-JFK-
-
Compteur de contenus
32 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par -JFK-
-
Sunlu s8 Marlin 2.0 Cura
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
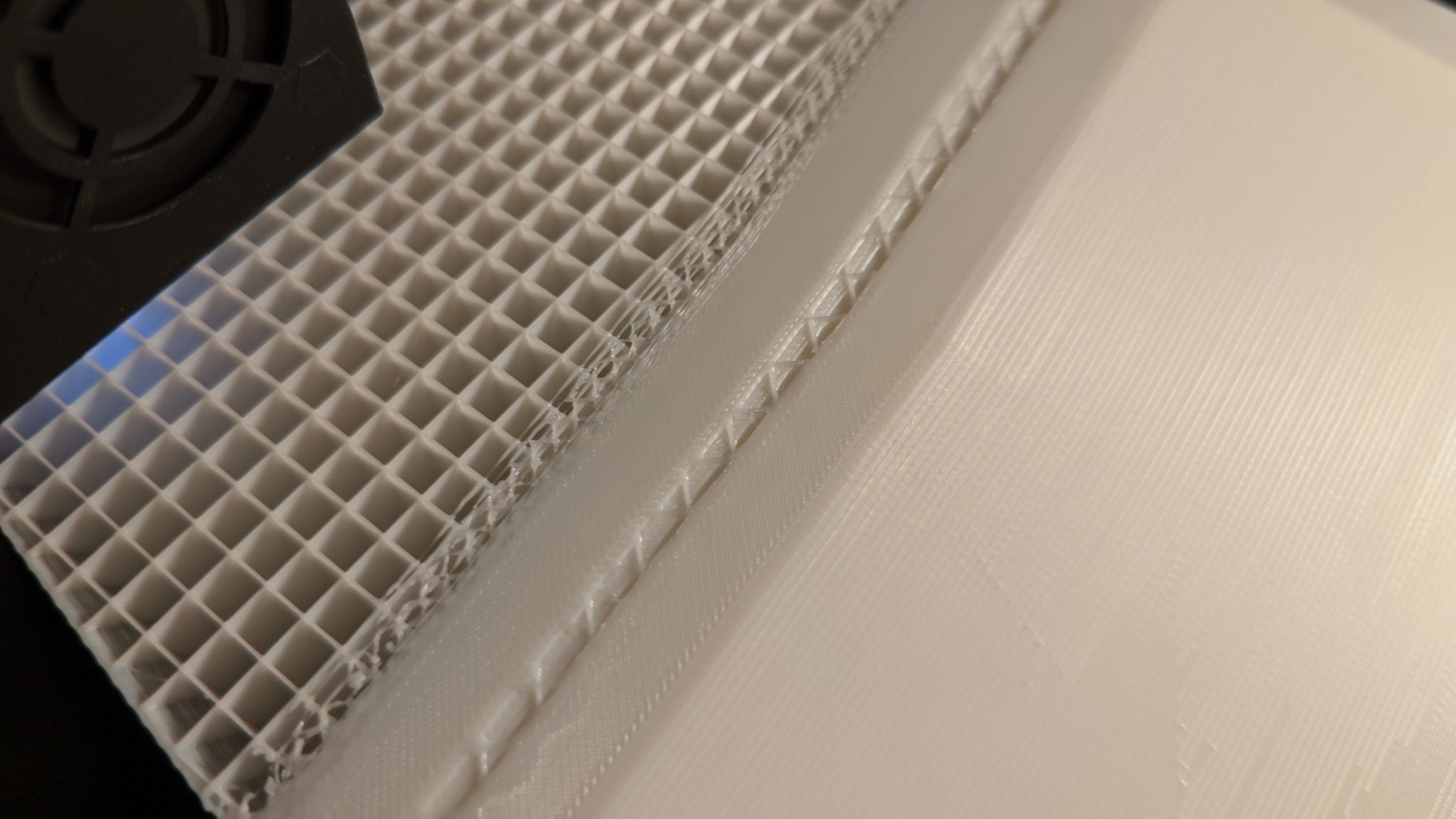
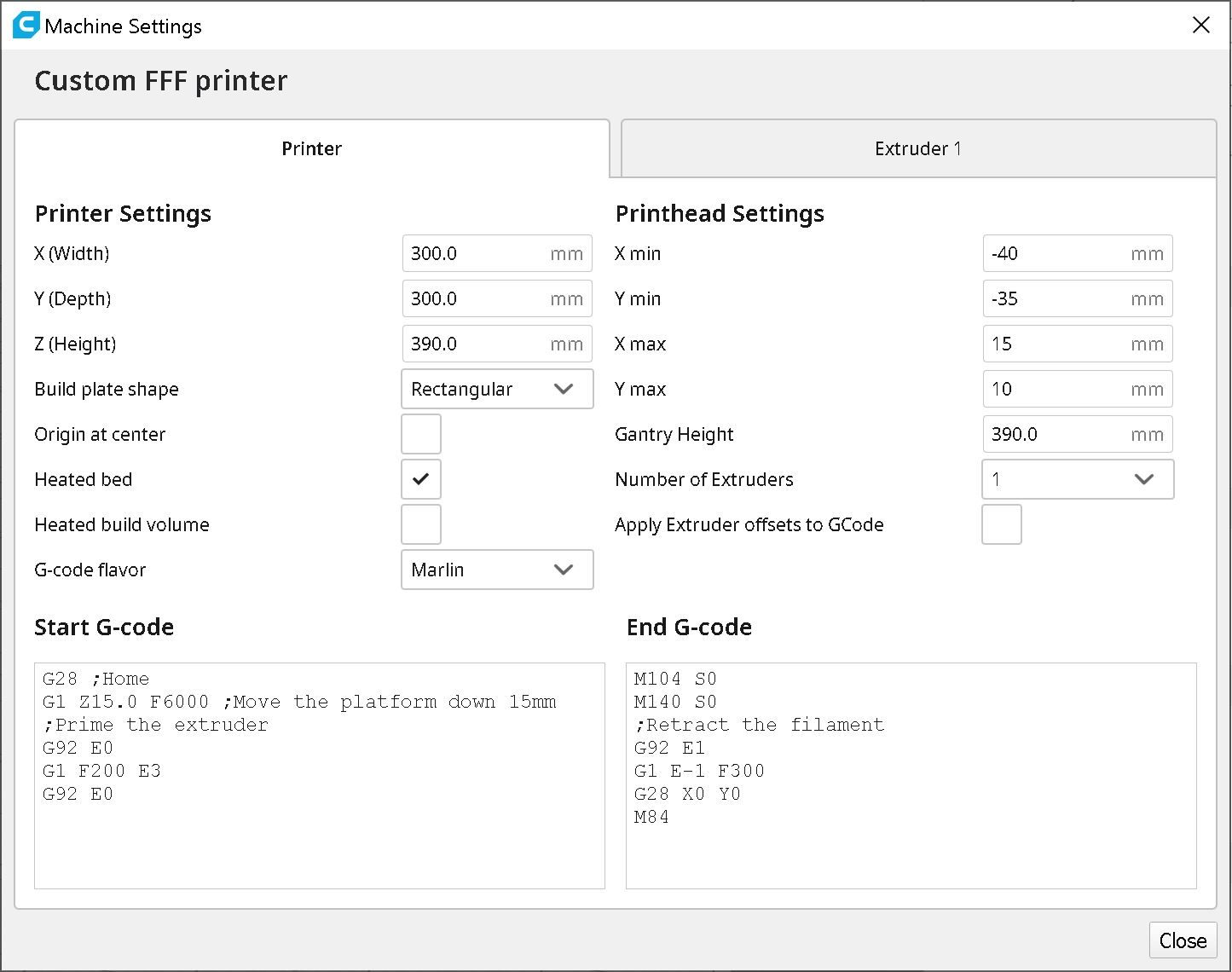
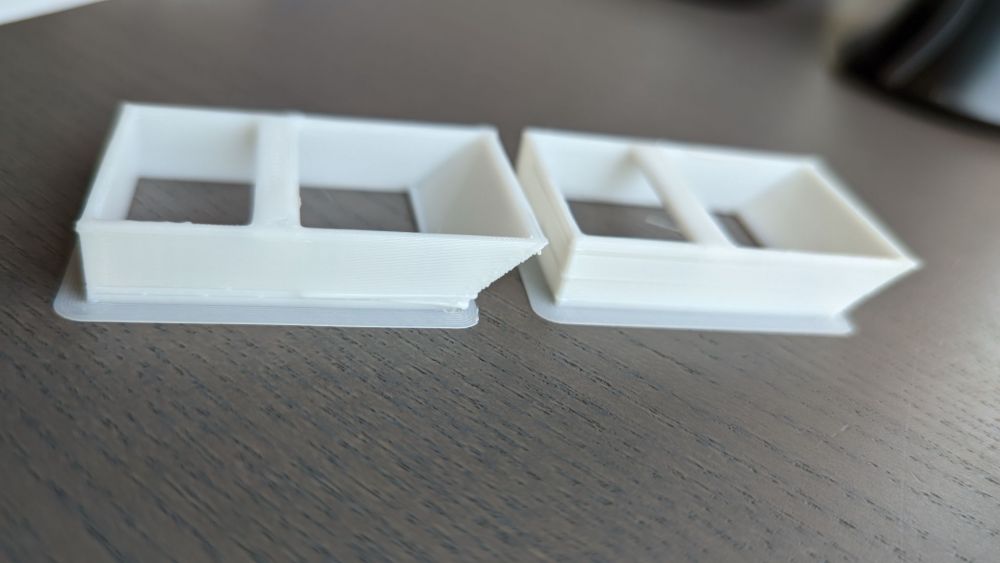
Salut PPAC, J'ai pas mal bossé sur ce souci de Linear Advance, option qui d'un point de vue théorique, me plait beaucoup. Tu avais visé juste en incriminant le Linear Advance en voyant mes photos, mais ce n'ai apparemment pas "lui" le soucis. Cette option faisant varier la pression dans la buse en fonction du trajet à parcourir, parfois en fin de trajet, il "retract" un peu. Et c'est bien ça le soucis, car associé à une rétraction fixe (5mm dans mes cas précédents), parfois le filament est trop rétracté et a le temps de refroidir dans le heatbreak, ce qui fait qu'il "colle" légèrement avant de pouvoir repartir, bref, le mouvement n'est pas homogène. Et c'est bien ça le souci. En PJ, mon dernier Benchy qui vient confirmer mon ressenti. Feedrate : 50mm/s Combing : Within Infill S-Curve enabled Linear Advance : 0.6 Retraction : 2mm - 50mm/s Il est presque PARFAIT sans avoir à nettoyer quoi que ce soit !!! Merci encore pour tes conseils !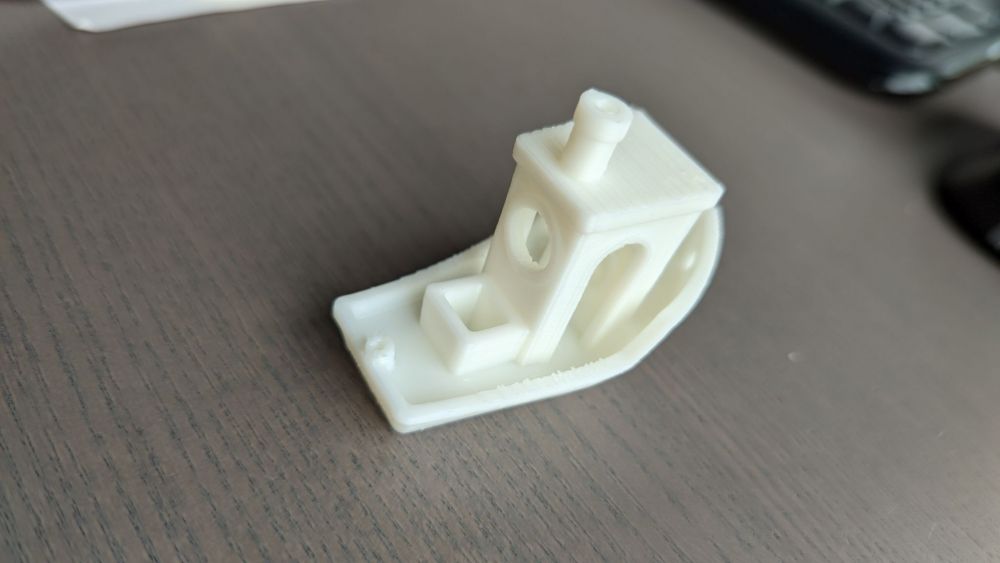



-
Sunlu s8 Marlin 2.0 Cura
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Génial, je vas tester ! Je te tiens au jus. Edit : J'ai la même chose. Je ne sais plus par où commencer... Souflage-1.gcode Je viens de lancer une impression avec un tranchage fait par Pusa Slicer dans les mêmes conditions que Cura Mais je ne le connais pas bien, j'espère l'avoir correctement paramétré. Ca me permettra de voir si ce souci apparait encore. Tranché avec Slicer, c'est nikel. Je ne pensais pas qu'un trancheur pouvait apporter de tel défaut. Que conseilles-tu comme Trancheur ? Je testerai bien Simplify 3D, s'il faut payer pour un bon soft, je payerai. Merci !
-
Sunlu s8 Marlin 2.0 Cura
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
C'est toujours dans la même zone... Souflage.3mf Souflage.gcode Le profile Cura et le Gcode

-
Sunlu s8 Marlin 2.0 Cura
-JFK- a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Auriez vous une idée pour me sortir de ce souci ? Je ne sais plus quoi faire. Par où commencer quand vous voyez ça ? Merci pour votre aide.

-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Salut PPAC, Tu avais raison, c'est bien le linear advance qui foutait la mer... Je l'ai désactivé dans le firmware. J'ai aussi pris une SKR 1.4 Turbo pour changer la carte mère. Je vais finir par trouver une solution stable ! Merci pour ton aide. -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Après plusieurs tests, je me rend compte que le manque d'extrusion est aléatoire. Voir même parfois, accompagné d'une sur-extrusion... J'ai remarqué que ce manque d'extrusion a généralement lieu en début de ligne. Je ne sais plus où agir, vous procéderiez comment vous ? Merci. CCR10_Test1.gcode

-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Salut les gars, Une idée de ce qui pourrait générer ce manque de matière ? Vérifié sous Cura, aucune différence de vitesse, d'épaisseur... par rapport aux lignes précédentes et suivantes. Cela devrait être homogène. Merci.

-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
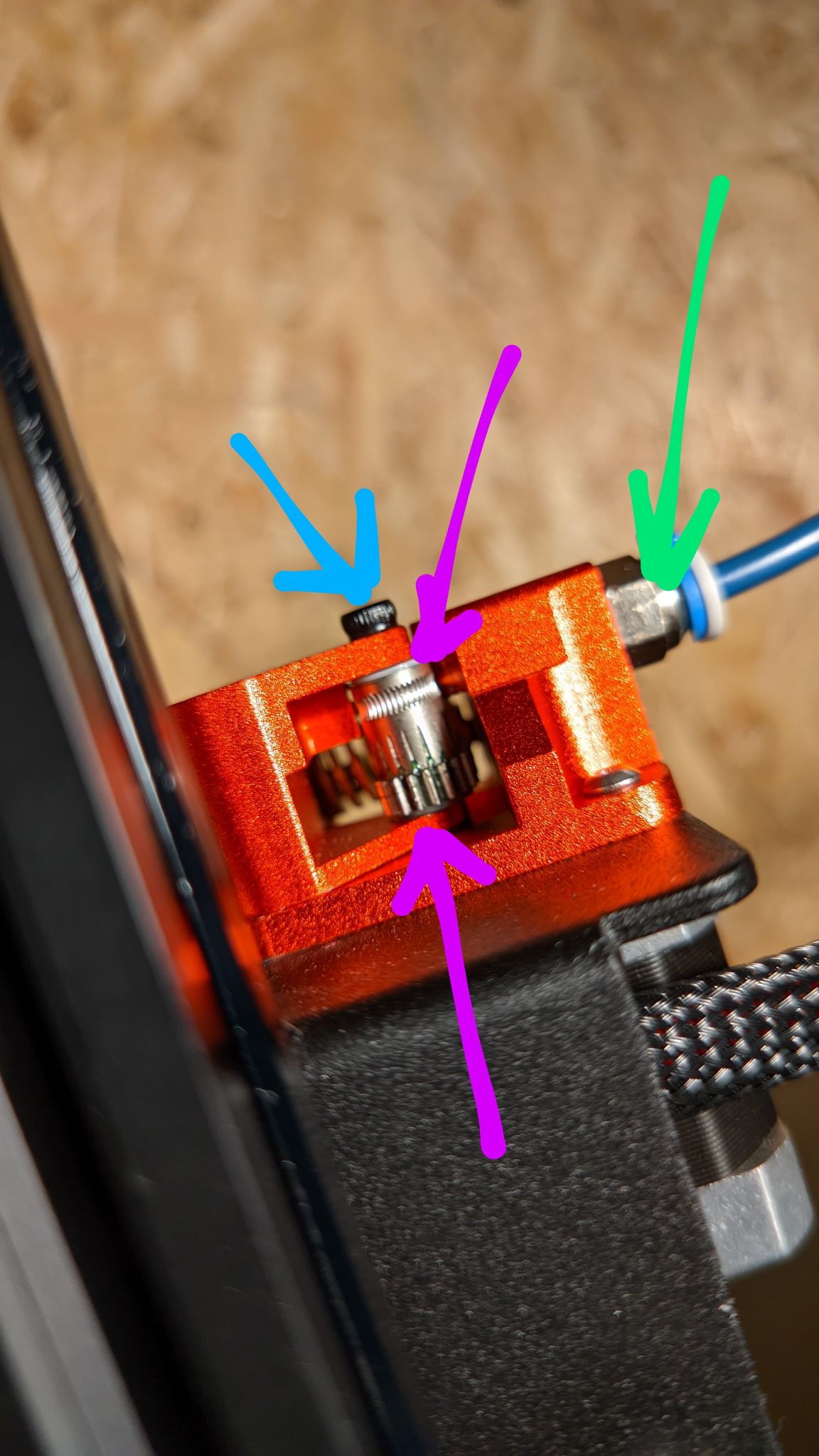
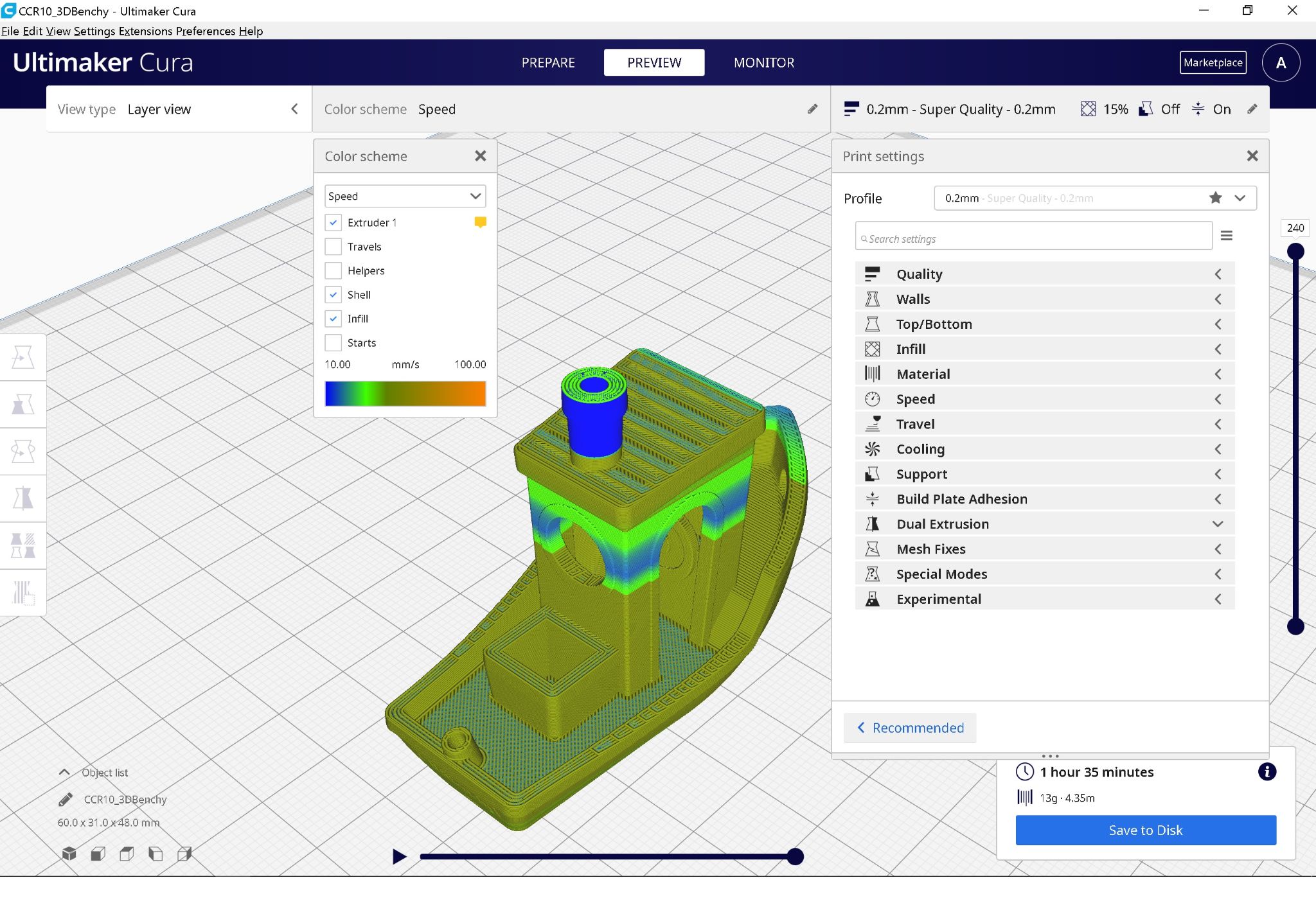
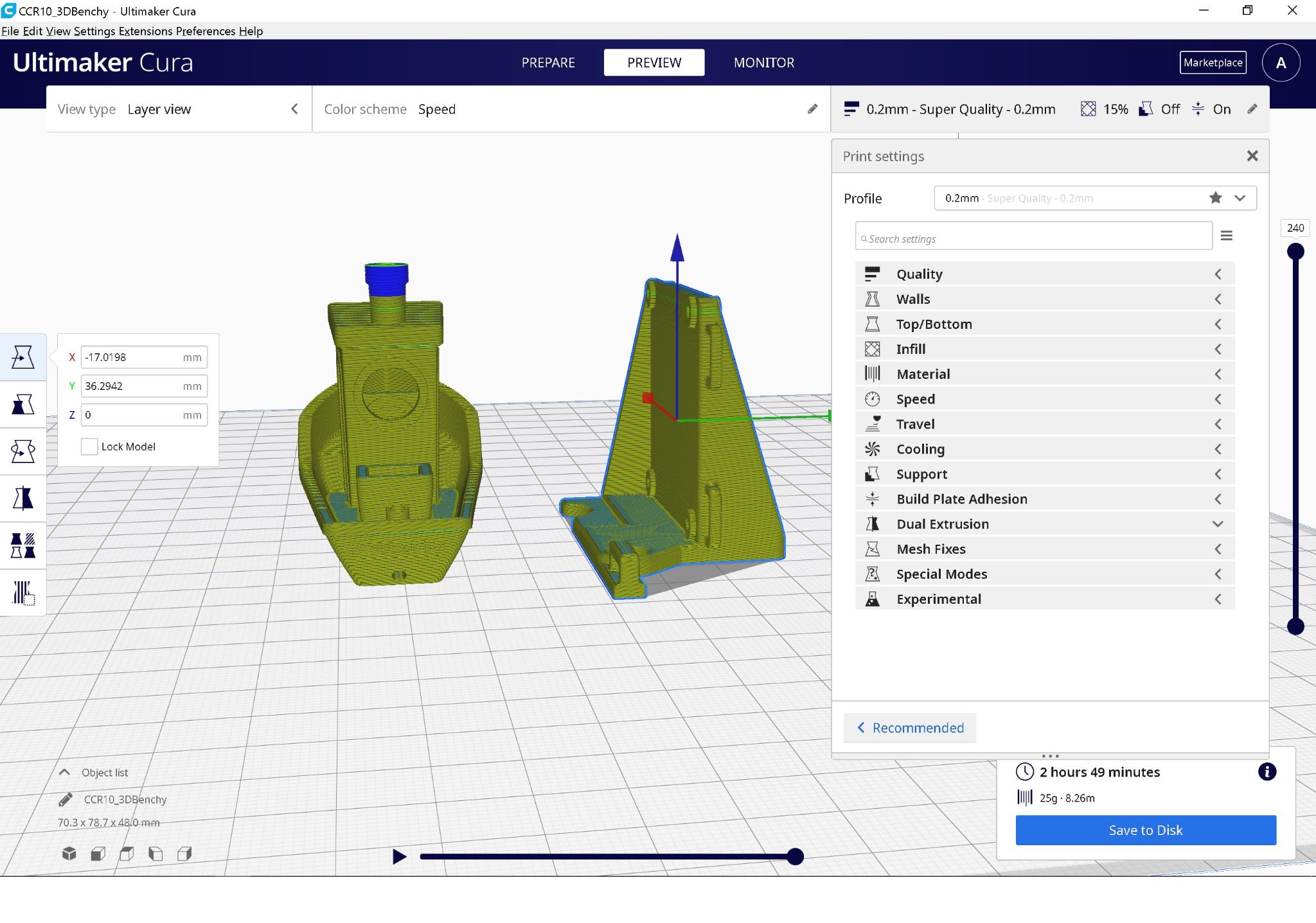
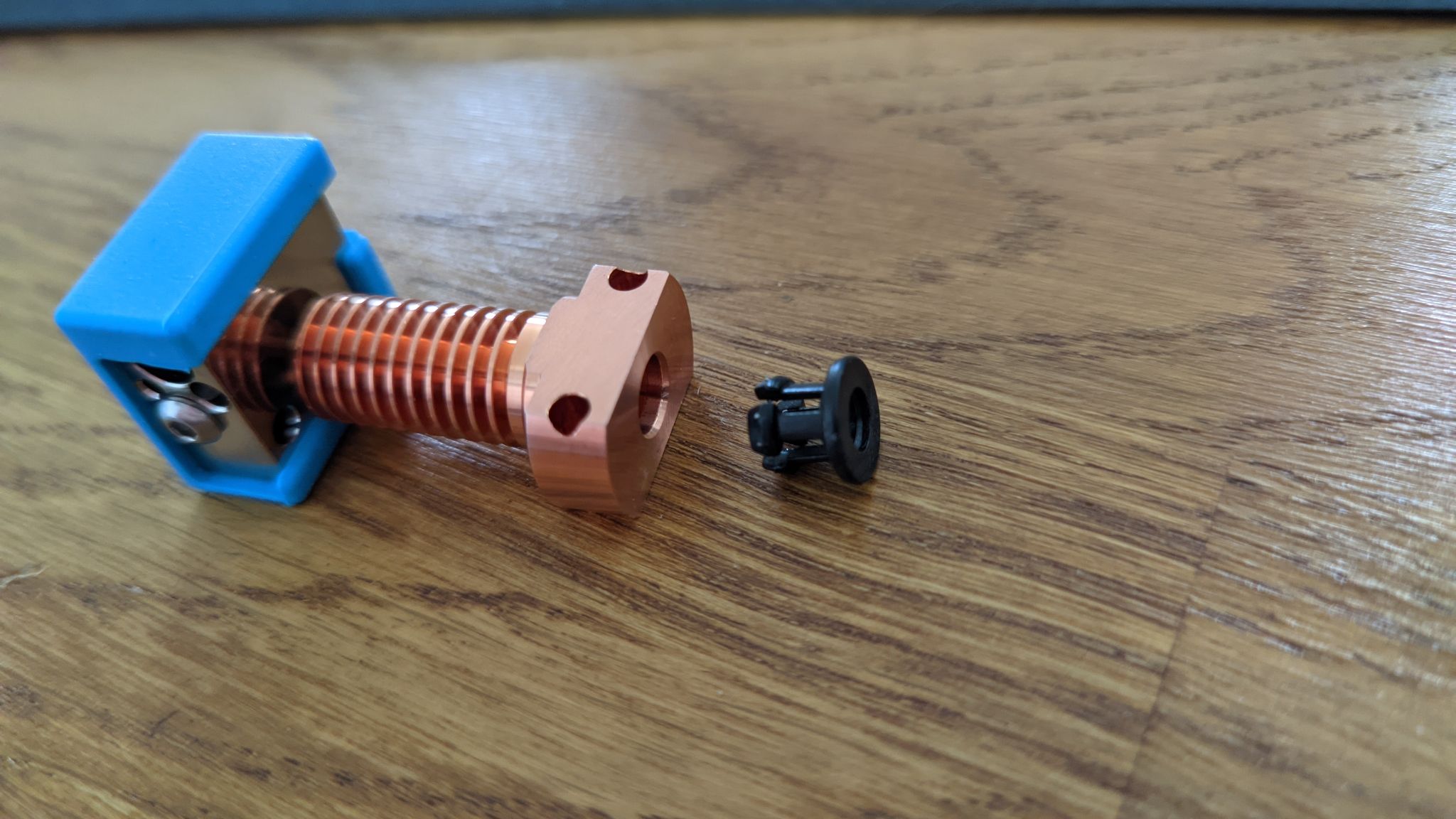
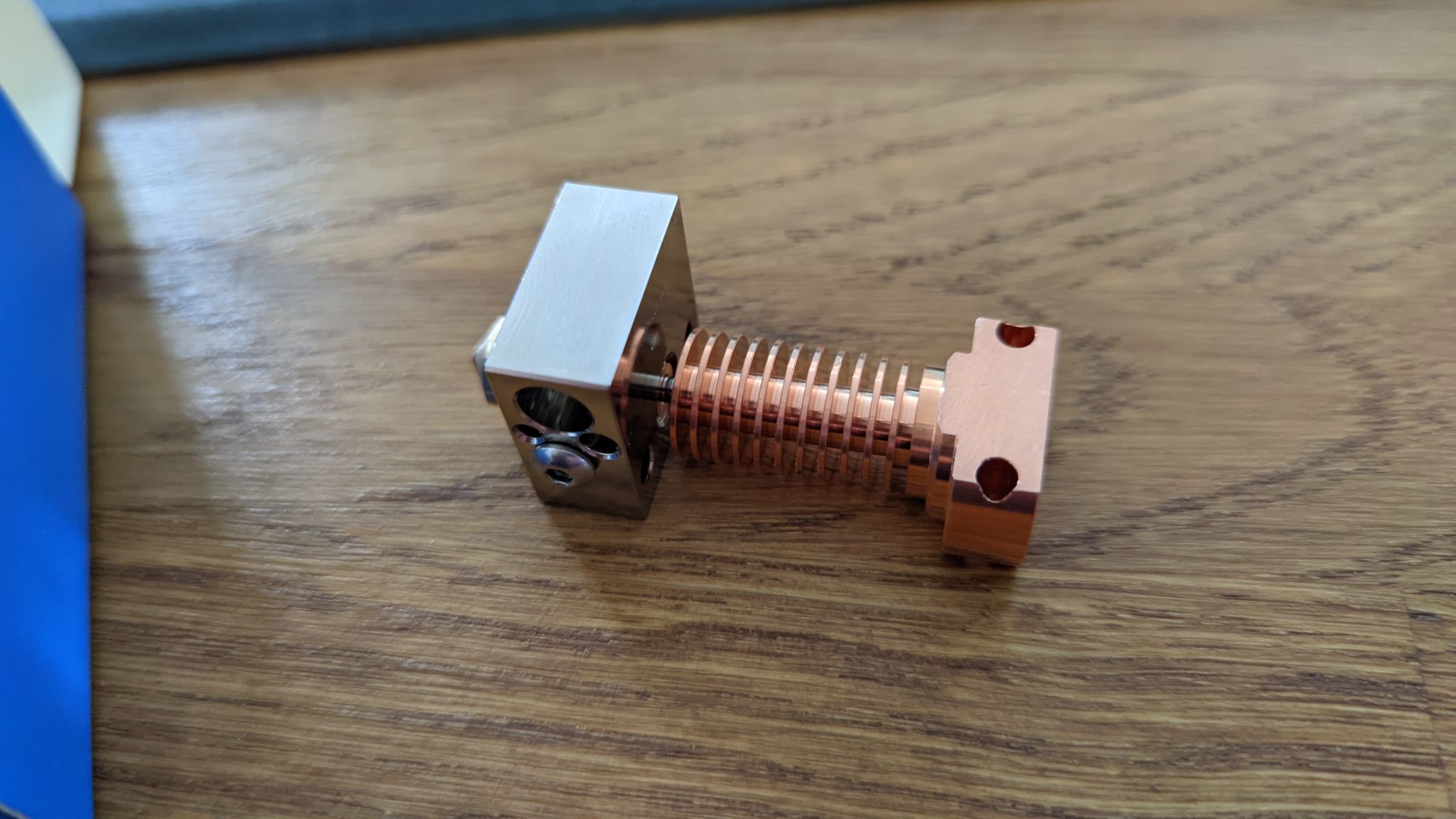
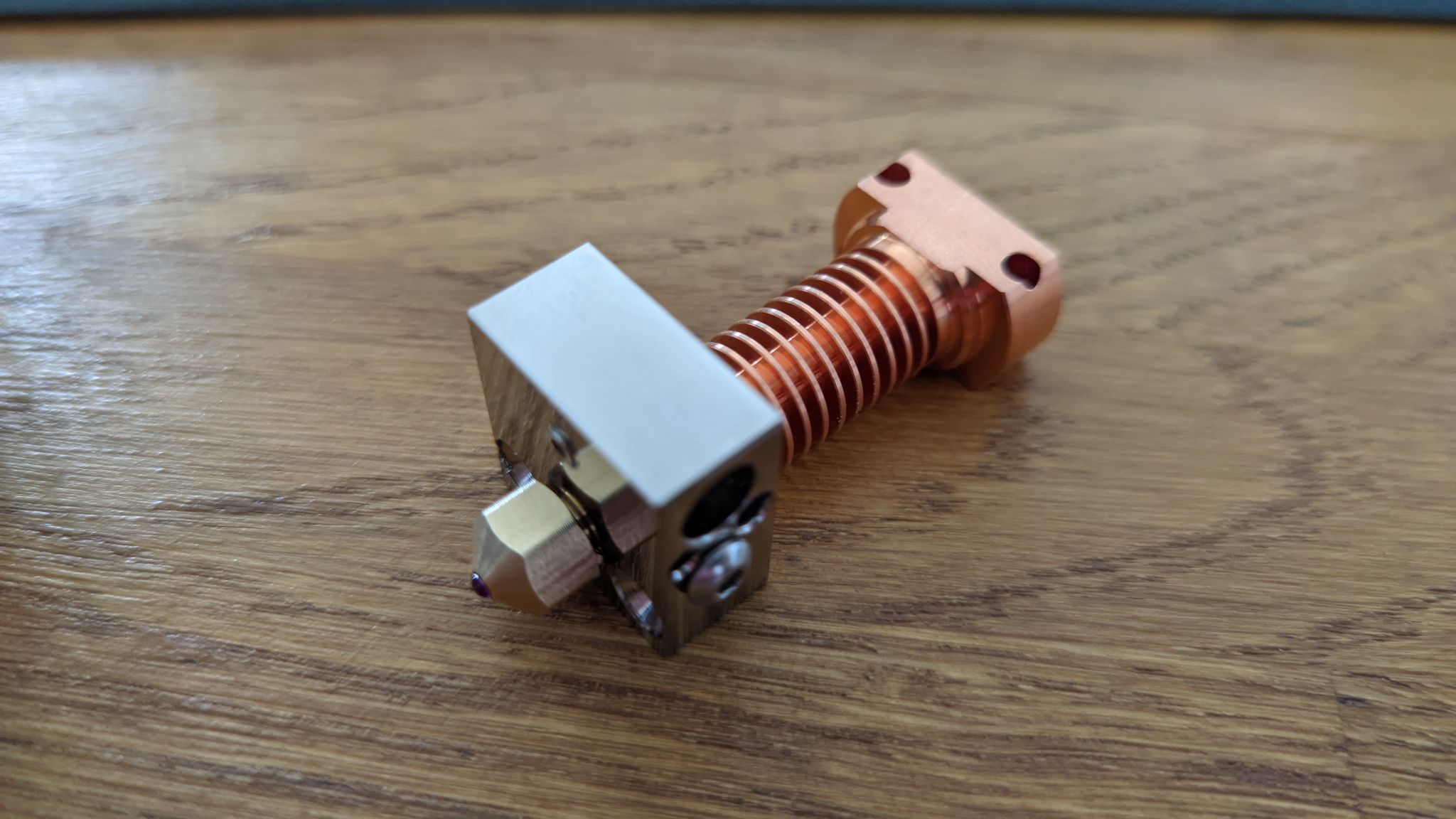
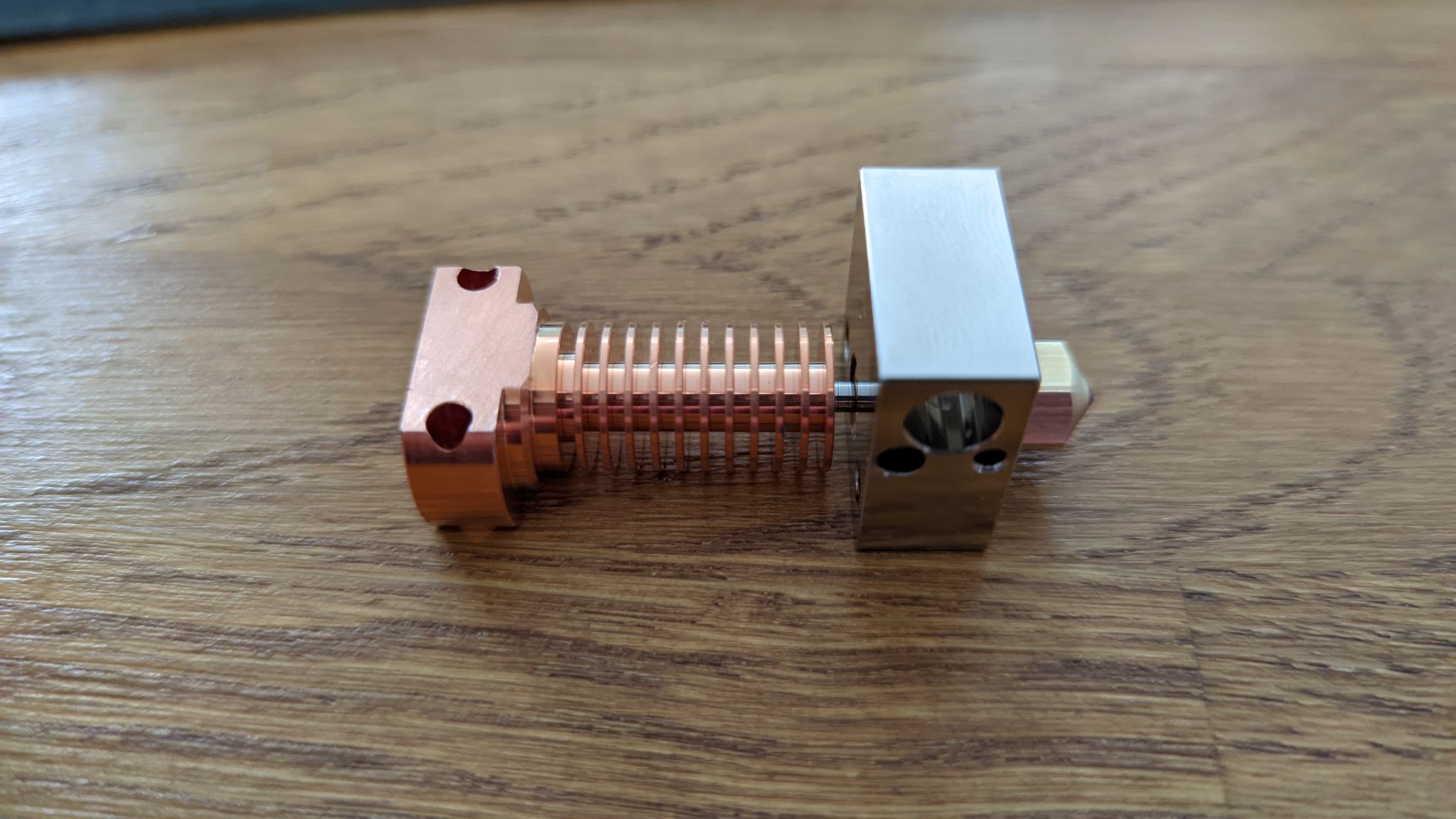
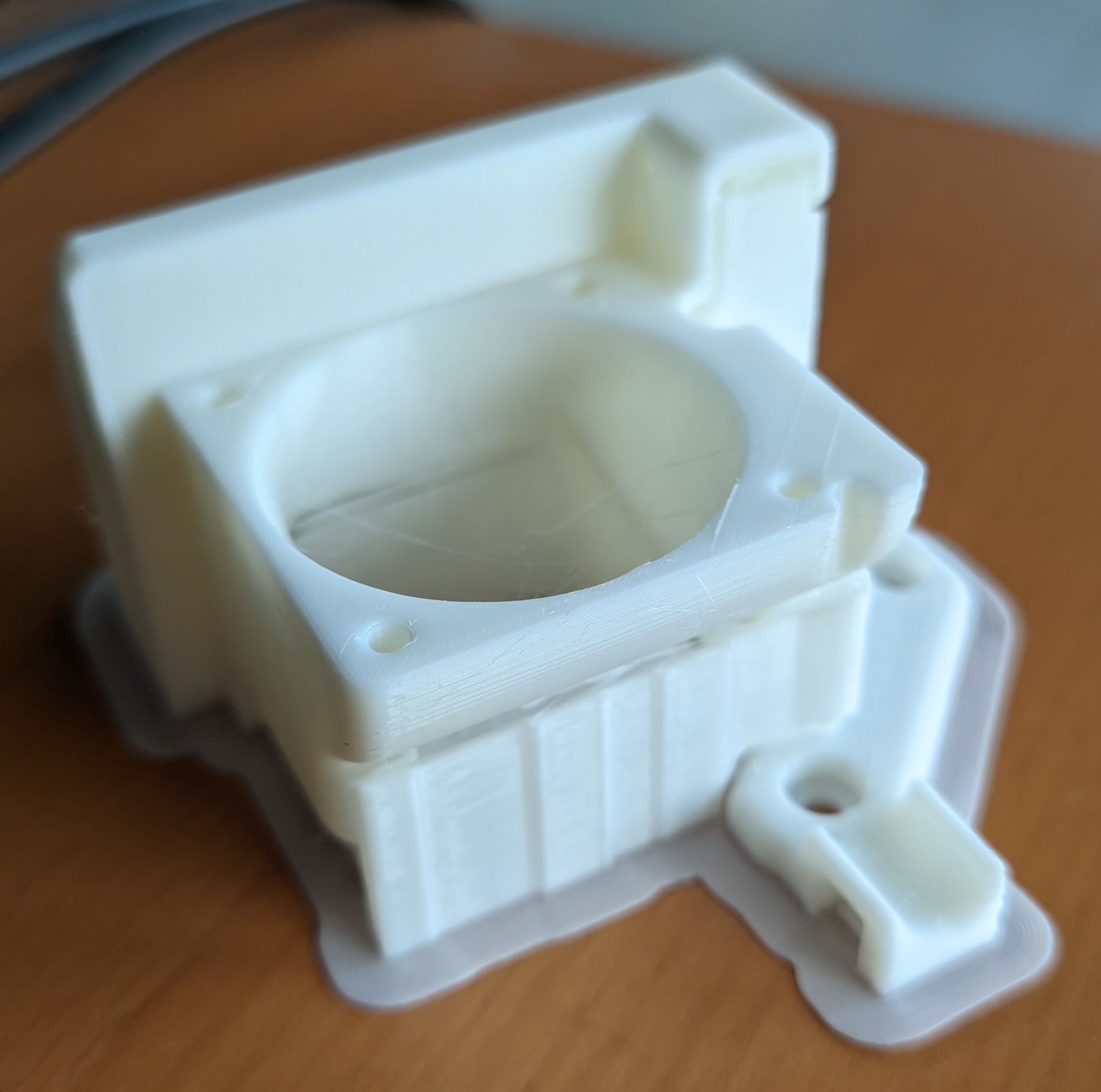
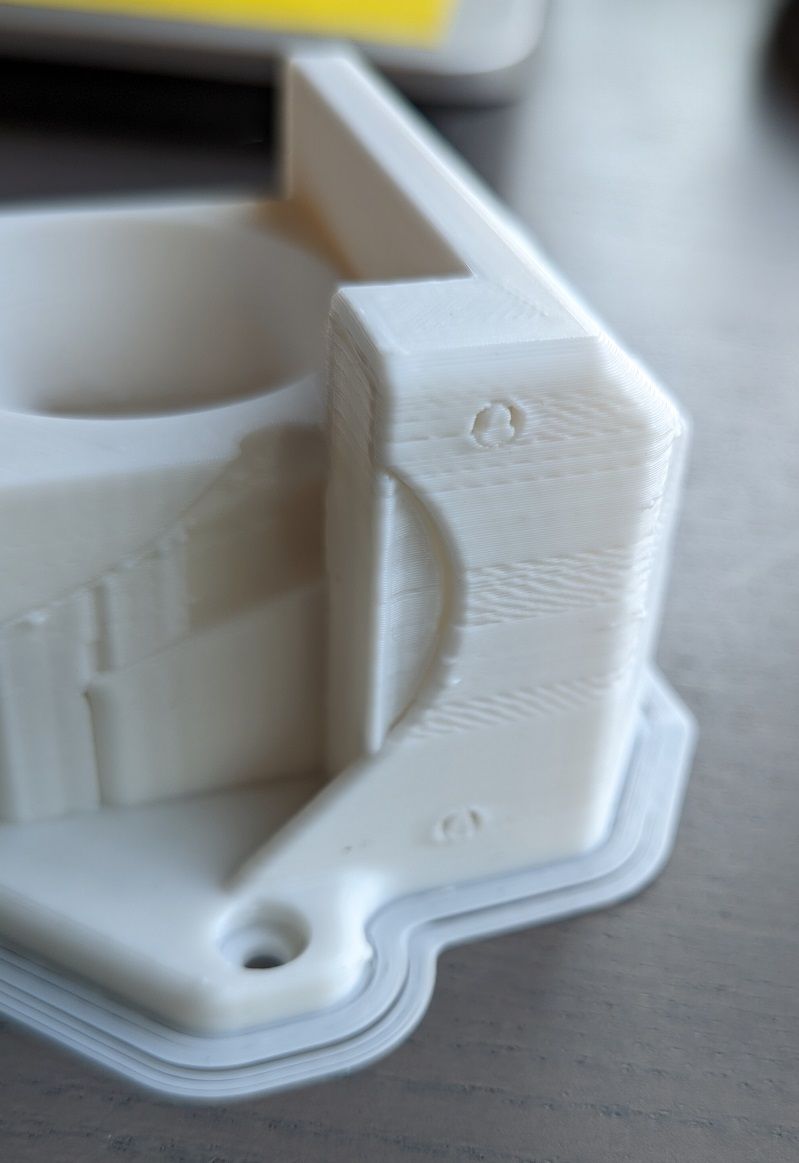
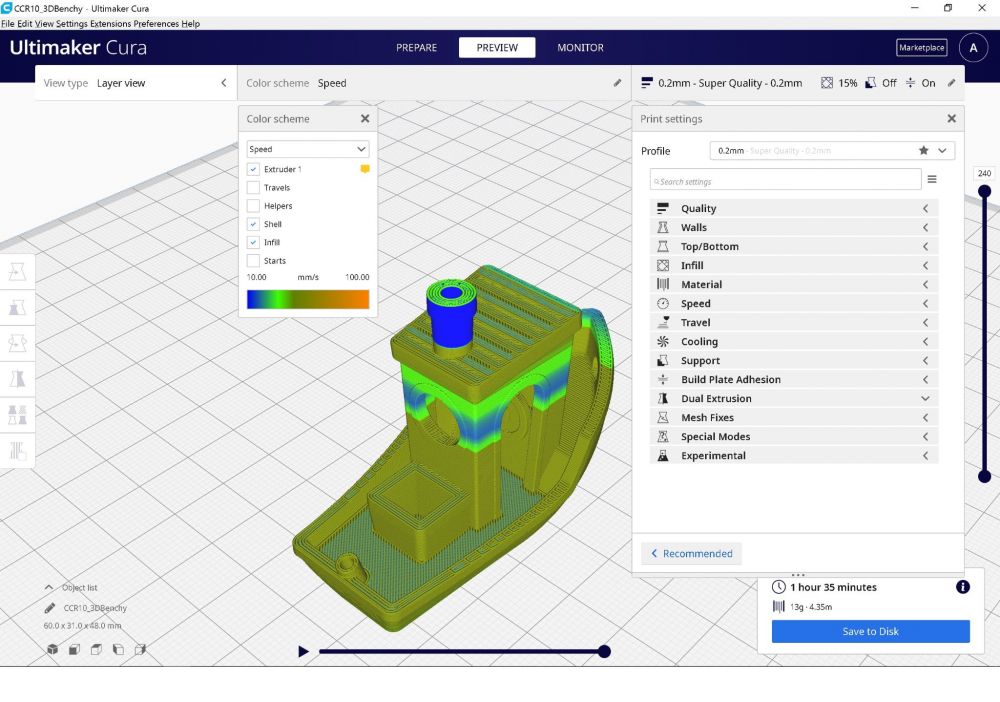
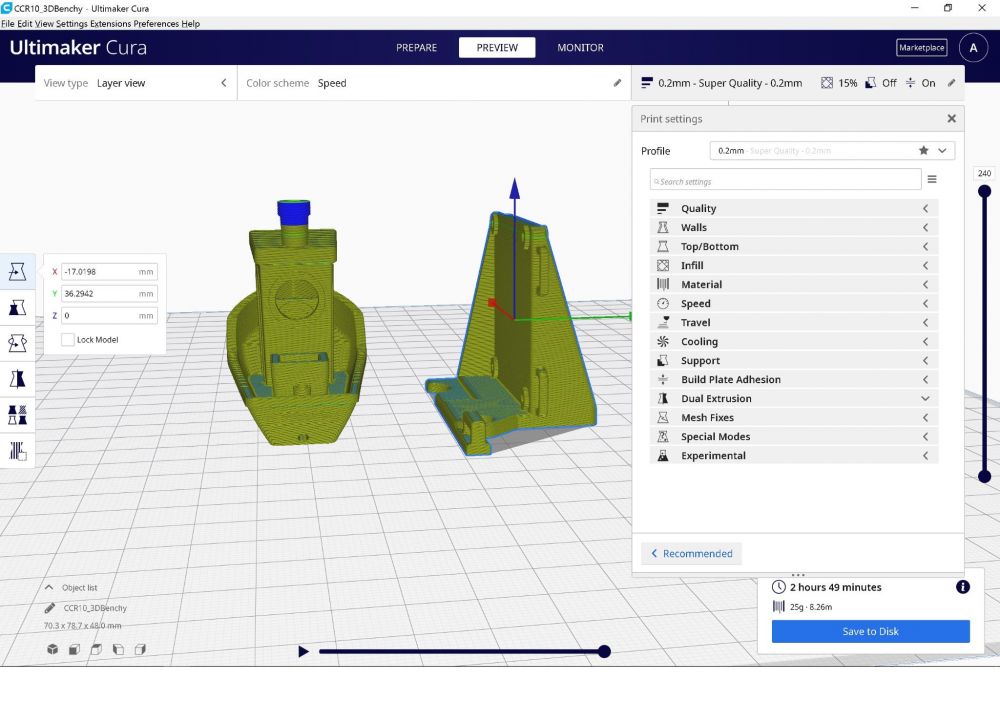
Hello, J'ai remplacé la tête d'extrusion par le modèle posté précédemment, c'est nikel, plus aucun "bourrage" pendant les longues impressions. Le Bowden est désormais un Capricorn. J'ai aussi changé l'extruder par un modèle "dual gear". Ca me faisait flipper de voir une pièce en acier trempé frotter sur de l'alu et de voir les roulements tourner sur une vis classique. J'ai donc remplacé la vis servant d'axe par une vis décolletée (bleu). J'ai usiné le haut et bas de l'engrenage pour pouvoir y passer deux rondelles en PTFE (violet). Et utilisé "ma méthode" de "re-serrage" (expliqué plus haut) pour éviter tout jeu au niveau du raccord (vert). A l'autre bout au niveau du Heatbreak, j'ai imprimé un clip que j'ai adapté pour être très serrant (en hauteur). J'ai Zéro jeu au niveau du Bowden !!! Un Heatblock en cuivre ainsi que la buse Ruby en cuivre, réglage de PID et de l'extruder. J'ai découvert Octoprint, il a donc maintenant, un petit Raspberry avec Webcam, qui me permet de voir à distance ce qui se passe. C'est top ! Une idée de pourquoi Cura fait varier la vitesse à 10mm/s sur certaines parties ? Edit : Ce n'est plus le cas quand je met une piece à côté, tout du moins sur la hauteur, max de la pièce à côté. Curieux... Edit2 : C'est le "minimum layer time" qui cause cela ! 5s pour du PLA, c'est bien ? (10s d'origine)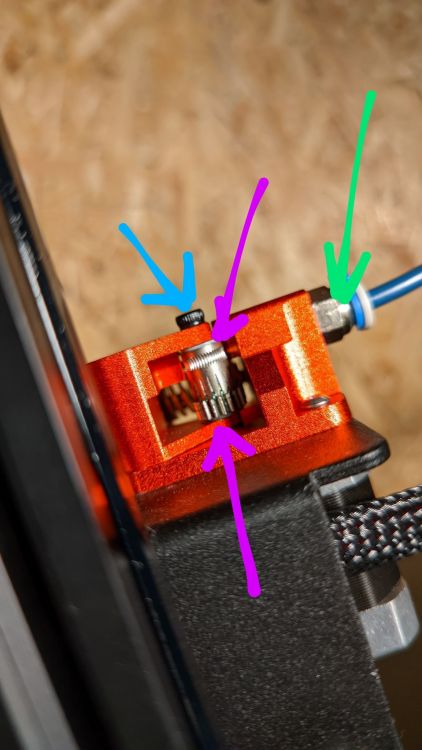
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je viens de faire un petit test de ce raccord pour voir si mes doutes étaient fondés. J'ai filmé : Il y a bien un jeu... Il a-t-il une astuce pour supprimer ce jeu ? Mise à part un clip plus épais, je ne vois pas. -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
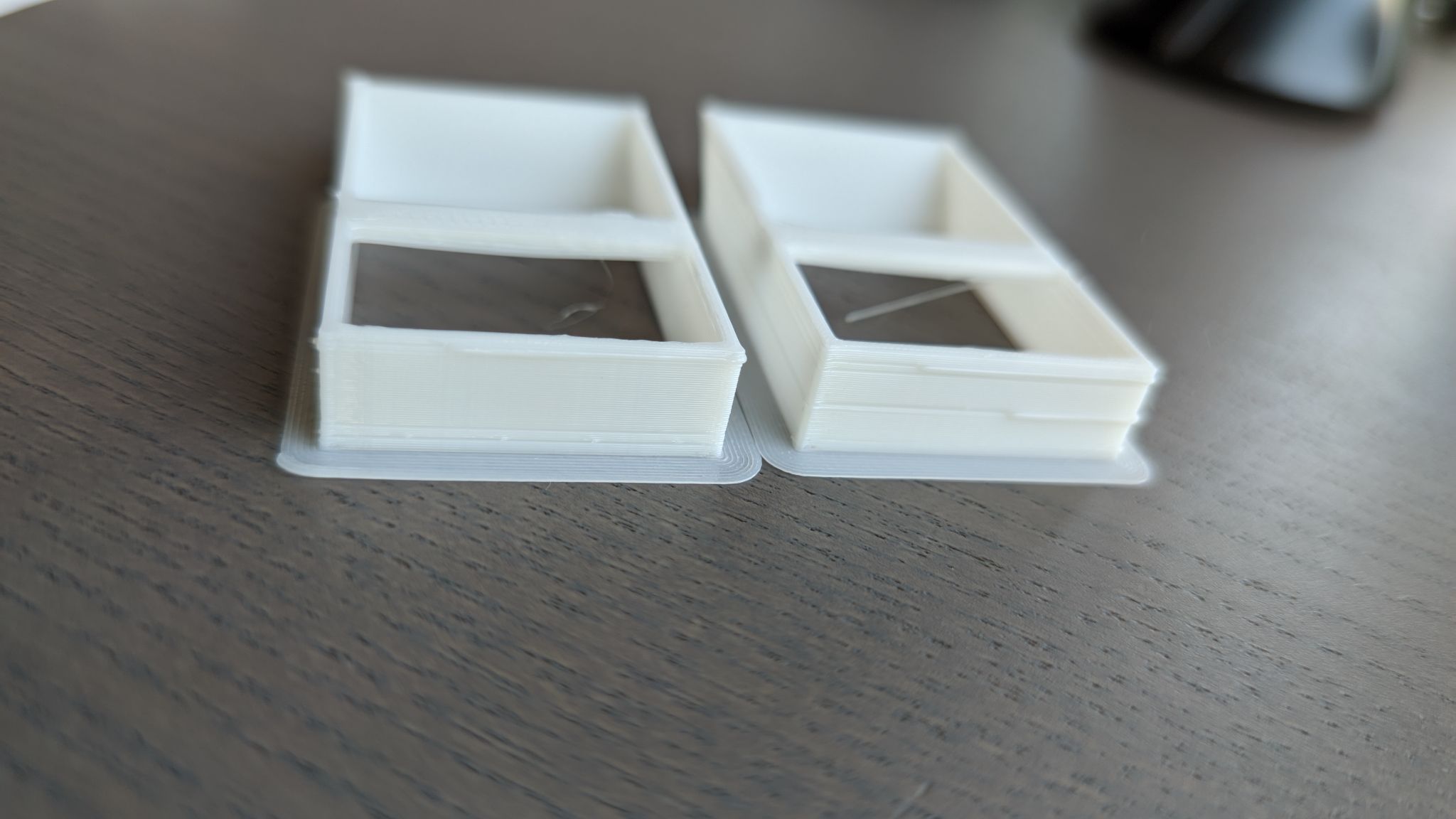
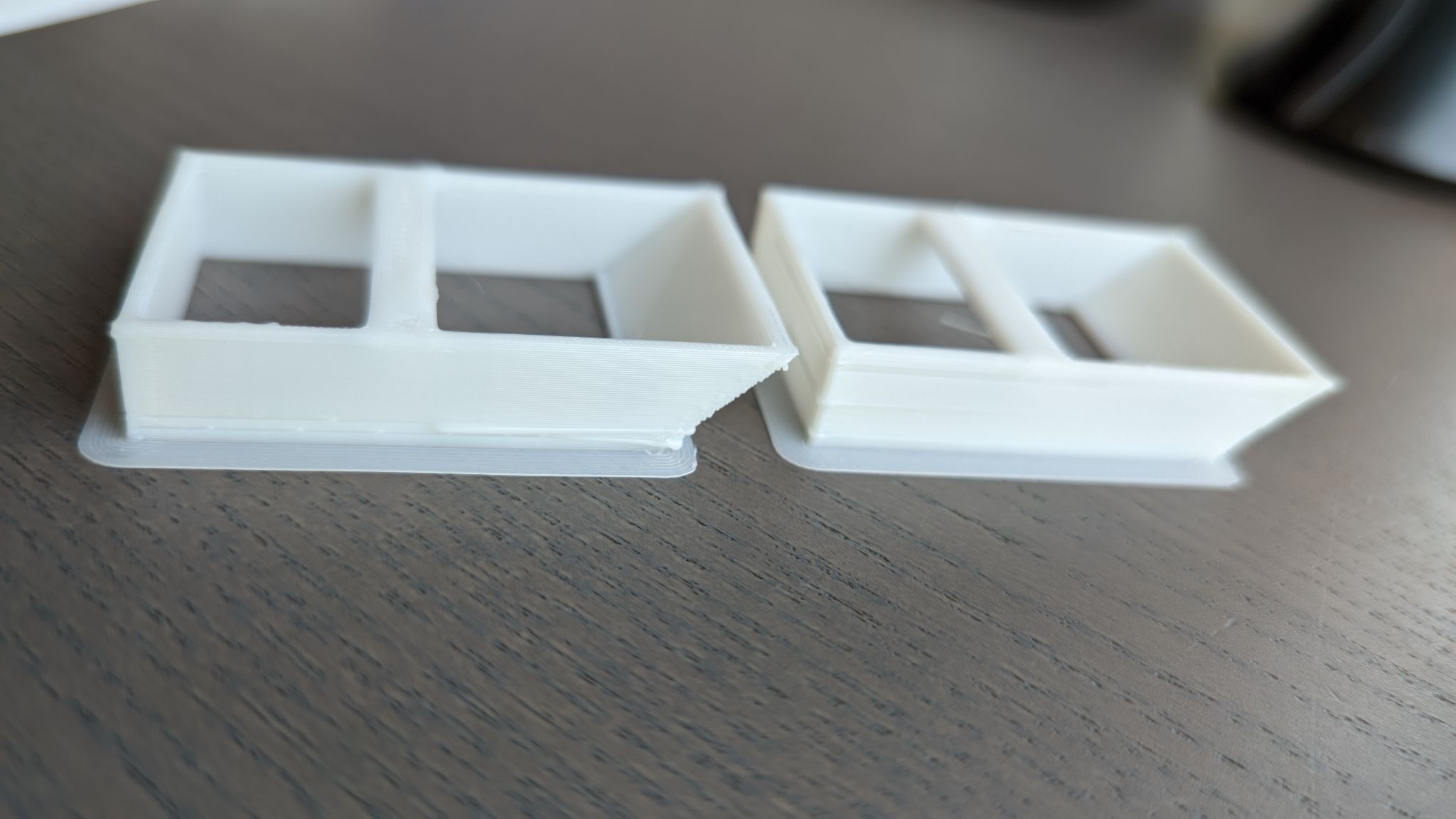
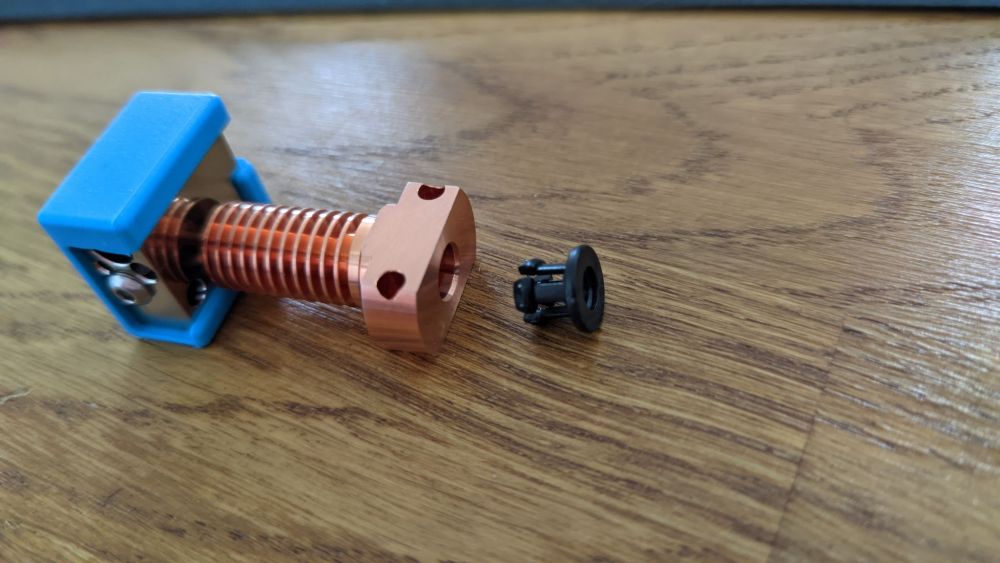
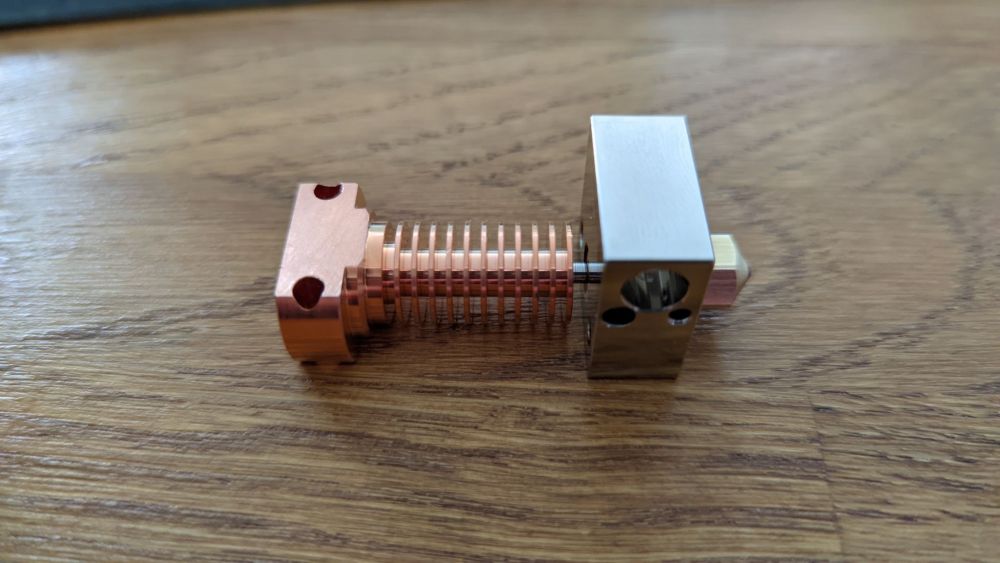
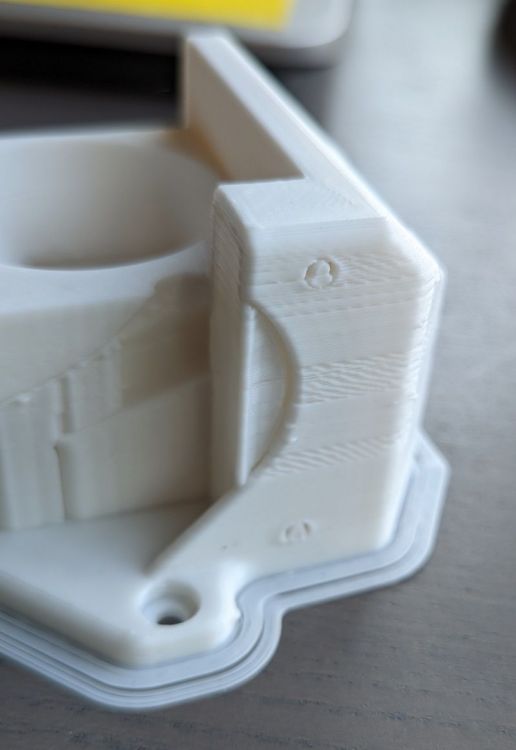
Hello, J'avais remarqué que lors de mes premières impressions avec du retrait de 6mm (c'est pour ça que ça fondait le petit tube PTFE au centre du tube acier, ce tube n'est pas le Bowden qui lui, reste en zone froide), le Bowden avait des petits mouvements d'aller/retour dans le raccord. J'ai acheté un raccord de qualité et l'ai monté ainsi: Vissage du raccord, mais pas totalement, j'ai laissé un peu de jeu. À peine un demi tour. Bien enfoncé le Bowden à fond. Puis fini le serrage du raccord. Ce qui m'a permis de tout mettre en contrainte et n'avoir AUCUN jeu. Sur cette nouvelle tête toute en cuivre (sauf la buse en laiton et le tube interne du heatbreak en acier), j'ai du mal à voir comment tout mettre en contrainte. Placer ce clip, aura pour effet de "reculer" le Bowden, donc d'offrir de la place pour du jeu... Bref, je vais tester, sinon je taraude en M10 et roulez ! Ma réflexion paraît juste ? En photo, les pièces du montage d'origine de la S8.

-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
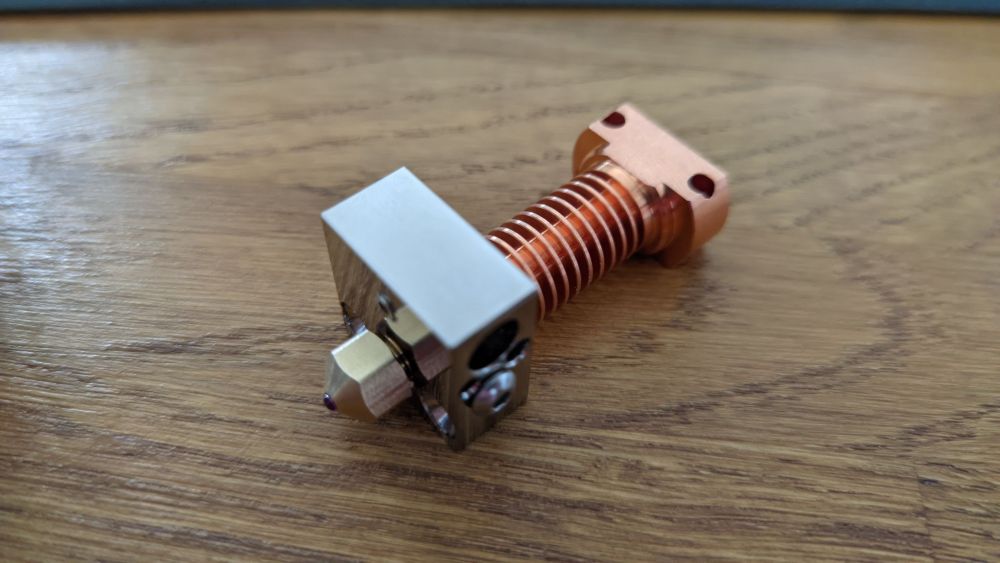
Yes, c'est ça. Tu connais cette tête ? T'en penses quoi ? Sur la photo au dessus, je suis encore avec la tête d'origine. Avec cette tête Mellow, un extruder dual gear et un Bowden Capricorn, j'espère que ça ira mieux que d'origine ! La fixation du Bowden se fait via un "clip" que je ne connais pas. Je me demande pour son montage, si je dois placer le Bowden au fond du trou, puis enfoncer le clip. Mais dans ce cas, le tube ne pourra pas "avancer" en même temps que le clip, le montage ne sera pas top. Je mesure la longueur du clip et je décale d'autant le Bowden ? Difficile de tomber juste dans ce cas. Ce n'est pas grave si le Bowden n'est pas en contrainte au fond de la tête ? Ca ne risque pas d'avoir du jeu ? Sinon je taraude en M10 et met un montage classique ? Comment faites vous ? Edit : Je viens de trouver une vidéo, je vois comment ça se monte. Ca me parait tout de même pas terrible comme montage...
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
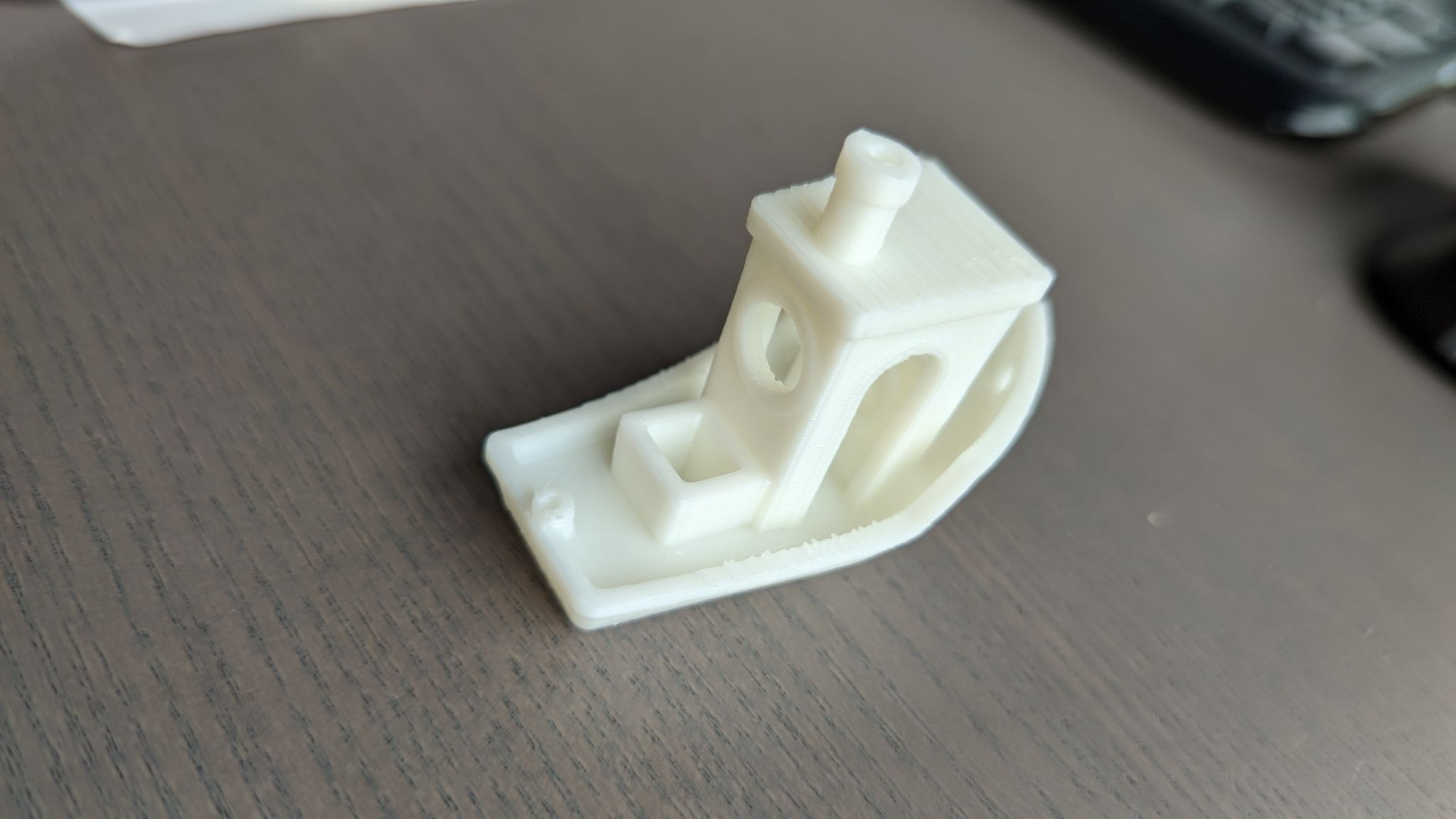
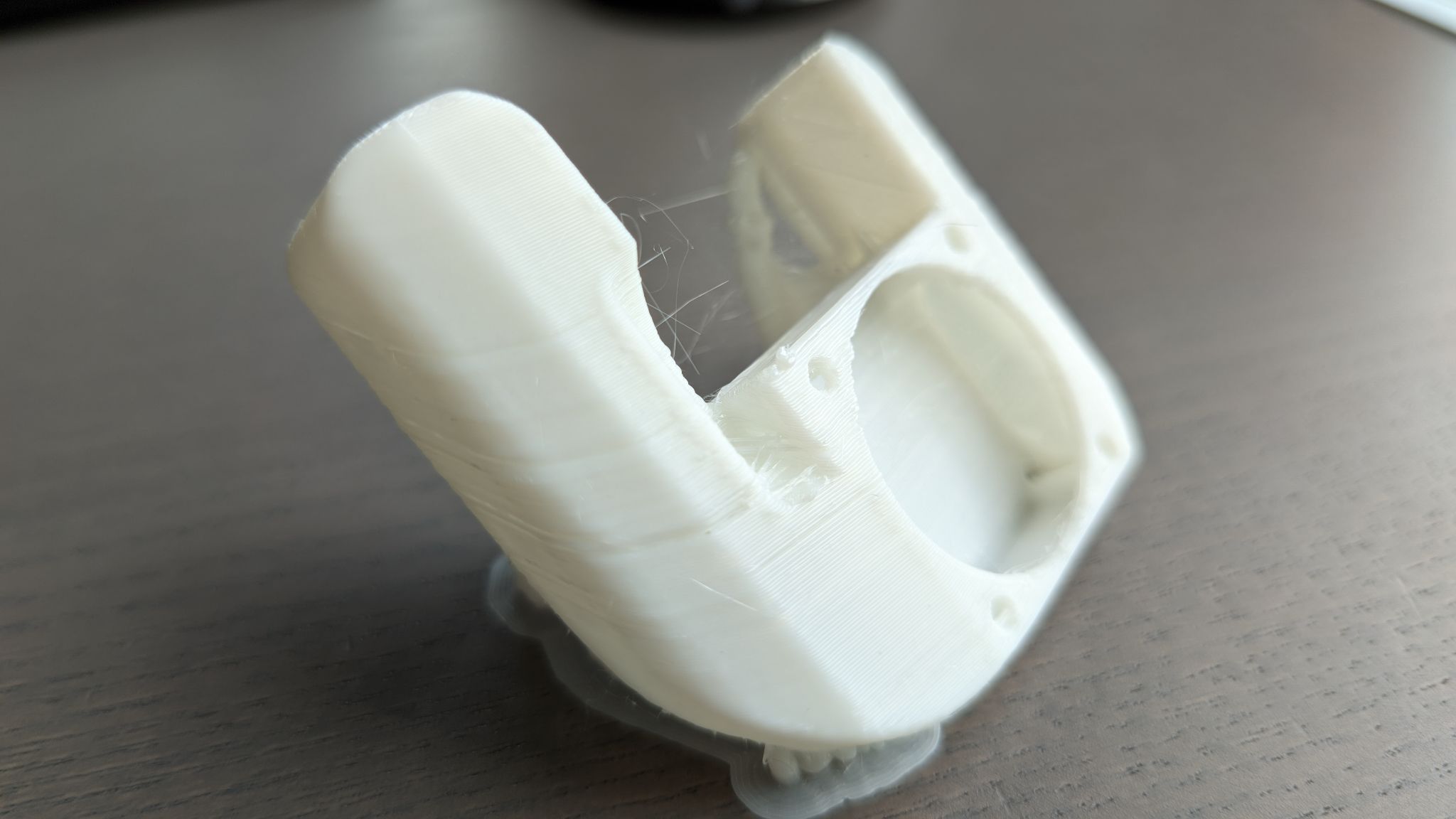
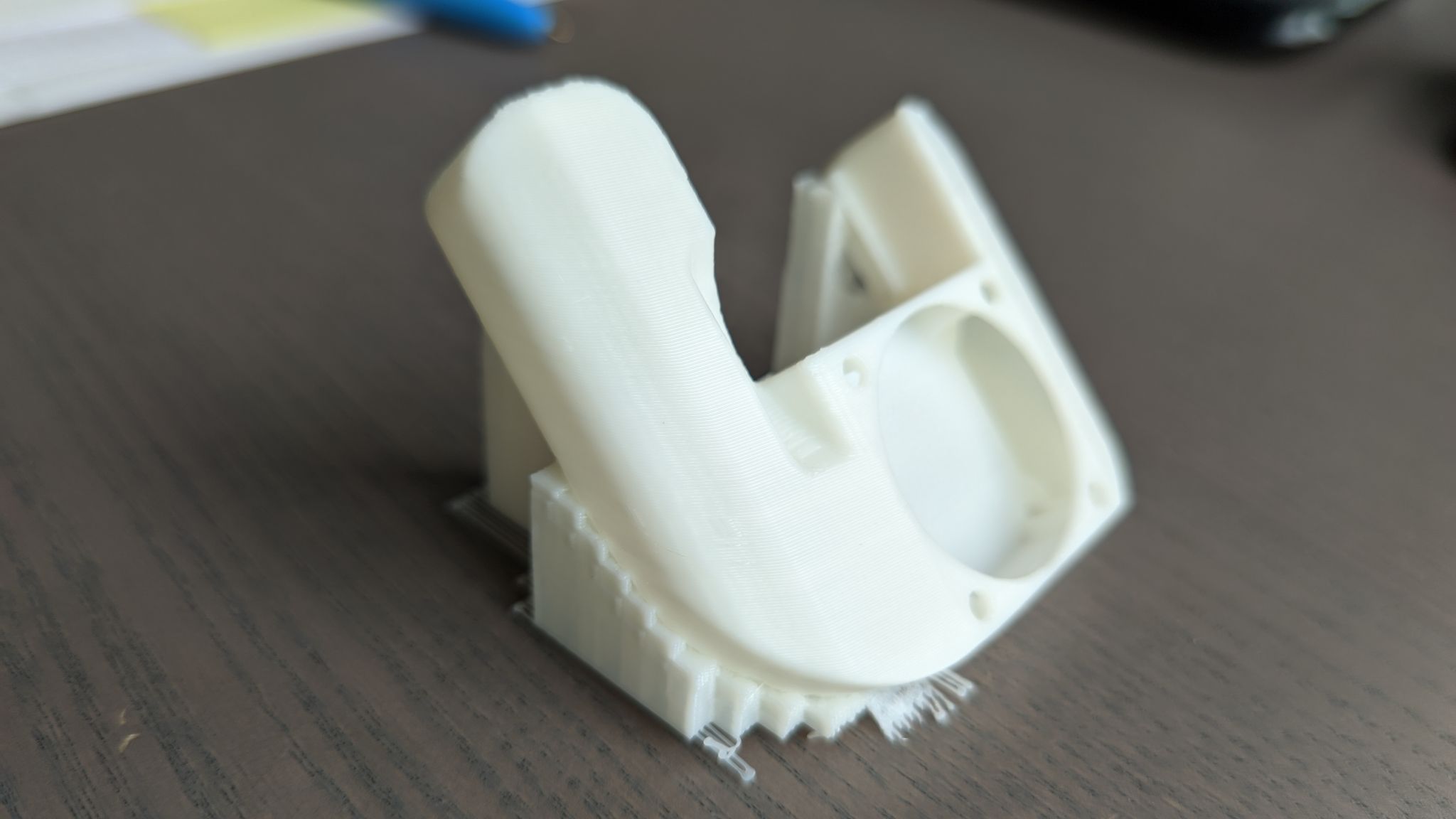
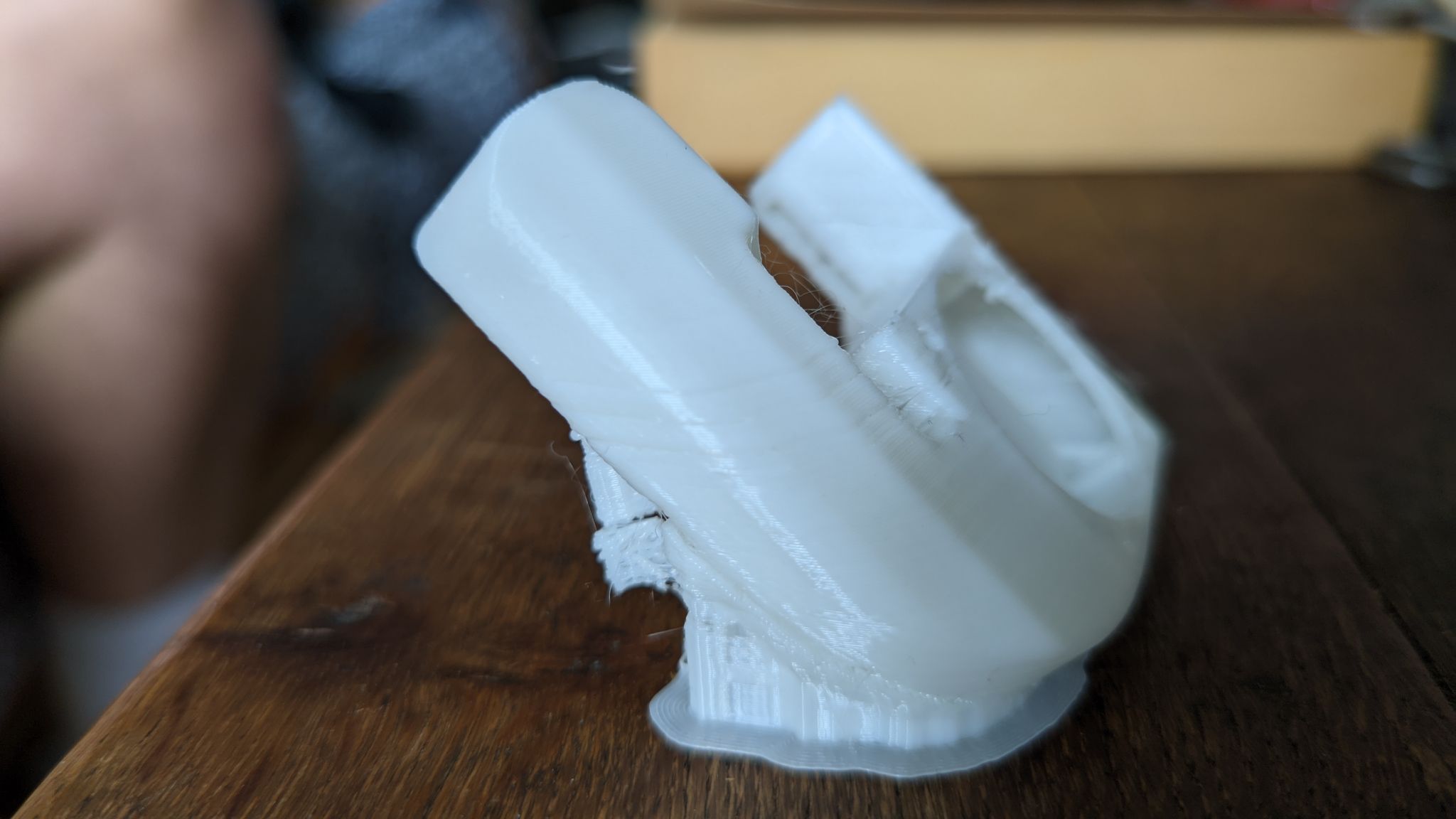
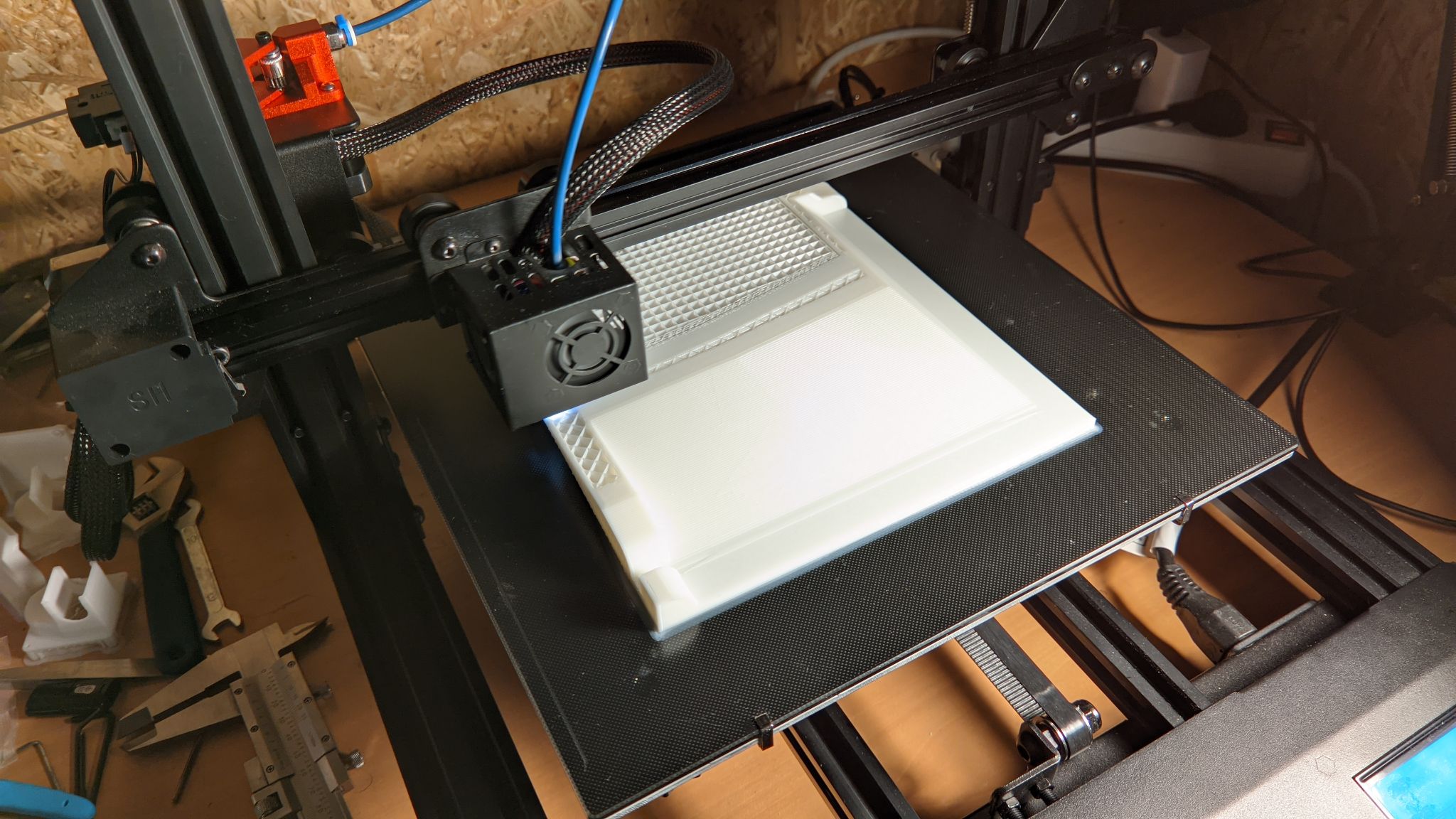
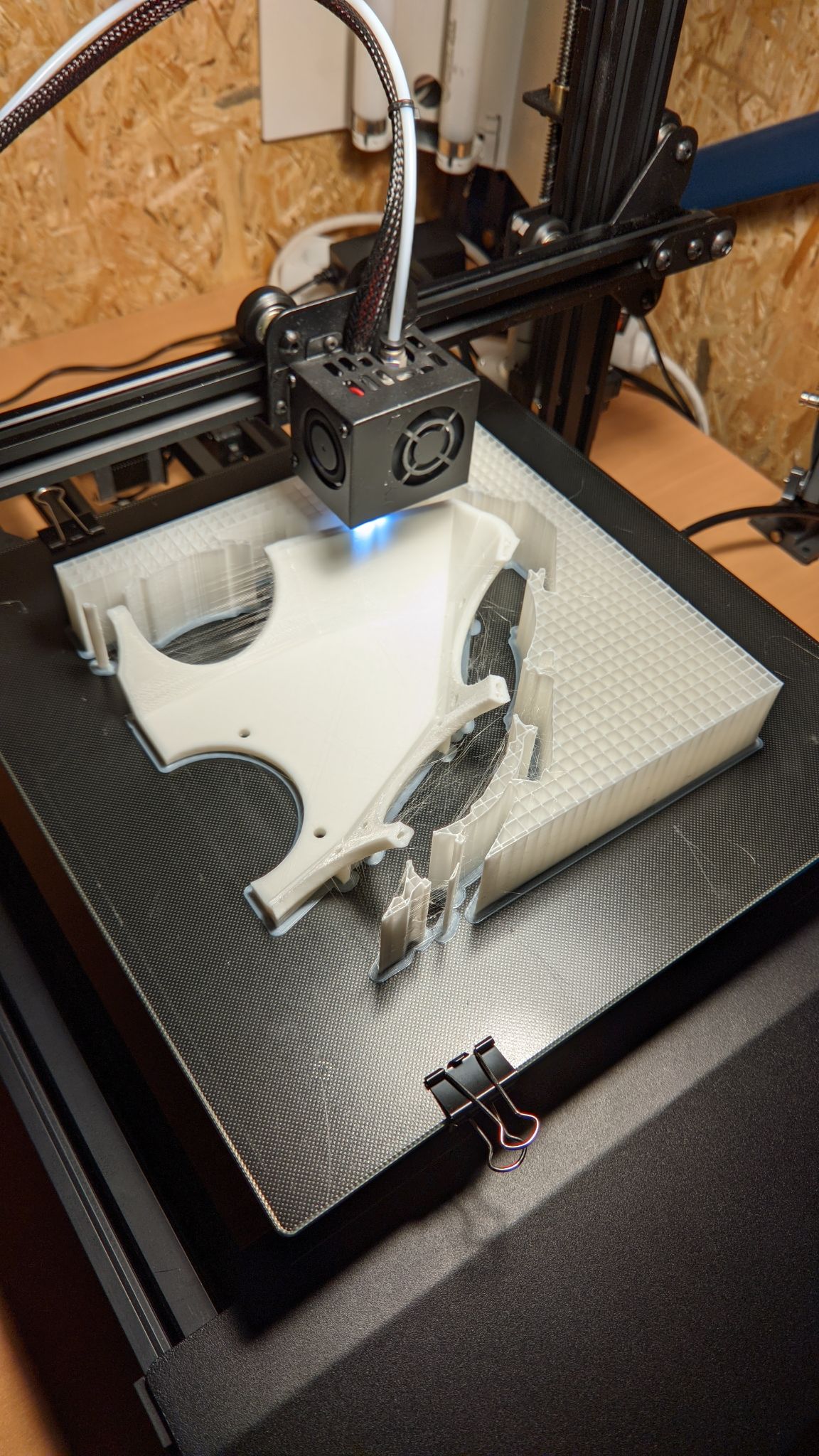
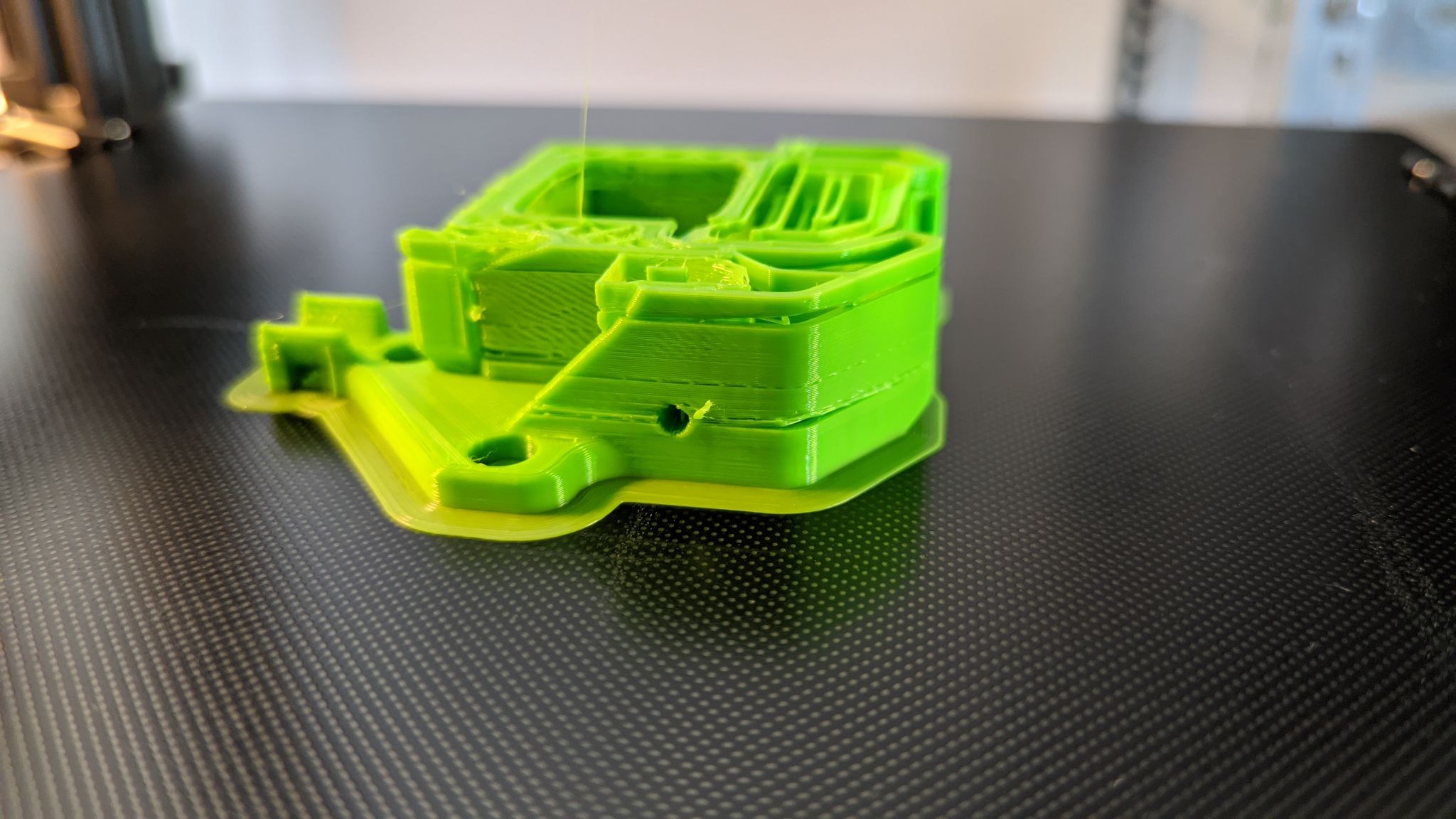
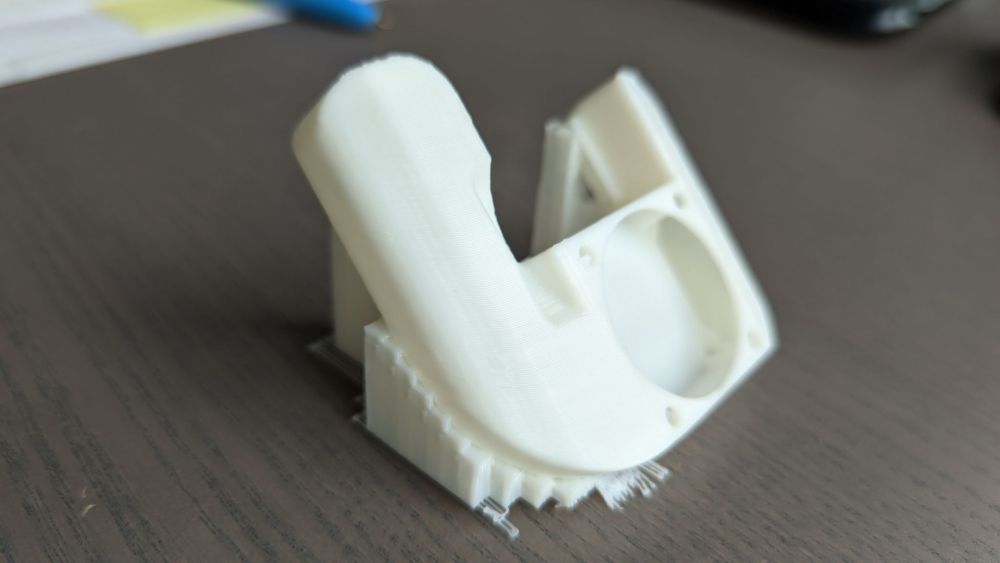
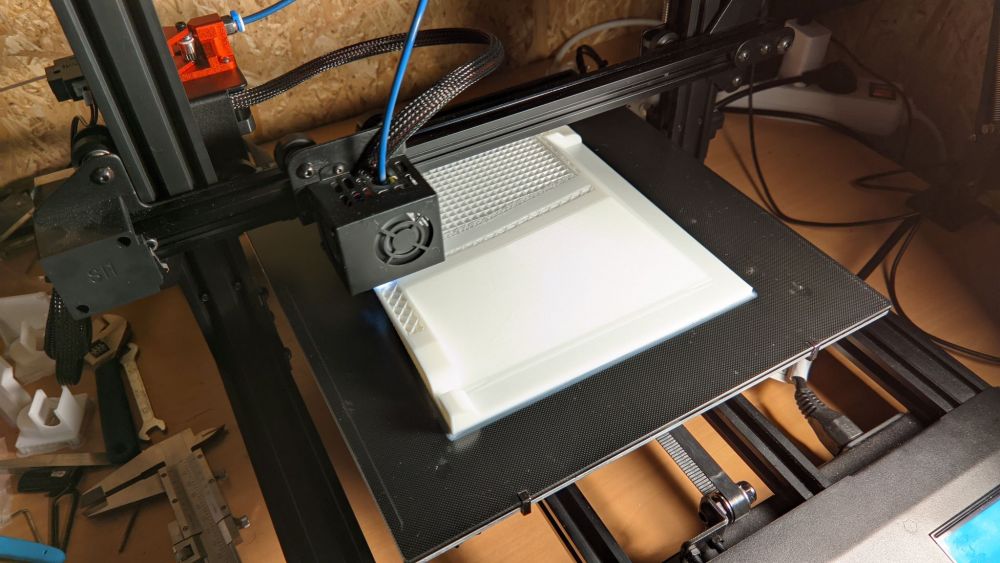
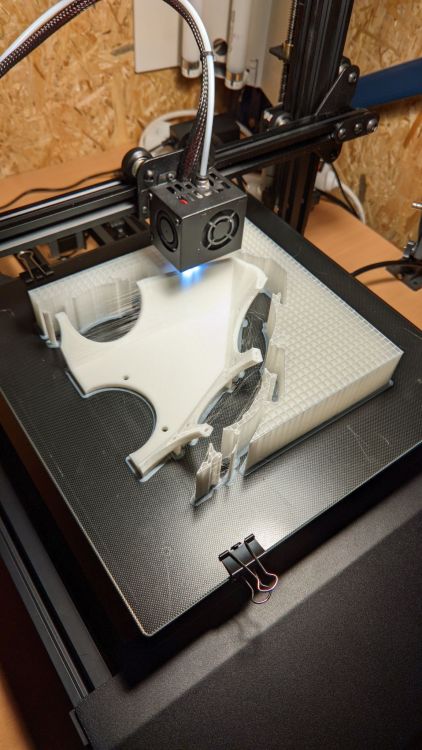
Hello, Bien, c'est commandé, je pourrais te dire après essai. J'ai donc pris ce hotend tout en cuivre, une buse "ruby" (pour rigoler), un Bowden Capricorn (un vrais) et un extruder dual gear. Une fois en place, je ferais des tests de retraction sous différentes températures et différentes vitesses. Bonne journée. Voici ce que je vais faire pour la partie ventilation. Je me demande si un flux laminaire (comme d'origine) ne serait pas plus performant qu'une arrivée d'air tout autour. Mais ce montage me plait bien ! Tu en penses quoi ? (C'est un PDF 3D, il faut donc accepter sa lecture dans Acrobat Reader) Afin de limiter le poids de la tête (j'aimerai imprimer le plus vite possible en restant propre), je suis resté sur du "petit" ventilo. Des "4010" centrifuge, car ils permettent une pression d'air bien supérieur au ventilo axiaux, si le flux est bien orienté le débit sera bien suffisant, en tout cas, bien supérieur au montage d'origine. J'ai choisi de monter celui du corps de chauffe en mode "aspiration", parce que ça se montait très bien comme ça, et que en dépression, l'air se refroid, alors qu'il s'échauffe en pression. Ouais, vu les pression/dépression en jeu, je me tripote un peu là... Par contre, le flux d'air et bien mieux placé que d'origine. J'ai finalement reçu tout ça aujourd'hui, il me manque la résistance de 70W (plus rapide donc plus stable je pense). Ca parait très bien fini en tout cas. Je te tiens au jus. Une photo de mon impression en cours, 42h, avec du filage car j'ai due réduire le retrait à 3mm... Bon week-end. Sunlu_S8.pdf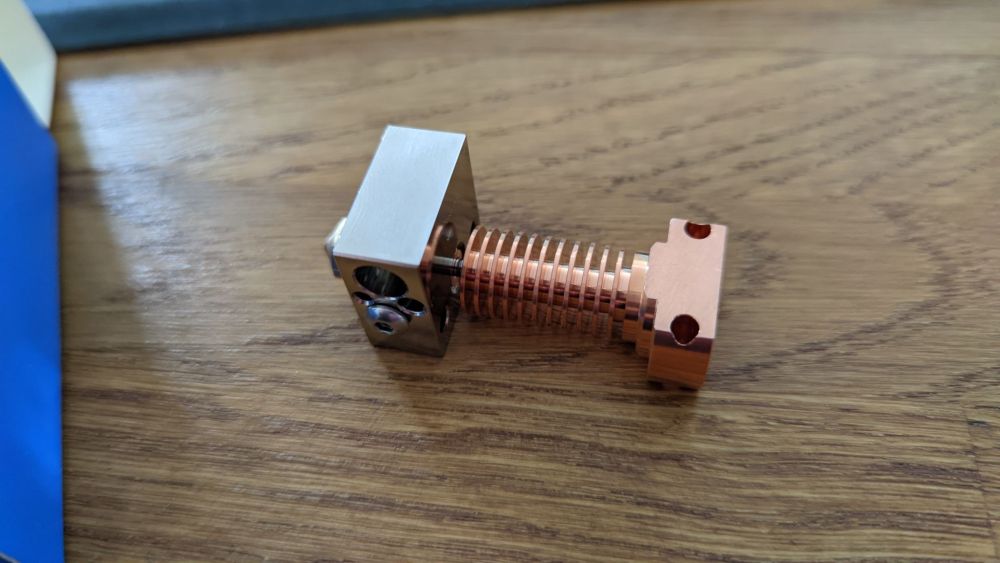
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Salut PPAC, J'ai une nouvelle interrogation. Sunlu S8 d'origine, donc buse laiton 0.4mm, corps de chauffe alu MK8, tube acier avec tube PTFE, radiateur alu avec son ventilo à 100%, Bowden, extrudeur avec deux rondelles en plus sous le ressort. Vitesse d'impression : 60mm/s PLA à 210°, bed 60°. Vitesse retrait : 35mm/s Distance retrait : 6mm (si moins, il y a filage) La base du tube PTFE dans le guide en acier avant la buse, fini par ramollir au point de tellement freiner le passage du fil PLA, qu'il se met à "glisser" au niveau de l'extruder et n'est plus entrainé. J'en suis à ma 3ème impression (~60h de travail) et j'ai déjà due changer 3 fois le tube PTFE. Cela m'oriente vers un retrait trop important, ce qui causerait une remontée de chaleur trop importante sur le tube PTFE que le radiateur n'évacue pas assez rapidement, il fond. Ai-je raté qque chose ? Cela doit bien être possible d'imprimer sans filage sur cette machine ??? Si m'a réflexion est bonne, je pense changer la tête d'impression. https://fr.aliexpress.com/item/4000804638258.html?spm=a2g0s.9042311.0.0.20546c37bIO0Qq Qu'en penses-tu ? Merci ! -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Bon, j'ai reçu du PLA "neuf". Je ne sais pas si c'est ça où la baisse du refroidissement mais en tout cas, c'est maintenant nikel ! Merci encore, la suite aux prochains épisodes. Bonne journée.


-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
J'ai repris ce matin toute la partie mécanique, elle avait 30H d'impression en tout, le "rodage quoi". Je n'ai aucun jeu nul part, courroies tendu comme il faut, j'écarterais un souci mécanique. -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
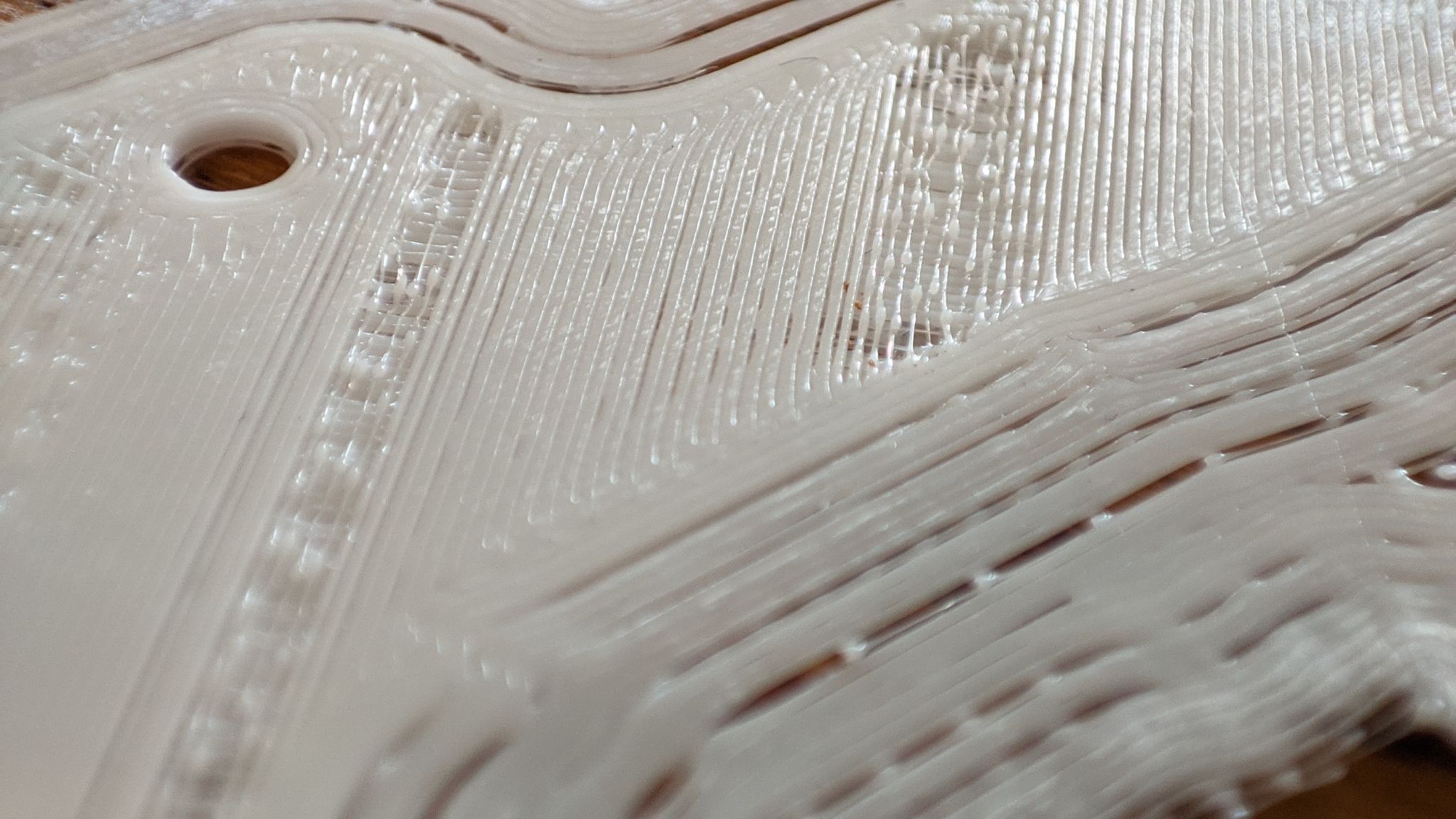
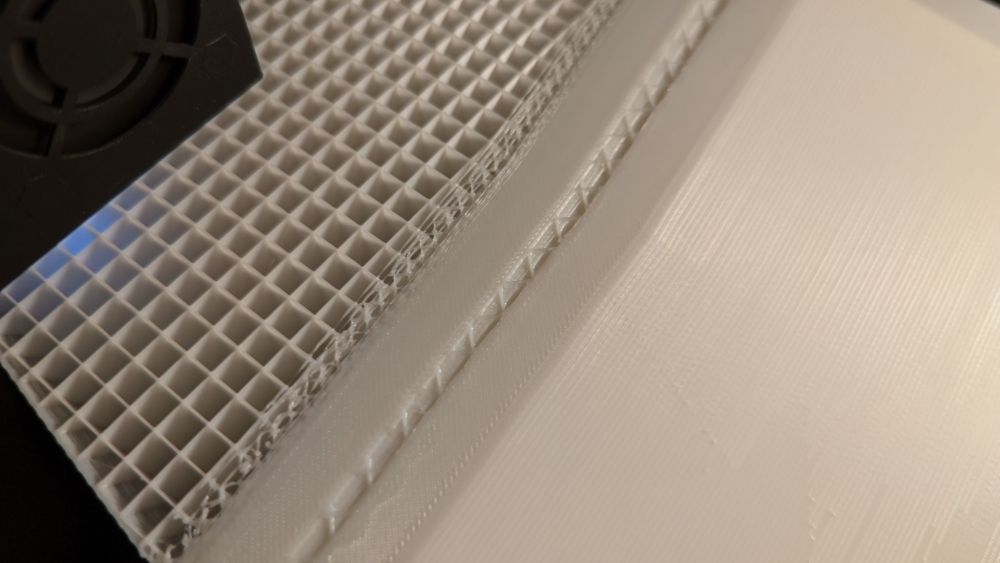
En regardant de plus prêt, le fil c'est comme "recroquevillé" vers l'intérieur. On cooling est à 100%,ça refroidit trop vite ? Pourquoi les autres couches sont nikel ???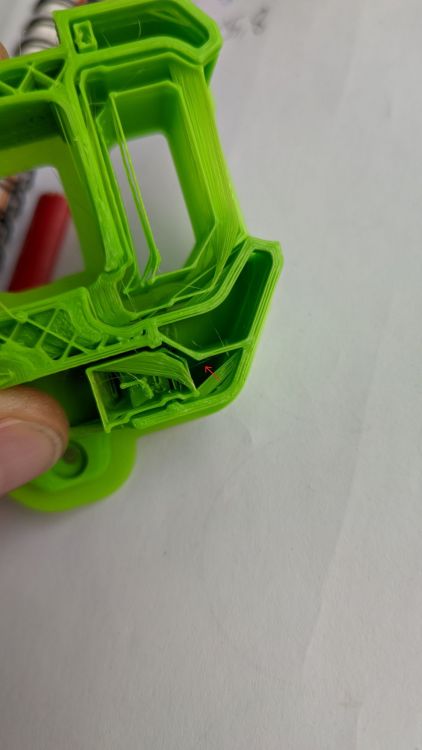
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
C'était essentiellement le soucis "du débutant". C'est ma première imprimantes... Le vrais souci était que j'étais sous Marlin 1.0 et donc les réglages que je mettais dans Cura n'avaient pas d'impact sur l'impression, en particulier, le Linear Advance. Sous Marlin 2.0, la machine interprète bien mes demandes ! Bon... Je me suis réjouit un peu vite ! Ca peut venir de quoi ça ?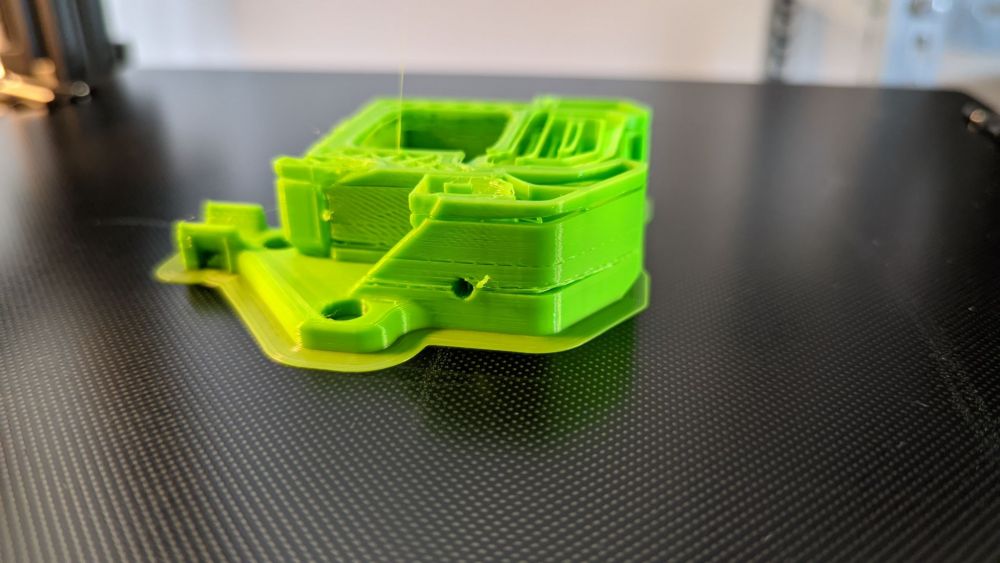
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Un petit message pour vous dire que j'ai enfin pris la main sur la machine. J'ai réglé tous les soucis que je pouvais avoir. Je suis passé à Marlin 2.0 au passage, tout fonctionne nikel ! Merci pour votre aide. -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Je vais démonter tout ça rapidement et vérifier. Cela ne m'explique toujours pas pourquoi ce problème d'extrusion apparaît toujours dans les mêmes zones... Et pas ailleurs. La suite demain ! Merci -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Le heatbreak (thermal tube) d'origine est apparemment avec du PTFE. -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos retours, J'ai fait la mesure des Vref, sachant que après 6h d'impression, les moteurs sont chauds, mais pas brulants. Ne connaissant pas les drivers utilisés sur cette carte mère, je ne peux calculer le Vref exacte que je dois avoir. X : stepper motor 1A (XXX-1004A) : Vref = 656mV Y : stepper motor 1A (XXX-1004A) : Vref = 652mV Z : 2x stepper motor 0.4A (XXX-0404A) : Vref = 572mV E : stepper motor 1A (XXX-1004A) : Vref = 652mV Les valeurs mesurées me paraissent cohérentes, en tout cas, le moteur de l'extrudeur n'est pas brulant au point de ramollir le fil. J'ai fait le calibrage de l'extrudeur, il manquait 1mm sur 10cm de mesure, ça, on en parle plus. Je vais désactiver le liner advance lors du prochain essai. Je vais travailler sur le Z offset pour les soucis de première couche. J'ai bien tous les ventillos d'origine fonctionnels, et à 100% dès la première ligne. Voici le résultat de ma dernière impression, c'est encore curieux de voir cela en "plein milieu"... Cela vous inspire autre chose ? Je refais un test demain matin après optimisation du Z et désactivation du Linear Advance. Merci pour votre aide.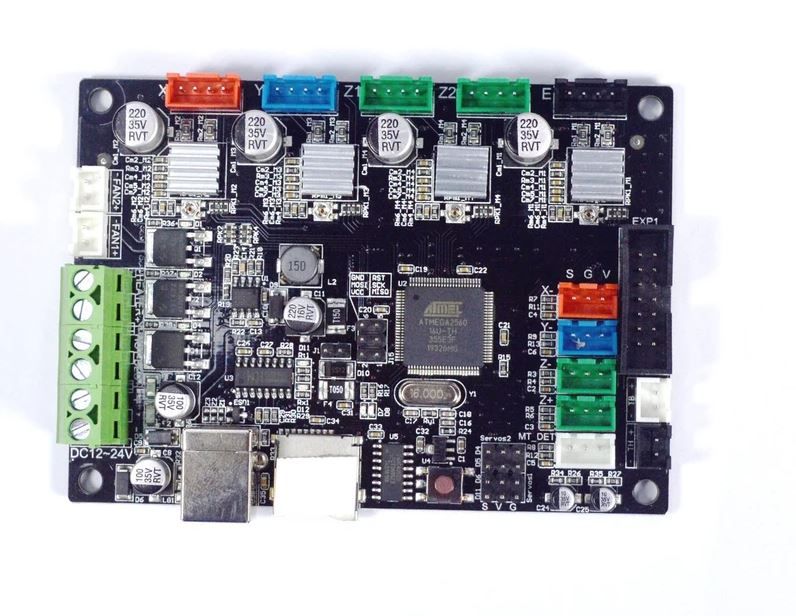
-
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Je n'entend pas de clic, mais je vois l'extrudeur tourner et ronger le fil qui n'avance plus. La buse n'est pas bouchée, elle extrude bien avant et après. Les symptômes me pousse vers la température. Où puis-je gérer ce qui touche à la régulation de température ? -
Manque de débit Sunlu S8 ?
-JFK- en réponse au topic de -JFK- dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour PPAC, Merci pour ta réponse. Je n'ai pas fait le calibrage de l'extrudeur, et vais le faire si cela vient à être problématique. Je vais regarder le Linear advance. Le fait que le débit chute pendant l'impression, dans des zones similaires, m'oriente vers un autre soucis. Si le débit à l'extrudeur n'était pas le bon, il serait malgré tout, constant. Peut être à tord, mais je me tourne vers un souci de régulation de température. L'extrudeur tourne normalement dans ces zones, mais "rien" ne sort de la buse. -
Manque de débit Sunlu S8 ?
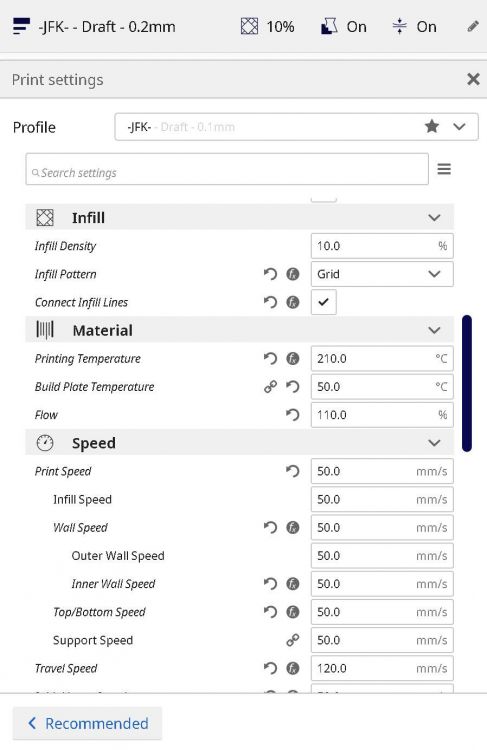
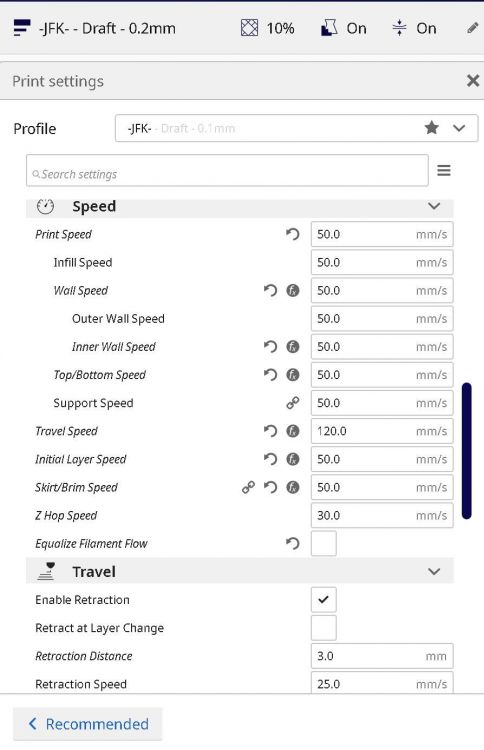
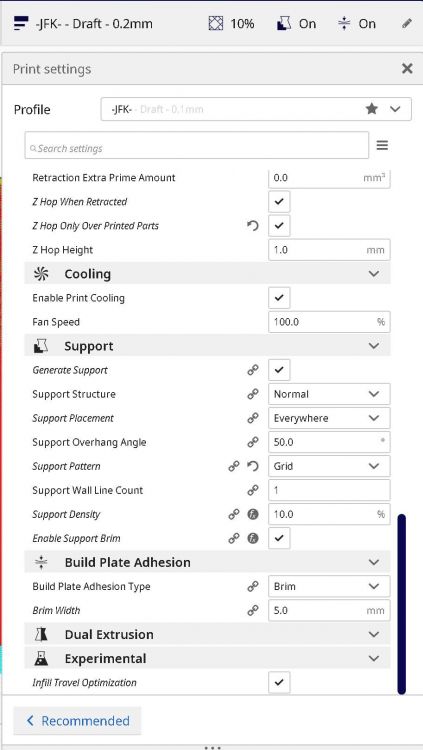
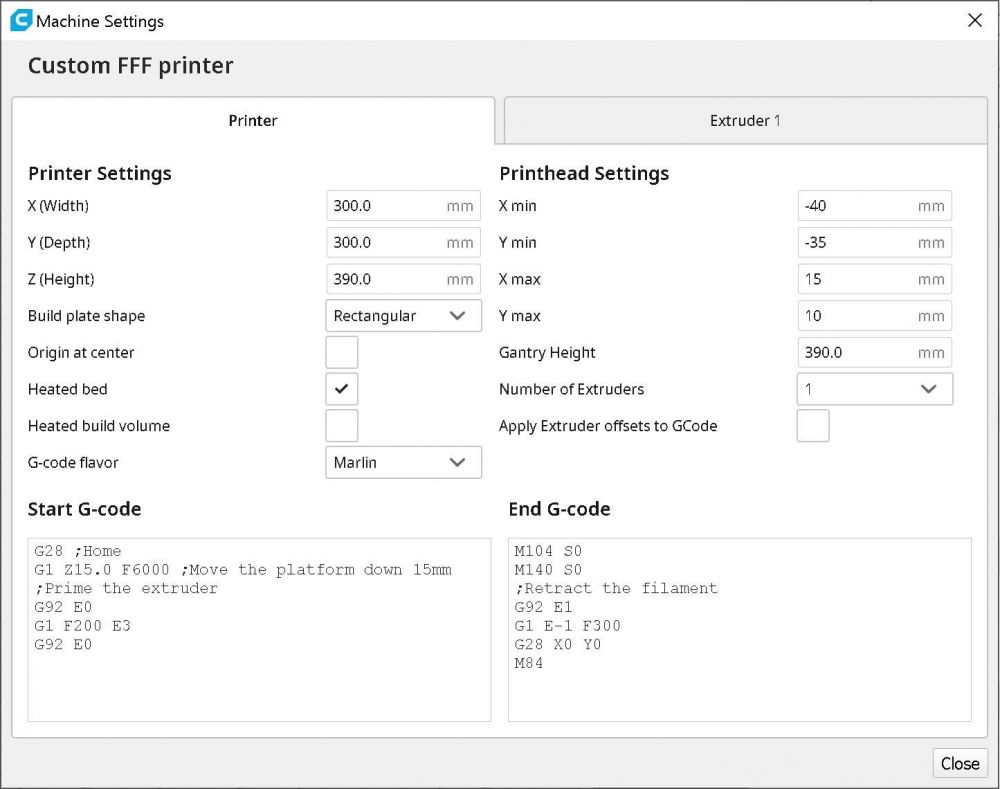
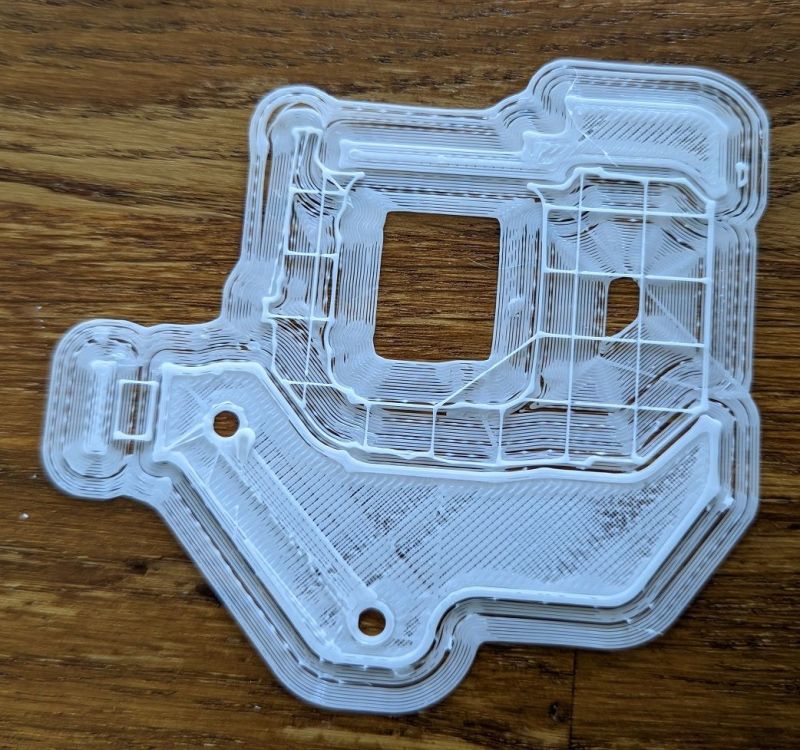
-JFK- a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
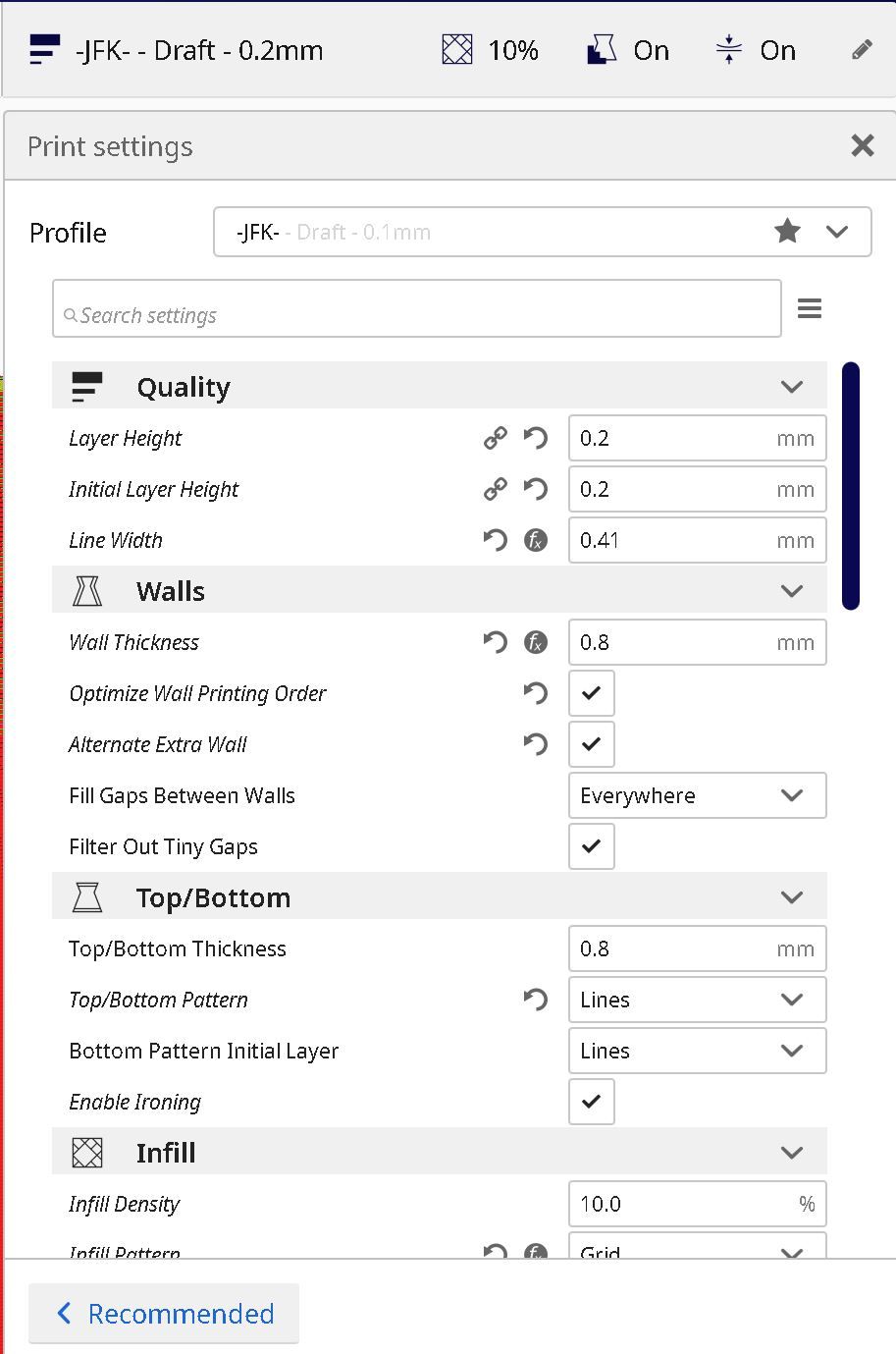
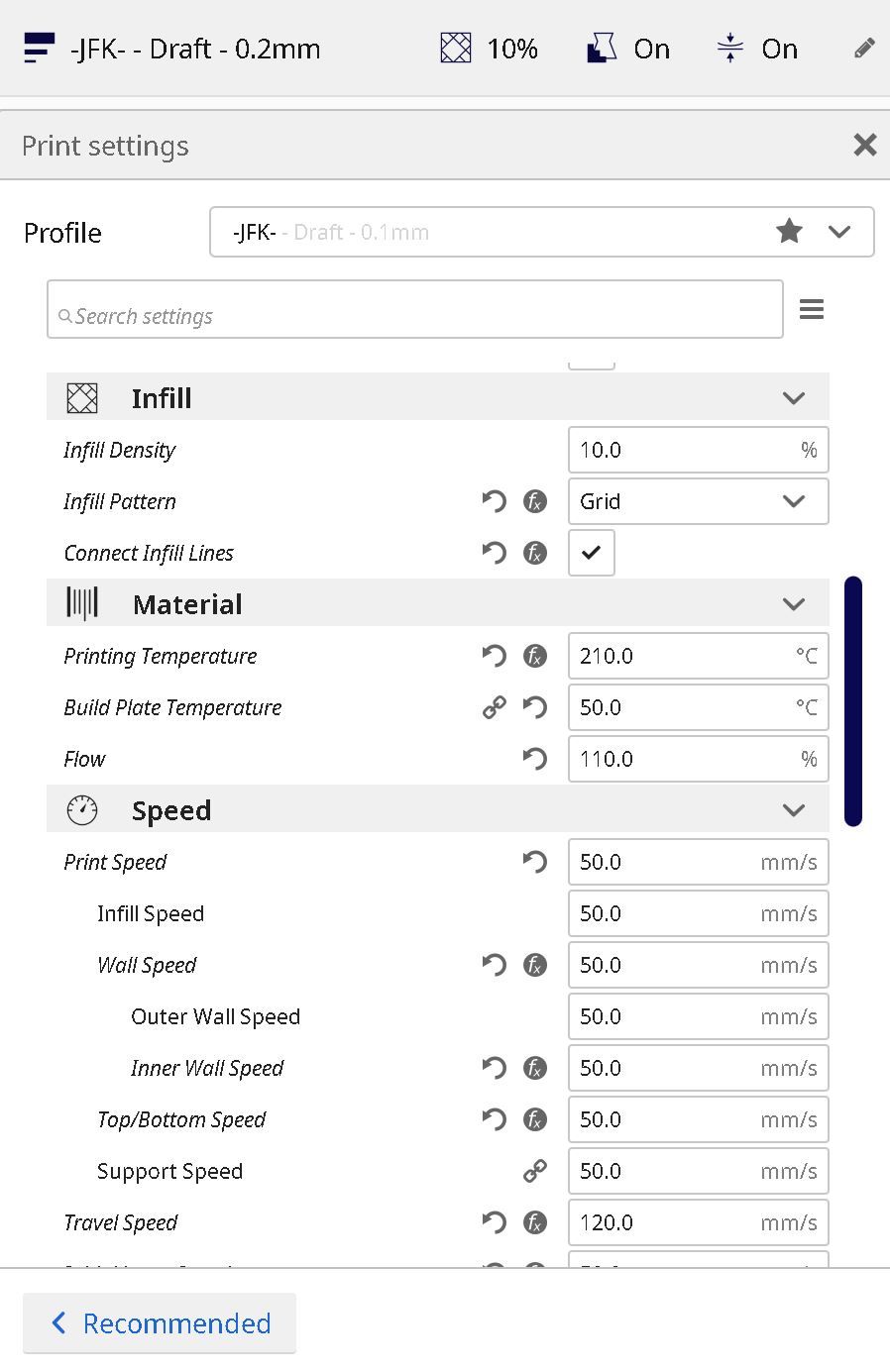
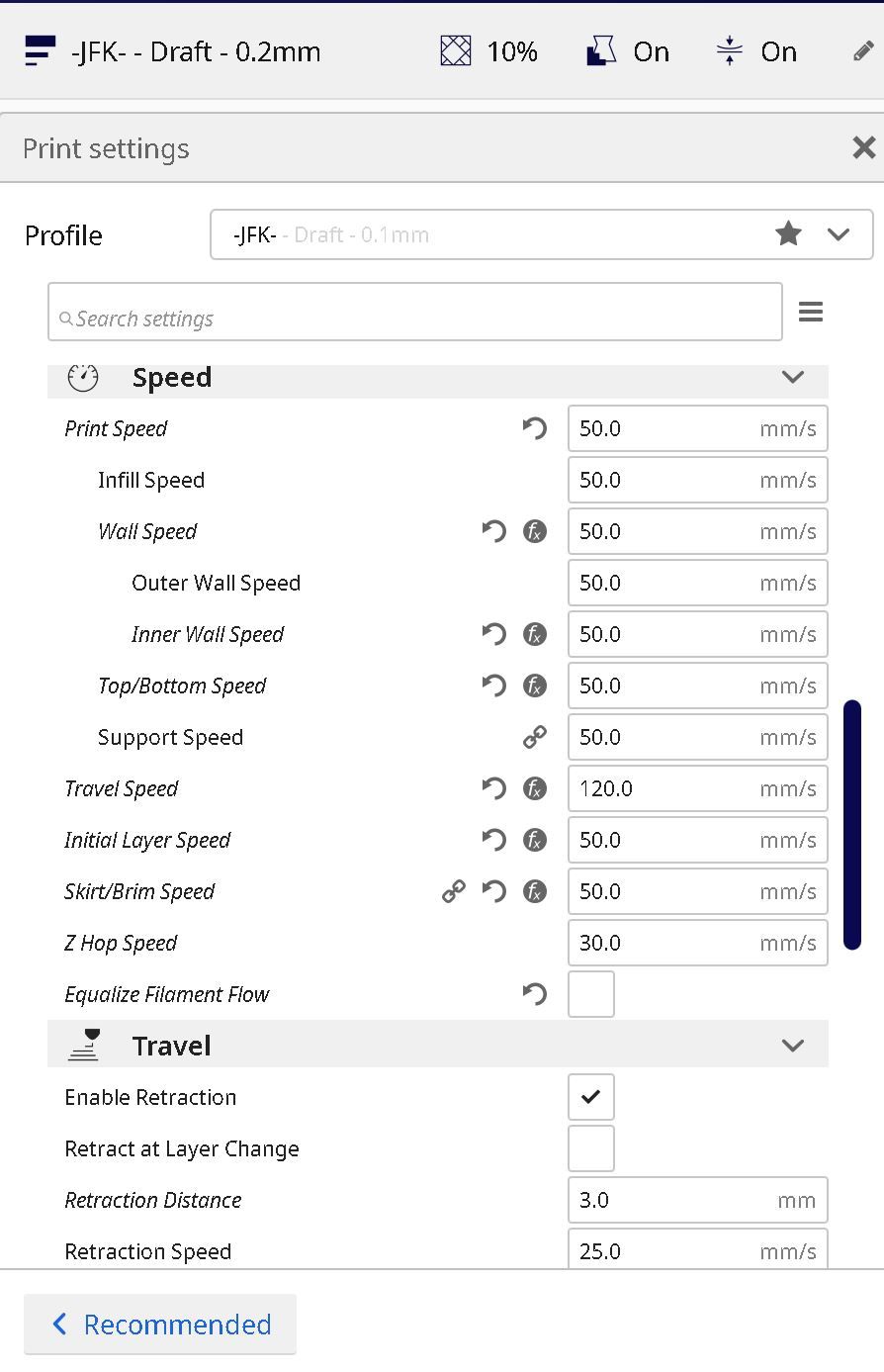
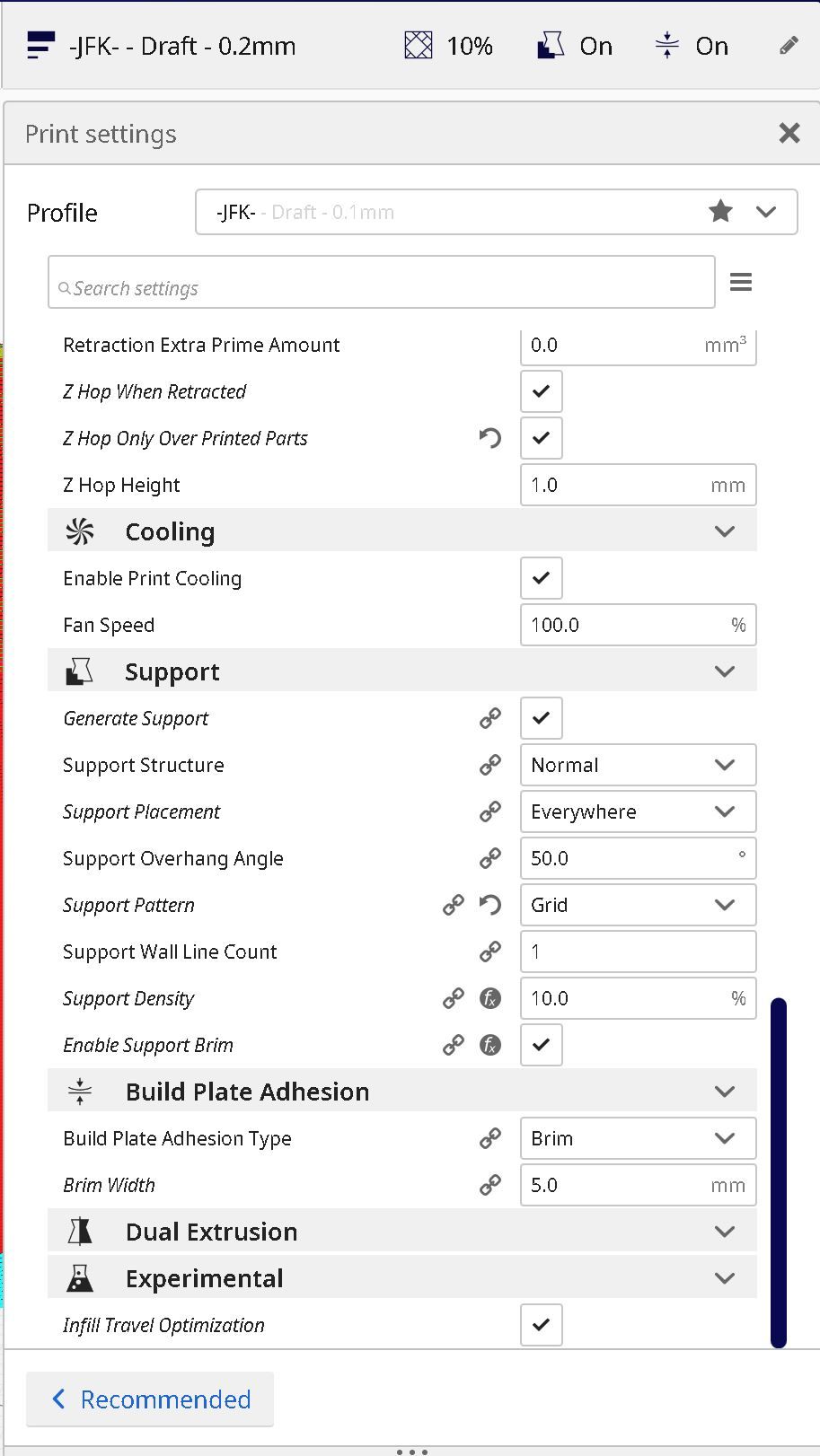
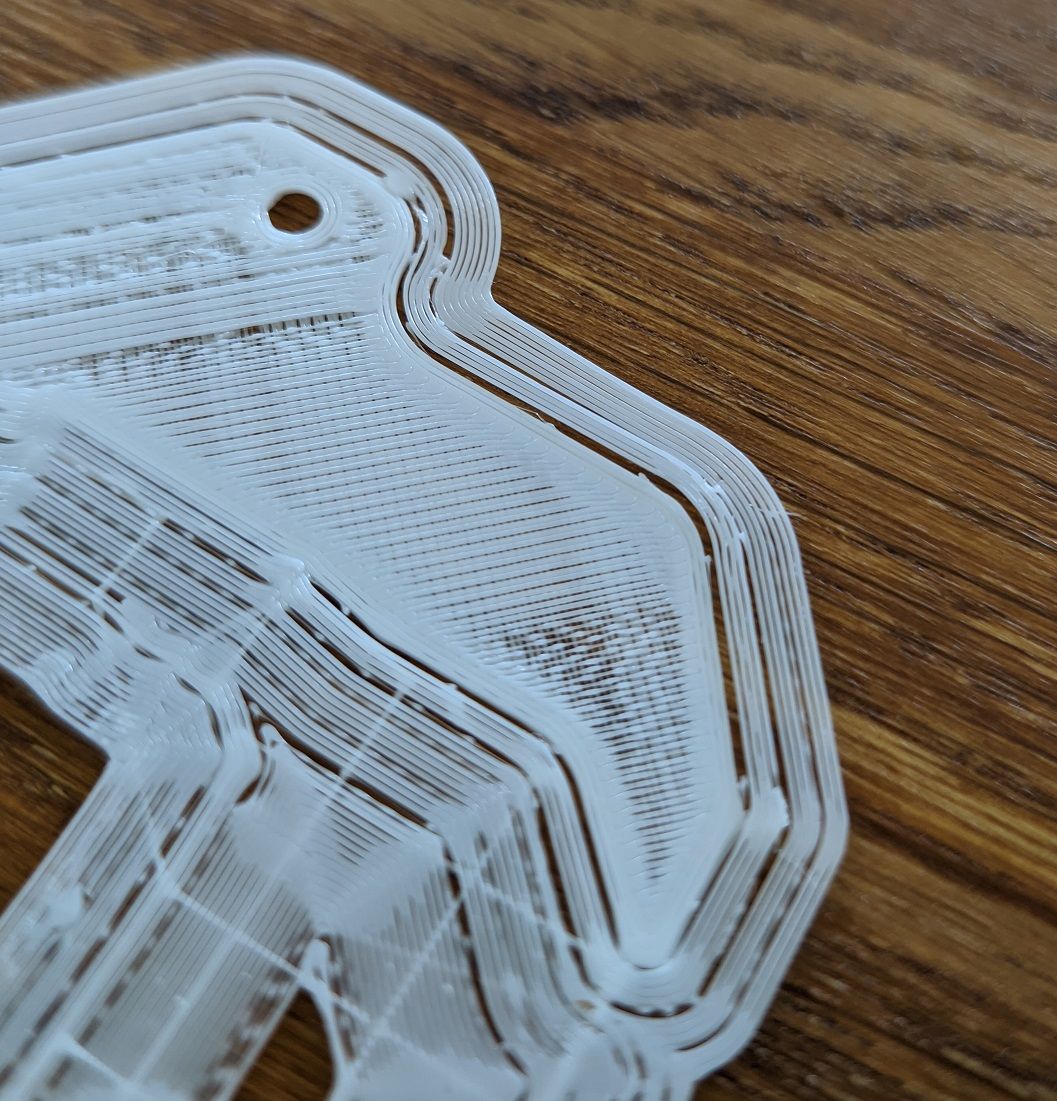
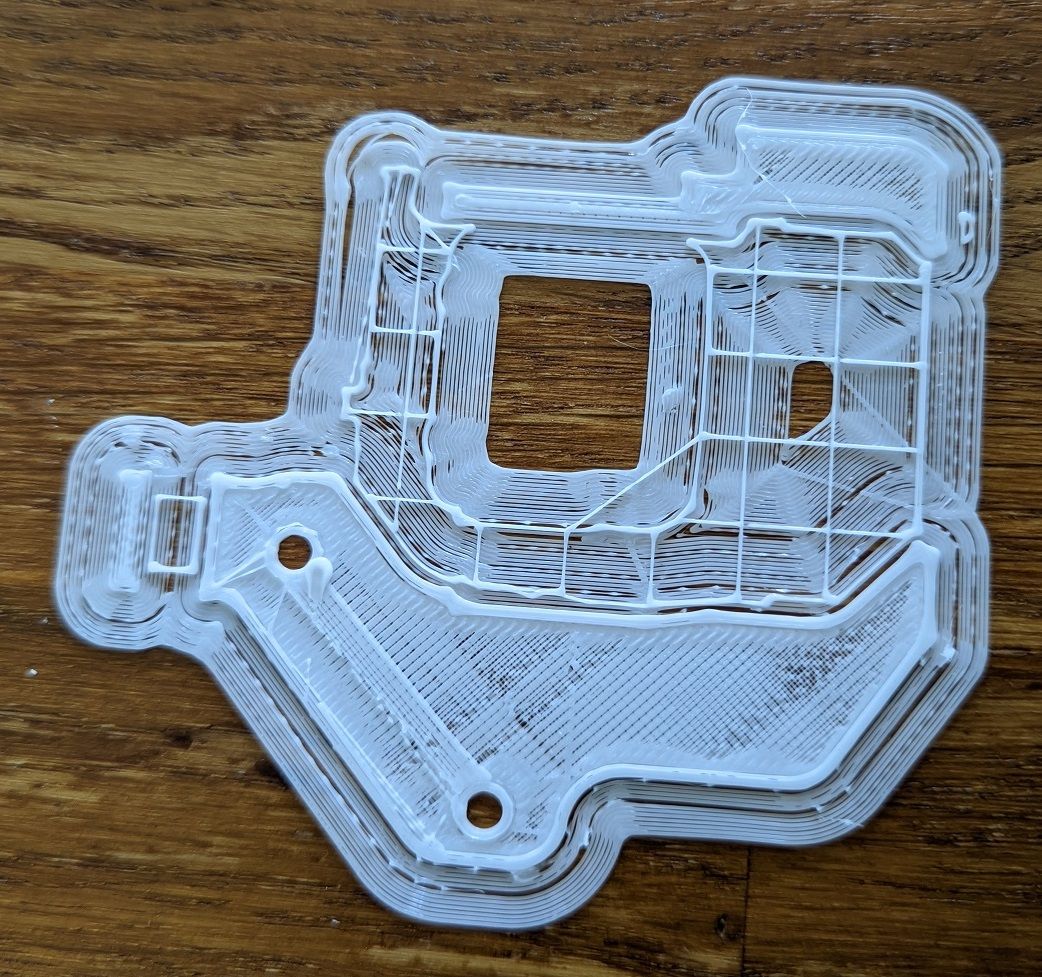
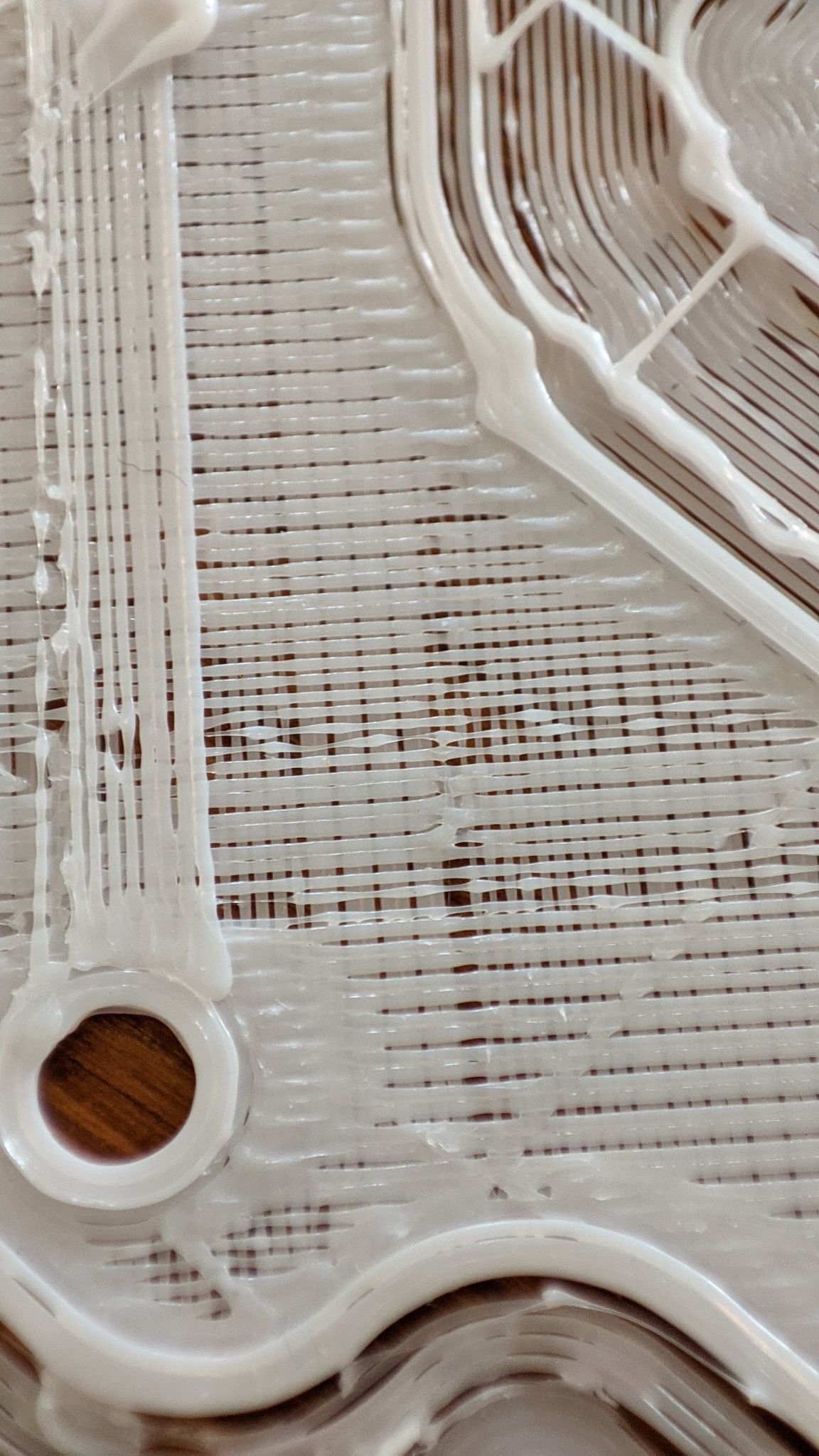
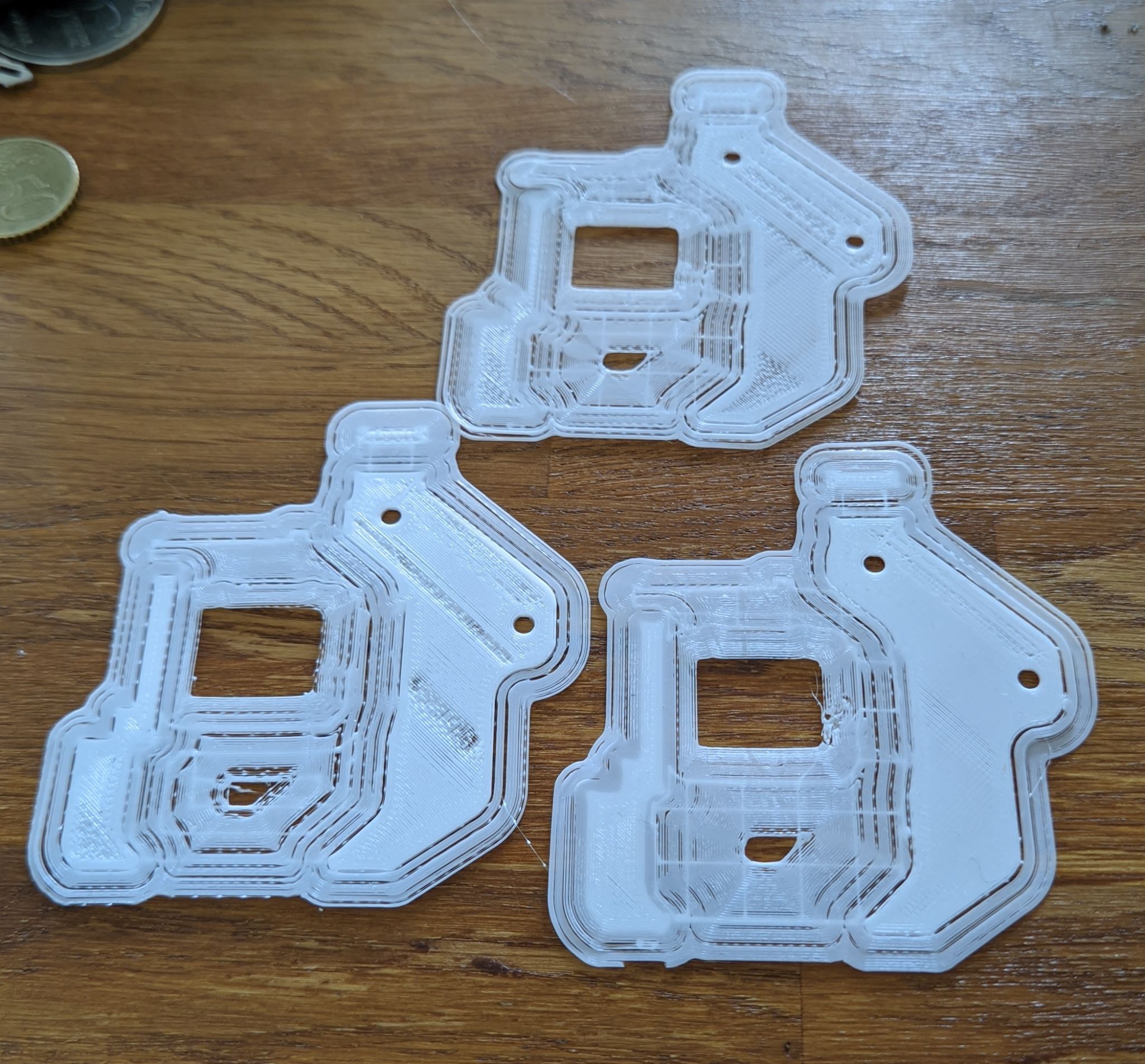
Bonjour à tous, Mes premiers essais ne sont pas concluants. J'utilise du PLA (passé au deshydrateur) sur un plateau à 50° via la buse d'origine (donc en 0.4mm mais je n'ai pu vérifier) à 210°. Le Slicing est fait sur Cura et est transféré sur l'imprimante via carte SD. Mes réglages en PJ. Je lance l'impression sans aucun autre réglage que le Bed leveling une fois que le lit et la buse sont chauds. J'ai l'impression d'avoir un manque de débit, on voit que le brim n'est pas jointif. Le remplissage de la face du dessous non plus. Mais aussi, le fil n'est pas extrudé de façon homogène. Même impression, pas assez de débit, toujours à peu prêt dans les même zones. Je me dis que ce doit être des zones avant lesquelles il y a du avoir un fort débit qui a fait chuter la température de l'extrudeur, au point où ça ne sort plus. Mais je trouve étonnant que si c'est ça, la température de l'extrudeur ne soit pas plus stable. J'ai joué avec le "Flow" en montant à 120%, mais rien ne change concernant le manque de débit dans les grandes zones de remplissage. Avez-vous des idées ? Débutant en impression 3D, vos conseils et réflexions seront les bien venues. Merci.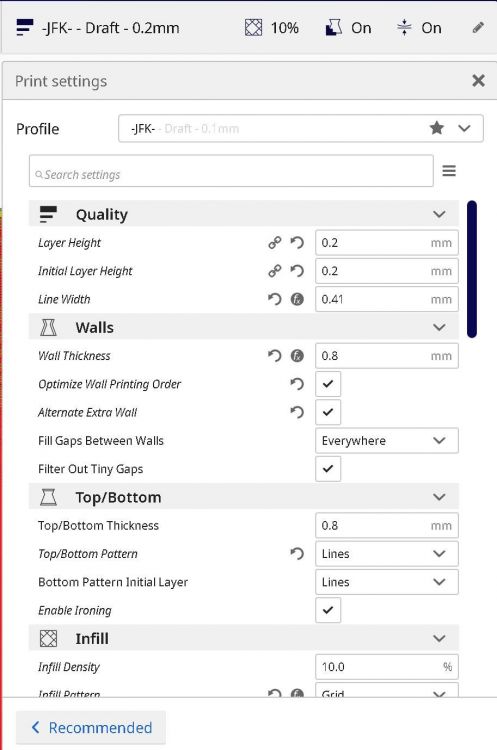




-
Bonjour à tous, Je suis Antoine, -JFK- viens de mes "jeunes années" où sur les bornes arcades, on ne pouvait mettre que trois lettres quand on faisait un score Acousticien de métier, je suis un DIYer depuis toujours. Je viens de me prendre une Sunlu S8, et j'apprend ! Merci.