traderpierre
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par traderpierre
-
Voici la réponse d'Anycubic : Merci pour votre email Selon votre situation, je vais demander la carte mère de la machine pour vous gratuitement Veuillez remplir vos informations dans le lien ci-dessous afin que nous puissions vous l'expédier. Astuce : un numéro de téléphone est requis.
-
Bonjour, SOS !!! Mayday !!! Sur mon Anycubic Kobra 2Max Les impressions sont totalement incontrôlables ; au cours de ces impressions, l’écran affiche une succession de fenêtres totalement aléatoires pour arriver à une fenêtre d’arrêt de l’impression qu’il valide dans la seconde qui suit et tout ceci sans mon intervention. Pensez-vous que le problème provient de la carte mère Ou autre !!! Vous pouvez télécharger une capture vidéo prise lors d'une impression au lien ci-dessous. https://www.transfernow.net/dl/20250709vyDzHcsZ/BMGr1T2Z Quels sont les points à vérifier pour réparer ce problème Merci par avance pour votre aide
-
Bonjour, Sous OrcaSlicer comment paramétrer un serie de de couche remplies à 100% au milieu d'une série de couches remplies à 30%. Merci par avance pour votre aide
-
Bonjour, Impossible de Trouver le N° de série de ma Creality K1 !!! Quelqu'un peut-il me renseigner où il se situe. Merci par avance pour votre aide
-
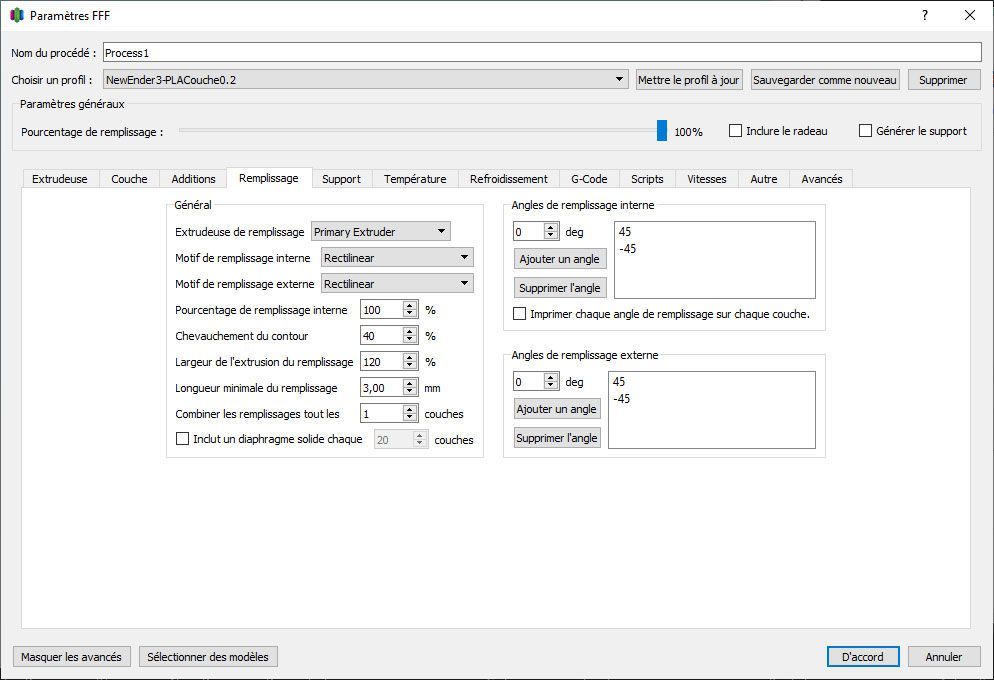
Pas re remplissage à 45° non jointif sous simplify3D
traderpierre en réponse au topic de traderpierre dans Discussions sur les imprimantes 3D
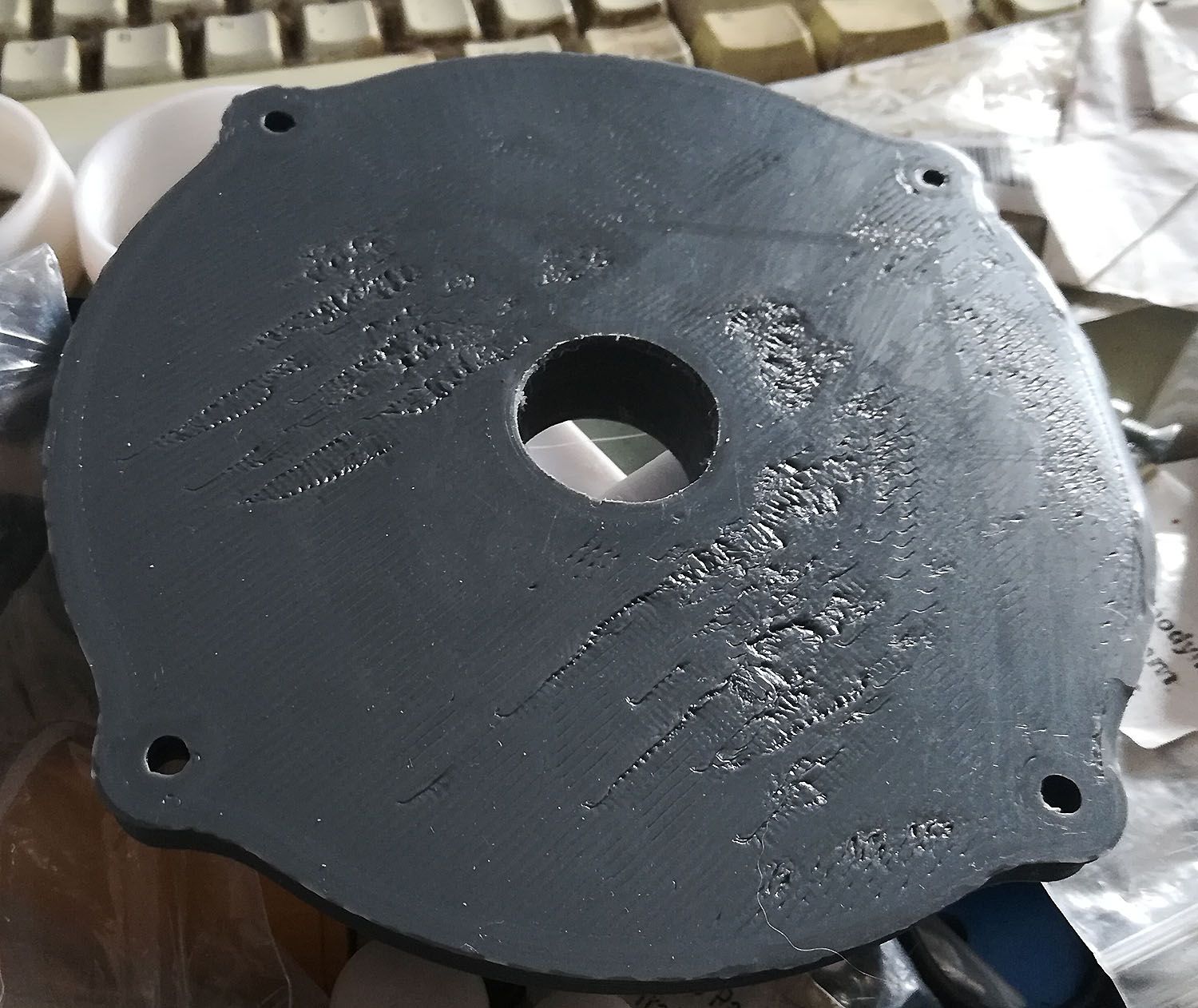
Oui, c'est la 1ère couche mais la couche suivante qui croise à 90° de celle-ci présente le même défault. Merci oar avance pour votre aide -
Bonjour J'ai paramétré mon profil simplify3D à remplissage 100° avec des couches croisées à 45° et -45° Pourquoi le strie de remplissage ne sont pas jointives ??? Y a-t-il un paramètre qui m'échappe ??? Ci joint copie écran paramètres de remplissage Photo des stries de remplissage de la 1ère couche Merci par avance pour votre aide

-
Bonjour, J'ai une imprimante GEEETECH A10 avec Marlin 1.1.8. J'imprime un fichier en plusieurs process correspondant à plusieurs niveau de Z Le problème que je rencontre c'est que mes lignes de purges s'effectuent toujours au niveau Z0.28 Ce qui a pour conséquence que le profil alu supportant ma tête d'impression vien se bloquer contre les impressions des process inférieurs Mon slicer est simplify 3D et je n'arrive pas à changer la position Z des lignes de purges Pour les process supérieurs à Z45 exécutent les lignes de purges à Z45 Je m'explique Process 1 niveau du plateau Lignes du script de démarrage correspondant aux lignes de purges : G1 X2.1 Y20 Z0.28 F5000.0 ;Aller à la position de départ G1 X2.1 Y200.0 Z0.28 F1500.0 E15 ;Tracer la première ligne G1 X2.4 Y200.0 Z0.28 F5000.0 ; Déplacer légèrement vers le côté G1 X2.4 Y20 Z0.28 F1500.0 E30 ;Tracer la deuxième ligne Pour le process 1-2 correspondant à un démarrage d'impression à Z45 Voici les valeurs des Lignes du script de démarrage correspondant aux lignes de purges du niveau Z45 : G1 X2.1 Y20 Z45 F5000.0 ;Aller à la position de départ G1 X2.1 Y200.0 Z45 F1500.0 E15 ;Tracer la première ligne G1 X2.4 Y200.0 Z45 F5000.0 ; Déplacer légèrement vers le côté G1 X2.4 Y20 Z45 F1500.0 E30 ;Tracer la deuxième ligne Lorsque je visualise les couches dans mon slicer les lignes de purges apparaissent bien au niveau Z45 Mais dans la pratique, lorsque je lance l'impression du Process1-2 correspondant au niveau Z45 Mon imprimante effectue ces lignes de purges au niveau Z0.28 Je pense qu'il s'agit du firmware Marlin 1.1.8 qui n'incrémente pas mon script de démarrage et qu'il faut décommenter ces lignes qui figent les lignes de purges à Z0.28 Pouvez-vous m'aider sur ce point précis Merci par avance
-
C'est ce que j'ai fait en premier, mais dès que je la remet sous tension, les moteurs sont denouveau bloqués aec bruit de vibrations et écran bleu. D'ailleur j'ai bien précisé ceci "'jai téléchargé le firmware sur le site de Creality puis essayé de flasher le fichier BIN de ce firmware au démarrage." pour effectuer cette opération il faut nécessairement redémarrer avec la Carte SD munie de Marlin "fichier BIN qui devrait se charger automatiquement au démarrage"
-
Bonjour, Je possède une ender 3 version de base. Après une mise en pause suivi d'une coupure de courant, impossible de relancer l'impression. 1/ Ecran Bleu !!!! 2/ Moteurs XYZ non débrayés avec bruit de vibrations. 3/ J'ai téléchargé le firmware sur le site de Creality puis essayé de flasher le fichier BIN de ce firmware au démarrage. Mais rien n'y fait !!! Que faire pour débrayer les moteurs et cette situation avec un écran Totalement bleu ??? Merci par avance pour votre aide
-
Bonjour, J'ai mon Extruder qui claque toutes les 3 secondes, ce clauement est accompagné d'un léger retour en arrière du filament. Comment y remèdier ??? Je suis sous Simplify3D. Merci par avance pour votre aide.
-
Bonjour, Mon extrudeur émet un claquement toutes les 3 seconde er ce claquement est accompagné d'un léger retour en arrière du filament. JE SUIS SOUS SYMPLIPHY 3D. Comment remèdier à de problème ??? Merci par avance pour votre aide
-
Bonjour, Sous Simplify3D comment éviter qu'à la fin de l'impression la buse revienne au niveau zéro pour imprimer à nouveau des lignes de purges. Merci par avance pour votre aide
-
Plantage sur Ender 3 "Thermal Runaway E1 Printed Halted Prease Reset"
traderpierre en réponse au topic de traderpierre dans Creality
Oui d'origine et les ventilateurs tournent correctement -
Plantage sur Ender 3 "Thermal Runaway E1 Printed Halted Prease Reset"
traderpierre a posté un sujet dans Creality
Bonjour, J'ai un plantage régulier sur mon imprimante ender 3, après 5 à 10 minutes d'impression, j'obtiens cette alerte : "Thermal Runaway E1 Printed Halted Prease Reset". J'éteind l'imprimante puis je lance resume. Après le préchauffage, l'imprimante continue son impression mais au bout de 5 à 10 minutes l'alerte "Thermal Runaway E1 Printed Halted Prease Reset" se reproduit à nouveau. Que faire, Merci par avance pour votre aide -
Sur Une Ender 3 depuis peu mon extrudeur se bouche pendant l'impression
traderpierre en réponse au topic de traderpierre dans Creality
Merci à vous, Mais j'ai trouvé le problème la buse et le ptfe avaient été changés, en réalité, le problème venait unique du refroidissement du hotend car le ventilateur était plein de poussières ce qui empêchait un refroidissement correct. Maintenant, tout et rentré dans l'ordre. merci à vous -
Sur Une Ender 3 depuis peu mon extrudeur se bouche pendant l'impression
traderpierre a posté un sujet dans Creality
Bonjour, Sur Une Ender 3 depuis peu mon extrudeur se bouche pendant l'impression. J'ai remarqué que le filament augmentait de diamère sur une distance 4cm au dessus de la buse, pour finir par obstruer le tube PTFE. Je n'avais pas ce problème auparavant. J'ai tenté 5 impression avec le même résultat arrivé à 5mm de hauteur d'impression. Je suppose que cela peut être dû à un problème de refroidissement de mon hotend. Veuillez trouver c-joint : copie écran de mes paramètres de refroidissement. Qu'en pensez-vous ??? Merci par avance pour votre aide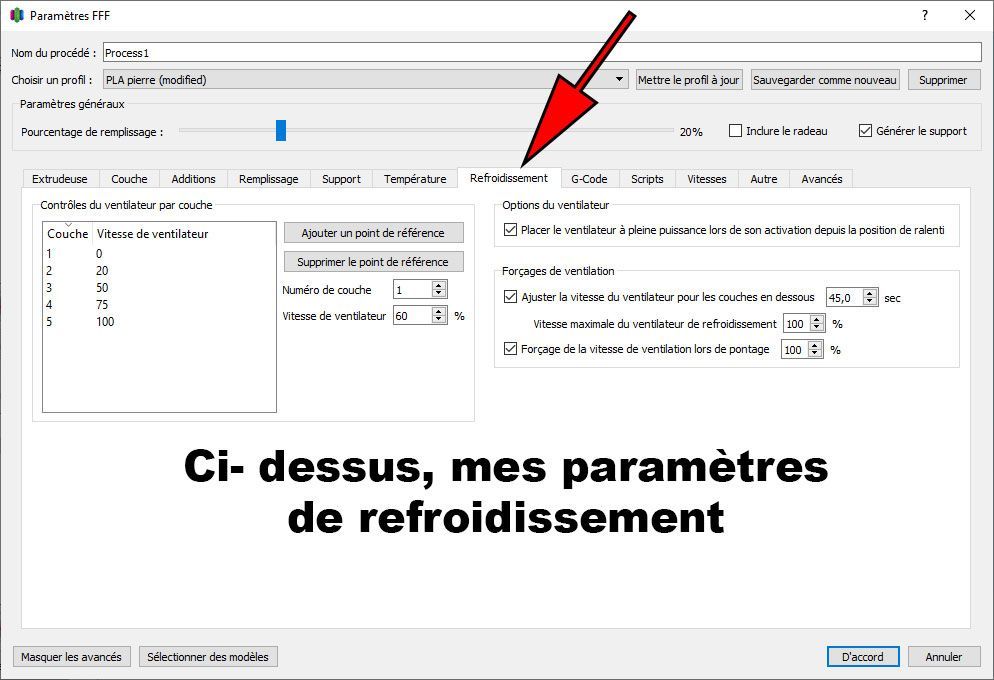
-
Bonjour, Sur ma Creality Ender 3 mes paramètres de calibrage extrudeur ne restent pas en mémoire après la validation store setting . Avant chaque nouvelle impression, je suis obligé de réentrer la valeur du calibrage de l'extrudeur. Comment procéder pour une mise en mémoire définitive de ce paramètre. Merci par avance pour votre aide
-
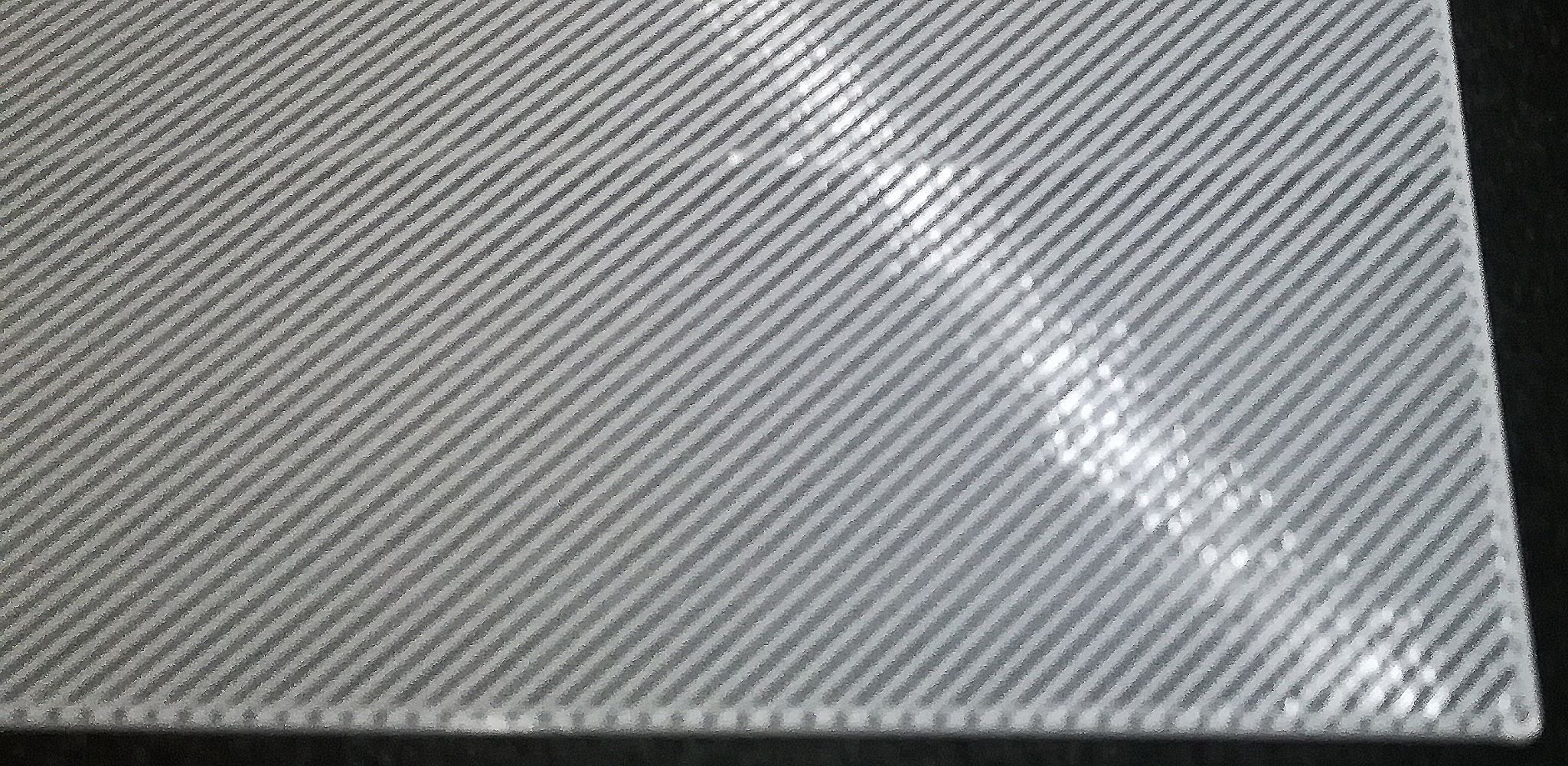
Bonjour, La 1er couche d'impression en contact avec le plateau se gondole. Comment y remèdier ??? Ci-joint Photo du résultat de la face en contact avec le plateau Merci par avance pour votre aide

-
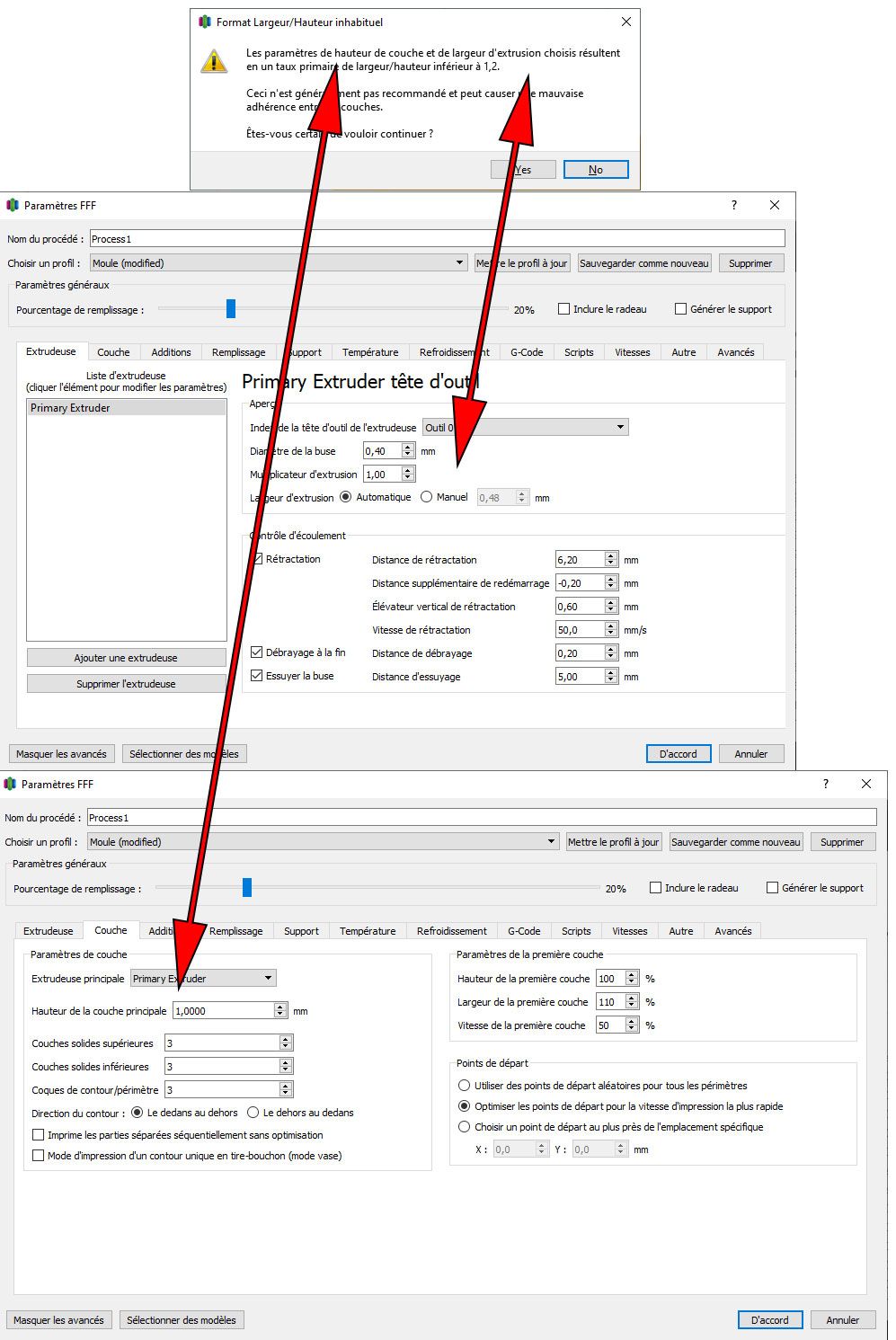
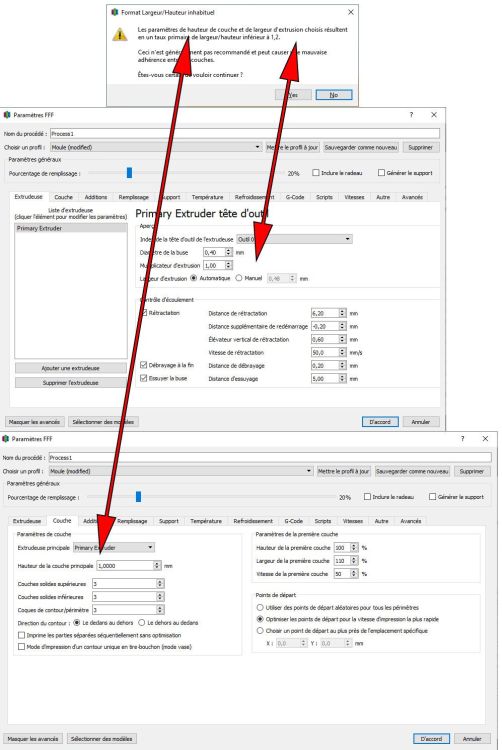
Je veins paramétrer ma hauteur de couche à 0.8 X0.4(diamètre de ma buse soit =0.32 et je n'ai plus ce message d'erreur !!! Merci pour votre aide
-
Bonjour, Comment paramétrer simplify3D pour avoir une hauteur de couche de 1 sans message d'erreur. En effet, lorsque je lance le trancheur j'ai ce message d'erreur : Les paramètres de hauteur de couche et de largeur d'extrusion choisis résultent en un taux primaire de largeur/hauteur inférieur à 1,2 Veuillez trouver ci joint mes copies écran du message d'erreur et des paramètres en question. Merci par avanceLes paramètres de hauteur de couche et de largeur d'extrusion choisis résultent en un taux primaire de largeur/hauteur inférieur à 1,2 Merci par avance pour votre aide
-
j’ai résolu mon problème en changeant la buse avec un recalibrage plateau et extrudeur. Problème résolu !!! mais mon imprimante ne garde pas toujours les paramètres stepps extrudeur et PLA température config, après avoir fait un Store settings !!! ; je suis souvent obligé de les reconfigurer, je les ai notés dans un fichier.
-
Filament PLA Température Buse 205 - Plateau 65 L'estrudeur a été calibrer. Je viens de changer la buse et recalibrer le plateau pour un nouvel essais. Vous tiendrai informé
-
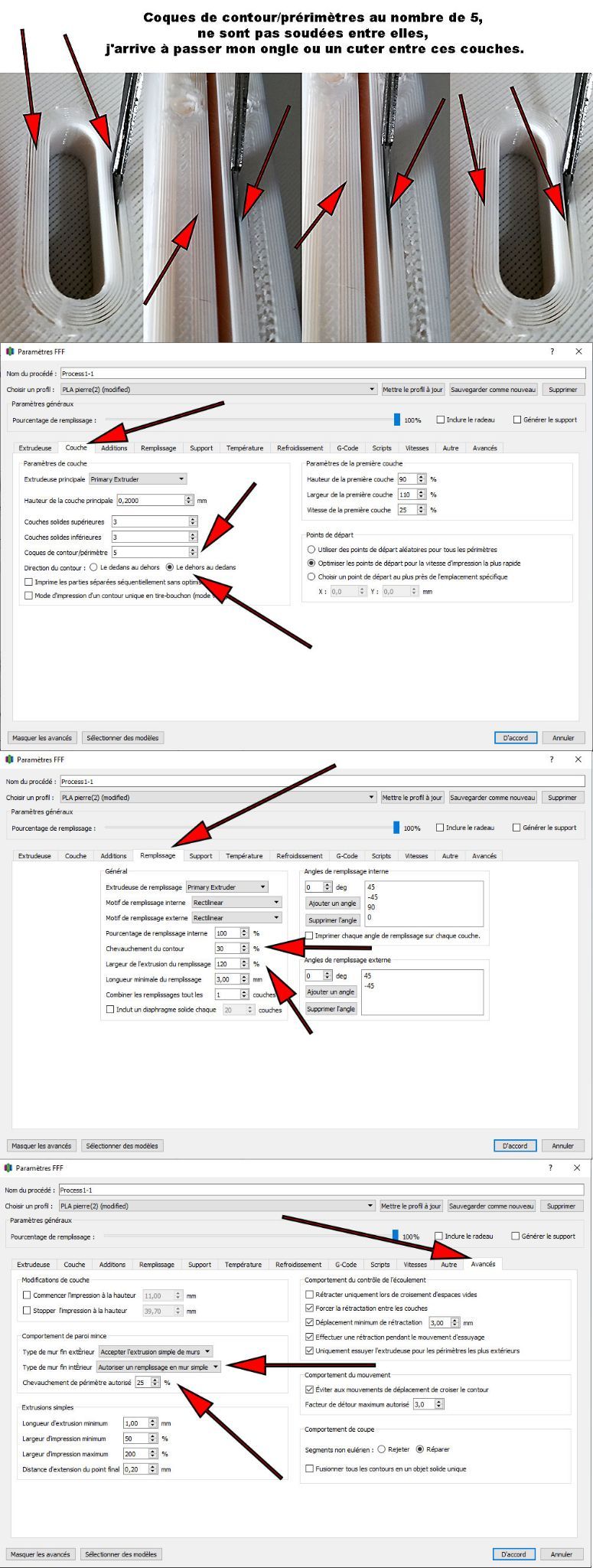
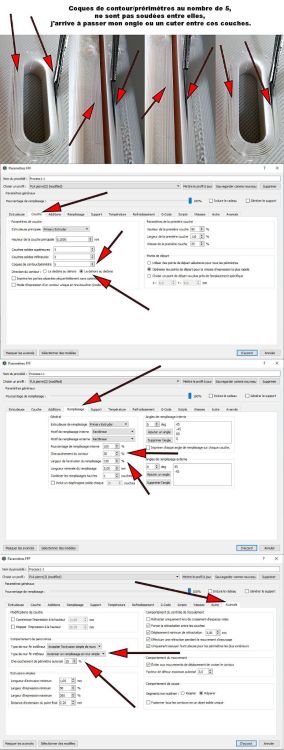
Bonjour, Au cours de l'impression, je constate que mes Coques de contour/prérimètres au nombre de 5, ne sont pas soudées entre elles, j'arrive à passer mon ongle ou un cuter entre ces couches. Voir ma photo ci jointes. Cependant j'ai paramétré comme ceci : 1/ dans l'onglet couche : >>>Direction du contour "le dehors au dedans" 2/ dans l'onglet remplissage : >>> Chevauchement du contour à 30% et >>>>Largeur de l'extrusion du remplissage à 120% 3/ dans l'onglet avancé : >>> Type de mur fin intérieur : Autoriser un remplissage en mur simple et >>> Chevauchement de périmètre autorisé à 25% Ci joint mes copies écran de ces paramétrages. Pouvez-vous m'aider et me conseiller afin d'obtenir des contours parfaitement fusionnés entre eux. Un grand merci par avance.
-
comment supprimer la ligne de purge au démarrage
traderpierre en réponse au topic de traderpierre dans Entraide : Questions/Réponses sur l'impression 3D
Jcjames, ce que vous dites est complètement faux Dans simplify3D vous pouvez découper un impression en plusieurs tranches d'impression pour y incorporer des inserts, je le fait régulièrement Vous allez dans outils >>> Assistant de configuration des variables et vous fixer des hauteurs de découpes. Pour ma question initiale, j'ai trouvé la solution. je vous la communique : Dans simplify3D Onglet addition Cocher utiliser une jupe/un rebord Couche de la jupe 2 Décalage de la jupe 4mm Contours de la jupe 2 Cette jupe sera faite un niveau Z de la cession et servira de ligne de purge Ensuite onglet script Onglet script de démarrage Supprimer les dernières lignes suivantes à l’exclusion de la dernière ligne : G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position Fonction Aller à la position de départ G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line Fonction Trace la 1ère ligne allé de la purge G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little Fonction Déplacer légèrement vers le côté G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line Fonction Trace la 2ème ligne retour de la purge G92 E0 ;Reset Extruder Fonction Réinitialisation de l'extrudeur G1 Z2.0 F3000 ; Move Z Axis up Fonction Déplacement de l'axe Z vers le haut -
comment supprimer la ligne de purge au démarrage Bonjour, Je travaille avec une Créality Ender 3 et slicer Simplify3D, J’ai une impression en plusieurs cessions "Process" qui me permet de placer des inserts écrous dans ma pièce, le problème c’est qu’au démarrage de chaque cession l’imprimante créer un ligne purge au niveau du Z 0 . Sur la dernière cession qui commence à 70mm de haut lorsque l’imprimante fait la ligne purge la pièce ne passe pas sous le rail profil du du Y et par conséquent la pièce est violement décollée du plateau et je ne peux plus imprimer la dernière cession. Auriez-vous une combine pour supprimer la purge sur cette dernière cession. Merci à vous tous par avance