Loan
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Loan
-
Problème d'impression Elegoo saturne avec Resine Eco plant anyucubic
Loan en réponse au topic de Loan dans Les imprimantes 3D SLA
Problème finit. La température plus la résine changer. L'impression a bien marcher. J'ai changer le positionnement de la pièce aussi.. -
Problème d'impression Elegoo saturne avec Resine Eco plant anyucubic
Loan en réponse au topic de Loan dans Les imprimantes 3D SLA
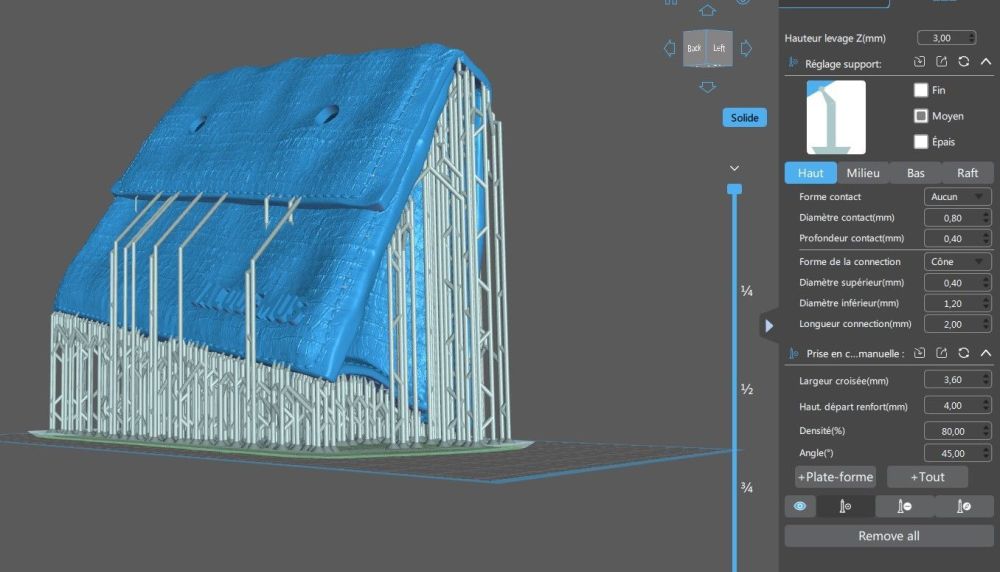
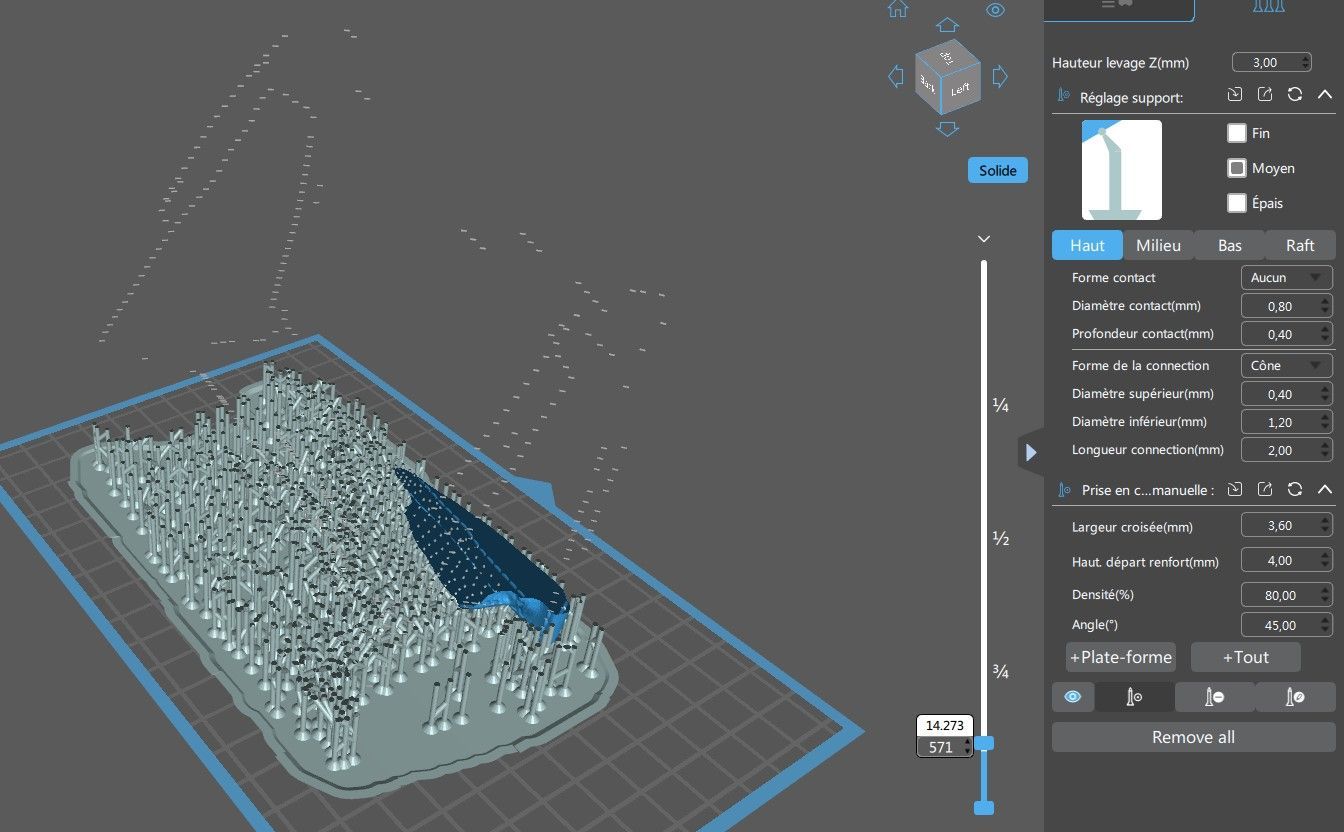
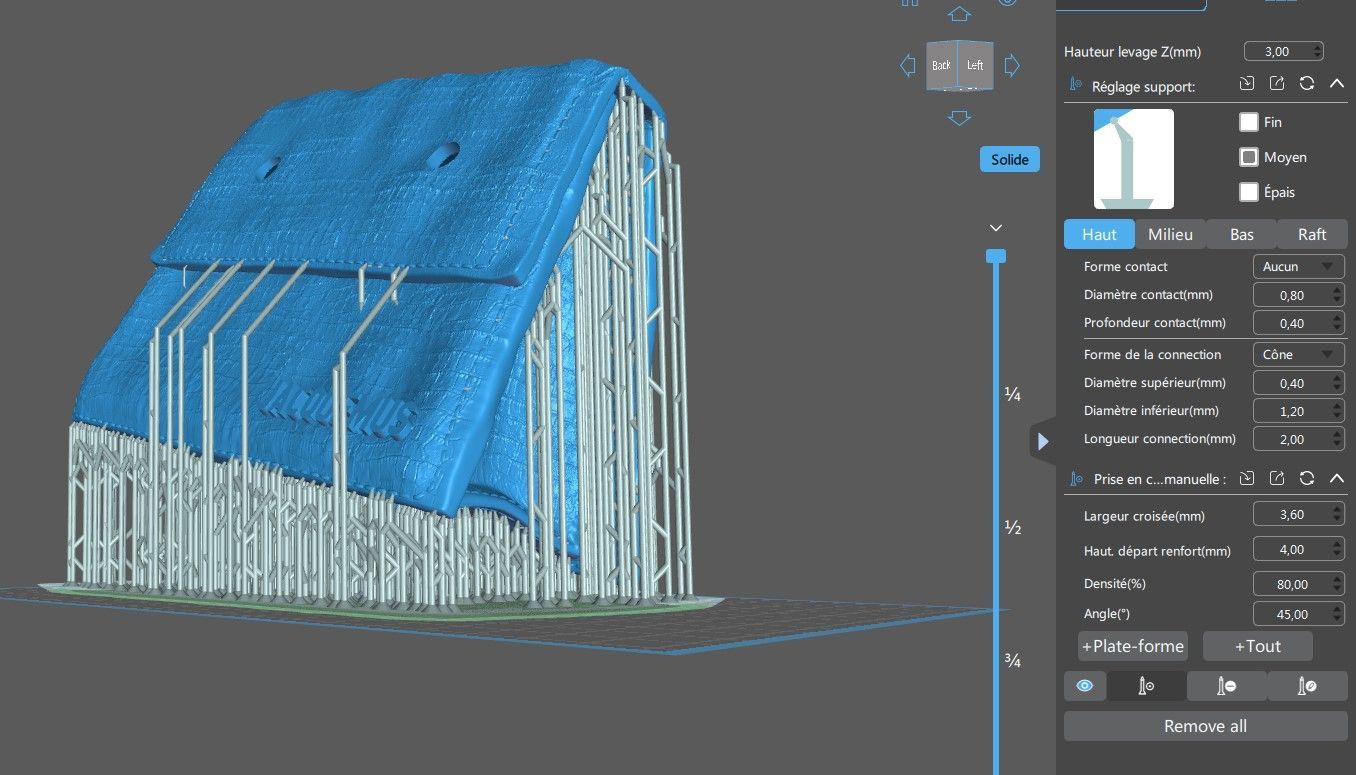
Avoir un temps d'exposition de 1.7 seconde ? Ca me semble tellement bas. Surtout que j'ai déjà diviser pratiquement 2 car j'étais a 4 a la base. Mais une surexposition ca crée ce type de problème ? Ca pourrait venir des supports ou du plateau trop proche creant une aspiration trop forte quand la couche est bien pleine ? Merci de ta réponse et de ton aide Le film FEP est légèrement trop tendu au contraire comparer a d'habitude, mais c'est pas abuser non plus. Ca pourrait venir des supports ou du placement ? Ou un peu de tout haha ( la vérité doit ce trouver ici, un peu de tout ) J'ai bombarder niveau support car c'était ma 3eme tentative et je voulais que ca marche. Par contre je suis contant de mon model 3d haha C'est pour du prototypage.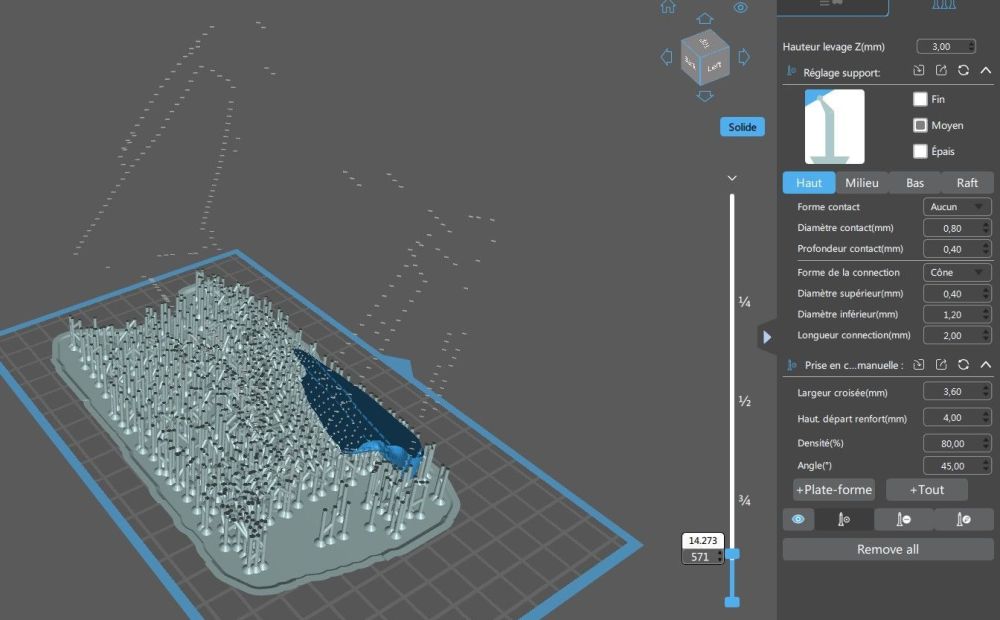
-
Problème d'impression Elegoo saturne avec Resine Eco plant anyucubic
Loan en réponse au topic de Loan dans Les imprimantes 3D SLA
Merci de ta réponse.. Le levage, j'ai raccourcie car on ma dit que quand on augmente la taille des couches 0.05 a 0.025. Il faut diminuer le temps d'expo et la vitesse entre chaque couche. Bon je sais pas si c'est vrai mais j'ai réussie une impression comme ca, sur des objets plus fins. Ici je comprend vraiment d'où ca viens.. Le levage serait le probleme ? -
Problème d'impression Elegoo saturne avec Resine Eco plant anyucubic
Loan a posté un sujet dans Les imprimantes 3D SLA
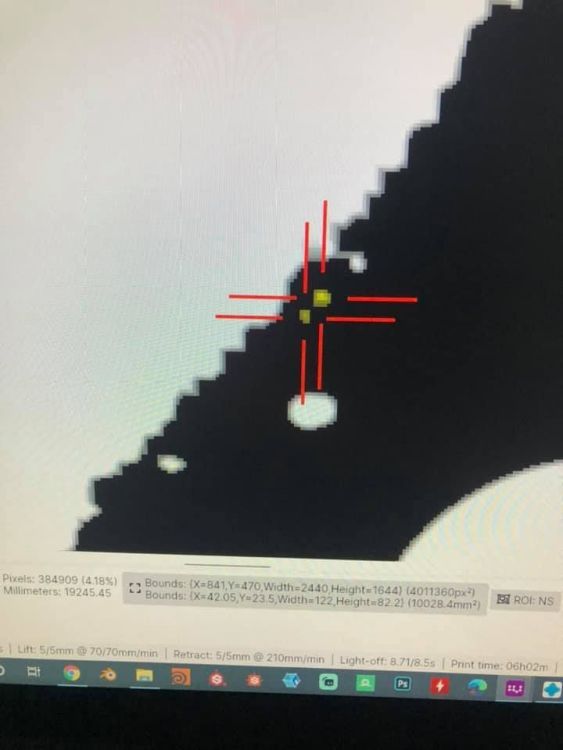
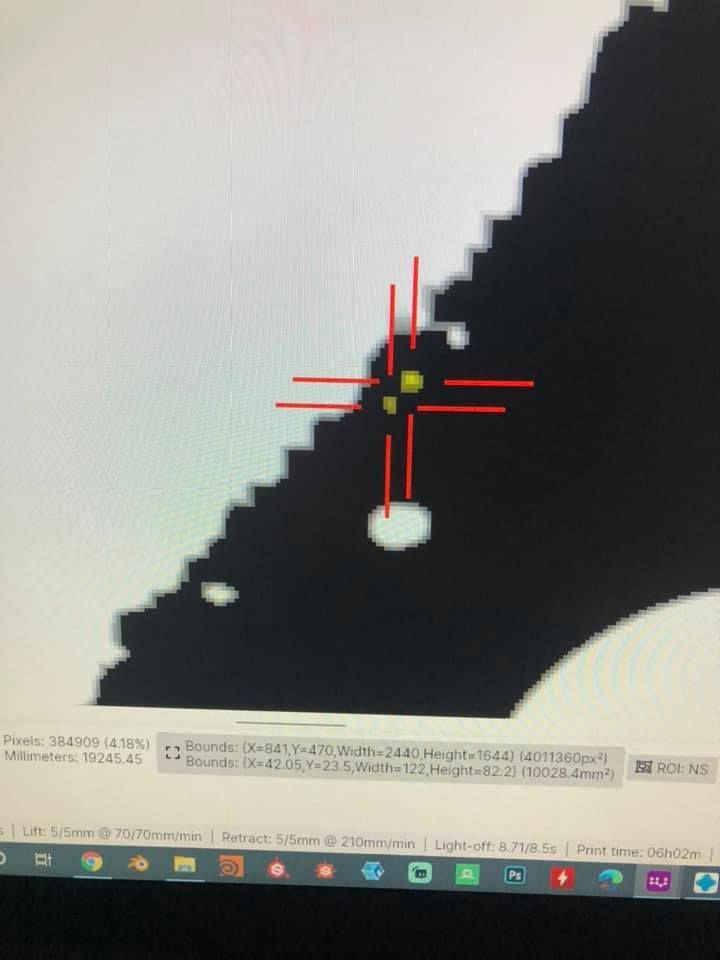
Bonjours, J’ai eu un défaut d’impression depuis que j’ai changé de résine.. J’ai des pistes mais j’aurais aimé partager. Pour les taches blanches. J’ai pas essuyé L’IPA et j’ai plongé direct dans de l’eau chaud. haha J’imprime avec la elegoo saturne - résine Anycubic Éco plant Gray. Paramètres 0.025c | 45s de layer base | 3.5 layer | 5mm de levage | 70mms layer | 210mms layer.. Conditions. J’imprime dans un local, dans des caissons avec ventilation. Température de début d’impression entre 17-23c pendant l’impression ça monte jusqu’à 28-30 La résine dors de le local ou la température descend jusqu’à 7-10degres. Mais elle est toujours à 20 degrés quand je la coule dans le bac. Voici les photos de la première impression et de la 2eme impression. ( avec les gants sur les photos setting 2eme 0.025c | 40s de layer base | 2.5 layer | 5mm de levage | 70mms layer | 210mms layer.. et j'ai refais le niveau du plateau.) Il y’a le sac et une bande ( la bande doit être symétrique mais la moitié n’a pas était imprimé . Il y’a un décalage entre chaque couche j’ai l’impression même. Théorie privilégiée : manque de support à la base, sur cette impression j’étais à 30% de densité. Théorie autre | plateau trop proche ? Théorie autre | la résine en elle même Théorie autre | pixel cassée ? Defaux ecrea ? Voici la deuxième impression sur le plateau si ca peut aider a comprendre. J'ai eu une bonne impression sans le sac juste avec la poignet. Merci a vous, une bonne journée Loan








-
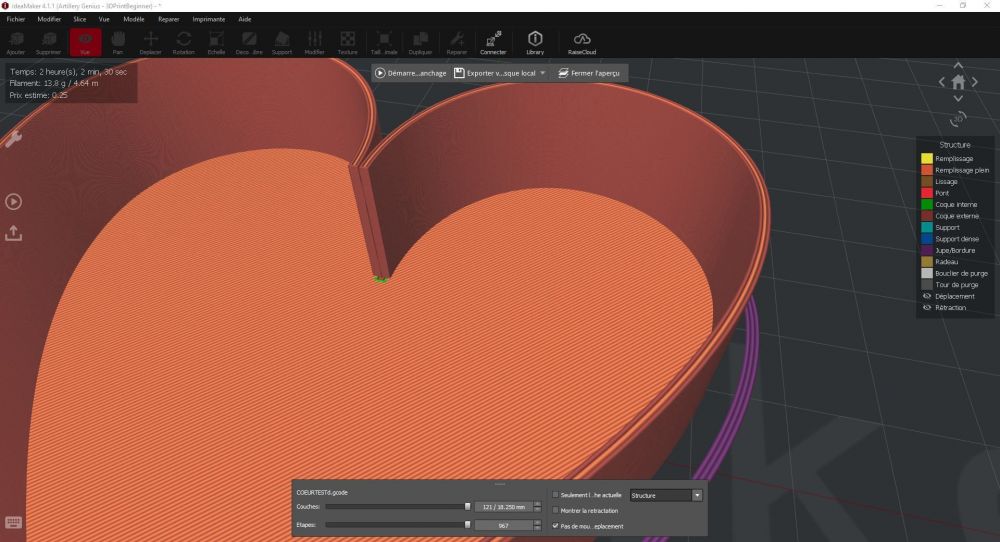
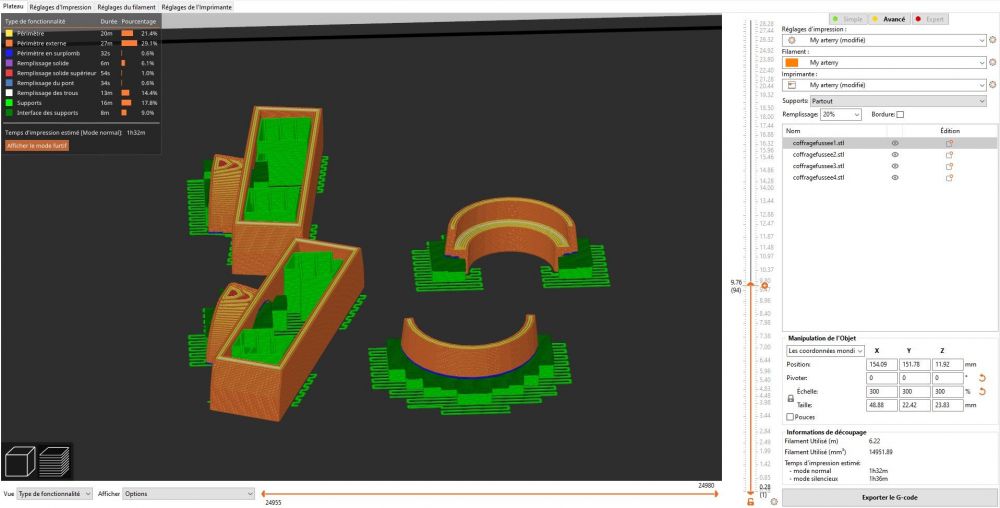
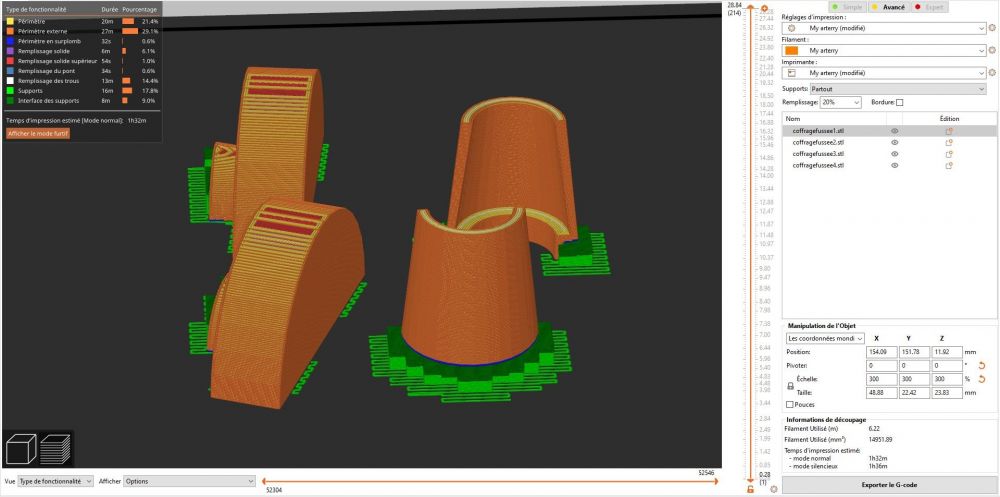
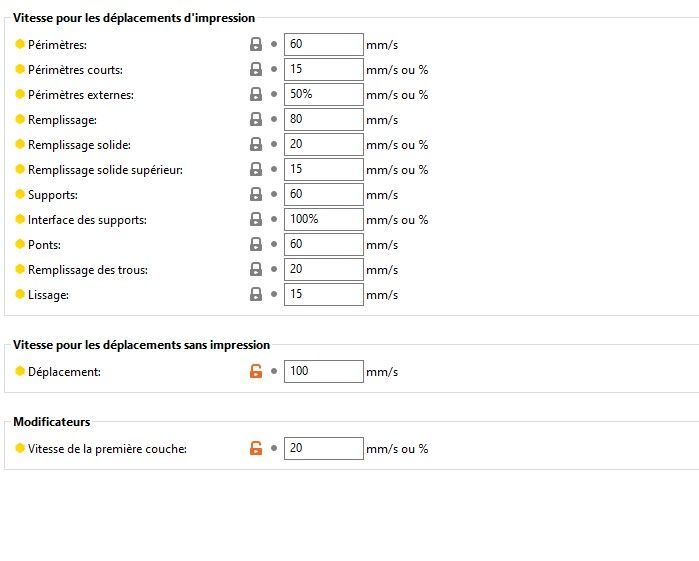
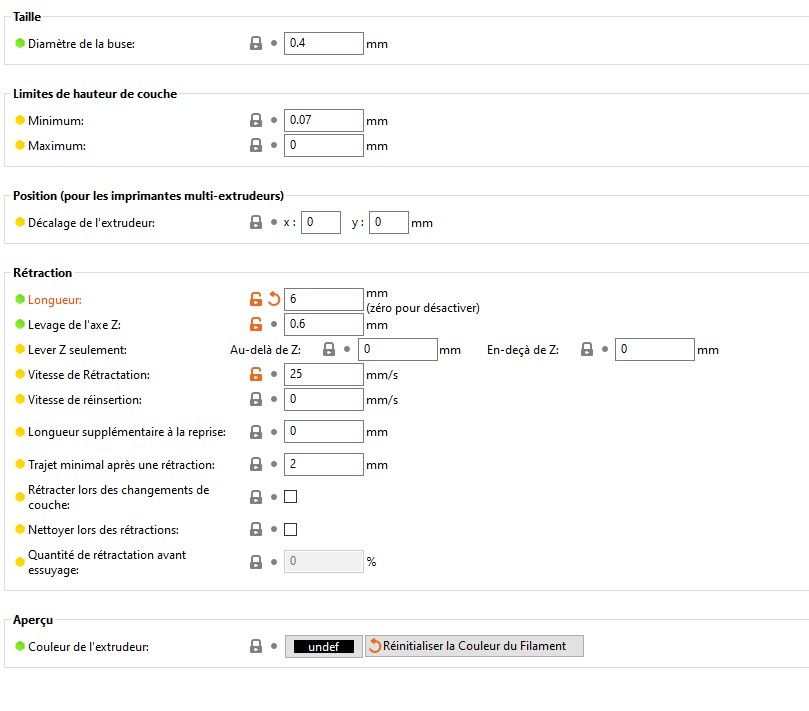
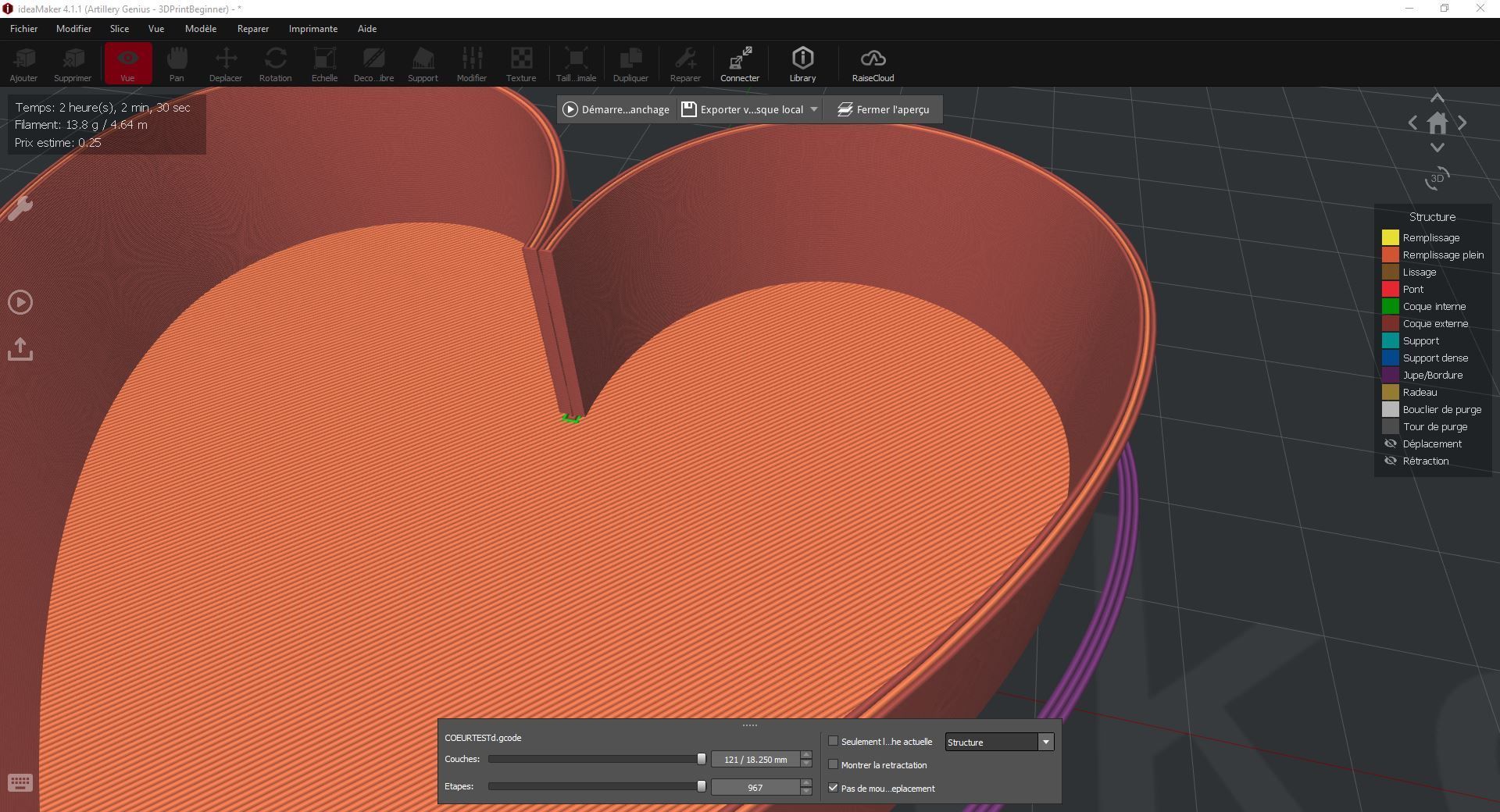
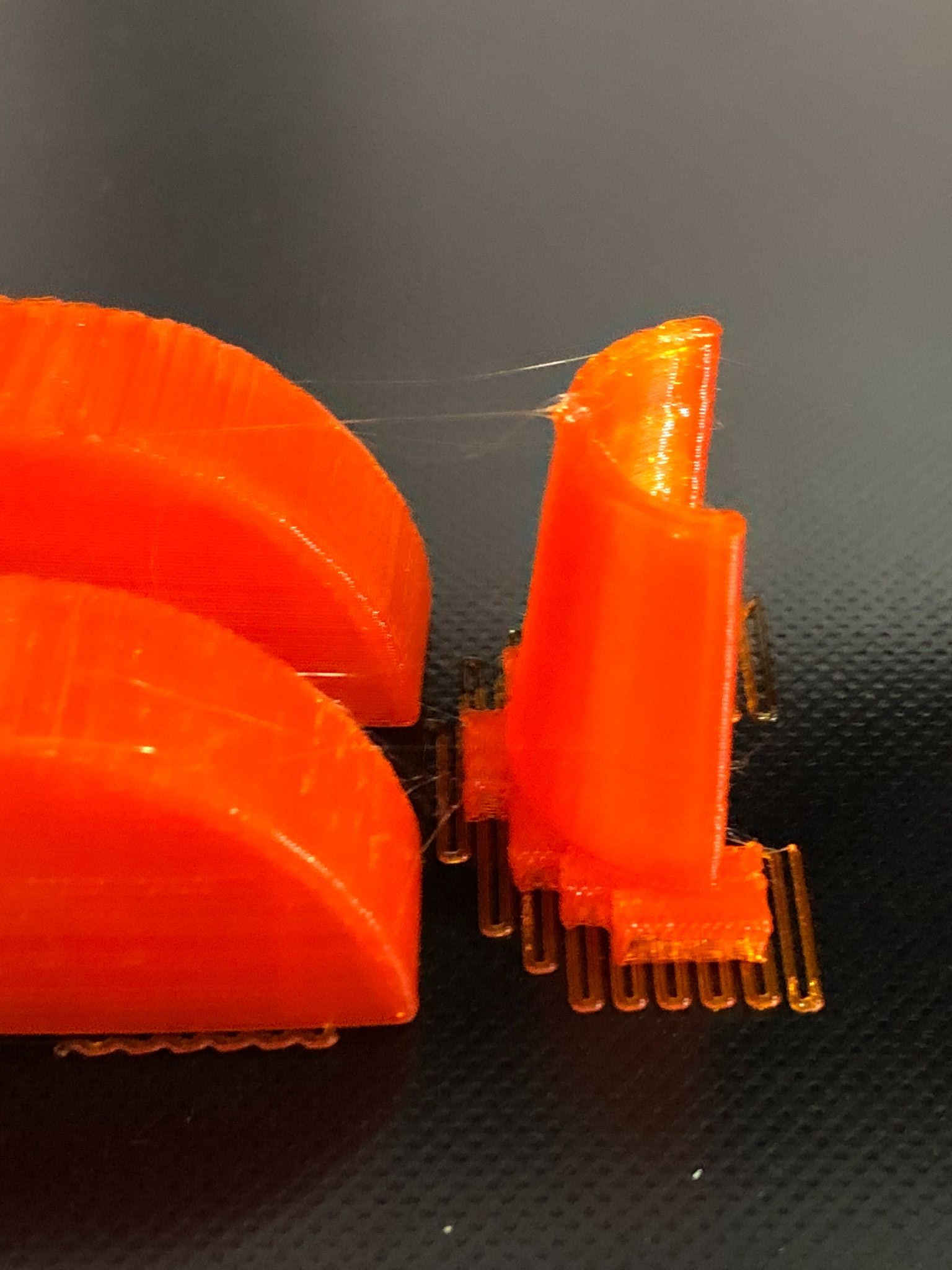
@Savate Salut, voici. J'utilise ideaMarker. Que je connais mal, je viens de Pursa-Slicer a la base. j'ai fais une screen. J'ai l'impression qu'il y'a pas de coucher exterieurs sur le haut. C'est un modèle récupérer sur internet. En ce moment je fais des tests de Stringing..
-
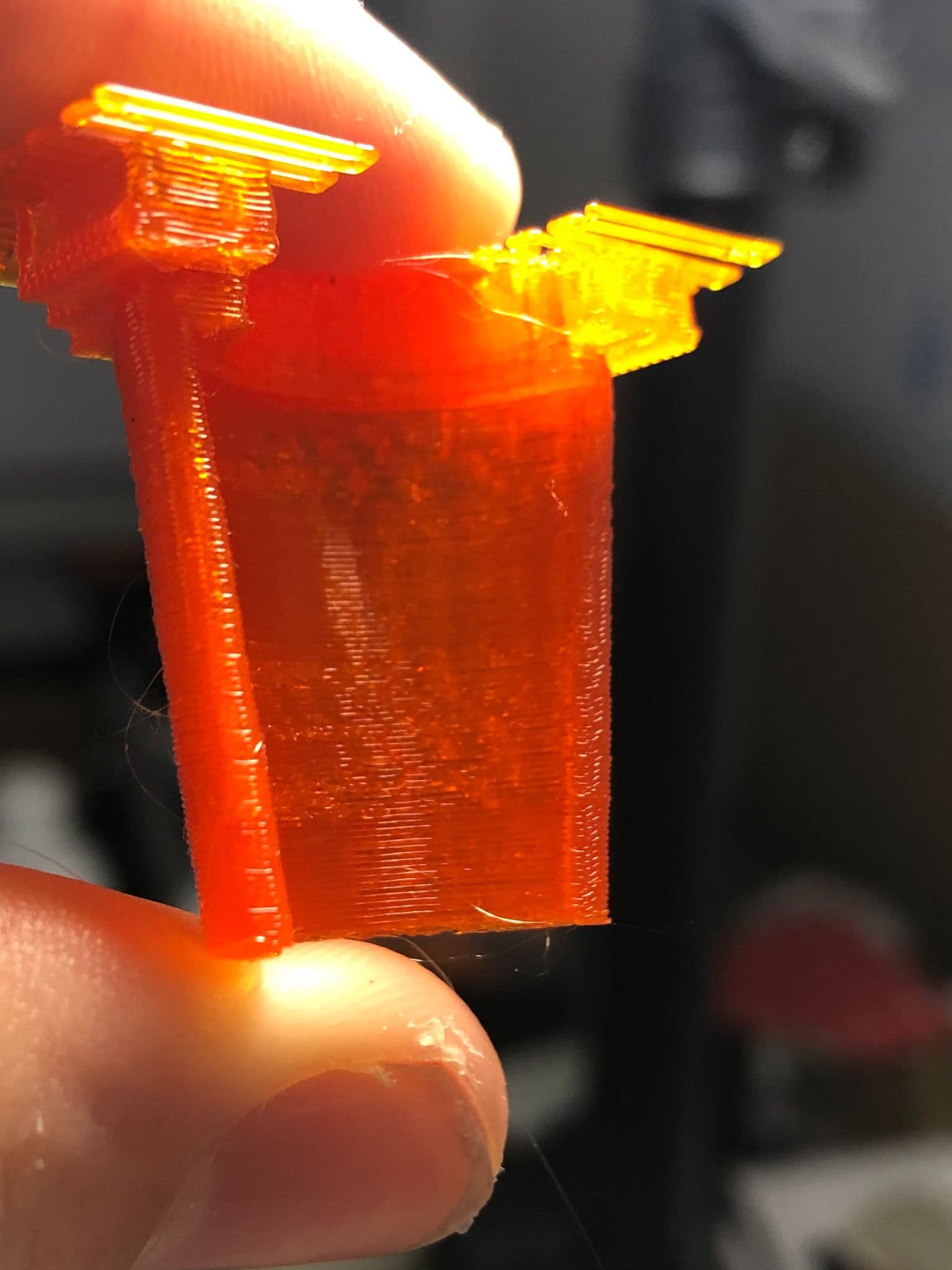
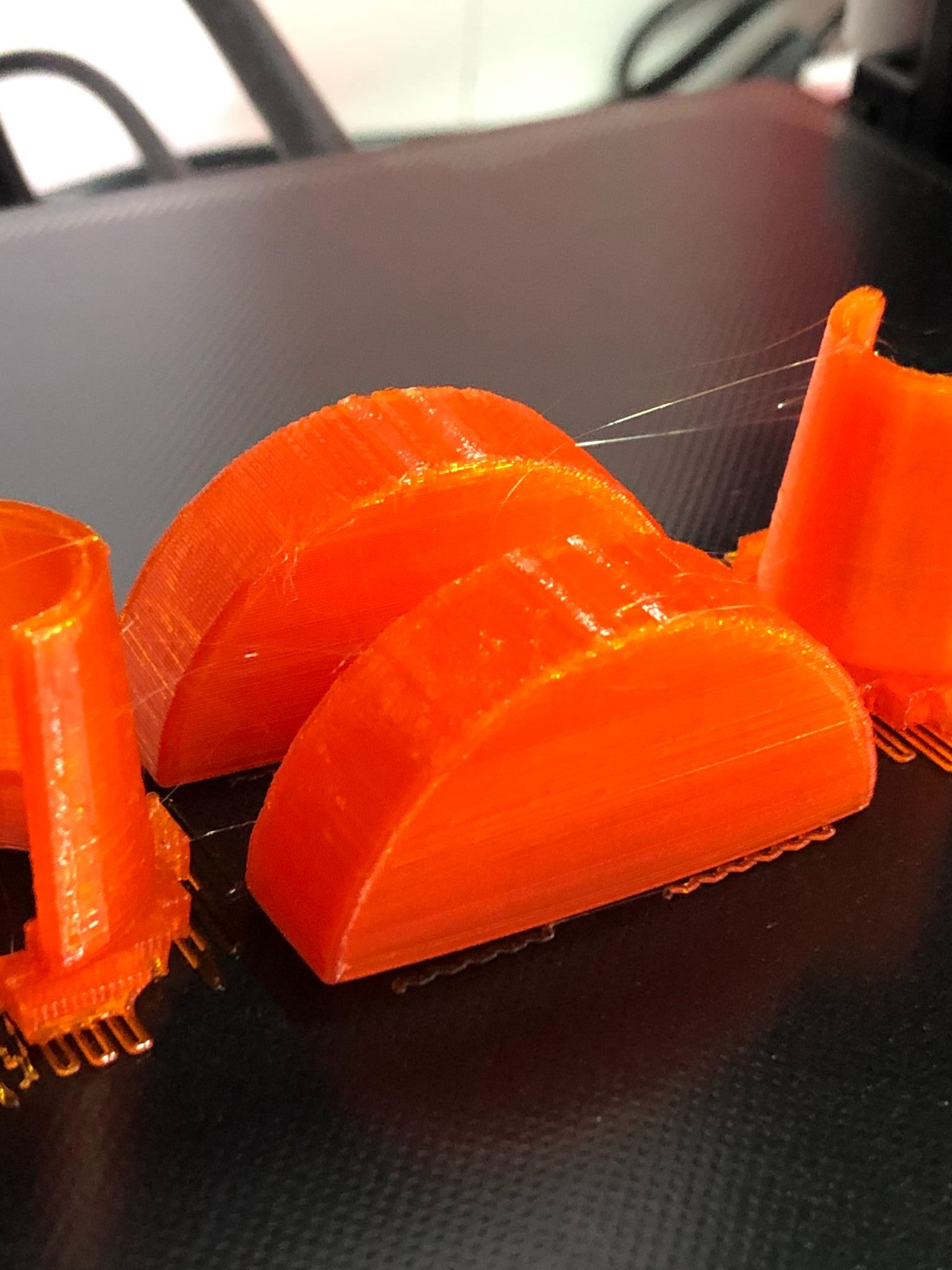
Salut @MrMagounet Merci pour tes réponses, j'attendais de faire un nouveau print pour te répondre. Alors effectivement, j'activer le ventilateur pour la buse. J'ai donc rendu le la vitesse de 40 a 35 mm/s et la niveau de rétractation de 1.7 a 1.2. j'ai augmenter la température de la buse car je me suis dis si c'est chaud, ca va mieux coller de 215 a 220. Donc les résultat s'est que le print est plus propre mais je retrouve les même problème. Du coup, je me pose pas mal de question haha Voici les résultats, c'est mieux mais toujours les même problèmes haha




-
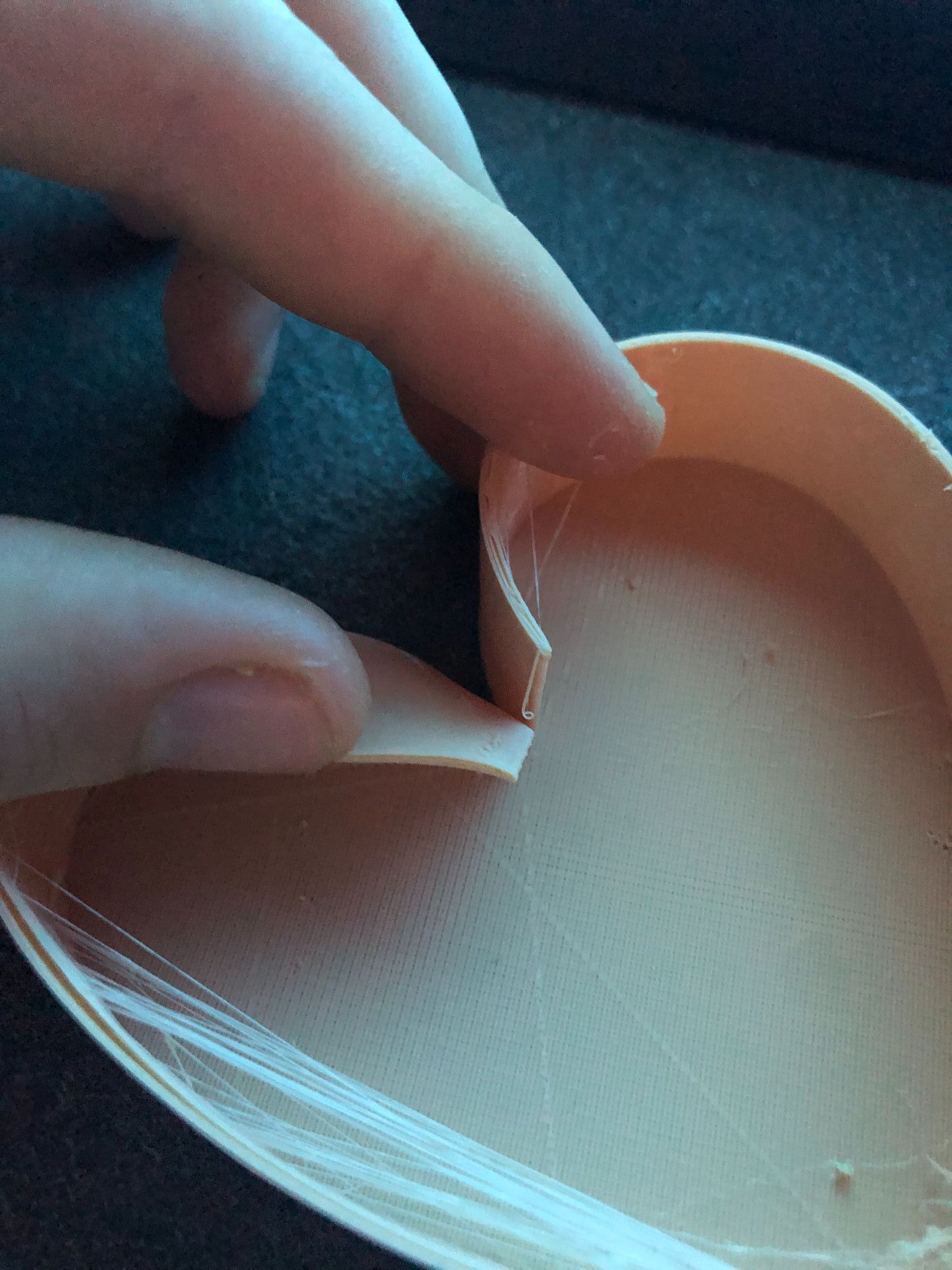
Bonjours, Il n'y pas énormément de sujet du tpu sur Artillery Genius, j'ai réussi un print sur le deuxième essaie et j'aimerais avoir votre retours. En meme temps je vais partager mon expérience de ces 2 impressions. Le fail - Du au mauvais paramétrage du slicer. Je suis sur Prusa Slicer de base. Ca fonctionne top avec le Pla, mais avec le tpu malgré les conseilles sur différents forum. Je n'es pas trouver de solution. La demi-réussite - Du coup j'ai chercher des profils sur d'autre Slicer en ligne et on ma conseiller celui de IdeaMarker. Du coup je prend en main le slicer est ca marche plutôt pas mal. Mais maintenant, je me demande comment améliorer le print vers qu'elle direction aller. Je vais vous partager photo et setting, en espérant avoir vos retours pour corriger les défaut. Hauteur de couche 0.20 La rétractation / 20mms / 1.7mm ( avec le pla je suis a 1mm) La tête a 215 et le plateau a 50 degrés La vitesse d'impression 40mms La premier couche était top, j'ai juste augmenter la hauteur de couche 0.25 et 20mms en vitesse Comme on voit beaucoup de filets d'ange "épais" , des zones avec des bulles et j'ai imprimé un cœur avec les parois elle se décolle entre elles un peu. Mon filament recreus filaflex 82a et ma machine est d'origine mais j'ai changer la buse et l'ecran TFT... $ Je vous remercie pour vos réponse en espérant que ce poste aider aussi d'autre personne.




-
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Bonjour en ce lundi matin, Nous arrivons a la fin de ce topic, j'ai des informations intéressantes.. Ca pourrait aider beaucoup de personne, si vous avez mal a la gorge a cause du Pla, on peut ce soulager avec du sucrée, Le Pla étant un acide. Ca marche sur un petit temps part contre. Pour ma part, j'ai eu contact avec mon vendeur, il a stopper le lot a la vente, la bobine sera renvoyer chez le fabriquant pour analyse, de mon coter, je vie fenêtre ouverte, avec une veste est c'est bon, encore impossible de fermer la fenêtre de mon bureau. Je ferais un dernier poste, dans quelque semaine quand j'aurais le fin mots de cette histoire. Es qu'il existe un topic de fabrication de pièce FDM achetable de particulier a particulier ? Car je serais intéresser de faire des tirages part d'autre personne, payant la prestation a sa juste valeur bien-sur ? Loan -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Je pense que le topic pourra être fermer ensuite, a l'hôpital, ils sont remarquer une irritation avec une petit inflammation donc a suivre. J'ai virer tout le bois et carton donc la moitié de la piece, je laisse ouvert. On verra demain haha Bien-sur je vais pas laisser tomber l'impression 3d FDM, j'aime trop ca comme artiste numérique, c'est la meilleur chose.. Donc, j'ai acheter une bobine SUNLU 3D Printer pla+ , pour voir si ca venait de l'autre bobine ou pas.. Je continuerais a alimenter ce topic, pour si une personne se retrouve dans mon cas. -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Bonjour, du coup je suis allée voir le médecin, il m’a avoué que j’étais son premier cas et il le sujet lui était totalement inconnu, il m’a confirmé que j’avais bien les bronches et voix irrité, enflammé. Je pense partir à l’hôpital car ça deviens chaud, je me sens de plus en plus mal. Le médecin m’a passée un pitch pour la gorge... bon je vais vider entièrement le bureau qui était mon lieu de travail. Je ne sais clairement pas comment nettoyer, l'odeur s’emballait partir mais enfaite pas du tout, à chaque fois que je rentre même 10minute maintenant c’est pire. Je vais voir pour porter plainte contre Wanhoo si je confirme bien que c’est la bobine. Je conseil à personne de vivre ça Si vous avez produit pour nettoyer ou quoi que ce soit, informer moi du moindre détail que vous pouvez imaginer car ça deviens vraiment chaud chaud chaud -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Et t'il possible de changer le titre d'un topic ? Car mon problème s'est aggraver et arranger ( j'espere ) et je pense que ca pourrait aider des gens. Du coup, j'ai stopper les impressions, le désagrément était encore bien présent sur plusieurs jours. Aujourd'hui étant plus tenable, j'ai décider de virer mon caissons. Et a partir de la, ca commence a être mieux. Pour quoi ? le caissons de 900mm sur 650mm et 850mm de haut , en bois laquer premier prix acheter a Leroy merlin plus plexis pour les vitres. En virant le bois, l'odeur est moins présents, es-que c'est a cause de la fumer des impressions qui reste stocker dans le bois avec une ventilation forte créant un box plutôt froid 18degres malgré les efforts pour réchauffer dedans.. Je pense qu'il sera dure d'avoir une réponse claire sauf si il y'a un expert, je laisse passer la nuit voir l'évolution. Je voulais vous tenir au courant car c'est pas banal.. J'adore le Mais haha Merci a vous -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Merci pour vos réponses, pour le coup s'est aussi pour ca que je suis étonner de ma réaction sur le pla. Je vais faire de façon procédural, en changent le système de ventilation et filtrage du caisson en changent de filament, si rien de tous ca marche. C'est que ce n'était pas le problème du coup, je chercherais d'autre piste.. J'ai lu et vue plusieurs réponses de Drivers sur d'autre sujet, il y'a de forte chance, même pratiquement sur qu'il a raison vue son expérience. -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Je cite une expérience personnel, je suis pragmatique. Par biais de sens, j'essaie de trouver une cause a un facteur X, ce facture x mal de gorge inhabituel, odeur inhabituel. Qu'es qui a changer dans mon environnement pour crée cela ? Une nouvelle impriment FDM utiliser sans caisson avec odeur et désagrément, je fabrique un caisson avec les erreur citer, idm odeur, désagrément. Alors vous pouvez me prouver que l'utilisation d'imprimante 3D n'est pas dangereuse et je vais vous croire, mais pour X raison. Il s'est passer cela, Ca peut être une réaction entre plein de chose mon problème, mais je veux plus le vivre, donner moi des solutions au lieu de dire OSEF si Pursa utilise 500 machine sans masque donc pas de danger. Personnellement j'ai eu un problème, peut être que un autre gars va voir ce topique avec mon problème, votre remarque est insultante en disant que ce que j'ai vécu c'est des " il parait, j'ai entendu, j'ai lu, on m'a dit, un copain de ma cousine sait que " surtout que je suis pas le premier a ouvrir un topic sur ce sujet. Merci La reponse de Savate ma fait rire car il était dans le respect. -
PLA dangereux ? Pla de meilleur qualités ?
Loan en réponse au topic de Loan dans Discussions sur les imprimantes 3D
Je me suis dis la même chose, mais pour le coup. Ca me semble bizzar aussi. Mais j'ai la gorge en feu, mais pas une irritation habituer. Apres, je savais pas que ici c'était aussi Doctissimo haha. En vrai, juste une bonne ref de Pla du moins on peut savoir la liste des composants mélanger avec le Pla, une marque, j'ai commencer a chercher il y'a 2-3j, j'ai des pistes, mais je voulais partager. -
PLA dangereux ? Pla de meilleur qualités ?
Loan a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Je suis nouveau dans le monde de l'impression 3d fdm. Je me suis fais un caisson avec gaine et ventilation en circuit fermer, pour mes 2 imprimantes FDM et résine. Un bon gros bebe mais j'ai utiliser un conduit souple de 3m, qui s'arrête devant ma porte, donc je me suis retrouver bête, quand toute l'air plus froide a l'extérieur revenait dans mon bureau plus chaud mais j'ai quand même utiliser mon caisson pour du PLA. Sauf j'ai eu une mauvaise expérience avec du PLA, j'étais surpris en connaissance de cause, le Pla en lui même n'est pas dangereux. Mais j'ai acheter du PLA PREMIUM WANHAO ORANGE, comme premier filament. J'ai fais peut être 10h d'impression la semaine dernière, surtout le week-end. Donc c'est revenu dans mon bureau, puis la directement la gorge qui pique, douleur et mous de gorge sur 2/3jours. Donc mon bureau est ouvert a l'extérieur toute la journée. Alors, mon analyse s'est que je suis pas douer pour faire une gaine en pvc qui sort devant ma porte et rester dans mon bureau pour travailler avec l'odeur et la gorge qui pique mais j'ai racheter une gaine isolante de 6m plus elle de pvc classique 3m, avec filtre HEPA et Charbon actif, cette expérience, je veux surtout pas la revivre. Mais surtout j'aimerais acheter du PLA, le plus " seins " même si j'aime pas ce terme, plutot es-que vous avez une référence de Pla qui vous génère le moins de désagrément ? Pour info mon caissons est en bois de 900 sur 650 et 850 du haut, boucher au silicone dans les petits arrêtes avec un ventilateur de 187m3/h direct dans un gaine en pvc classique, es-que les composants sont bon ? car le bois n'est pas un isolent génial par exemple. Merci pour vos retours, et si vous avez une référence, car je sais pas si c'est mon Pla avec des additifs un peu costaux et moi un peu fragile mais en tout cas, j'en rigole un peu quelque jours plus tard. Loan -
C'est vraiment ce que j'apprend, petit a petit. Step après step.. Demain je vais prendre vos analyses, une pièce après l'autre. Repenser a mon impressions, regarder des tutos.. Ca viendra petit a petit. J'ai compris que l'on fait pas une impression parfaite la première fois, j'aime être persévérant et apprendre. C'est que du plaisir. Evidement je vais continuer a mettre des photos et le suivie de mon travail. Ca viendra petit a petit
-
J'ai meme eu, une boule foncer.. Je me demande si ma buse etait pas trop proche.. Bizzars
.thumb.jpg.8df65efc6a3fc94de1727f6561bbf109.jpg)
-
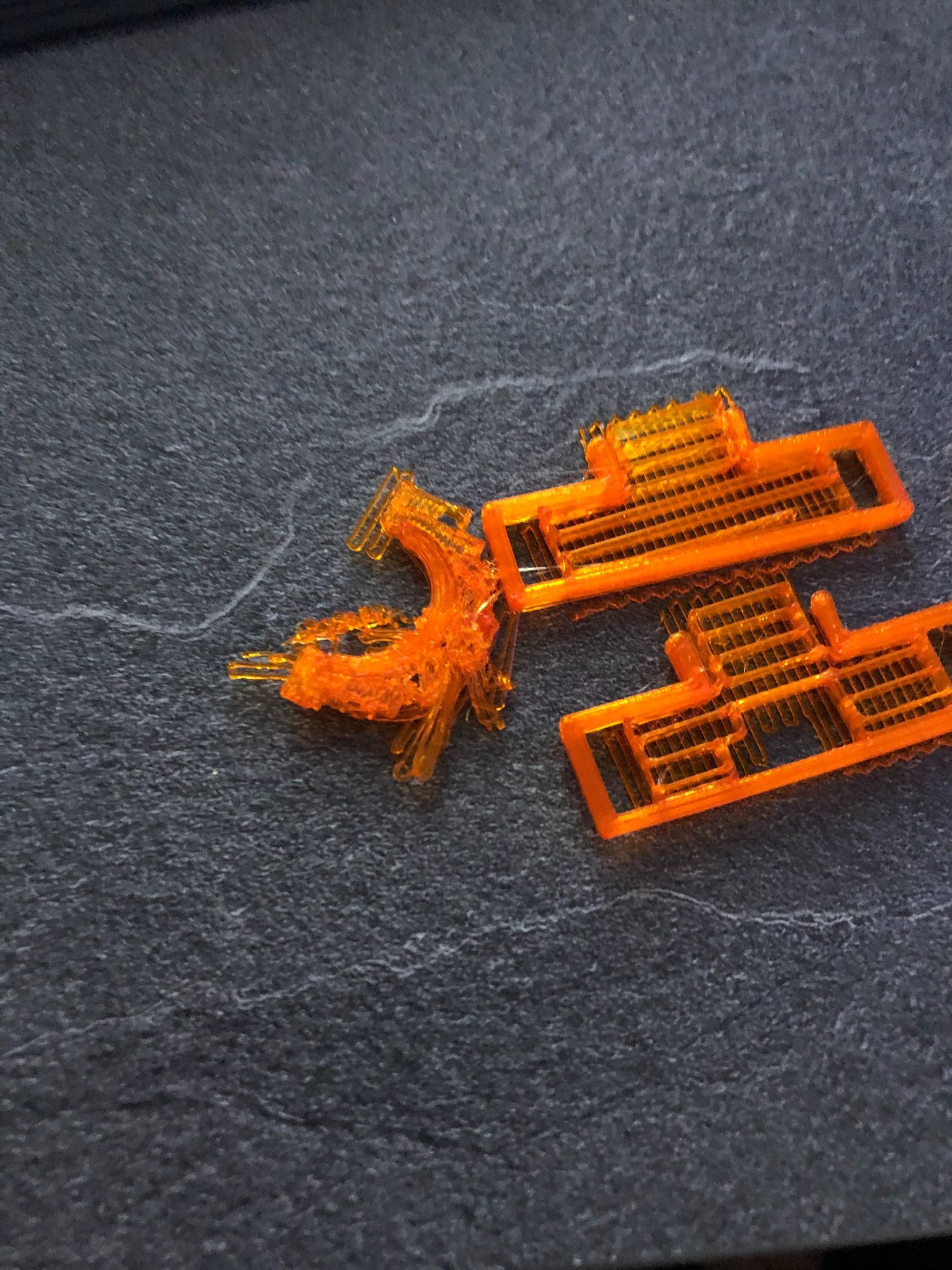
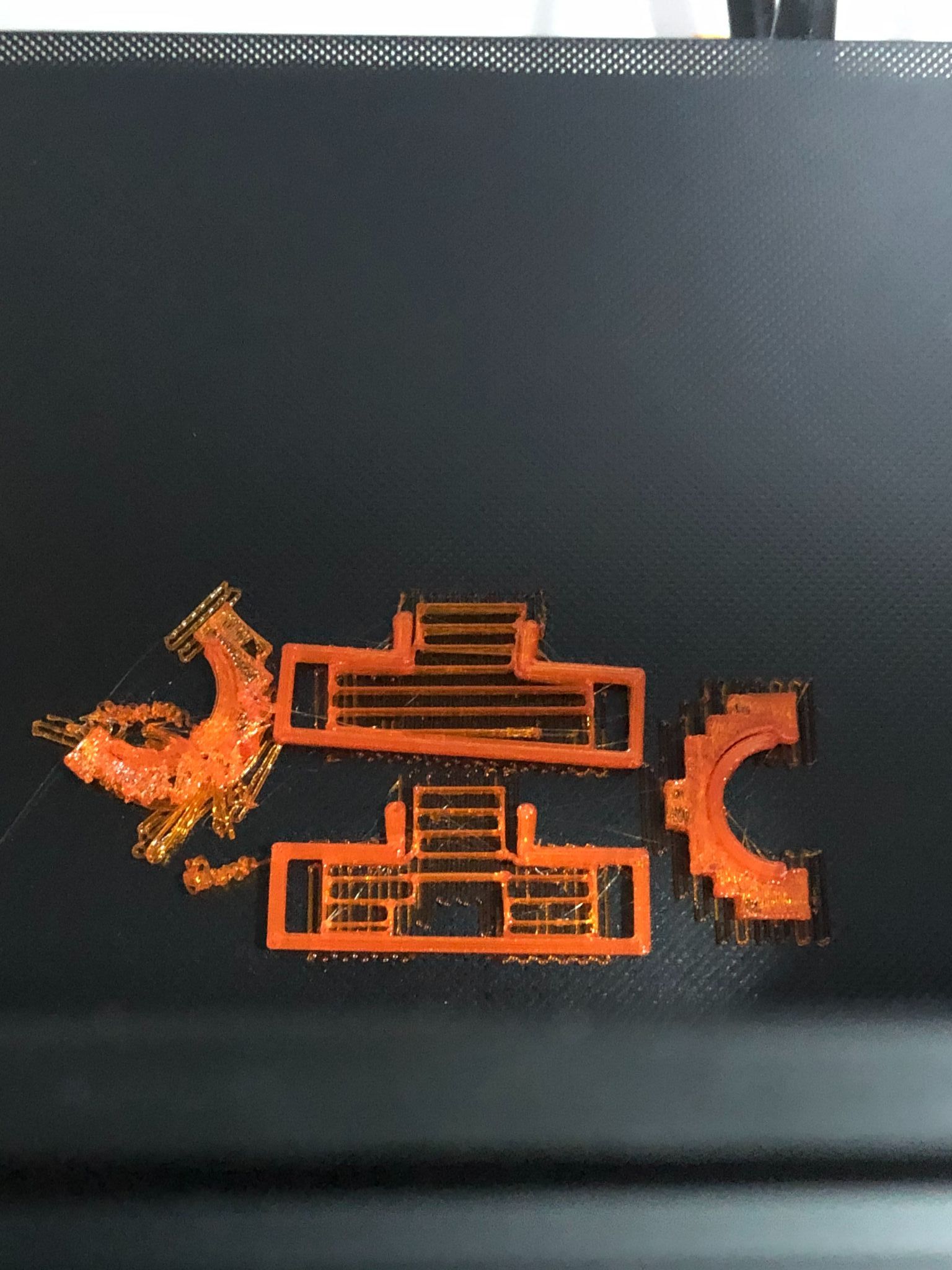
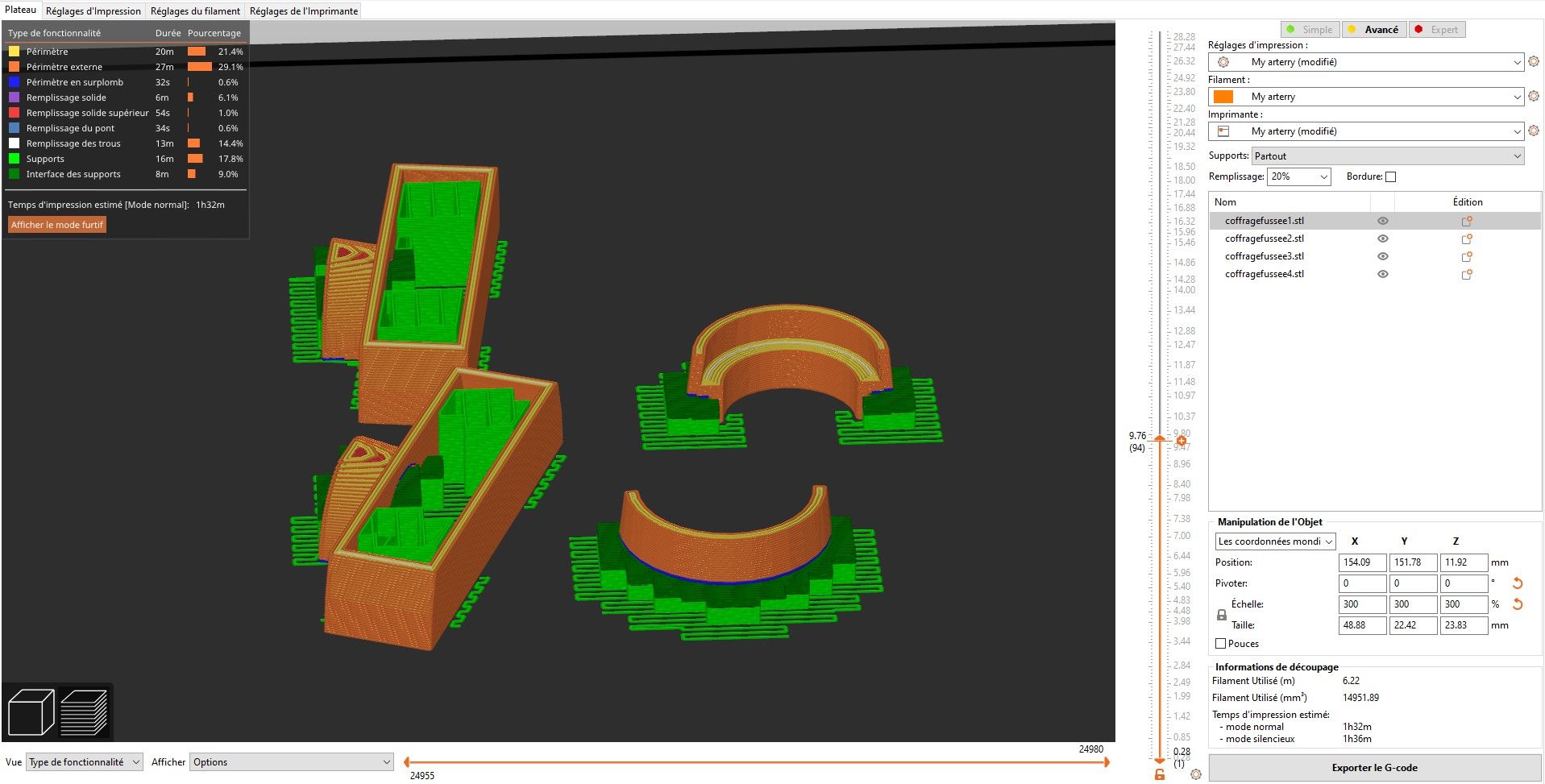
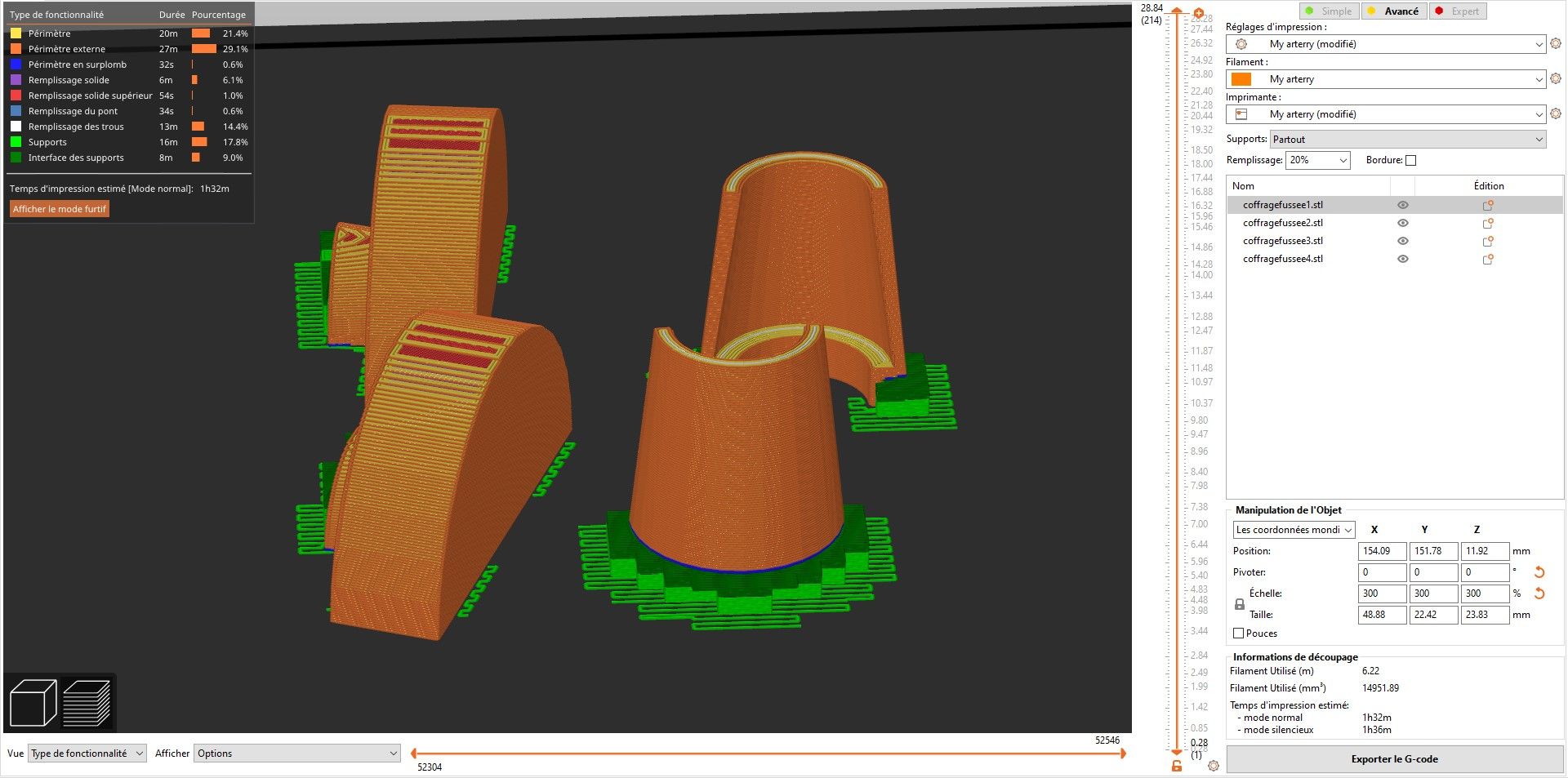
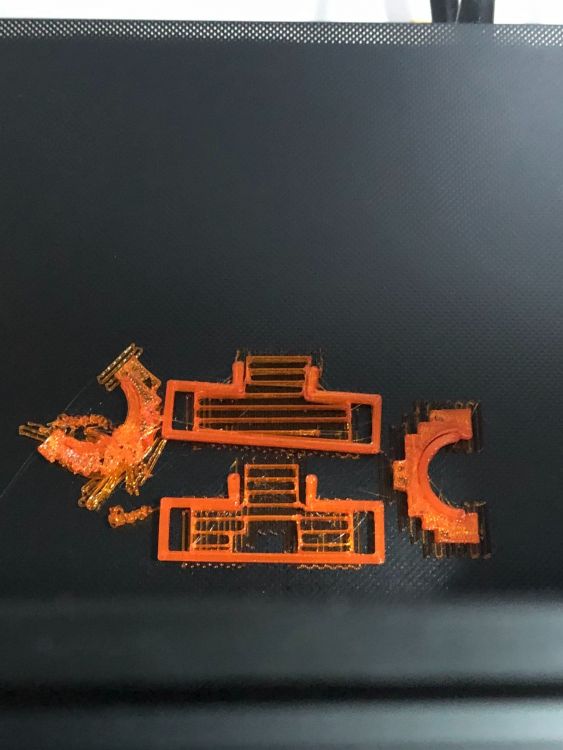
Bonjour, Alors plein de nouvelle, une journée folle haha. Alors, suite a la première impression positive. J'ai lancer, j'ai envoyer 2 impressions grands formats.. Donc la première avait du warping, les angles se levait donc pas de soucie. Je stop. Je rajoute une bordure plus le plateau a 50degres. Je travail sur mon g-code, je refais les niveaux a 5points. c'est ok. Mais, il s'est passer quelque chose de fou, je l'explique pas. En plus du warping, les bordure trop fine je pense. J'ai un bout de mon impressions qui a eu lidee de partir comme ca. Haha donc après 2h30 je stop, Je vous laisser voir les images. ( la partie c'est le bout en bas a droite qui doit ressembler a lui juste en dessus, je me demande comment c'est possible ) Pour le filament s'est bien celui que tu as envoyer.. Alors, je vais refaire mon coffrage, car je pense qu'il est pas top. Je vais m'inspirer de la video de PolyWorkshop " Du Scan 3D au tirage résine bronze en passant par l'impression 3D " Es-que vous pensez que j'ai juste eu de la mal chance ? Ou il y'a encore des choses a voir et vérifier ?
.thumb.jpg.e0e96b0185d05f12c72f2756d237ed17.jpg)
.thumb.jpg.8836d150776a86ff6b6cf81304f15d04.jpg)
.thumb.jpg.f05e5805dccc0bd0563ea5d3e43b19f3.jpg)
.thumb.jpg.cc9b6e16be16fb4aea633e5d8e4f91fb.jpg)
-
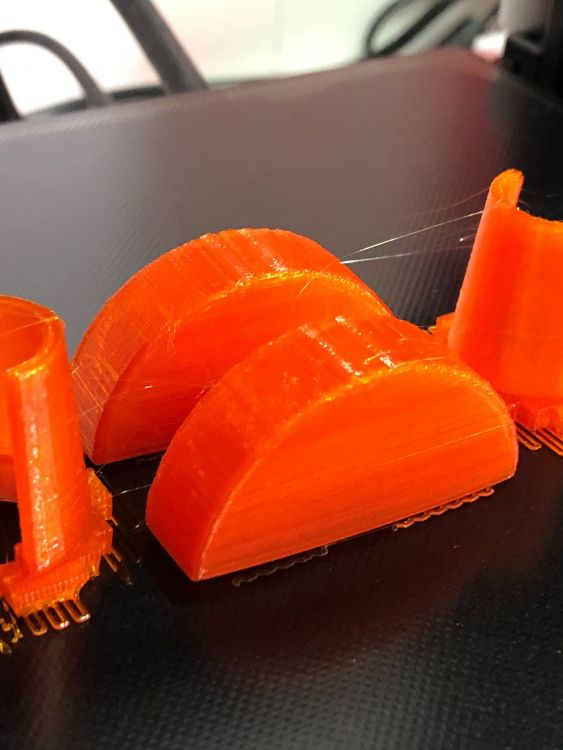
Bonsoir, j'ai réussie une impression complètes. Je ne sais pas si mes défauts, comme les petits bouts de filaments ou encore quelque trace a l'interieur des pieces mais top a l'extérieur sont normal ? Mais, chose sur, il y'a beaucoup moins de défaut. Donc de façon procédural. Je me suis informer sur mon profil dans pursa pour mon imprimantes + vos conseils donc, j'ai imprimer a 0.28 et la rétractation a 2.5mm ( je vais sans doute descendre ) Je pense que je peux encore améliorer mais pour le moment sa passe.. Suite, Je refais tout mes réglages, calibrage. Vérifier chaque élément. Il avait un mauvais calibrage du plateau. Le reste etait ok mais j'ai l'impression que dans l'impression 3d c'est les petits détails qui font la différence. Voici les résultats de l'impression.. Si quelque chose vous choque, car je pense pas que ca soit parfait. Apres, es-que vous aussi votre tft bug a la fin des impressions ? Je ne peu pas l'utiliser. Il faut que je reste appuyer longtemps dessus pour que ca active un menu ( bizarre ) . Demain, je fais le coffrage a taille réel, mais je vais attendre votre retour. Une bonne soirée ou journée selon la lecture du message

.thumb.jpg.186e096726d44c103f18f8f4401d43b0.jpg)
-
Normalement, j'ai suivie les étapes de plusieurs tuto sur un peu tout les sujets, j'ai regarder un peu tout.. Je vais réessayer ce soir en rentrant du travail de refaire un reset de tout, reprendre du 0, voir si j'ai rien oublier car en la montant la première fois, je savais pas ou j'allais
-
J'utilise le PLA Premium de chez artillery directement, peut être que ca expliquerait quelque petit défaut. Si mon bed est mal calibrer..
-
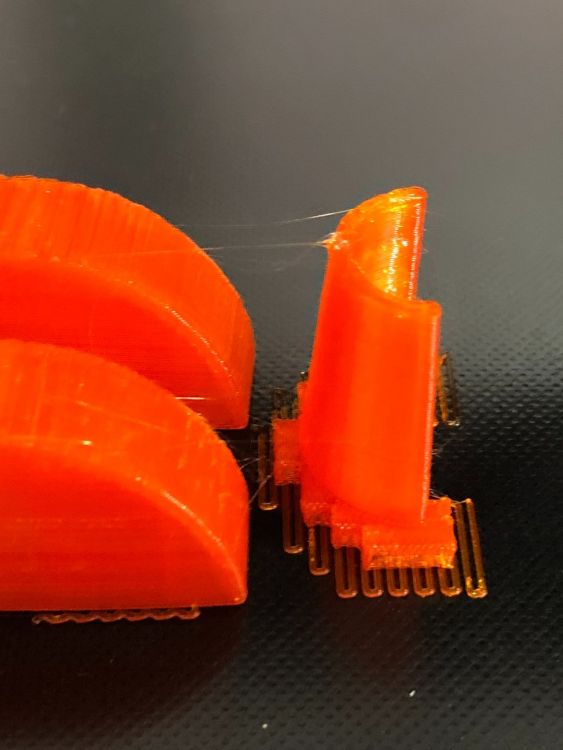
Apres 3 impressions, j'ai une erreur récurrente. Genius imprime un peu dans le vide les 5 premières secondes, puis apres, ca fait quelque chose de pas propre, comme une petit bull ou une impressions bien plus épaisse. Créant ce que l'on voit a gauche, le reste s'imprime bien, j'ai l'impression.. Merci de ta reponse

-
Je vais essayer, avec ces réglages.. Je vous es donner mes paramètres, si vous voyez quelque chose de choquant ?
-
C'est bien moche haha, Du coup, buse a 210 Plateau 40 Apres la buse, je pensais que je pouvais utiliser son diamètre. Mais je vais faire des tests en 0.28. elle fait 0.4.. Merci de ta réponse
-
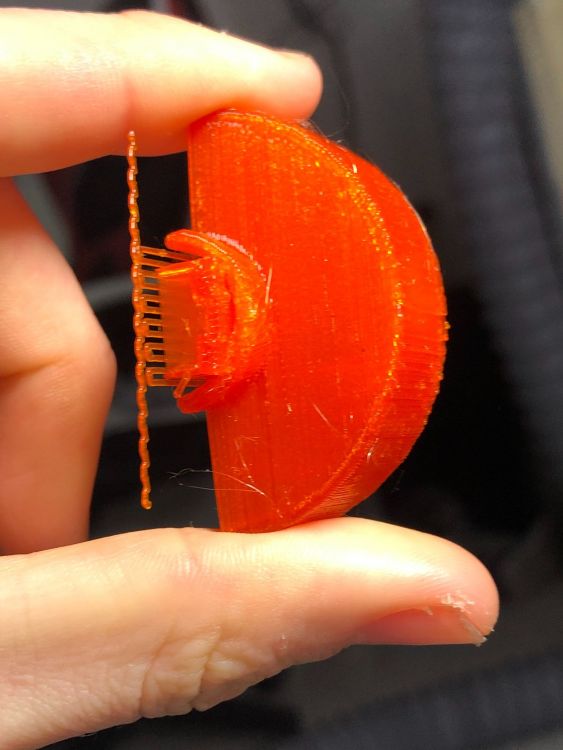
Je vais faire un test miniature de mes pièces en 0.28.. Je me demander si c'était pas aussi du a la rétractation trop faible ou un mauvais calibrage.. Du coup, tu as une idée si on peut imprimer une face dans le vide si il y'a des petits supports ?













.jpg.96b5b38624af5cd658d0c1a7513199e0.jpg)
.jpg.fe3b5ac4d1dd4db1a0abeed7a4387c93.jpg)
.jpg.84bfaad8399970346518759b96b794d3.jpg)
.jpg.4cd4f8d2c0deb57372f1dd7c3d1c997a.jpg)
.jpg.d8d6505d152f6fc60c9bd8d46f8a7dad.jpg)

.jpg.dc7339c011854edf8089716c920caef1.jpg)