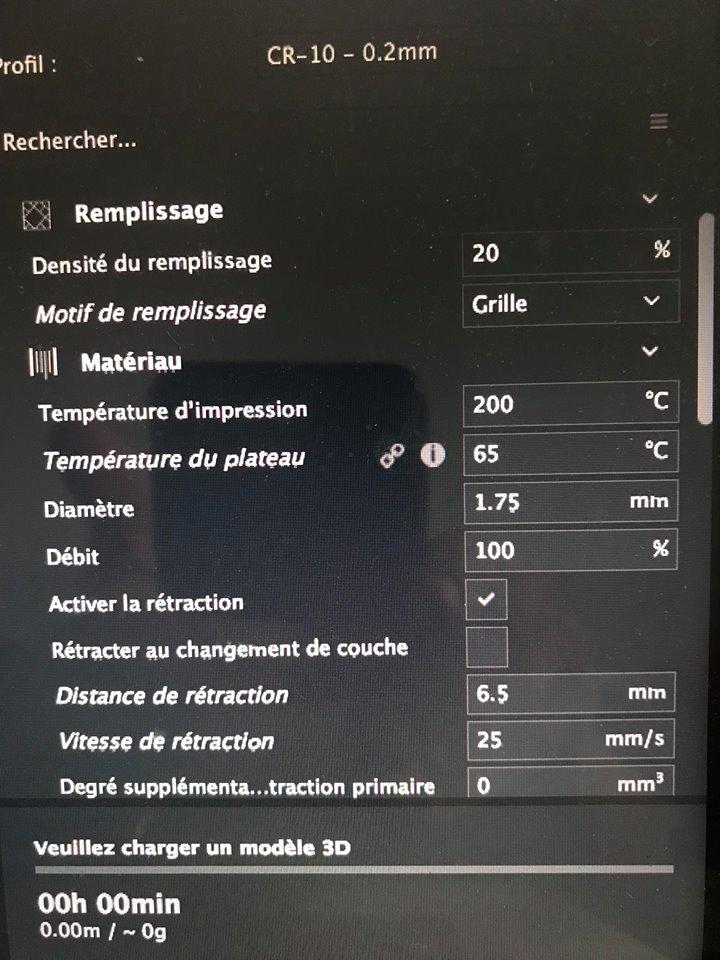
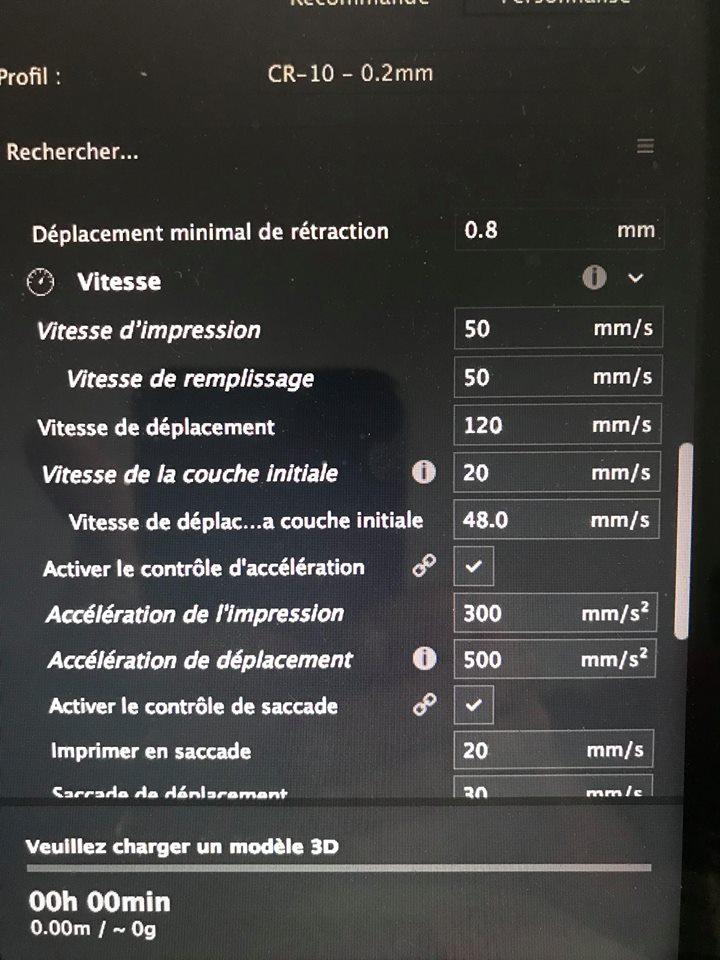
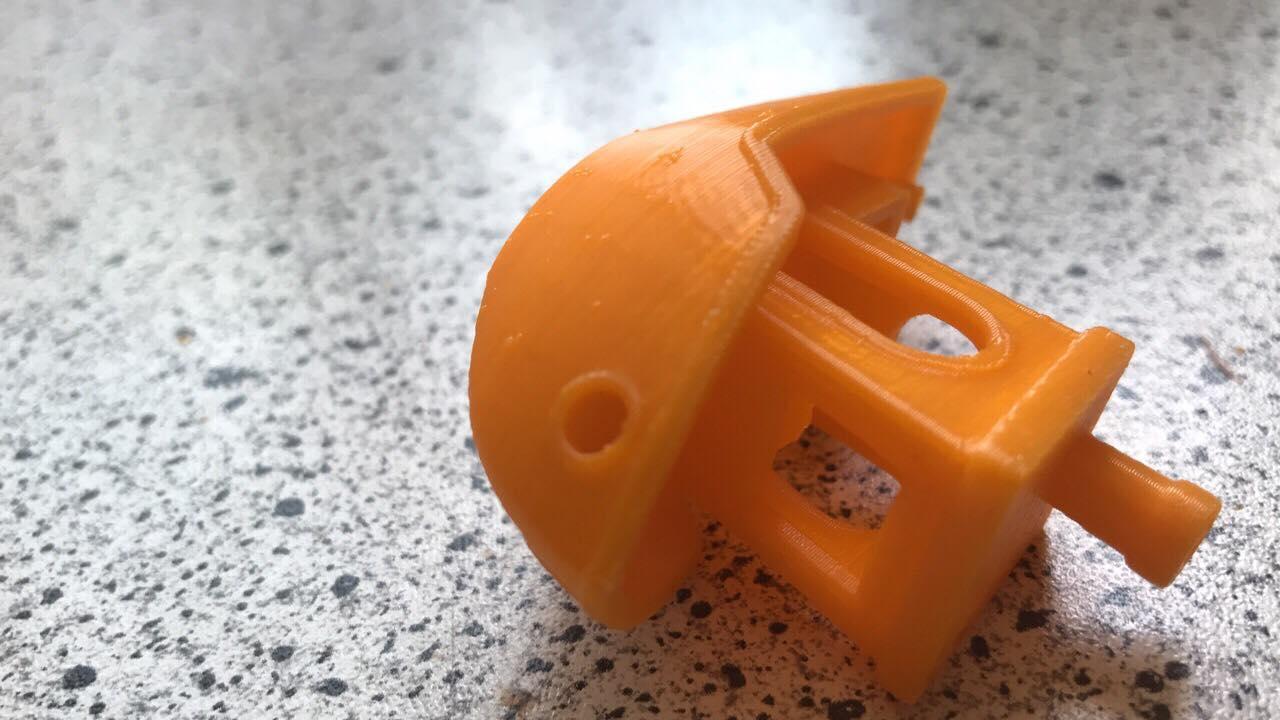
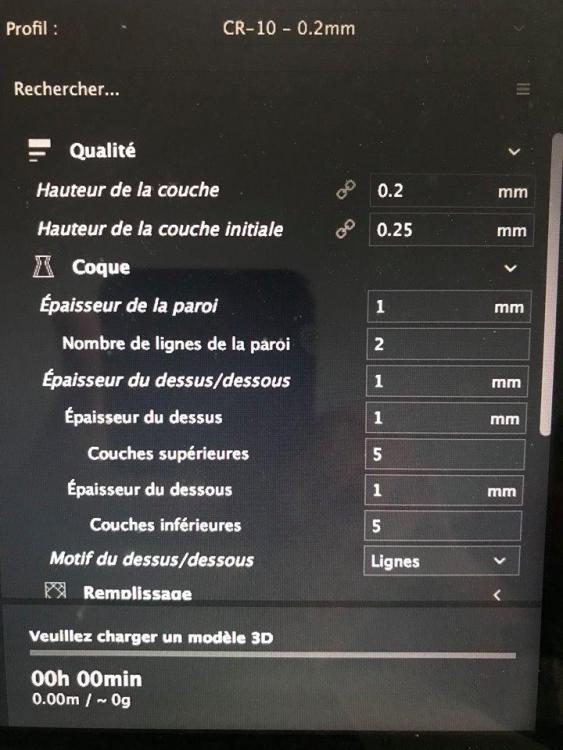
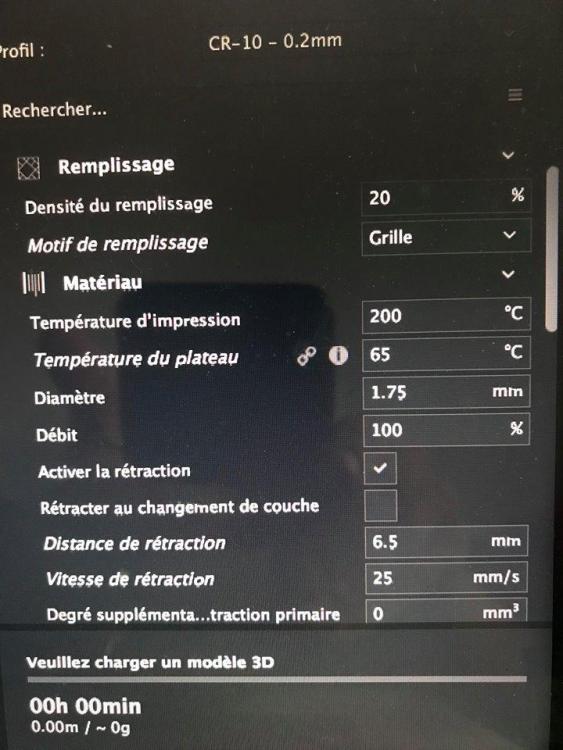
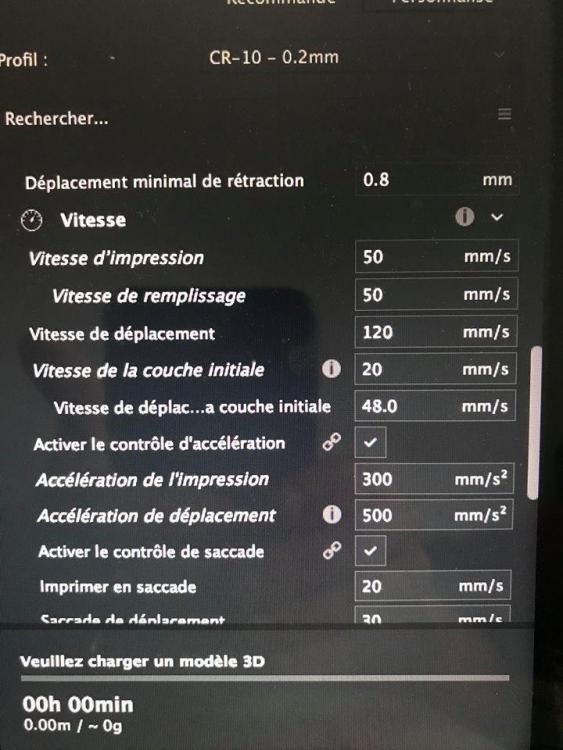
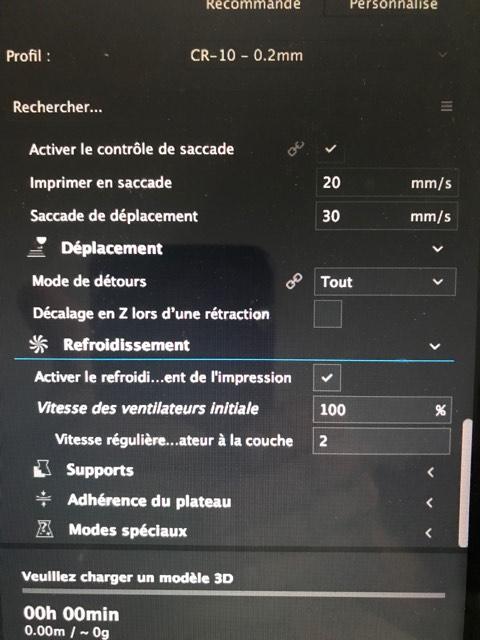
Bonjour à tous, je viens ici poser ma fameuse question car je n'en peu vraiment plus… après avoir ratissé la toile de tout post et autres je ne trouve vraiment pas la cause de mon problème qui me rend complètement dingue, mes impressions on des sortes de blobs, après multiples essaie, je suis arrivé a la conclusion que ces blobs arrivé en départ de couche "coque" externe qui sont régulier, après 10 print du même model, ils se trouvent exactement au même endroit. Alors je développe : J'imprime le petit model Benchy pour la calibration depuis 2 semaines, "propriétaire d'un port de plaisance aujourd'hui et d'une CR10 que je regrette amèrement du coup" pas moyen de rettirer les blobs, j'ai pas mal de fois joué sur la rétractation "via les conseils des forums et mode d'emploie et aide sur les défauts d'impression" mais cela ne change rien. J'ai aussi changer 3 fois de filaments pour écarté la cause d'humidité et rien ne change. Bon voici mes paramètres Cura 3.2 si quelqu'un sait y voir clair !! Niveau rétractation j'ai déjà fait de 1mm à 10mm ainsi qu'en vitesse de 2mm/s5 à 120mm/s "120 étant orangé sur CURA" J'ai aussi essayé Roue libre, décalage Z-hop 0.2mm, passé le corps de chauffe de 210° à 190°, bref j'ai fait pas mal de teste "environs 52" du coup je viens chercher de l'aide car je ne m'en sors vraiment pas là et j'aimerais vraiment comprendre "avant de mettre le feu a cette maudite CR10 "oui car c'est la seul printeuse auquel j'ai des problèmes. Merci à tous de vos réponses. PS: cela me donne l'impression qu'avant de faire la ligne de coque "contour" elle fait une micro pause ou pas mais en tout cas une gouttes s'y dessine, comme une sur extrusion mais dans ce cas la retract devrait jouer son role bref"




-
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Sur un extruder mk8 j'ai fait 200*16/7*3,1415 = 145 mais je ne sais pas si c'est juste en tout cas cela n'a pas l'air je vais prendre mon temps sur sa poir mieux comprendre c'est le seul ou j'ai du mal a bien comprendre le calcule -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Sur un extruder mk8 j'ai fait 200*16/7*3,1415 = 145 mais je ne sais pas si c'est juste en tout cas cela n'a pas l'air je vais prendre mon temps sur sa poir mieux comprendre c'est le seul ou j'ai du mal a bien comprendre le calcule -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Ayé le moteur tourne yupii bon bah a voir c'était du au pololu, je ne sais pour quel raison, je l'ai changer "heureusement j'en ai 2 d'avance" et quand je lui dit 1mm il tourne s'en clap, alors serte il ne fait pas 1 mm est il est très lent mais la je pense que c'est du au parametre marlin ? une idée de comment le regler ? calcule mm/s ? Merci en tout cas de votre aide , j'espere que sa va duré sinon je reviens ici même mdr -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Alors j'ai tester la polarite du moteur et tout est bon, dailleur si je le branche en X il tourne. Je vais donc tester l'option de changer le pololu comme dit et tester cela si c'est pas sa je ne vois que le programme mais je vois pas ou -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Pour mes câblages, chaque moteur est identique niveau couleurs et sens, le moteur de l'extruder je n'ai pas fait les cosses, elle était déjà relié dans le sens identique de mes autres moteurs, donc soit je ne comprend pas, dite en moi plus de comment faire et le pourquoi ? je ne comprend pas bien pourquoi 1 moteur devrais avoir ses cables totalement inversé par rapport au 3 autres… surtout niveau branchement de la ramp Merci !! PS : Dans ce cas cela voudrait t'il dire que tout mes moteurs ne sont pas correctement brancher ? pour chaque moteur en partant du coté alimentation j'ai : Noir Vert Rouge Bleu et cela pour les 4 "peu etre un ajout inutile de le dire mais si cela peu m'éclairé alors c'est bonne chose" Si le sens des files n'est pas bon et qu'il devrait être par exemple Rouge bleu vert noir, pourquoi mes autres moteurs tournerais t'il ou fonctionnerais t'il correctement pour le X Y et les Z ? Mon but n'est pas d'avoir une solutions toute cuite même si ça aiderais a faire fonctionner mais j'aimerais comprendre aussi, j'ai construit cette imprimante 3D de A à Z s'en acheter de kit pour justement apprendre et comprendre et la je suis face à une colle que je voudrais surtout comprendre -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Me revoilà, désolé pour les mots transformés, c'est la correction auto du téléphone … Donc j'ai inversé les moteurs Extruder et X donc l'extruder sur X tourne correctement, par contre le X en extruder ne bouge pas du tout. Pour te répondre niphore, le file coule correctement quand je pousse moi même le file dans la buse. Je me demande si ce n'est pas un mauvais parametrage de programme ou de marlin lui même mais la je ne sais pas du tout par quoi commencer -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
des le debut, en sommes j'allume l'imprimante, la buse chauffe, le lit aussi une fois temperature desirer atteinte la machine demarre l'impression et fait le chemin demander, l'extruder lui demarre une fois l'impression qui debute mais niveau moteur clap, comme une trotteuse de montre qui n'a plus de pile lol -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Je vais essaye en rentrant ce soir de mettre le moteur de l'axe X a la place de l'extrudeur ! j'avais essayé deja d'inverser poir savoir si le moteur extruder fonctionner je l'avais mis sur X est il tournee correctement merci de vos reponse je teste et je reviens tres rapidement vers vous -
Extruder Moteur blocage file ne coule pas
aniema en réponse au topic de aniema dans Entraide : Questions/Réponses sur l'impression 3D
Je vais essaye en rentrant ce soir de mettre le moteur de l'axe X a la place de l'extrudeur ! j'avais essayé deja d'inverser poir savoir si le moteur extruder fonctionner je l'avais mis sur X est il tournee correctement merci de vos reponse je teste et je reviens tres rapidement vers vous -
Extruder Moteur blocage file ne coule pas
aniema a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, je viens désespérément ici chercher de l'aide car je lache prise à ne pas trouver réponse à mon problème.Je développe le tout et m'explique:J'utilisearduino Megaramps 1.4micro steps A4988 1/16.Moteur Nema 17 1.8°.Extrudeur MK8 0.4 comme celui-ci MK8 Extruder NozzleFiament ABS 1.75bref tout les éléments qui se rapporte à une imprimante Prusa I3Programme : Marlin dernière version trouver sur la toile. Printrun/Repetier et Slicer Feb2015Mon problème : Tout fonctionne à merveille, les axes bouges correctement, bonne distance, l'impression se lance après chauffe de buse "230" et lit "90" mais au moment de faire couler le filament bim problème, le moteur clap, alors comment expliquer cela, il avance d'un cran et recule d'un cran et cela non stop, donc il fait du sur place, en gros le filament ne peux donc pas avancer, j'ai regarder sur internet et beaucoup de forum à propos de cela mais rien n'a fonctionner : par exemple mettre cela en true étant donné que si j'ai bien compris mon extruder est un Extrudeur à entrainement direct: #define INVERT_E0_DIR true // for direct drive extruder v9 set to true, for geared extruder set to false #define INVERT_E1_DIR true // for direct drive extruder v9 set to true, for geared extruder set to false calculer et changer les valeur suivante : //// MOVEMENT SETTINGS #define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E #define HOMING_FEEDRATE {2000, 2000, 150, 0} // set the homing speeds (mm/min) // default settings #define DEFAULT_AXIS_STEPS_PER_UNIT {100, 100, 4000, 100} //550 default steps per unit for Ultimaker #define DEFAULT_MAX_FEEDRATE {500, 500, 3, 25} //25 (mm/sec) #define DEFAULT_MAX_ACCELERATION {3000,3000,100,1000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. #define DEFAULT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for retracts J'ai aussi revu mes pololu par rapport aux voltage et pour l'extruder je suis entre 0.90V et 1.1V : exactement à 1V J'ai aussi voulu tester le moteur afin de savoir si le souci c'était lui, j'ai donc brancher l'extrudeur sur X et faire déplacement manuelle et il tourne s'en problème, idem teste buse savoir si c'était boucher ou non etc….Je me demande si le souci ne viendrais pas de la config marlin et du Axis steps ou du Max feedrate mais la étant débutant je m'y perd un peu malgrès tout les calcules fait et refait, même avec l'utilisation de print calculator.Donc voilà pourquoi je viens vous voir et me faire conseiller afin de résoudre se souci et faire enfin ma premiere impression :p.Merci pour votre aide en esperant que j'ai été le plus clair possible.PS : j'ai tester de pousser à la main le file et il coule, j'ai retirer le file et tester le moteur à vide et pareil il patine "un cran en bas un cran en haut et ça non stop" :