ProApe
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par ProApe
-
Ok, bon à savoiir. Mais avec cela je ne sais toujours pas pourquoi il y a un filament externe qui n'existe pas! Pour le reste, j'ai constaté que je n'étais pas connecté. Une fois connecté j'ai pu synchroniser les filaments. Seulement, le filament externe inexistant est toujours là.
-
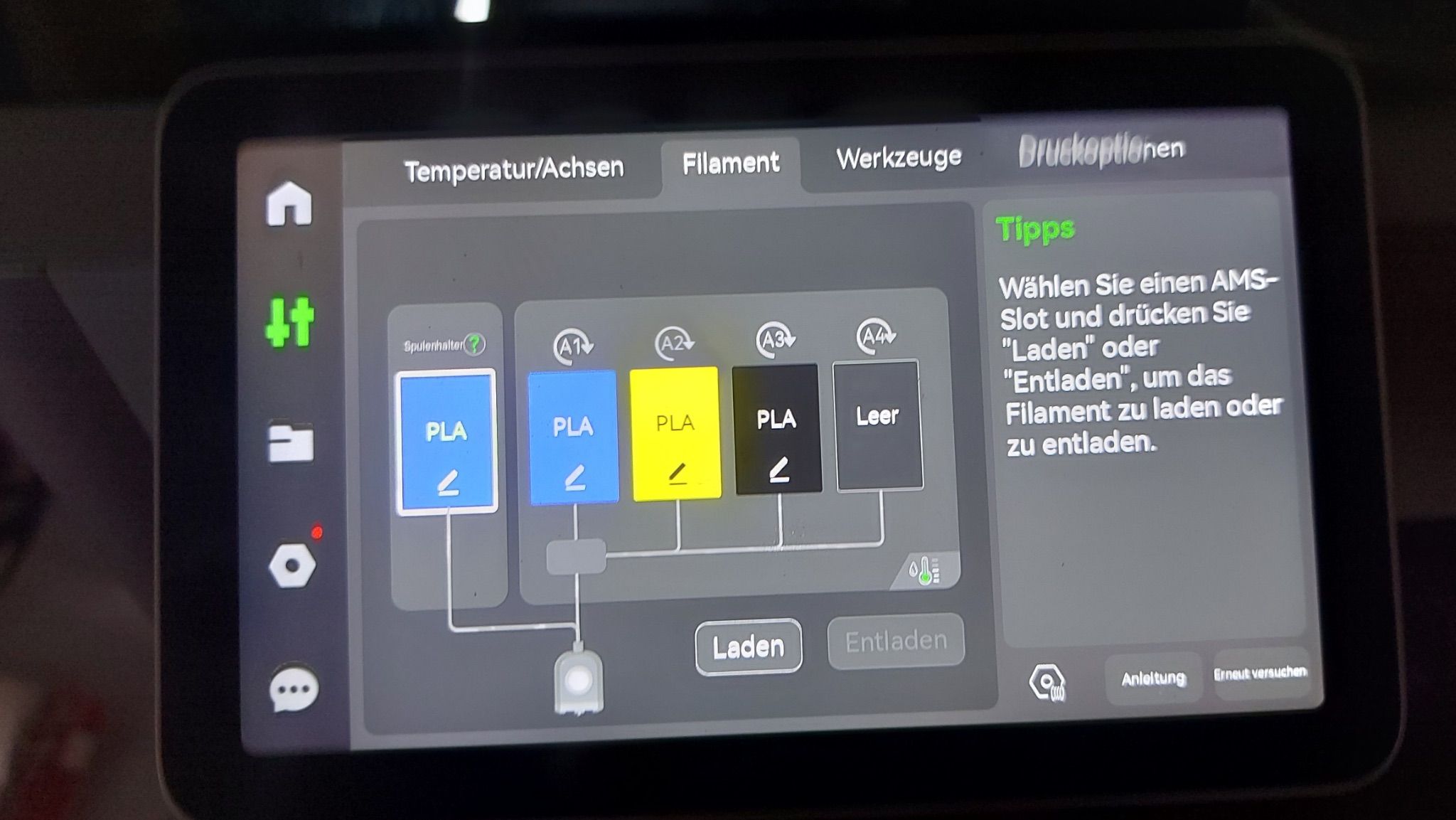
Il n'y a pas de filament externe si l'icône isolée à gauche des 4 de l'AMS ne montre pas le filament externe. Seulement, que signifie cette icône bleue alors?
-
Ok, bon à savoiir. Mais avec cela je ne sais toujours pas pourquoi il y a un filament externe qui n'existe pas!
-
C'est donc la bobine externe, je pensais que c'était le filament introduit dans la nozzle, présomption corroborée par le fait que lorsque j'ai importé un objet dans Bambu Studio il était tout en bleu, justement la couleur de ladite icône. Il suffit de le savoir! C'est bien pratique. Seulement, après synchronisation, j'ai 4 filaments, alors qu'il n'y en a que 3! Le no 4 est inexistant.
-
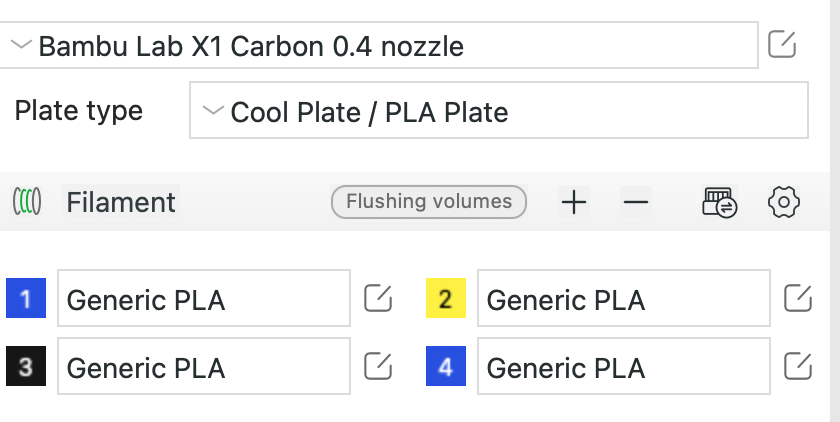
Voici une photo Pourtant j'ai dû définir manuellement les filaments dans Bambu Studio; en plus il y en a 6, alors que l'AMS ne peut en contenir que 4, et qui plus est, le 6 est muni d'une couleur, le jaune. Filament.pdf

-
Bonjour, Je suis encore aux tout débuts avec ma X1C et des fois un peu perdu. Est-ce que Bambju Studio reçoit de la part de l'imprimante (il y a bien une connexion Wlan entre les deux, si je ne me trompe?) de tous le changements (ajoute et retrait de filaments) opérés dans l'AMS? Que signifie, dans le display de l'imprimante, l'icône à gauche des 4 icônes représentant le filament chargé? Est-ce le filament actif? Bien à vous ProApe
-
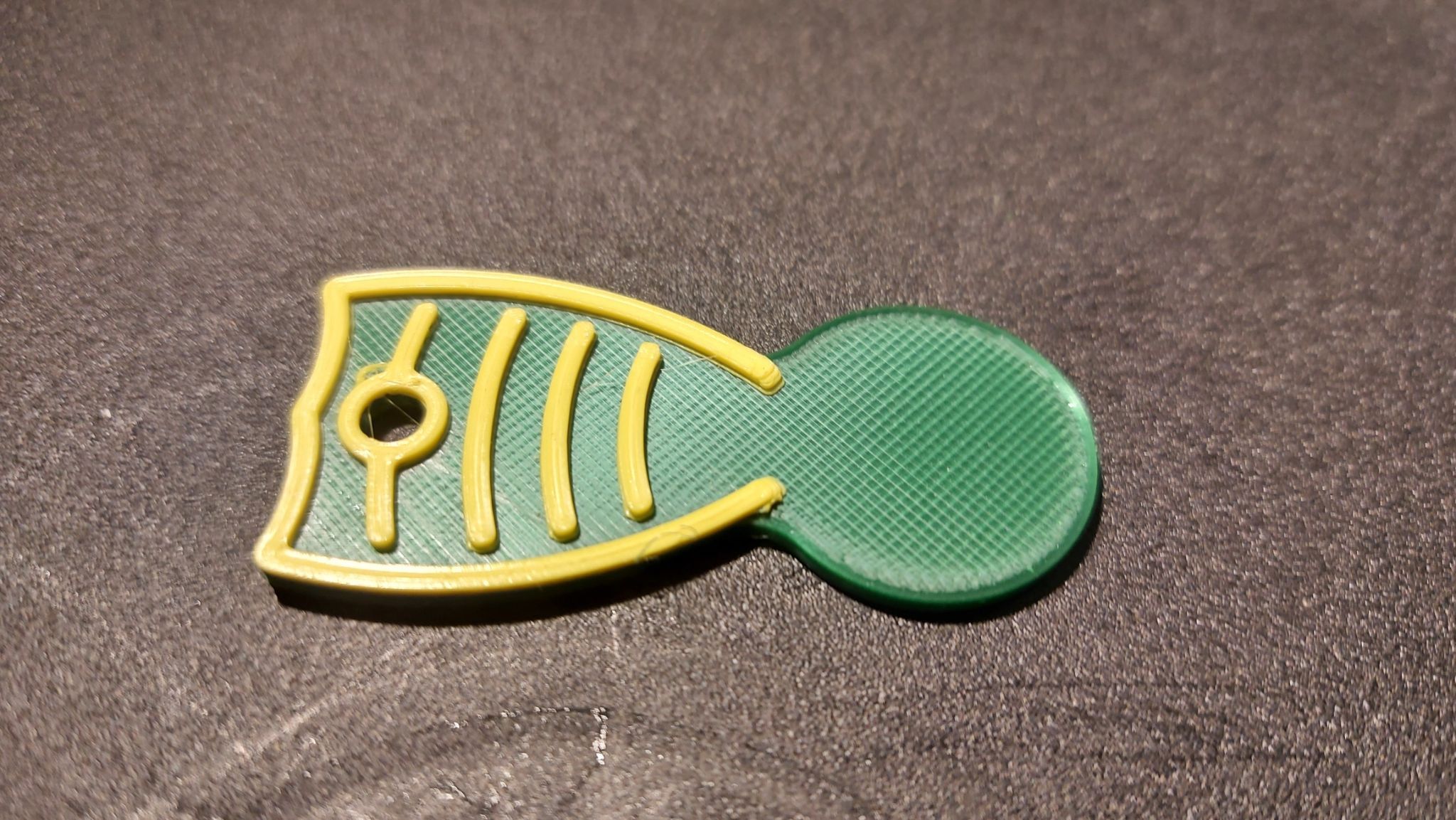
Au vu de la procédure que tu décris par après cela ne me semble pas si simple que cela! J'avais oublié: j'avais finalement réussi à imprimer 15 "jetons" ou "attache-salade" à la fois en deux couleurs.

-
Impressionnant! Et comment procèdes-tu exactement? Comment est-ce que tu garantis que l'impression reprenne au bon endroit? et à la bonne hauteur?
-
J'ai dessiné des "jetons" avec des numéros que je veux attacher à mes têtes de salade (endive) lorsque je lie les feuilles ensemble pour qu'elles jaunissent à l'intérieur, afin de savoir depuis combien de jours une salade déterminée est déjà liée. Sur la surface du jeton j'imprime un nombre que je veux imprimé dans une autre couleur, et, bien que respectant vos remarques G0 au lieu de G1, ne mettre que des nombres sans décimales après F, divisant la vtesse de 13800 par 10), le code passe à nouveau outre le changement de filament! Le code ajouté commence à la ligne 3456 et à la hauteur Z=1.7 A la suite du code ajouté, dans le code dans lequel gje n'ai rien modifié, à partir de la ligne 3493, il y a d'ailleurs plein de G1 AVEC extrusion: cf. copie d'écran! Schild.stl

-
Merci pour les pistes que je vais explorer. Ce n'est d'ailleurs pas moi qui ai indiqué la vitesse de F13800, elle était déjà dans le code.
-
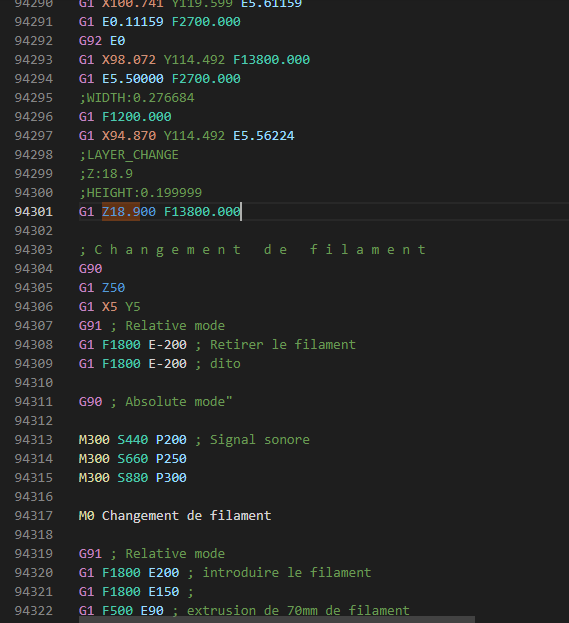
Il est plus simple de mettre un objet en-dessous pour la bloquer. J'ai ensuite intégré cette routine dans un code imprimant un sifflet, mais l'imprimante a passé outre. A la ligne 94305 Z doit monter à Z50, mais ce code n'est pas exécuté, ni la suite du code ajouté. Quelle peut être la raison qu'il est ignoré?
-
Tout à l'heure j'avais imprimé un jeton pour chariot, un en plus, et j'avais poussé l'axe Z un peu vers le bas en manipulant le filament; à la prochaine étape il devait homer, mais il voulait aller plus bas que Z0. J'ai du mal a en comprendre la raison, puisqu'il y a bien l'interrupteur. As-tu une idée à quoi cela pourrait tenir et si je peux faire quelque chose pour l'éviter, sauf bien évidemment ne pas pousser Z vers le bas. Ce n'est pas la première fois que cela m'arrive, au dépens de l'imprimante hélas, et j'ai l'impression -sans que ce soit une certitude- que si je pousse seulement un peu (sans que je sache définir le "peu") vers le bas, elle arrive à trouver Z0, et que ce n'est pas le cas, si je la déplace davantage. J'ai fait ensuite un nouvel essai, et j'ai bloqué l'axe Z pendant le changement de filament, il a homé et il a imprimé comme il fallait avec le 2e filament.
-
Bonsoir, Merci, ça marche! Le G28 Z fait bien ce qui lui est imparti! Et, je ne pense pas que ce soit une véritable catastrophe si je repose une question qui a eu sa réponse juste avant! Désolé, cela m'avait échappé avec toutes les informations précieuses contenues dans ce message! Bonne soirée ProApe
-
J'ai ajouté ce M83 et ces 3 caractère et nombres font la différence! Voir image annexée! A préciser que ça a marché seulement au 2e essai. Au premir essai la buse est descendue à Z0 et au lieu de monter à Z2,2, comme prévu dans le code,les axes X et Y se sont déplacés à Z0 et on bien évidemment heurté l'impression avec le premier filament! Bizarre, le code est bien clair: après le G1 Z0 (y aurait-il par hasard un code spécial pour "homer"?) il y a le G1 Z2,2 qui a donc été ignoré. Il faudrait peut-être une petite pause entre les deux. Peut-on définir une pause qui n'attend pas l'appui sur le bouton mais définie dans le temps? Pour essayer de contrôler cela j'ai ajouté encore 2 M0 afin d'éviter que la même situation se reproduise. Merci pour ta précieuse aide...surtout que ça commence à fonctionner! Le code modifié (avec M83 et les 2 M0 supplémentaires) en annexe. M600 2.2mm 3.12.21.gcode

-
jusqu'à la fin? Bien compliqué tout ça. Je n'étais pas conscient que les G90 et G91 jouent aussi pour E.
-
Re, Voici le code. Il imprime un jeton pour charriot. Le changement de filament débute à la ligne 7432. A la ligne 7415 il y a un G92 E0. Quell est l'action de ce bout de code? A la ligne 20 il y a un M83 qui continue jusqu'à la fin. Les commandes G92, M82 et M83 m'étaient inconnues jusqu'ici. M600 2.2mm 3.12.21.gcode
-
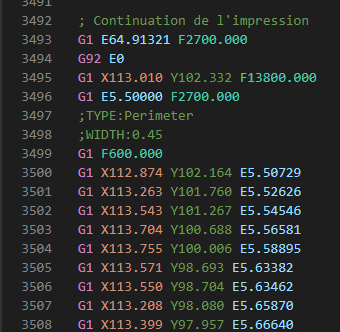
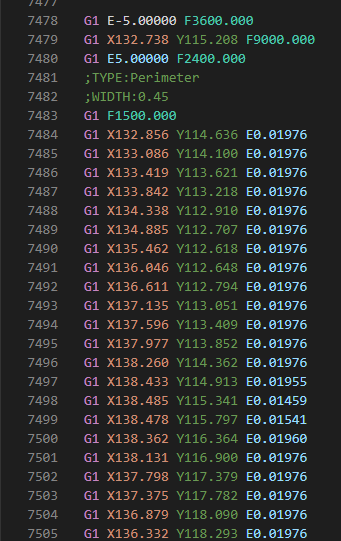
Bonjour, Est-ce que personne n'a une idée pourquoi après le changement de filament il n'y a pas de filament qui sort de la buse, pendant tout le reste de l'impression? Lors de mon dernier essai j'ai provoqué au début de l'impression une pause, j'ai monté la tête de 50mm, j'ai fait Motion¦Move Axis¦Extruder et je l'ai fait avancer de quelques cm avec le résultat qu'il y a tout de suite du filament qui sort de la buse, je redescends de 50mm, je continue l'impression et il n'y a rien qui sort! En annexe une copie d'écran montrant le début du code après le changement de filament. Bien à vous ProApe
-
Bonsoir, Je ne sais pas trop comment mettre ton idée en oeuvre, mais en tout cas il faut absolument éloigner la buse de l'impression pour le changement de filament, donc un simple arrêt-continuation ne fonctionnera pas.
-
Théoriquement j'ai trouvé la solution, en ne travaillant qu'avec des références absolues et en homant le Z après le changement de filament, pour être sûr que la machine a la bonne position de Z. Hélas, dans la pratique, l'impression continue bien à la bonne hauteur, mais il n'y a pas de filament qui sort et je constate que les 2 petites roues qui le transportent ne bougent pas normalement mais très peu. La raison n'est pas une buse bouchée puisque, lorsque je démarre une nouvelle impression, le filament sort normalement et je vois les roues tourner normalement. En annexe le code avec le début de la suite du code "normal". Ce qui me frappe, dans le contexte de la recherche de la raison de la non-extrusion du 2e filament: à la première ligne de la suite du code normal le filament est d'abord rétracté: G1 E-5.00000 F3600.000 alors que je ne trouve pas cela aux autres changements de couche. Normalement cela ne doit pas faire partie de la routine de contournement de M600 mais bien du code original. D'ailleurs, j'ai découvert qu'en pausant l'impression par le menu les axes peuvent toujours être bougés, ce qui ouvrirait la possibilité de procéder de cette sorte pour changer de filament (ou intégrer un objet) en faisant monter l'axe par le menu. Retrouver la bonne position de Z n'est pas un problème, il suffit de noter la position avant de monter la tête. Et même si l'axe arrivait à descendre pendant le changement on arrive à la faire redescendre à la bonne position. Le seul hic: il faut ou bien déclencher la pause au bon moment par le menu ou bien insérer au bon endroit dans le code une commande déclenchant une pause, sous condition que la possibilité de faire bouger les axes moyennant le menu soit conservée (si une telle commande existe). Les M0 de ma routine n'offrent pas cette possibilité: elles font continuer l'exécution du code dés qu'on touche au bouton. Bien à vous ProApe Routine remplaçant M600.docx
-
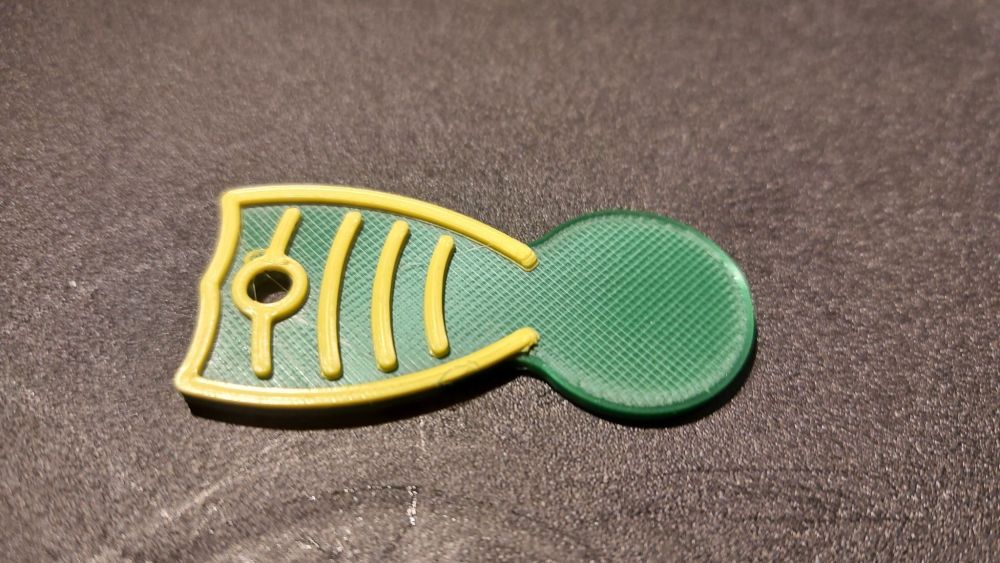
Mon astuce a fonctionné sauf que... ...le filament n'est pas sorti à Z0 ...il a imprimé trop bas bien que j'aie fait monter la tête à 2.2mm, de sorte qu'il a gratté dans les couches déjà imprimées. Voir les stries sur la photo Conclusion: je dois garer Z à>0 pour introduire le filament et trouver la raison pourquoi il a continué l'impression à un niveau trop bas Pourquoi ce code ne fait-il pas continuer l'impression à 2.4 mm mais bien plus bas? G90 G1 Z50 G1 X5 Y5 G91 ; Relative mode G1 F1800 E-200 G1 F1800 E-200 G1 F1800 E-300 G90 M300 S440 P200 M300 S660 P250 M300 S880 P300 M0 Changement du filament G91 G1 F1800 E200 G1 F1800 E200 G1 F1800 E70 G90 ; Absolute mode M0 Changement Ok G1 Z2.4

-
pratique en effet et la tête est garée à quelle hauteur
-
donc la mienne est une direct drive. En ce qui concerne le M600 tant vanté, que fait-il exactement?
-
astucieux! direct drive, ça signifie quoi exactement?
-
C'est ce que je voulais dire. Ce que tu écris concernant le GCode me semble intéressant, mais comment le réaliser? Ce n'est pas possible dans mon imprimante. Et je ne comprends pas la différence avec ma routine qui fait la même chose, mais je dois dire que je ne connais pas l'envergure du M600; cela ferait seulement une différence si la tête était garée pendant la pause à Z0. Par contre, en réfléchissant bien... prenons le machin que je voulais imprimer en 2 couleurs: le changement de couleur se fait à Z2.2 absolu. Lorsque l'impression de la couche Z2.0 absolu est terminée la tête passe à la hauteur Z2.2 absolu, le filament est rétracté, et la tête monte à la hauteur relative Z5.0 correspondant donc à la position absolue Z5.2. Je change donc le filament et par malheur la tête bouge à nouveau vers le bas. Pour corriger cela j'ai ajouté G1 Z50 en mode absolu juste avant le code qui fait redescendre la tête à Z2.2. Si cela fonctionne (je n'ai pas encore su le vérifier) la tête va donc remonter à Z50 absolu. Donc, pour qu'elle redescende à Z2.2 absolu, je dois modifier le Z-50 relatif en Z47.8 absolu et je devrais atterrir à la bonne hauteur. Si mon raisonnement est exact et que cela peut fonctionner comme ça je dois faire ce petit calcul pour chaque impression à 2 ou plusieurs couleurs. J'entrevois une autre possibilité: lorsque la tête est montée à Z50 relatif elle est garée en même temps sur les deux autres axes: G1 X5 Y5 et je pourrais donc la descendre à Z0 absolu avec G90 G1 Z0 pour changer le filament, et je remonte à Z2.2 absolu moyennant le code G90 G1 Z2.2. Compliqué tout ça, mais intéressant! Bien à vous Pro Ape Dans ma routine qui remplace M600, les axes X et Y sont déplacées avec G90 X5 Y5 et comme dans cette routine il n'y a pas un autre code qui la ramène à la position XY initiale -cette routine n'a pas coulé de ma propre plume- il ne semble donc pas nécessaire de devoir connaître cette position, le code "normal" doit reprendre le déplacement au bon endroit