Oneil
-
Compteur de contenus
58 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Oneil
-
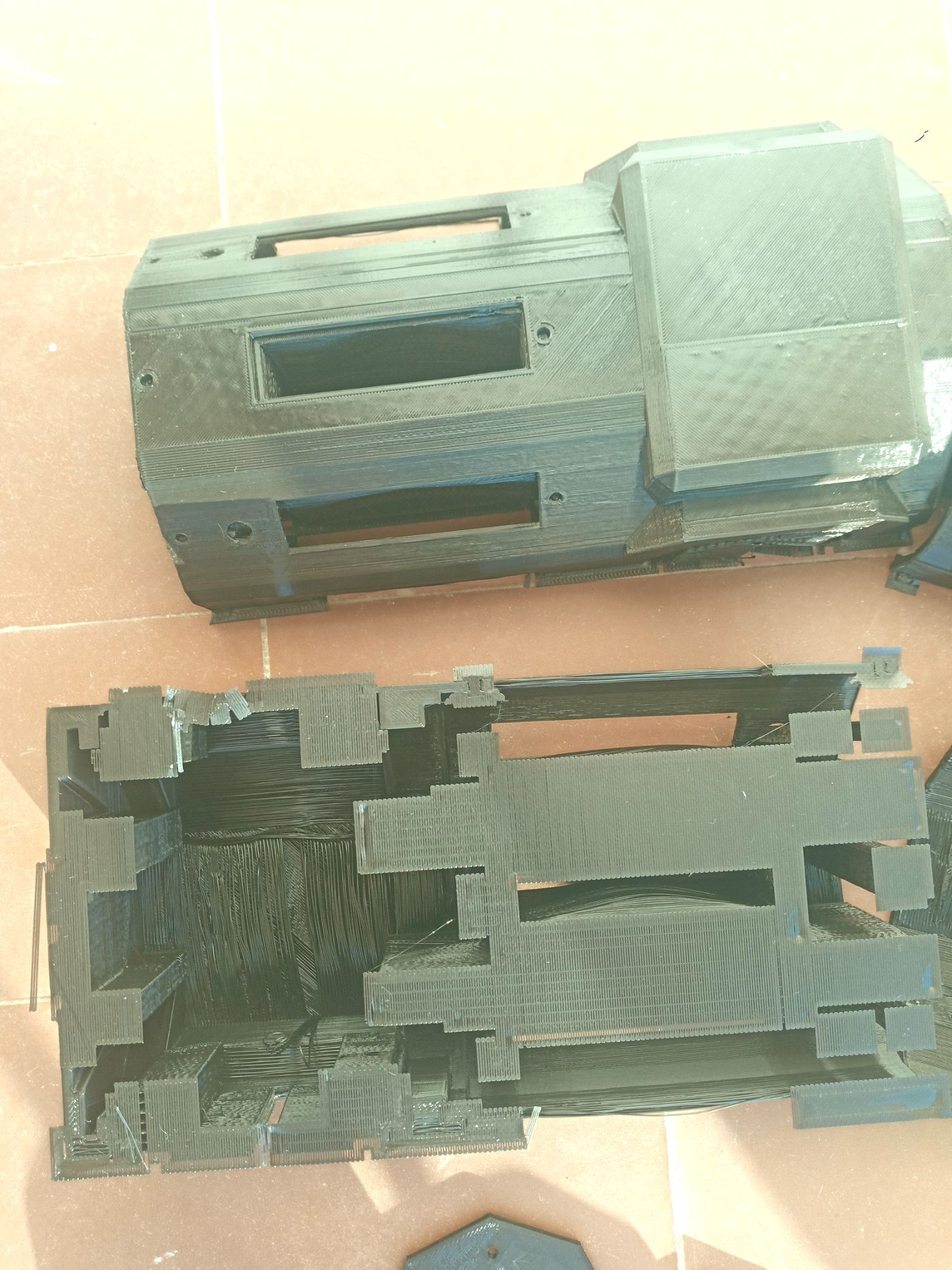
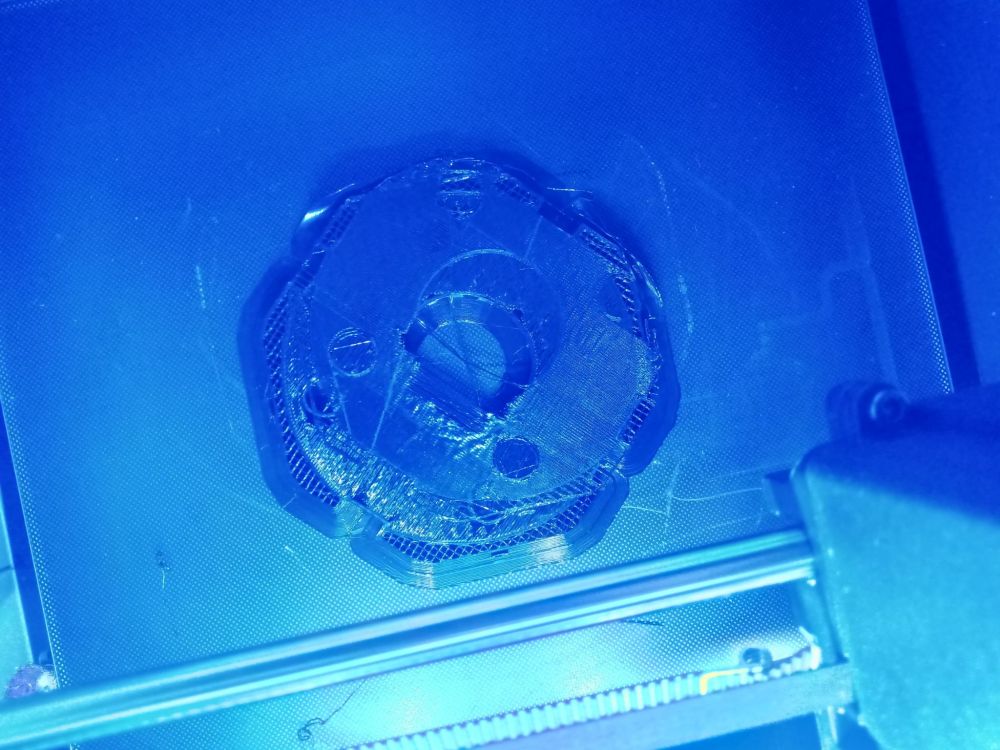
bonjour un retour sur les prints. SLicer = PRUSA + reglages IRONBLUE + T° 215+ buse 0.5 ( je n'avais plus de 0.4) les impressions se sont bien passées. (photos pieces) sur la pieces blanche , j'ai meme eu le droit à un changement de filament ( fin de bobine) qui a bien marché. Un constat sur les supports. (photo support et support 2 ) les supports vous paraissent ils corrects ( reglages) ? j'ai de grosses difficultés à les enlevés ! votre avis ? , methodes eventuelles ?



-
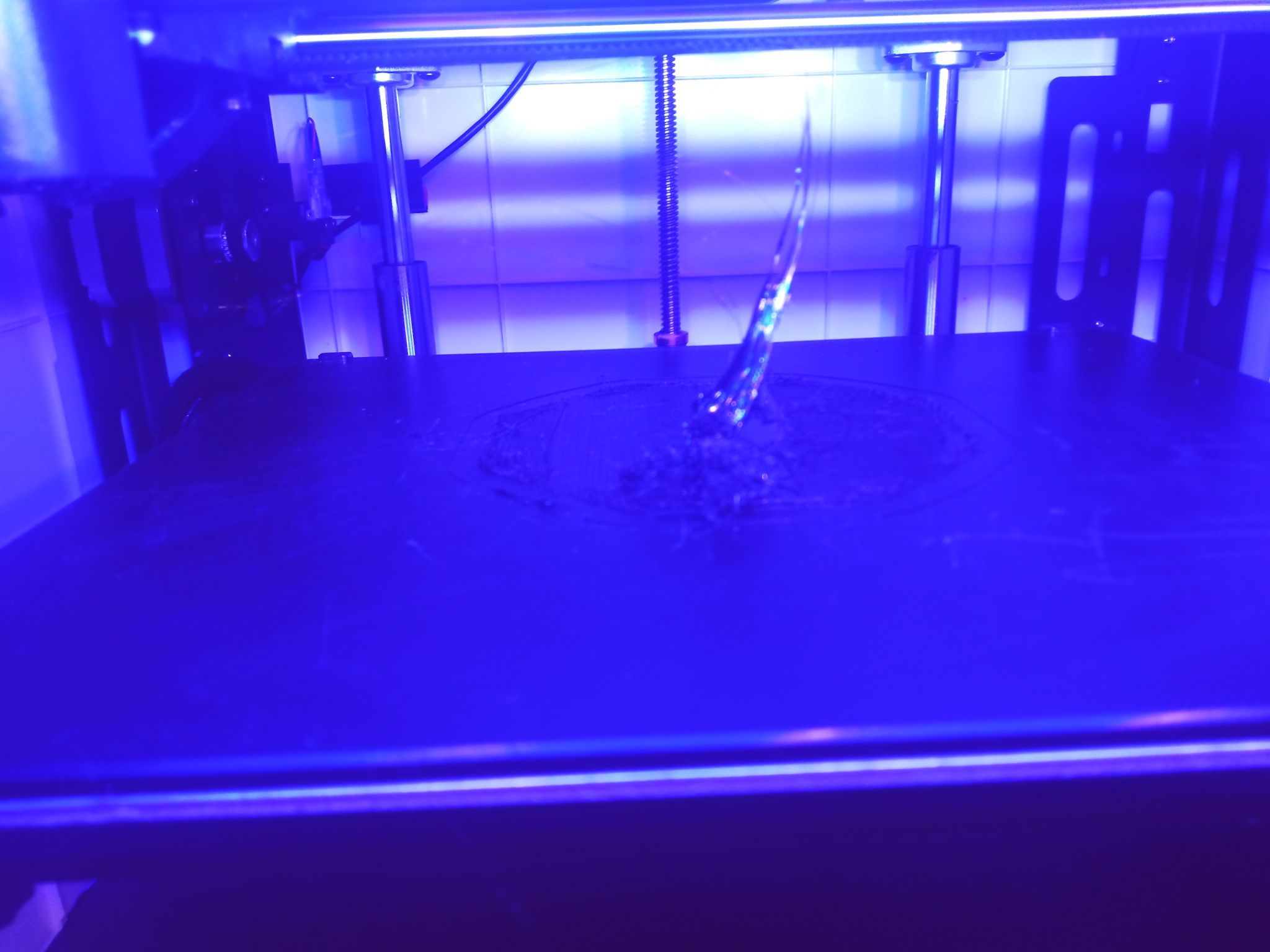
bonjour ironblue Popur le print plus gros , encore rate ,sur ma bobine de 3kg , en cour de print le filament s'est coince dans la bobine en cours de deroulage . c'est pas la premier fois que cela arrive. sinon l'impression est bien partie. merci pour l'info des pieces , j'ai commandé un plateau chauffant. Pour les tete j'en ai 2 de reserve. Par contre les buses , j'ai trouvé ca. https://fr.aliexpress.com/item/32835656952.html?spm=a2g0o.productlist.0.0.12ac3198ugutjx&algo_pvid=0c301514-db95-417a-a194-c33249c3f4cf&algo_exp_id=0c301514-db95-417a-a194-c33249c3f4cf-6 ps: j'ai toujours des doutes avec les references pour mega pro V1.0 tu penses que ces les bonnes. ? merci
-
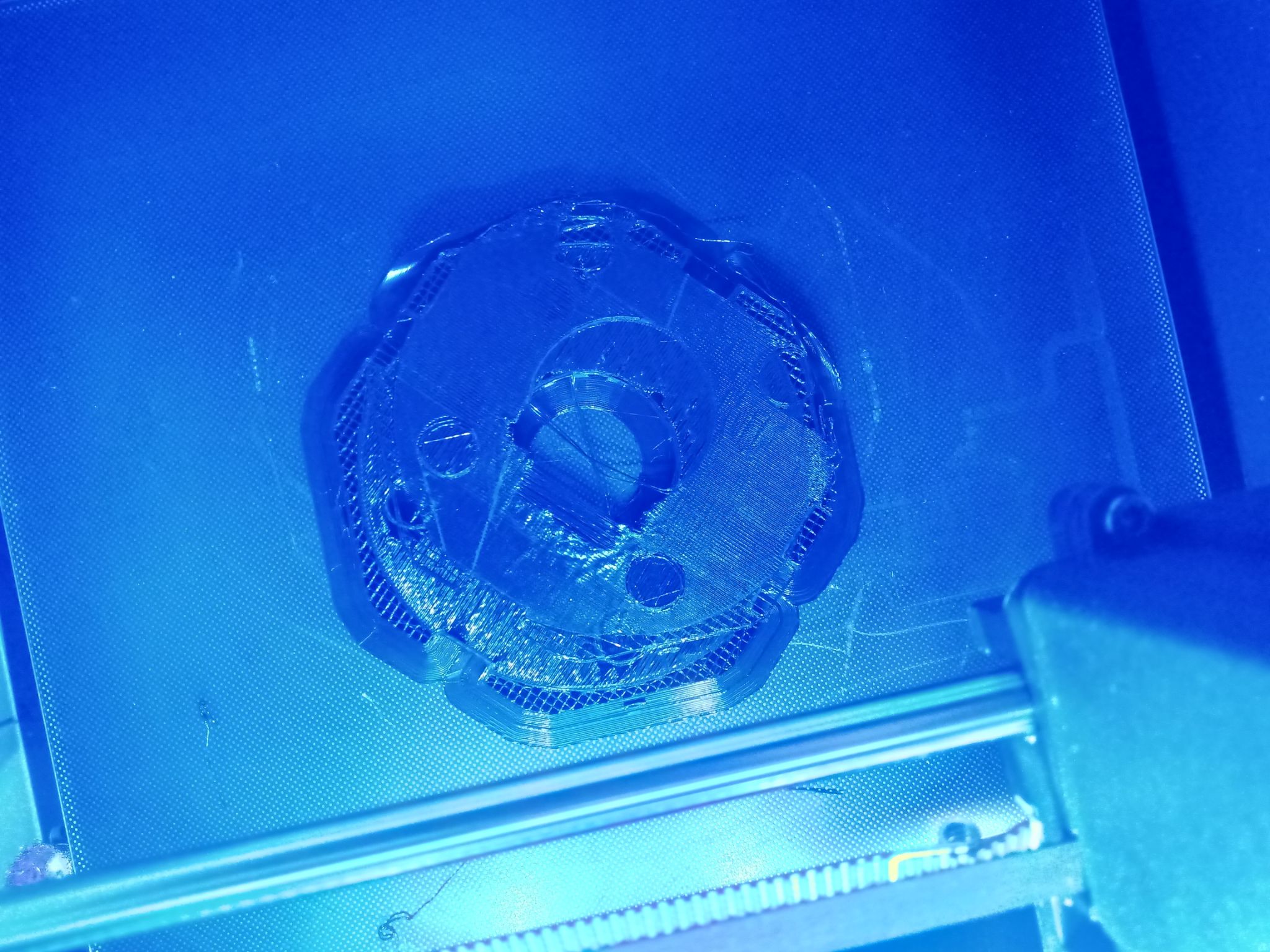
bonsoir tu aurais le mien sur ali ? Mon print vient de se finir . t° 2015 + slicer pursa . c'est nickel je tente un print plus gros .
-
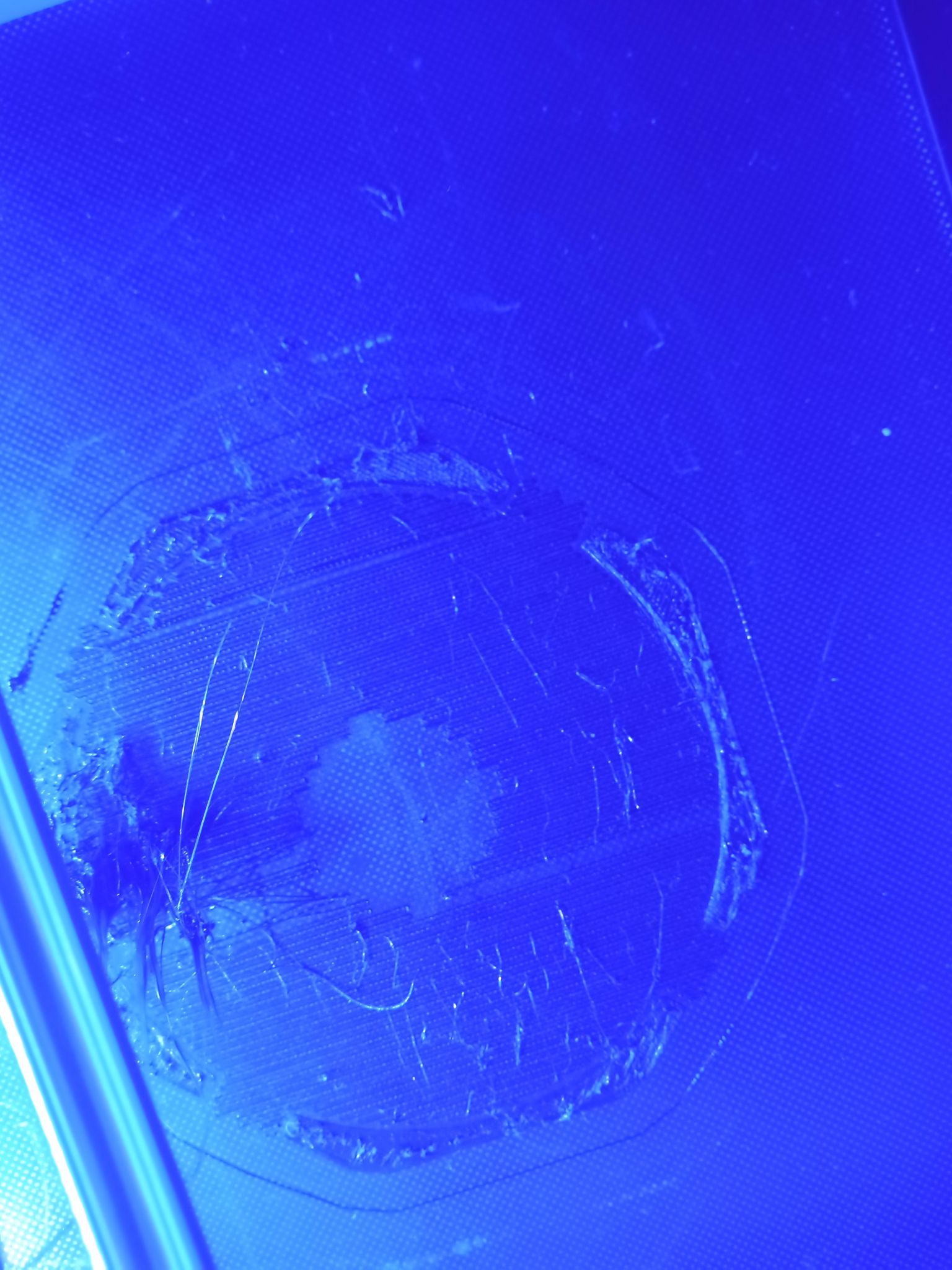
bonsoir oui , buse bouchée exact. j'ai changé la buse , nouvelle essai idem buse bouchée . vu que j'ai changé de de filament, je pense à un probleme de Temperature . je suis passé 200 à 215 , nouvel essai en cours. Ps pour les buses , lesquelles pouvez vous me conseiller ? et chez qui ? oneil
-
bonjour voila , malgré plusieurs jours de vacances , c'est pas mieux . j'ai arrete l'impression en cours . fichier en Pjonction ci dessous ( post du 12 mai) les photos sont pas terribles.
-
bonjour à tous . Apres quelques deplacements professionnels et quelques vacances , je suis de retour . Je teste les Gcode , je vous tiens informés. oneil
-
bonjour je vais changer de slicker, je vais recuperer PRUSA V2.31. iron blue ,tu aurais tu peux me transmettre ton profil de PRUSA pour la 4maxpro v1.0 . merci
-
bonjour merci de vos retours . Des mon retour de ce week , je regarde ca. PPAC , tu as raison pour les fichiers avec une version., c'est plus lisible.
-
bonjour ironblue merci pour ce retour rapide . Pour la piece Pjonction , ce n'est pas la derniere version. il y a eu des modifications entre la version dans le post et la derniere . Je mets en pj les dernieres versions de l'ensemble des pieces que je dois imprimer. A propos de cura , je trouve qu'il a des reactions bizarres, perso je l'ai jamais trop utiliser. pour Prusa , je suis preneur du decoupage des pieces en PJ. Merci capuchon drapeau 1.STL coque drapeau part 1.STL coque drapeau part 2.STL diffuseur coque.STL fixation coque.STL jonction.STL
-
bonjour ironblue je les ai deja mises dans ce post, elles sont dans les echanges ci dessus. les 2 grosses pieces , le stl correspondant a été zipper a cause de la taille. pour la vitesse , celle par defaut dans cura 4.8. j 'utilise les paramétres par defaut de CURA. je suis preneur du decoupage , cela permettra d'enlever une hypothese les sources du declage
-
bonjour PPAC Merci du rappel pour les regles du forum . sans excuse de ma part , mais cette séquence est du un croisement de posts. il vrai que je suis pas tres habile avec la manipulation des differents menus d’édition. Mais on apprend. Pour répondre sur le wrapping, la photo est pas terrible , mais non, la jupe dans option de CURA ,permet une bonne fixation. A cette heure aucun wrapping sur toutes mes pièces. j'ai relancé l'impression sans le tendeur , la pièce est sortie exploitable avec un léger decalage à 1 centimètre de haut, a peu prêt à la même hauteur que le précédent décalage . ( photo en pj)

-
bonsoir , helas de retour un peu vite . apres avoir rajouter le tendeur sur l'axe des x (en bas droite). j'ai lancé une piece qui passer avant le rajout du tendeur. la comme vous pouvez le voir , a environ 1H j'ai eu le superbe decalage . j'etais dans la piece pas de bruit suspect entendu.
-
je vais commencer par le tendeur sur l'axe de X.
-
oui PPAC, je fais attention lors de la pulverisation en utilsation un chiffon
-
bonjour PPAC pour le lubrifiant , j'utilise de la graisse blanche au lithium en aerosol de la marque 3 en 1. cordialement
-
D'apres la photo, tu as raison sur le fait que c'est l'axe de X qui est concerné , mais la j'ai rien vue sur l'imprimante . , la courroie des x chez moi, a toujours bien etait tendue . c'est les 2 courroies des Y ( deplacement de l'avant vers l'arriere) qui me poser probleme ,surtout celle de droite ( quand on face à l'imprimante) qui etait detendue.
-
Ironblue, tu me dis que l'axe des X qui serait fautif ( on ext d'accord que c'est la courroie qui deplace la tete d'impression de gauche a droite)
-
bonjour Concernant le tendeur il faut le poser au plus pres de de la partie fixe de la piece qui a bougée ? ( d'apres la photo) la courroie fait une une boucle via les roue dentées , le tendeur, doit il se mettre sur la haute ou la parie basse de la courroie ? je sais pas si je suis clair !
-
bonjour merci pour tes reponses IRONBLUE pour le tendeur , je vois que c'est sur la courroie de la tete (axe X) que tu as mis le tendeur . Pour moi c'est l'axe Y ou les 2 courroies doivent etre , peut etre, un peu corrige!
-
Anycubic 4max pro V1.0 dans cura 4.8 , le reglage de base pour anycubic 4maxpro v1.0 n'est pas bon pour la taille du plateau bonjour Au debut de ce post, le decalage arrivait sur n'importe quelles pieces de grande hauteur ( voir cylindre blanc ci dessus.)et n'importe tout ( courroie detendue). puis apres avoir suivi vos conseils ( tension courroie,carte SD,..),j'ai pu imprime quelques pieces de petites hauteurs. Constat les pieces moins hautes passent sans probleme. je vous mets l'ensemble des pieces. ( les pieces ont ete crées sous solidework). slicker cura 4.8. reglages d'origine mise à part la taille plateau (270*205*205 données constructeur de la doc) celles qui commence par P , j'ai eu aucun probleme. contrairement à celles commencant par G , ou seule la piece G A4 coque drapeau part2 est passée sans probleme ( apres 3 essais car j'avais un filament pourri qui cassé). il est vrai que le decalage se fait sur le bas de la piece pour les pieces commencant par G ........ il y a 2 zip car taille fichier trop importante. Ps: quand une impression se termine , en etant face à l'imprimante, la tete se parque dans le coin en haut à gauche avec un leger bruit de fin de course (du type je orce je peux pas aller plus loin). Dans ce coin aucun contact de ENdStop. merci de votre analyse Pcapuchon blaster 2.0.STL Pcapuchon drapeau 1(couleur de base).STL Pfixation coque(couleur au choix).STL Pjonction(couleur au choix).stl Gdiffuseur coque.STL G A4_coque drapeau part 2(couleur de base).rar GA4_coque drapeau part 1(couleur de base).rar
-
bonsoir à tous et toutes. merci pour ce diaporama DGEG09. Apres 2 pieces imprimées correctement, j'ai eu un decalage . les courroies sont tendues . j'imprime avec le lecteur de carte SD de l'imprimante. j'ai lubrifie les axes metalliques. Bref a part le slicer , actuellement cura4.8 , je comprends pas . ps: surtout j'en ai 20 à imprimer à raisonde 1J et 22heures.


-
bonjour ironblue Pas d'urgence, des que tu peux. cordialement
-
bonjour ironblue COmme debutant , je suis un peu perdu dans les differents reglages des parametres dans slicer comme CURA. je suis preneur pour tes profils de cura pour le filament PETG et souple. Concernant le filament souple, il n'y a un reglage à modifier sur la pression de la traction sur le filament ?
-
Bonjour Quelqu'un a 't'il deja essayé d'imprimer du filament souple et PETG. Pour le souple ne faut il pas toucher à la tete d'impression sur la traction du filament ?
-
bonjour merci ironblue, oui , je suis preneur. j'utilse cura avec la 4maxpro . avec mon ancienne I3, j'utilisais Simplify3D,complexe a mon gout mais plus fiable, par ocntre payant !