Sebigeli
-
Compteur de contenus
420 -
Inscrit(e) le
-
Dernière visite
Récompenses de Sebigeli
")





-
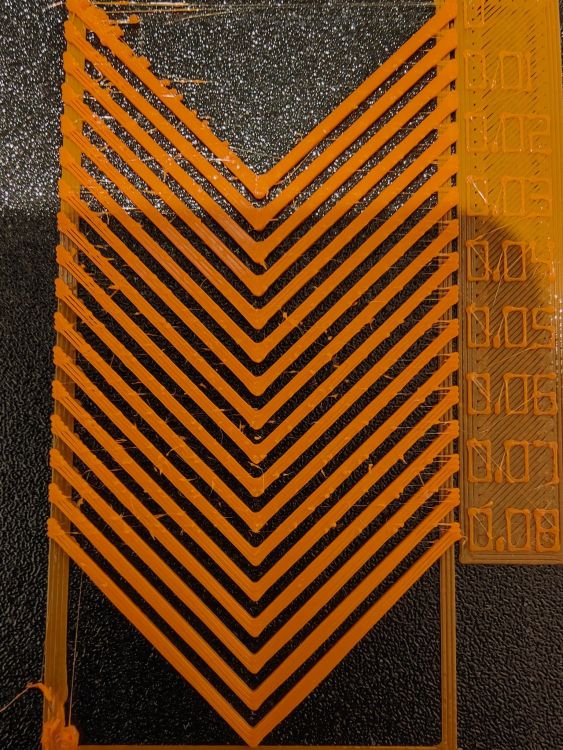
Salut @MrMagounet Je viens t'apporter des nouvelles, des personnes du discord VZbot mon aidé à trouver l'origine du problème. C'était ma rétraction qui était beaucoup trop haute, en direct drive, quand ton PA est bien réglé elle peut même être désactivée, si ce n'est pas possible, elle ne doit normalement pas dépasser 0.1-0.3 moi j'étais à 0.75... J'ai fait quelques tests plutôt concluant je dois relancer l'impression de ma pièce. Je veux toujours me lancer dans la construction d'une imprimante 3D, l'écosystème fermé de la BBL l'élimine, la K1 on sait que les composants ne doivent pas être foufou... Je pense à deux choix, une Voron Trident ou une VZbot, le prix n'est pas du tout le même, le problème c'est que j'imprime principalement du PLA et PETG, et par la suite peut-être un peu d'ABS/ASA/PA-12 mais je ne pense pas en faire le principal filament du fait qu'il soit fabriquer à partir de pétrole. Le problème c'est que le PLA ne peut pas s'imprimer dans une enceinte fermé et on ne peut pas vraiment l'imprimer à haute vitesse car il a besoin d'énormément de refroidissement. Le PETG peut-être imprimé dans une enceinte fermé et peut peut-être être imprimé à plus haute vitesse... je veux bien ton avis là dessus, je suis peut-être passé à côté d'un autre projet, ou un autre type de filament etc... Merci
-
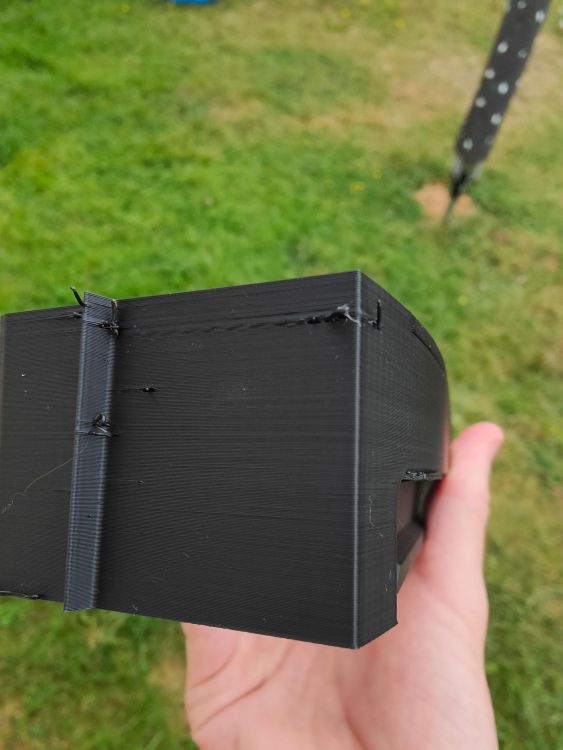
Ok, ça c'est recollé pour l'instant ça ira. J'ai tenté d'imprimé la même pièce en PLA, j'ai les même défaut et certains en plus à cause de la vitesse, mon profil PLA est trop rapide je pense ^^ Je ne vois pas d'où cela vient... mon PA qui n'est pas bon mais ça m'étonnerait il est plutôt bien réglé... Je doute que ça puisse venir de Cura ?



-
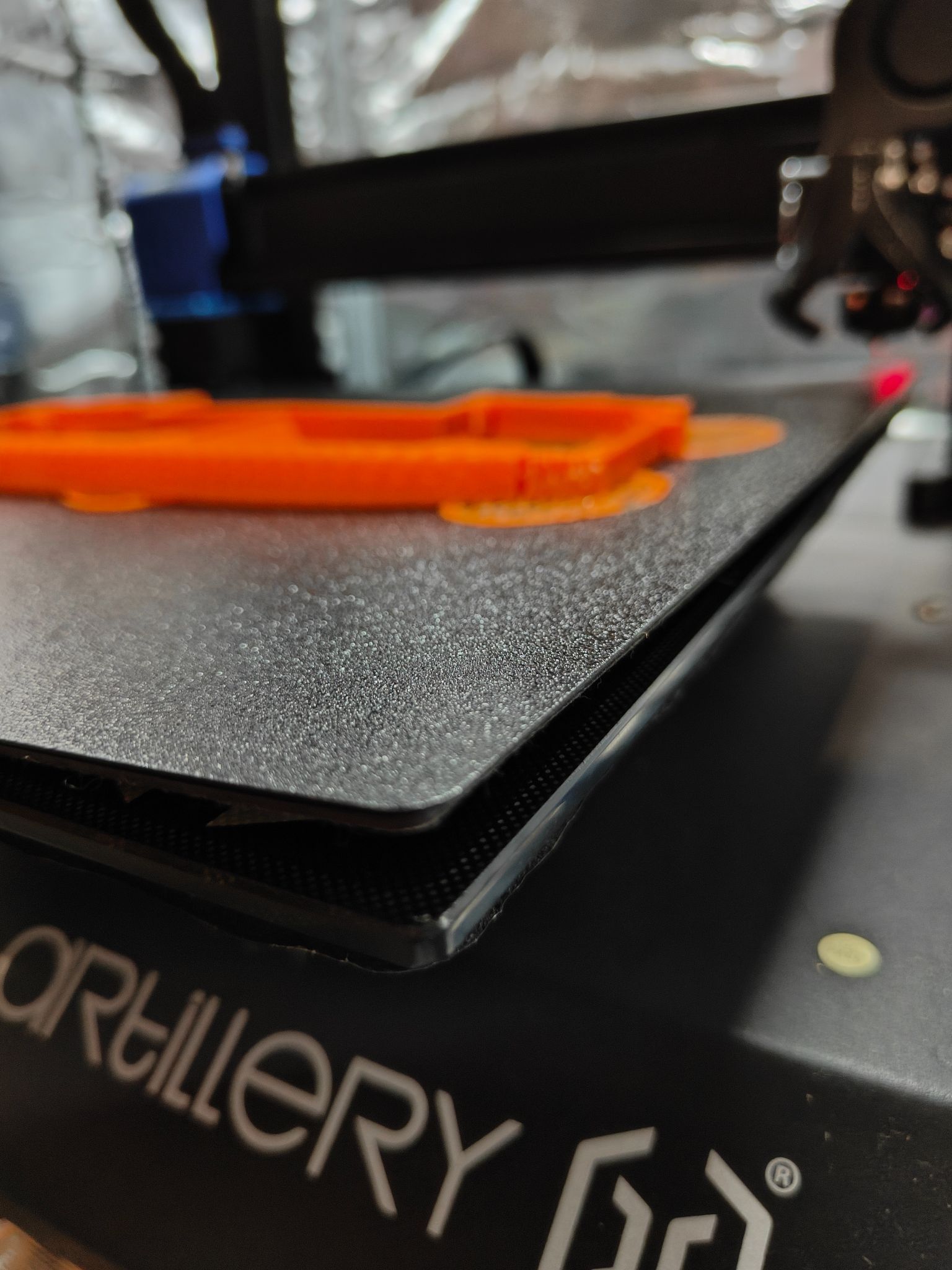
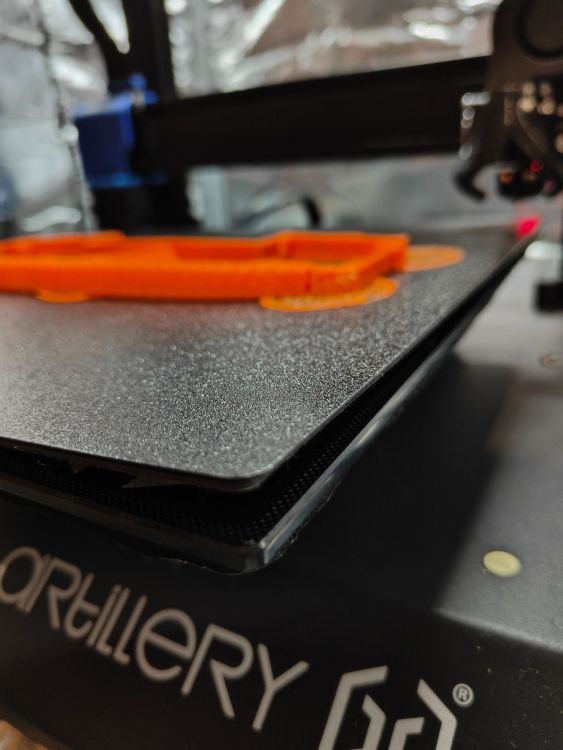
Je ne suis qu'à 25% de ventilation. Je peux le recoller la surface magnétique ? Si oui avec quel colle ? Merci
-
@MrMagounetJe ne trouve pas le problème, cela pourrait il venir d'un ventilation trop haute, ou trop faible, mal orienté ? Mon plateau magnétique se décolle, que faire ?


-
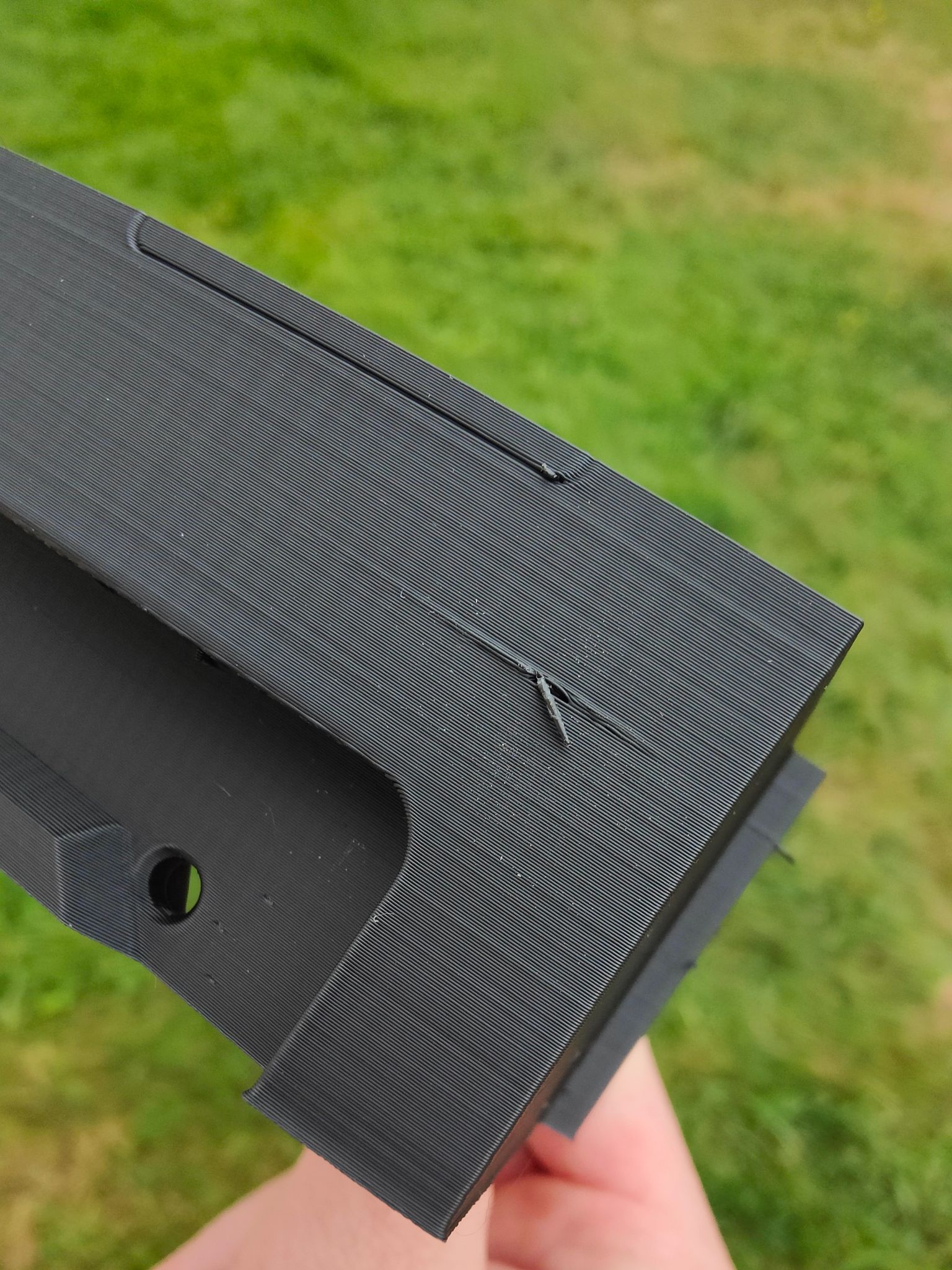
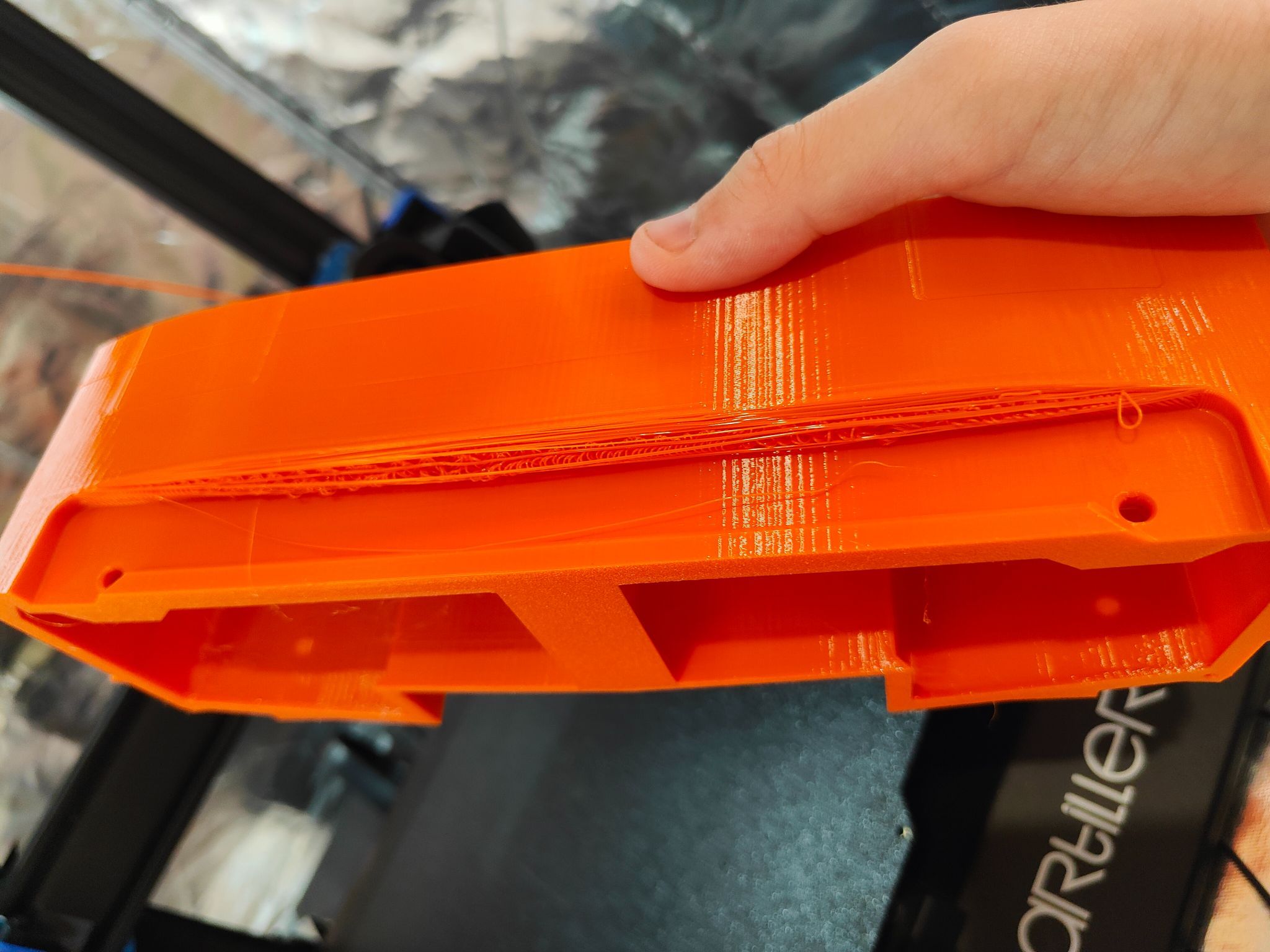
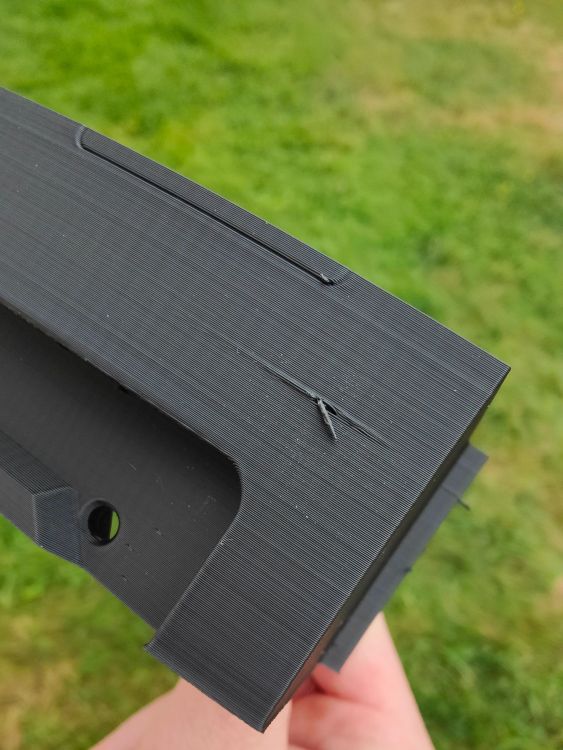
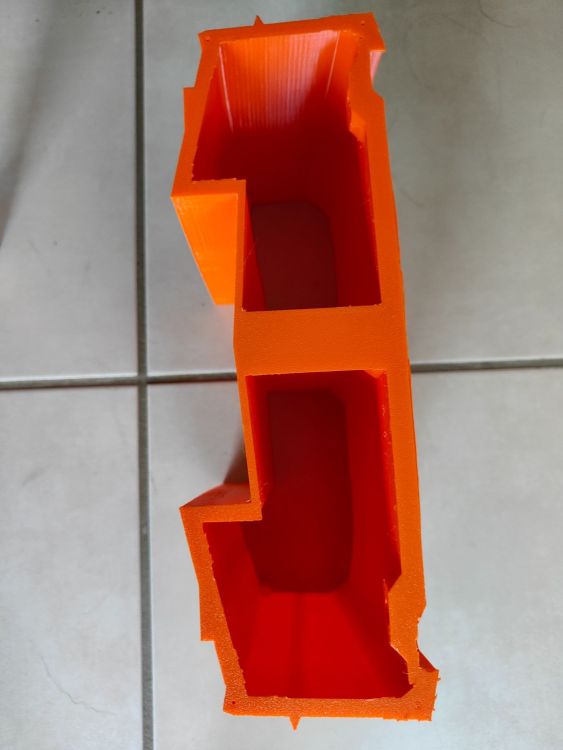
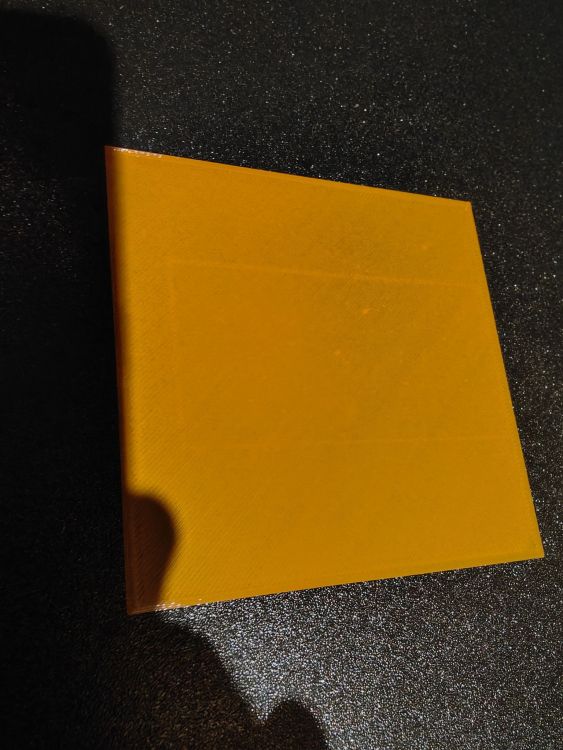
@MrMagounetJ'ai laissé faire jusqu'à la fin de la pièce, le résultat est moyen, c'était une galère et retirer le support et les pastilles, il n'y a pas photo c'est plus costaud que le PLA. Je ne comprends pas les bulles, petit troues, c'est uniquement à certains endroits, c'est bizarre... je pense que ce n'est même pas récupérable...








-
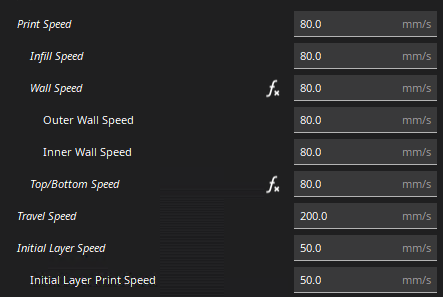
@MrMagounet Ok, je vois bien. Je n'ai plus de problème de warping par contre le problème de troue, où sous extrusion par endroit recommence... Je ne comprends pas, j'ai diminuer la vitesse de paroi à 60 mm/s, j'ai imprimé un Benchy il est nickel... De quoi cela pourrait-il venir ? C'est présent qu'à un seul endroit et c'est sur un support, je laisse tourner un peu plus longtemps pour voir si ça se reproduit plus haut.

-
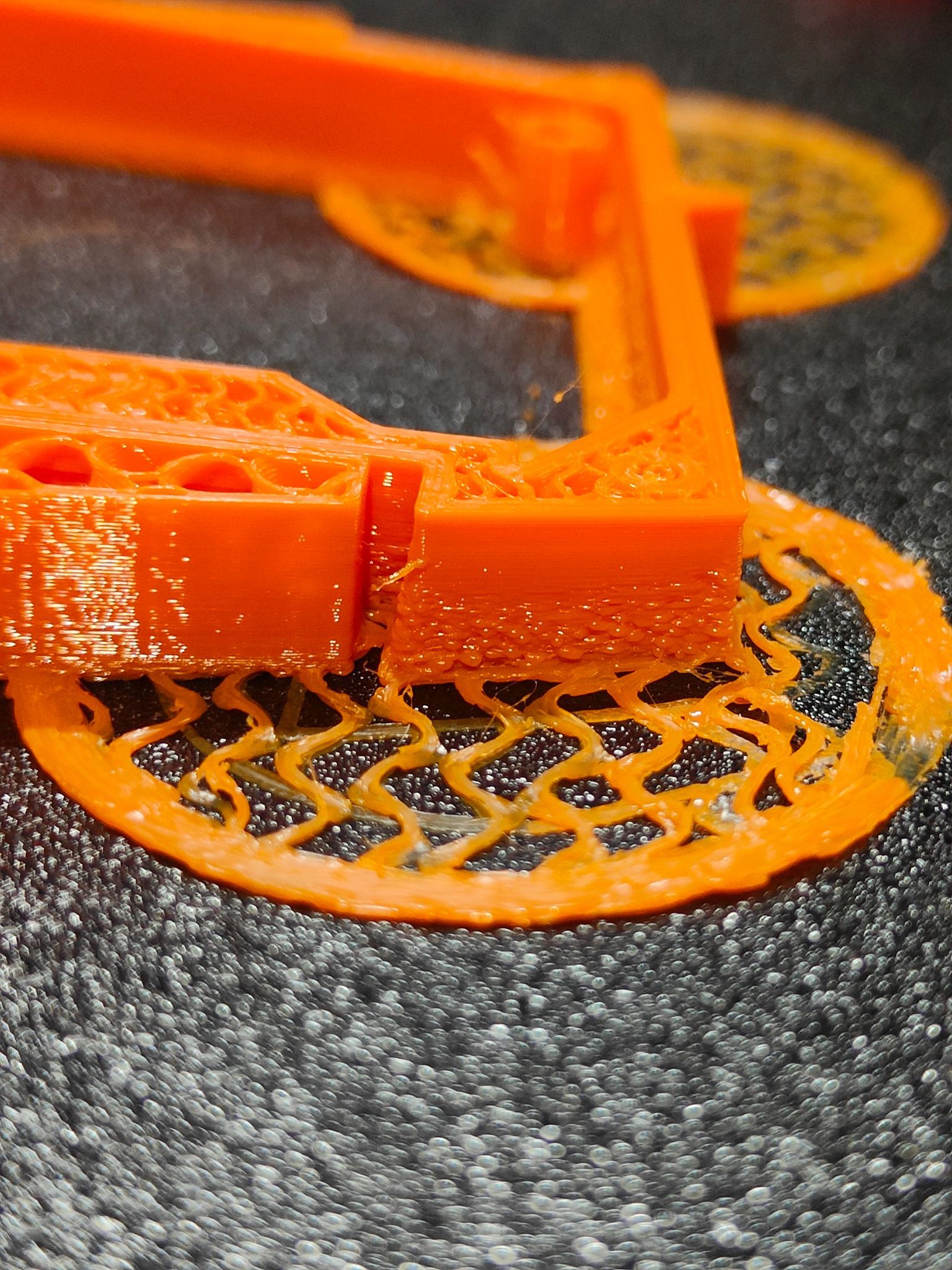
Ok, j'ai laissé 0.2 pour la distance, je viens de trouver ce qui posait problème, c'était le nombre de couche de la pastille, j'en est mis 4 et ça a fonctionné (c'est ok sur la preview du slicer) . D'ailleurs dès lors que l'on ajoute une pastille il augmente le remplissage des supports à 100%, je l'ai redescendu à 13,33, c'est ok ? Si je ne m'en sors plus avec le PETG je peux finir en PLA 3D870 pour la coque, c'est vissé et coller, ça tiendra entre un morceau de la coque en PETG et l'autre en PLA ?
-
@MrMagounetFranchement j'imagine, c'est une galère à imprimer le PETG, je vais laisser le remplissage à 80 mm/s et je vais baisser les parois à 60 pour voir. Je termine le bateau, et après le PETG restera sur l'étagère un bon moment je pense ahah. Après ça vient peut-être de la marque de mon PETG. J'imagine que quand tu as goûté et est satisfait de l'abs tu ne faut plus que ça, voir un peu de PLA pour avoir un matériau plus "écolo". Taille j'ai pu les régler, le nombre de couche, il faudrait en mettre combien sur un print plutôt haut ? Et distance du print ça se règle où ? Merci
-
@MrMagounetj'ai mis des pastilles mais ça à fait ça... Tu sais pourquoi ? Je dois avoir un mauvais paramétrage dans la partie support, le brim est bien activé pourtant. Un nouveau problème, ça ne peut pas parfaitement fonctionner pendant plusieurs mois ahah... Voir photos, aucune idée de ce qui se produit... Le bon PA doit être environs 0.02, je suis à 0.03 actuellement, mais ce n'est pas à cause de ça... Merci




-
@MrMagounetOk, je vais corriger ça. Je vais refaire le réglage de pression des roue de l'axe Z. Quand je baisse l'axe Z ça fait un peu de bruit, ça ne descend pas linéairement... C'est une galère à règle on ne sait jamais si c'est assez serrée ou pas. Le PA je l'ai mis à 0.30 finalement, la photo que je t'avais envoyé ce n'était pas propre, à 0.6, il y avait un manque de matière au milieu. Il faut peut-être que je baisse la vitesse ? Une température trop basse ne ferait pas ça ? Merci
-
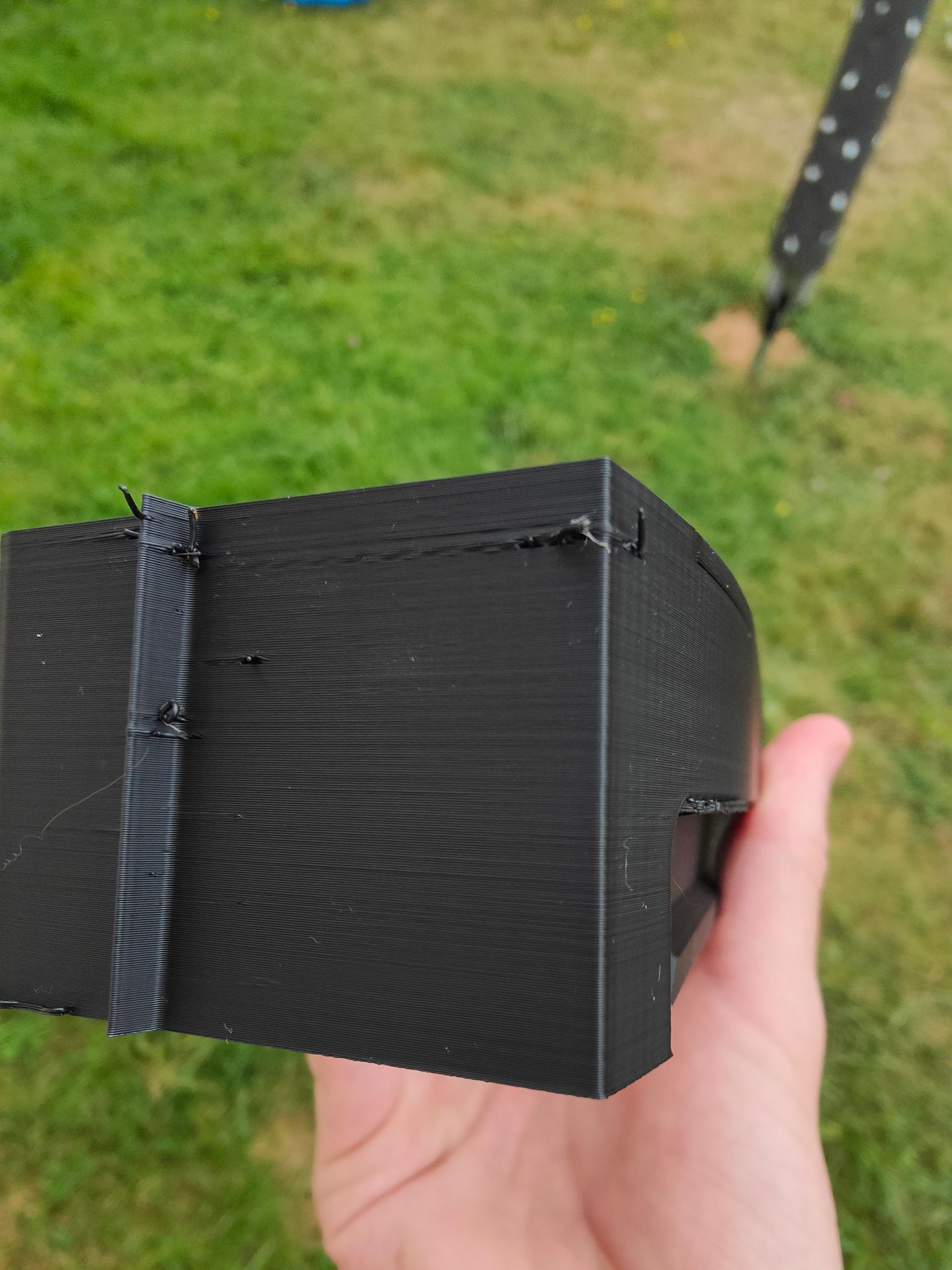
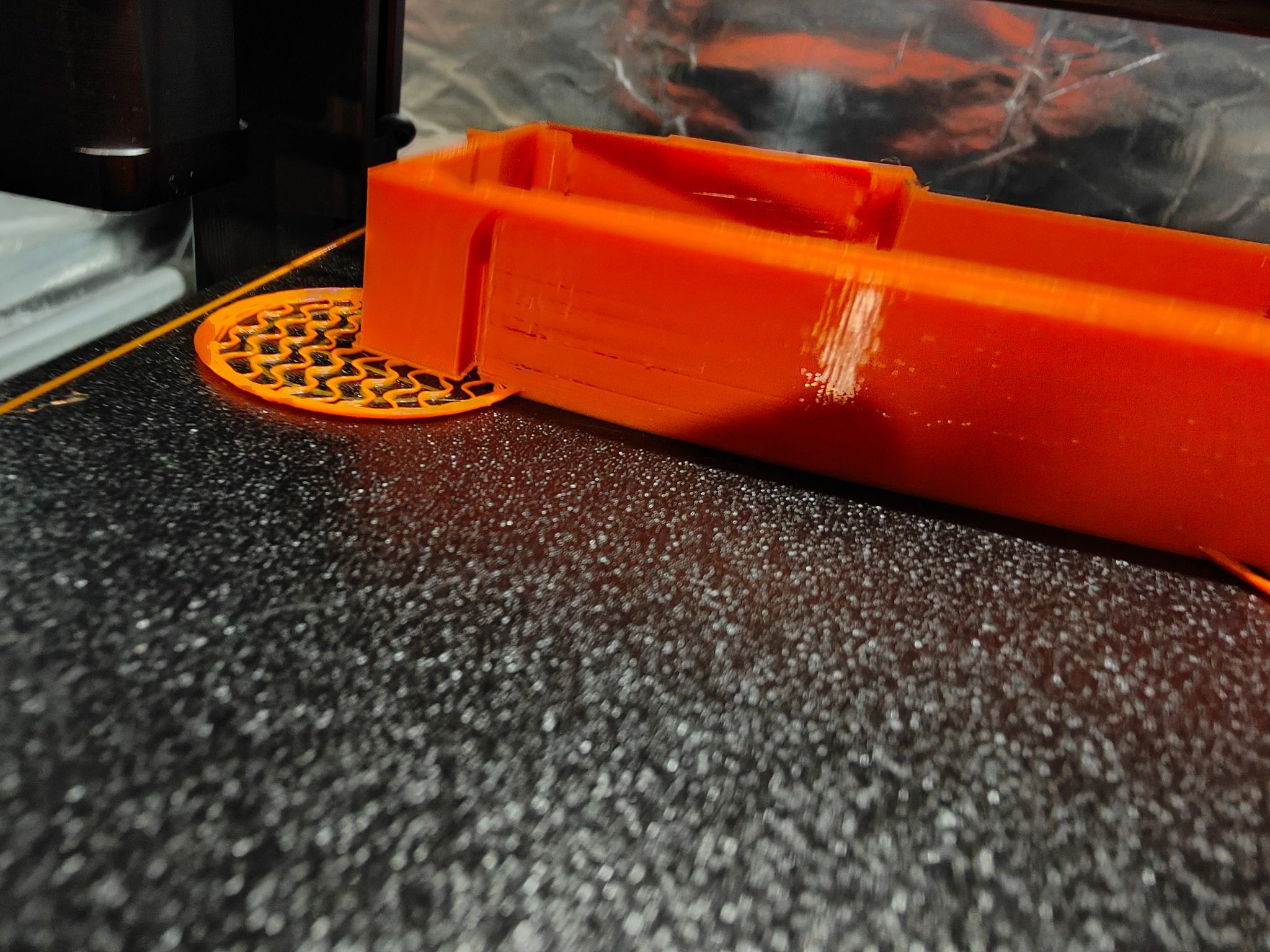
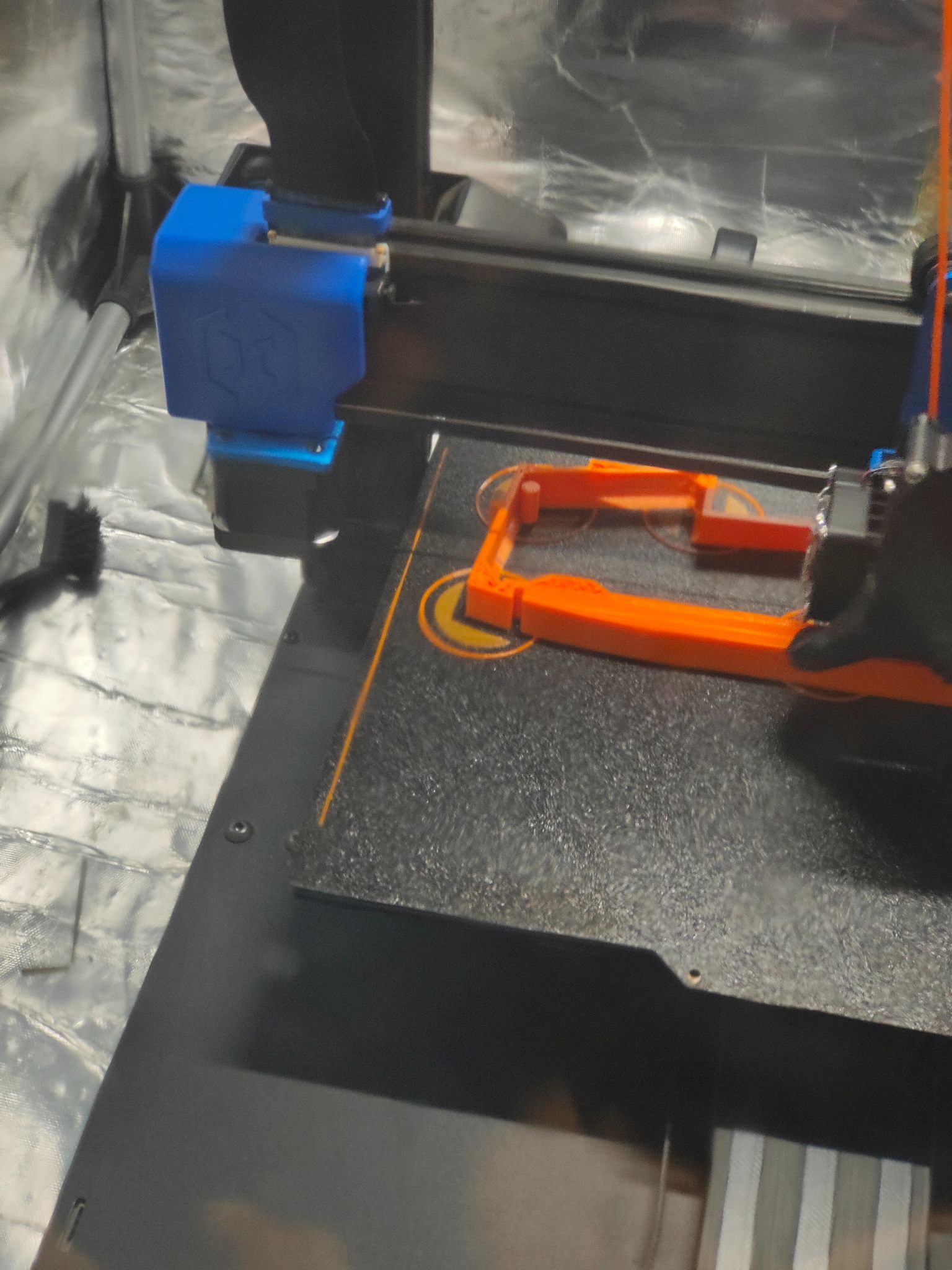
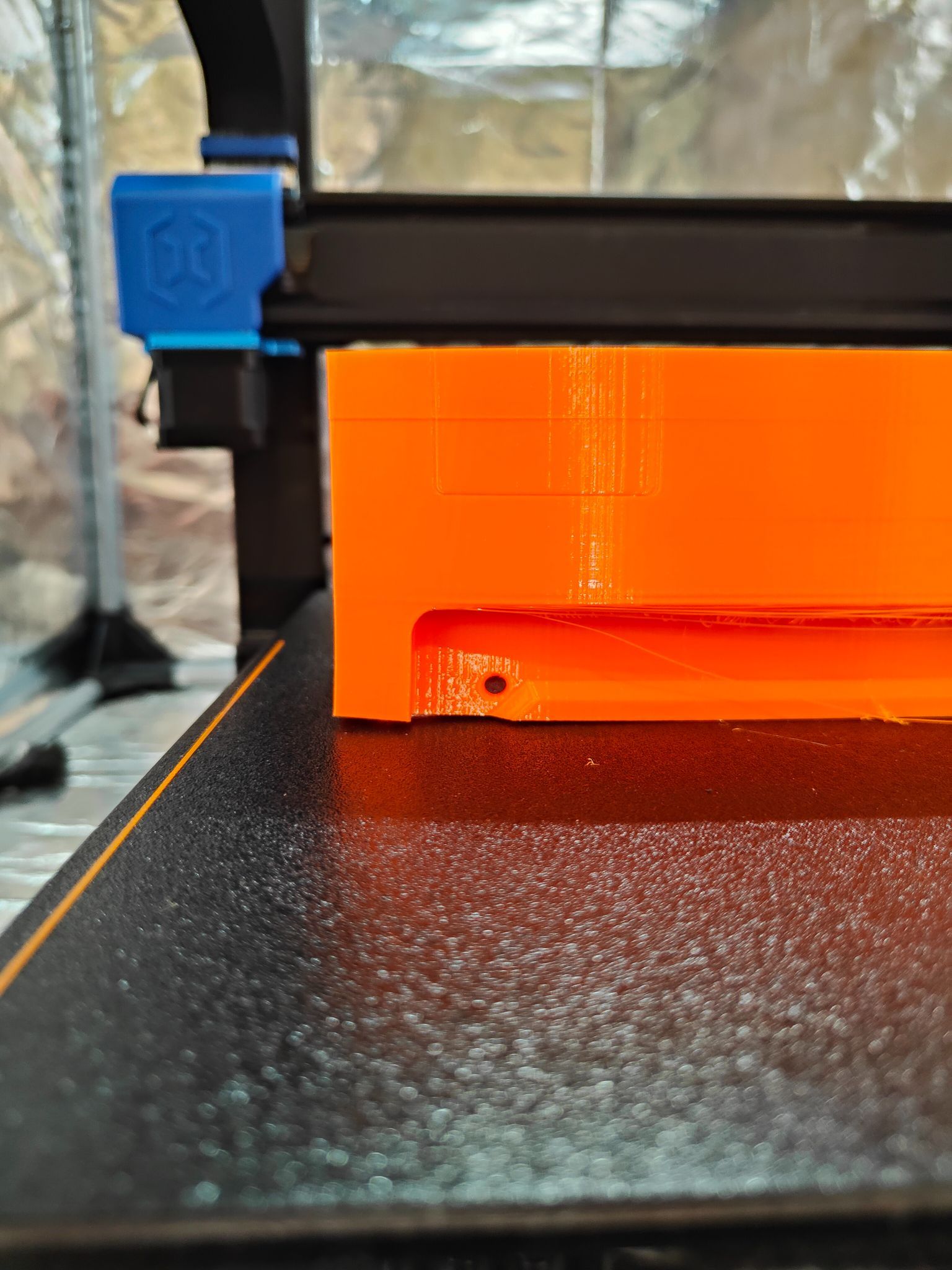
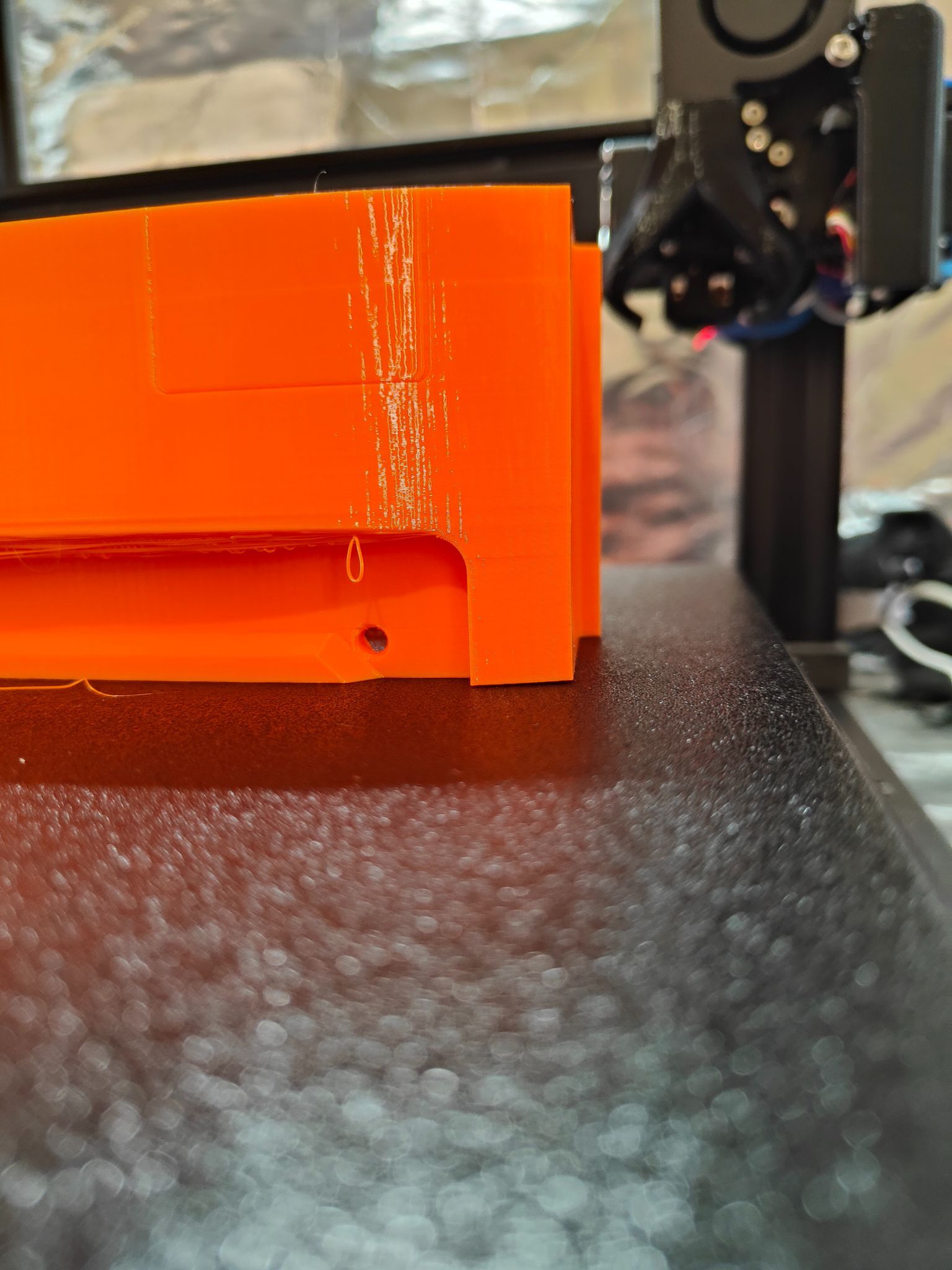
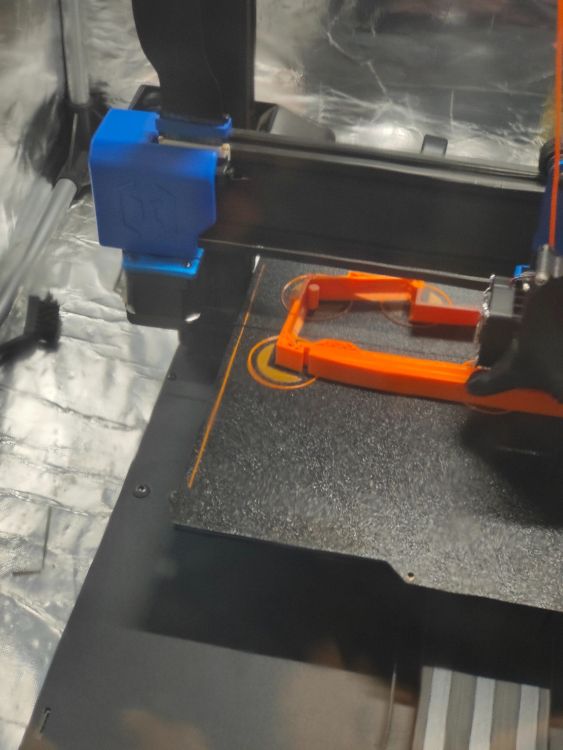
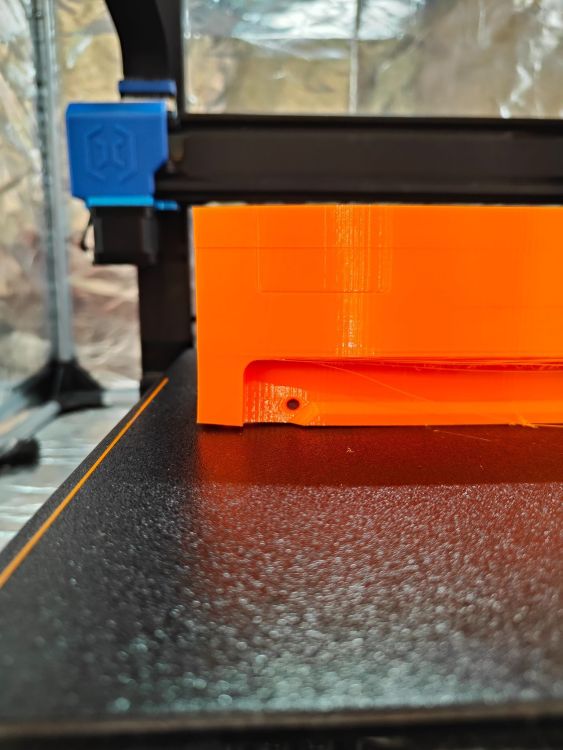
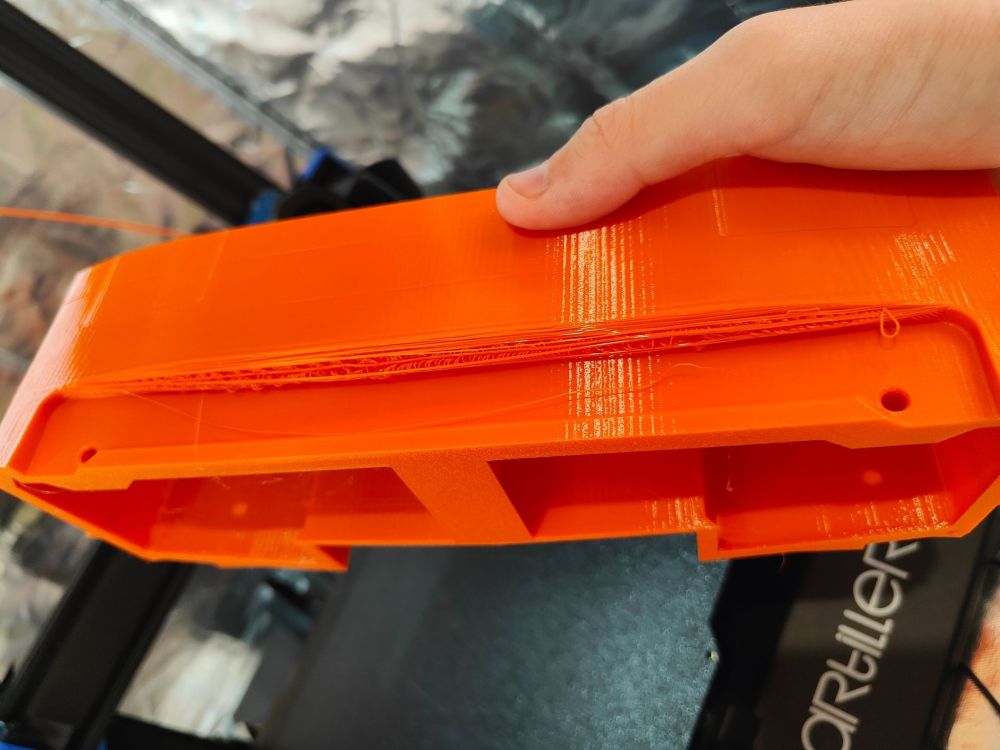
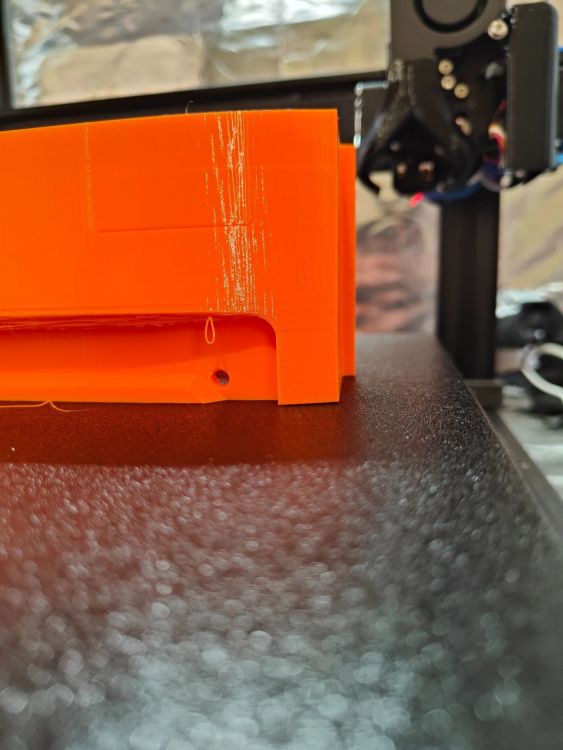
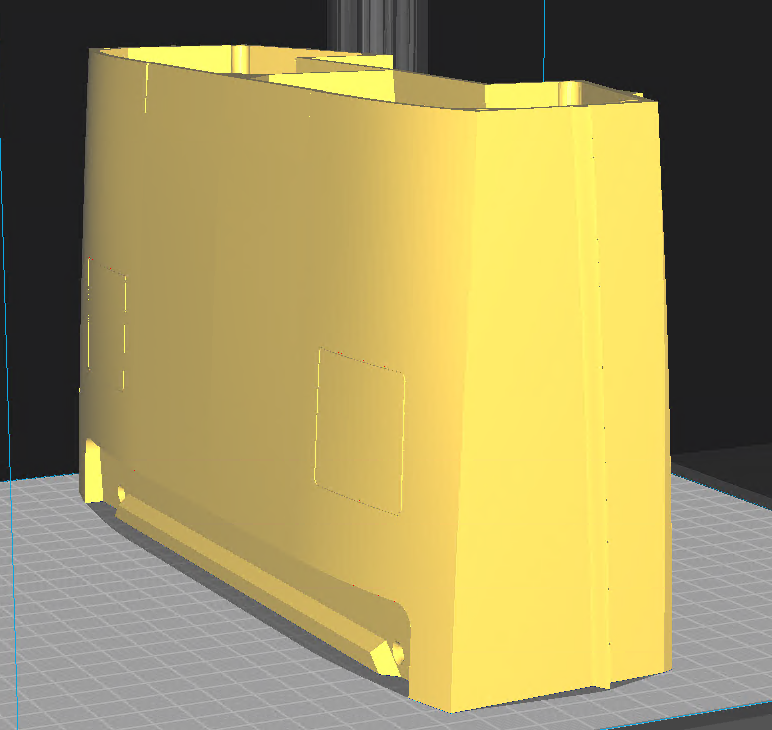
@MrMagounet J'ai lancé une pièce pour mon bateau, 22h d'impression, ce matin, j'ai du warping, j'aurais du mettre des pastilles anti warp et peut-être "fermer" sans la fermeture pour que ça ne soit pas 100% étanche mais que ça retienne les flux d'air ? Le dessous de la pièce n'est pas entièrement rempli donc la surface de contact n'est pas énorme, ça doit être lié. J'aurais du mettre des supports collés au plateau également. J'ai l'impression d'avoir des décalages en Z également, qu'en penses tu ? Il y a un endroit où il a un manque de matière, c'est bizarre non ? (Voir avant dernière photos) Je n'imprime toujours pas assez chaud ?


-
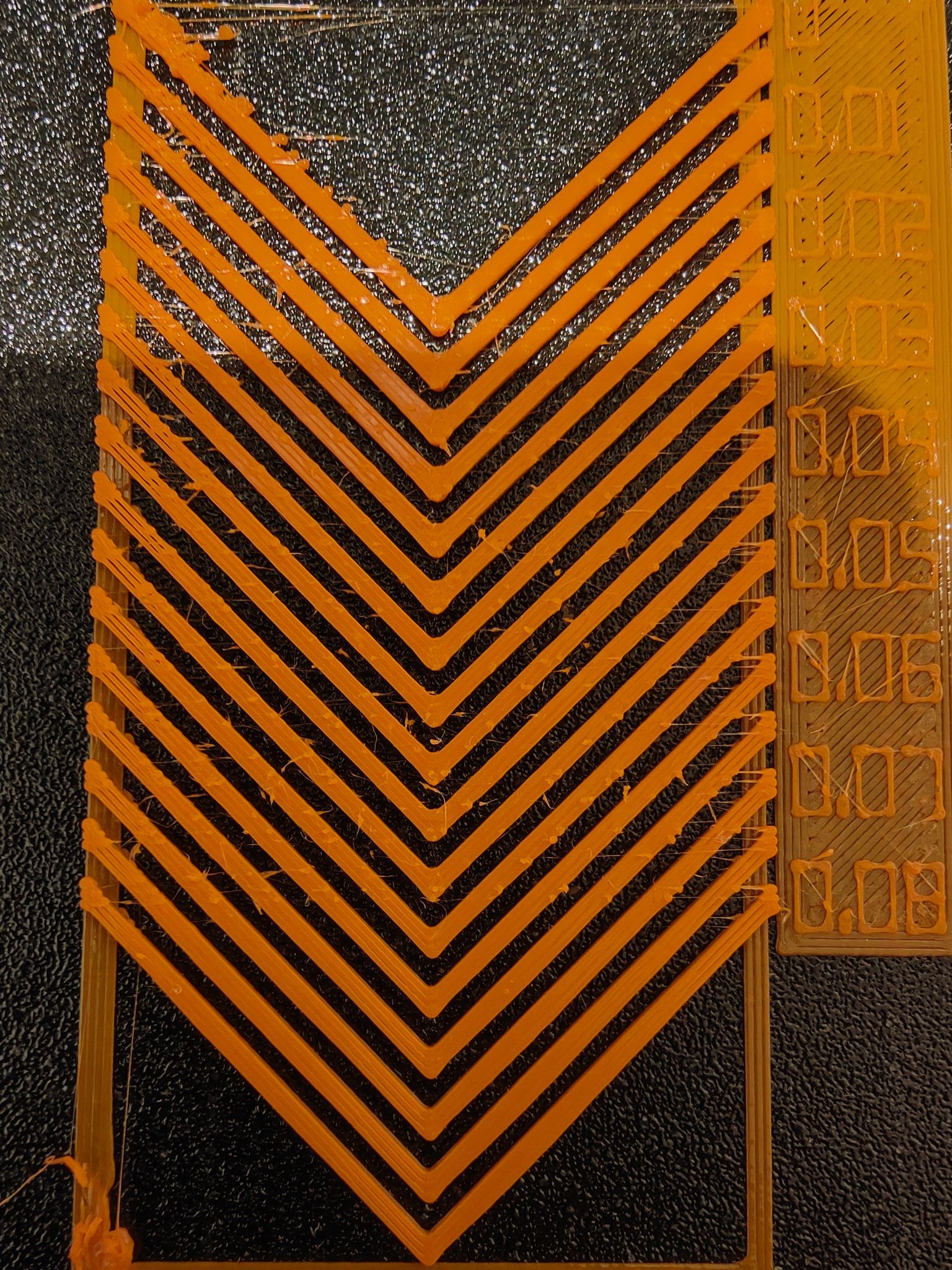
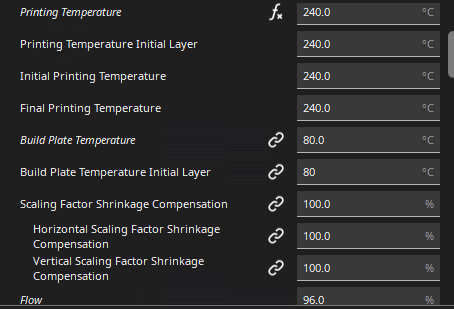
@MrMagounetj'ai nettoyé l'autre gear d'entraînement, j'ai remonté et je n'ai pas réextruder dans le vide, je n'ai plus de problème pour l'instant. En parcourant sur les forums, je pense que je tentais d'imprimer le PETG trop froid, j'ai monté à 240/80, eux préconise 245, c'est un poil moins. J'ai ce résultat pour la 1er couche, tu sais pourquoi j'ai des petits bulles ? C'est ma buse qui a bavé ? D'après toi c'est la qu'elle valeur la meuilleur pour mon PA ? Merci !

-
@MrMagounetJ'ai une piste, j'ai besoin de ton avis, je me suis rendu compte que c'est quand j'extrude dans le vide que ça se produit. Sous Mainsail l'extrusion dans le vide par défaut est à 10 mm/s est-ce rapide ? Quand j'extrude dans le vide moins rapidement le problème ne se produit plus. J'ai tendance à toujours à tester une petite extrusion dans le vide de temps en temps donc c'est ça l'origine du problème, le gear se remplissait de matière et l'extrudeur sautait. L'autre hypothèse c'est que le filament n'est pas assez en tension. Merci,
-
@MrMagounetJ'ai démonté l'extrudeur nettoyer avec une aiguille le gear qui entraine le filament il était entièrement lisse, le filament était entré partout... J'ai renettoyé la buse avec ta méthode et j'ai relancé le problème est revenu, ça saute, c'est bizarre... Il faut peut-être que je démonte la buse mais je n'y crois pas
-
@MrMagounetje suis repassé au PLA le temps de ne plus avoir de problème, je te donnerais les vitesse d'impression quand le pb d'obstruction sera terminé