Decobert
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Decobert
-
fusion 360 Peut-on imprimer une partie massive DANS une pièce en remplissage ?
Decobert en réponse au topic de Decobert dans Discussions sur les logiciels 3D
Impeccable c'est installé. Merci, -
fusion 360 Peut-on imprimer une partie massive DANS une pièce en remplissage ?
Decobert en réponse au topic de Decobert dans Discussions sur les logiciels 3D
Bonjour à tous, Ça vole haut, je vous remercie tous de votre participation et des liens présentés. Je peux faire encore mieux que prévu. Je vais tester tout ça sur cura d'abord. Et c'est vrai que la tête de vis montée à chaud, ou l'écrou car la pièce est compatible pour les deux options; MERCI et Bonne journée. Domi Bonjour Yo, je pense que ce seront des fentes verticales dans la partie concernée; je veux dire jusqu'à 15 mm de hauteur sous écrou, et espacées de 0.4 mm tout le tour pour que ça mette une paroi de chaque côté de chaque fente. Je vais essayer cette option là aussi. J'ai donc deux solutions. J'ai bien fait de poser la question.... BON WEEKEND aux 'imprimeux'. Domi Merci Didoff, par contre dans mon cura 4.8.0 je n'ai pas cette icône qui permet de créer des cubes ? On doit être sur des versions différentes. Bonne piste également. Domi -
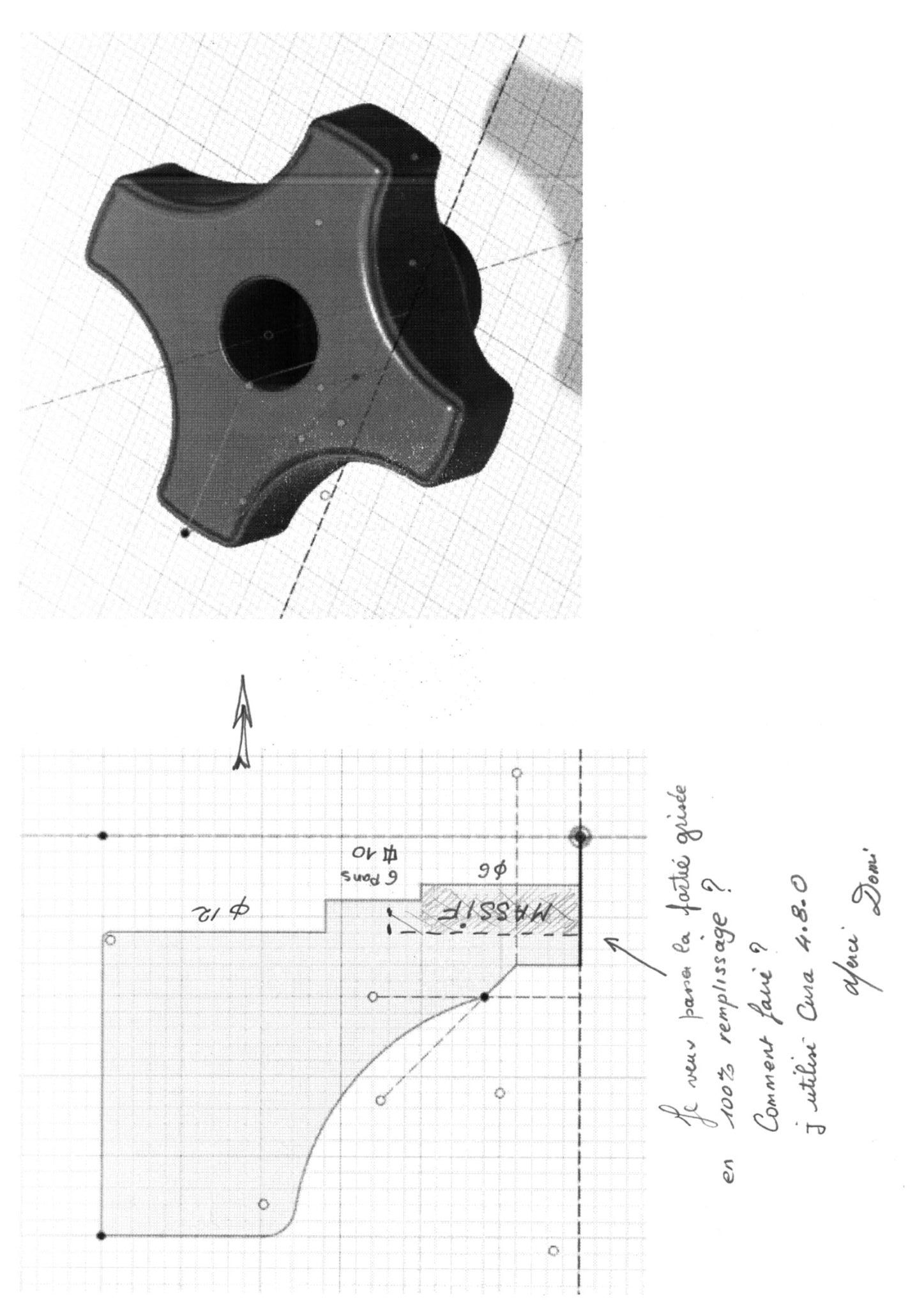
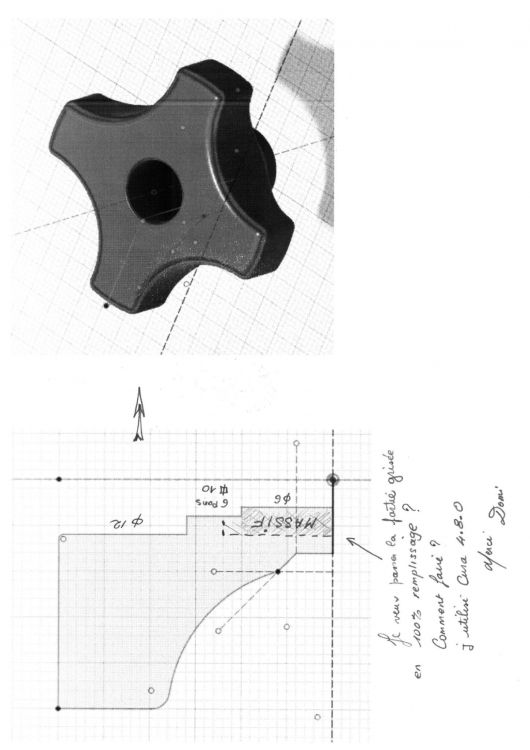
Bonjour, je joins la pièce en question : L'écrou craque au niveau du dessous de la tête hexagonale de 10 (soit dans le dia 6 mm). J'aimerai intégrer un remplissage à 100% sur la zone grisée, alors que la pièce est en remplissage à 20%. J'utilise fusion 360 + .stl, puis Cura 4.8.0. Avez-vous une expérience sur cette modification de densité ? merci d'avance; Domi
-
première couche (la couche d'accrochage)
Decobert en réponse au topic de papi0philou dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir Papi, j'ai la même ET4 et j'ai connu le même problème, qui s'est largement amélioré à l'utilisation de spray 3DLac (ou autre bien sûr) pour plateau, et ... de colle d'écolier en bâton juste avant la chauffe plateau à 50°c pour le PLA. J'ai lu qu'il faudrait aussi ne pas refroidir à la première couche mais pour ça il faut paramétrer ds Cura (0% ventil en première couche) en choisissant l'option maxi de détails; mais je n'en suis pas là. J'ai pu résoudre le décollement, mais ma première couche est toujours aussi mal faite, mais ça c'est une autre histoire. Je suis débutant ! Bonne continuation, Domi -
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
Bonsoir, Dans les paramètres repris ci-avant : Largeur de ligne à 0.4 mm dessus / dessous ! ça semble avoir été le problème... Bonne soirée, Domi -
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
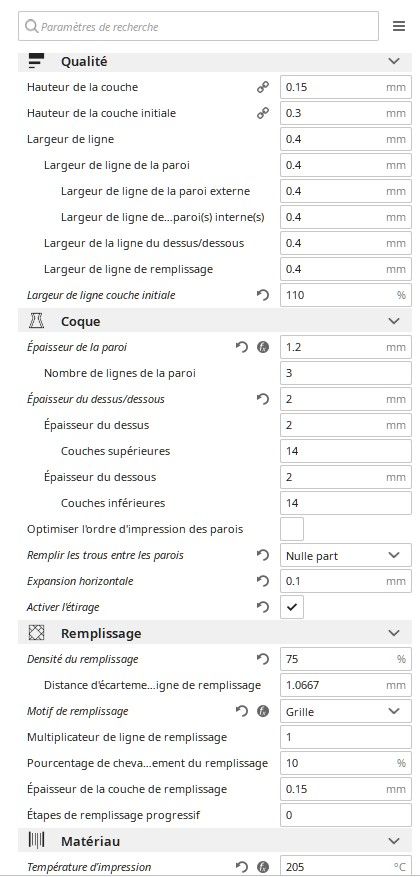
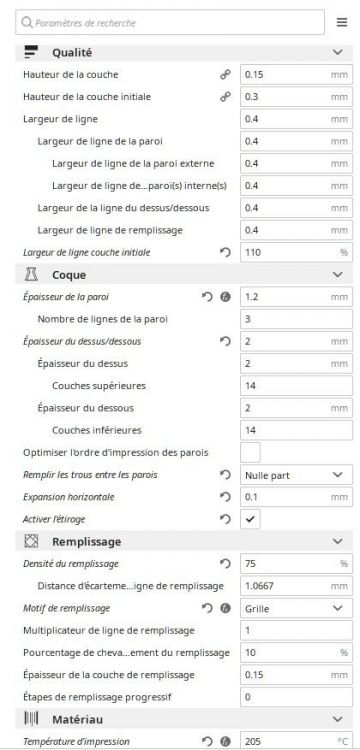
Bonjour, pas mieux, la densité est meilleure mais pas l'aspect après retrait de la bordure ! Je joins le déroulé du mode 'avancé' de cura pour info. Si je trouves je vous tiens au courant... Domi
-
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
Sinon, le résultat est assez propre et particulièrement le filetage; je vais aller chercher des modes plus détaillés dans cura, et augmenter la T° aussi. J'essaie aussi de modifier la hauteur de première couche (?).
-
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
Merci, mon PLA (marque : Ice) est donné pour une plage de 195°c - 215°c. -
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
J'ai réglé Z et contrôlé la distance; par contre pas encore le PLA fondu par rapport à la demande (j'ai vu une procédure là-dessus) car je pensais qu'un défaut de 'débit' se verrait sur toutes les couches. à suivre donc; Domi -
Photo de première couche (bof) ! puis le reste se passe bien.
Decobert en réponse au topic de Decobert dans Discussions sur les imprimantes 3D
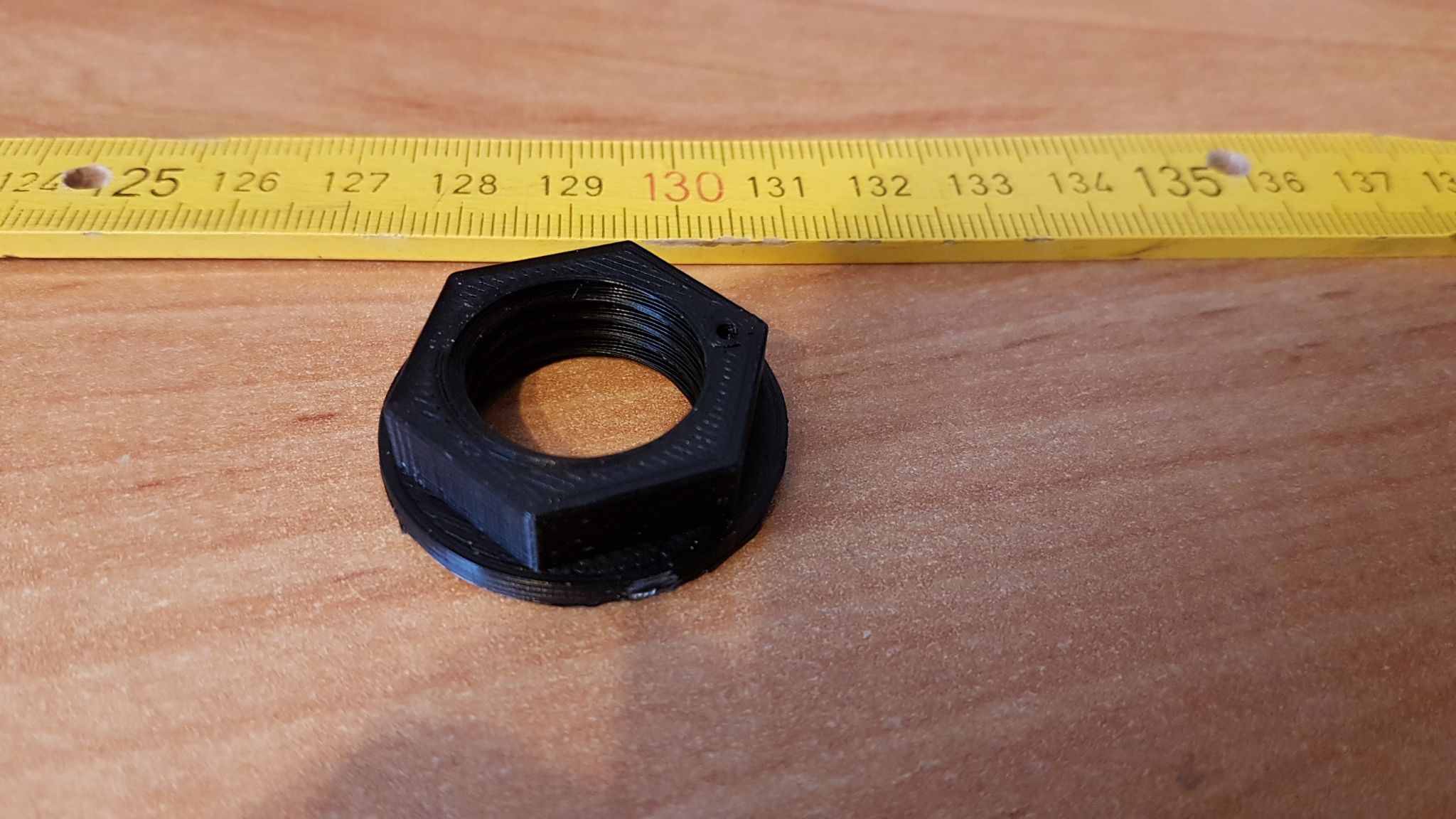
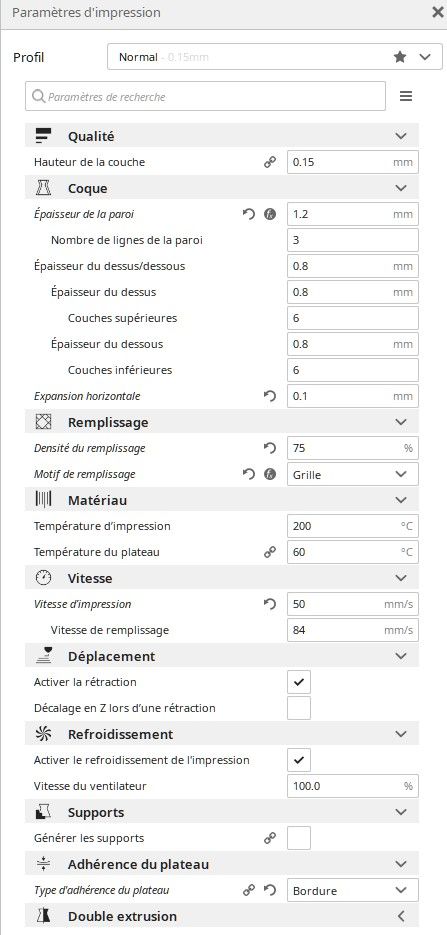
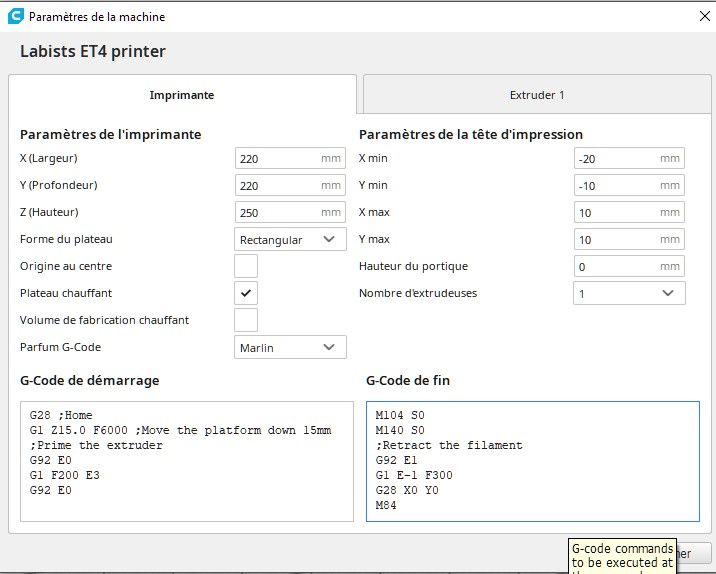
Bonsoir, @RT36 voici ce que je pense être les paramètres du slicer (à me corriger sinon) , en pièce-jointe, plus les paramètres de l'imprimante Labists ET4 au cas ou. @ Idealnight On y verra également la température. @ Mimill Cependant je viens de revérifier la distance buse-plateau à un peu moins qu'une feuille normale 80g/m². Il faudrait écraser/remplir plus sur cette couche ? Merci, dites-moi si je peux donner d'autres infos. [ Ces écrous sont ceux qui tiennent la bobine de fil sur l'imprimante, redessinés légèrement modifiés ]. Je pourrai mettre en ligne quand je saurai le faire et quand la première couche sera plus nette. Bonne soirée; Domi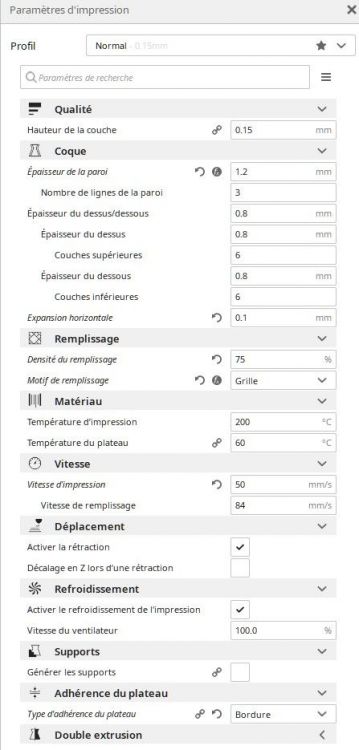
-
Bonjour à tous, la buse a été réglée juste un peu en dessous d'une épaisseur de feuille et le plateau est plat et réglé. Je constate que même les petits formats d'impressions (avec bordure) présentent une première couche tricotée. La photo est plus parlante. Quelle action feriez-vous dans cette partie du gcode pour améliorer le collage et la qualité de première couche ? Voici le début du codage pour être plus explicite. ;FLAVOR:Marlin ;TIME:3600 ;Filament used: 3.41208m ;Layer height: 0.15 ;MINX:49.966 ;MINY:85.366 ;MINZ:0.3 ;MAXX:134.634 ;MAXY:134.634 ;MAXZ:9.6 ;Generated with Cura_SteamEngine 4.8.0 M140 S60 M105 M190 S60 M104 S200 M105 M109 S200 M82 ;absolute extrusion mode G28 ;Home G1 Z15.0 F6000 ;Move the platform down 15mm ;Prime the extruder G92 E0 G1 F200 E3 G92 E0 G92 E0 G92 E0 G1 F1500 E-6.5 ;LAYER_COUNT:63 ;LAYER:0 M107 G0 F3600 X60.676 Y89.677 Z0.3 ;TYPE:SKIRT _____ Merci de vos idées.

-
MERCI BIGREMENT ! Clair et net, c'est clarinette ! à suivre
-
Bonjour à toutes et tous, je m'appelle Dominique; je suis retraité depuis quelques semaines, et veux prendre un peu de temps pour mes passions passées et plus récentes, dont le design 3D en temps qu'ex dessinateur projeteur. Mon fils m'a offert l'imprimante Labists ET4 et je démarre à fond sur mes propres designs... je découvre un monde extensible et des passionnés qui 'rentrent dans les codes', ça va être passionnant mais j'ai beaucoup à apprendre. Merci d'avance à tous les "imprimeux" comme on dit qui pourrons me filer des bons tuyaux. Bonne année à vous. Dominique
-
Merci, j'ai tout lu trois fois car je suis un peu dépassé; cependant je garde l'exemple de la tour mais m'intéresse aux codes de façon plus générale du coup. J'ai bien vu le principe de post traitement et j'en déduis que je dois intégrer des lignes dans le déroulement des codes de la tour (expl). Y-a-t'il une règle assez simple pour moi (modèle d'écriture du code et emplacement dans la suite...) comme 'Vari Temp' que je vois sur les exemples de fran6p. Je me corrige pour Titouvol, stl n'était pas le bon exemple en effet. Ca me paraît ouvrir d'énormes possibilités et comme je veux principalement créer sur Fusion 360 et imprimer mes propres pièces, j'ai bien besoin d'apprendre les paramétrages. Merci encore; Domi
-
Bonjour à tous; Lorsque l'on ouvre un fichier .stl dans Cura, est-ce que les paramètres que l'on avaient 'forcés' lors d'une création précédente disparaissent bien. En effet, j'ai imprimé une tour de température (180° à 220°c) de thingiverse et l'affichage de ma Labists ET4 a toujours indiqué 195°c ! Je pensais que le fichier de la 'tour de T°' contenait les G-codes de changement de T° ?? Sinon comment désactiver les paramètres customisés pour que la tour s'imprime aux bonnes T°. Merci pour votre réponse, Dominique CFFFP_temptower.gcode
-
IMPRIMANTE LABISTS 3D
Decobert en réponse au topic de OLIVIER25 dans Discussions sur les imprimantes 3D
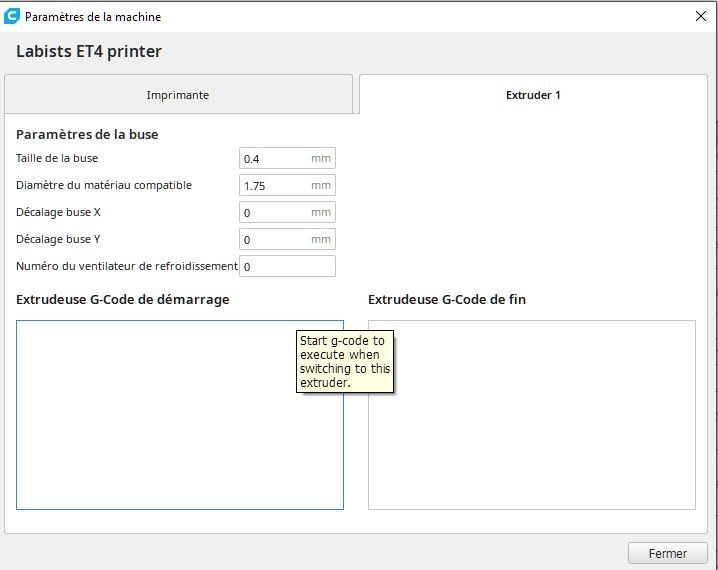
Bonsoir à tous, voici comment j'ai réussi... avec votre aide : [labists ET4] j'ai ouvert puis enregistré les paramètres à partir du lien : https://labists.com/pages/et4-slice Soit téléchargé sans pouvoir l'ouvrir : < labists_profile.3mf > Puis : ouverture Cura et 'ouvrir ce fichier' (labists_profile.3mf) que je récupère sur mon PC >>> miraculeusement, une imprimante Custom FFF printer s'est paramétrée parfaitement. Je l'ai renommée en ET4 et tout fonctionne, je parle principalement de mes études propres qui allaient s'imprimer n'importe où. Vous verrez le code de démarrage G28 ;Home... Xmin : -20 Y min : -10 X Max : 10 Y Max : 10 Extruder 1 >> Décalage buse X : 0 et décalage buse Y : 0. Comme cette imprimante est enregistrée sur mon Cura, les fichiers devraient être bons dès que j'ouvre en choisissant ET4; les paramètres sont fixés maintenant. Merci au Forum et aux aides de ses passionnés. Dominique labists_profile.3mf -
IMPRIMANTE LABISTS 3D
Decobert en réponse au topic de OLIVIER25 dans Discussions sur les imprimantes 3D
Merci Gerardm, je m'y mets dès ce soir, et préciserai si ça a marché pour moi (ça servira à d'autres également). Bonne soirée, Dominique -
IMPRIMANTE LABISTS 3D
Decobert en réponse au topic de OLIVIER25 dans Discussions sur les imprimantes 3D
Bonjour à tous, et meilleurs voeux, en gros j'ai le même souci : impression des modèles fournis avec l'imprimante OK; puis mes propres conceptions (centrées sur X0 et Y0) après paramètrage dans cura et tranchage (sortie en g-code) m'envoient la tête d'imprimante en butée tout à fait à droite et la courroie saute sur la roue dentée ! Pourtant les paramètres récupérés sur le lien cité ici sont rentrés. Avez-vous un autre moyen de régler ça ? Aussi, quand la tête d'impression est à son point de centre, j'ai X=126, Y=108... Bof ! Merci de votre aide, Amicalement; Dominique