Partage2014
-
Compteur de contenus
3 -
Inscrit(e) le
-
Dernière visite
Récompenses de Partage2014
")




-
Problématique Ender 3v2
Partage2014 en réponse au topic de Partage2014 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous J'ai trouvé l'origine de la panne, le ventilateur diminué cà vitesse aprés qqc minutes de fonctionnement Cdt -
Problématique Ender 3v2
Partage2014 en réponse au topic de Partage2014 dans Entraide : Questions/Réponses sur l'impression 3D
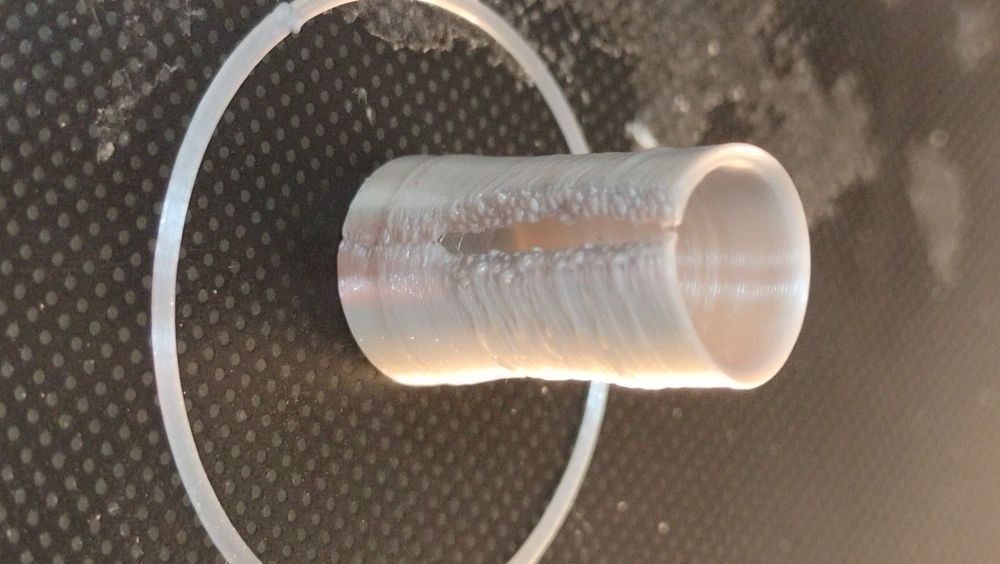
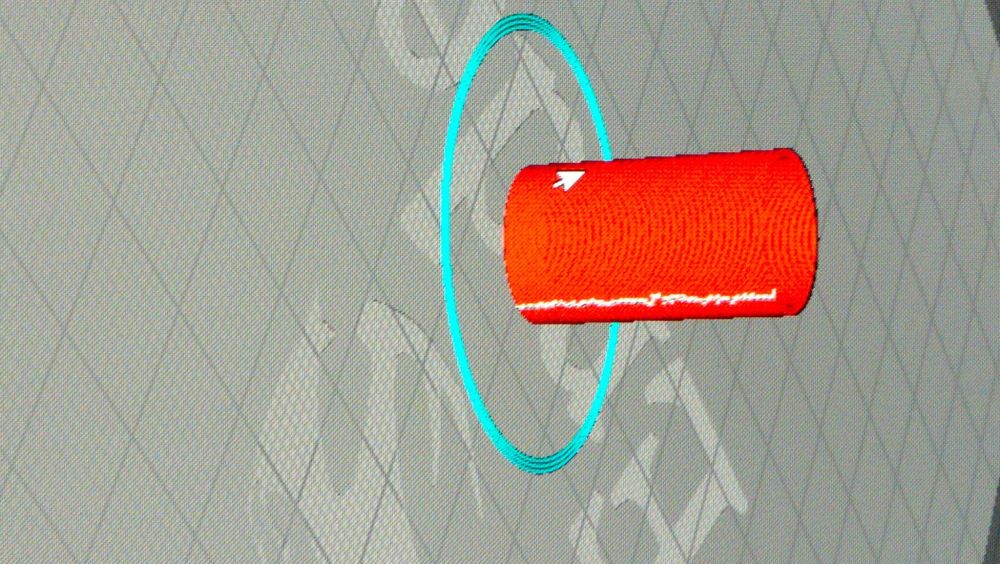
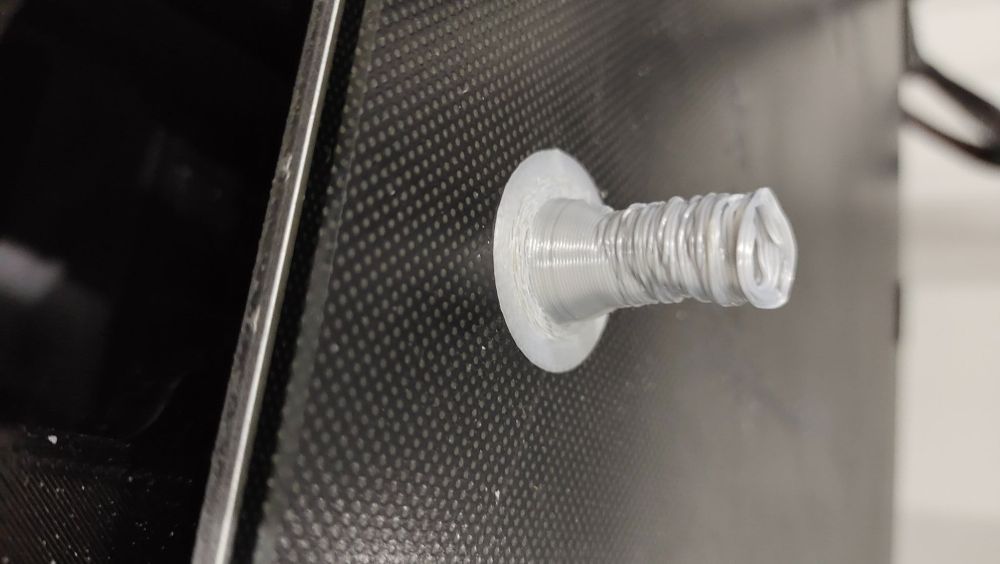
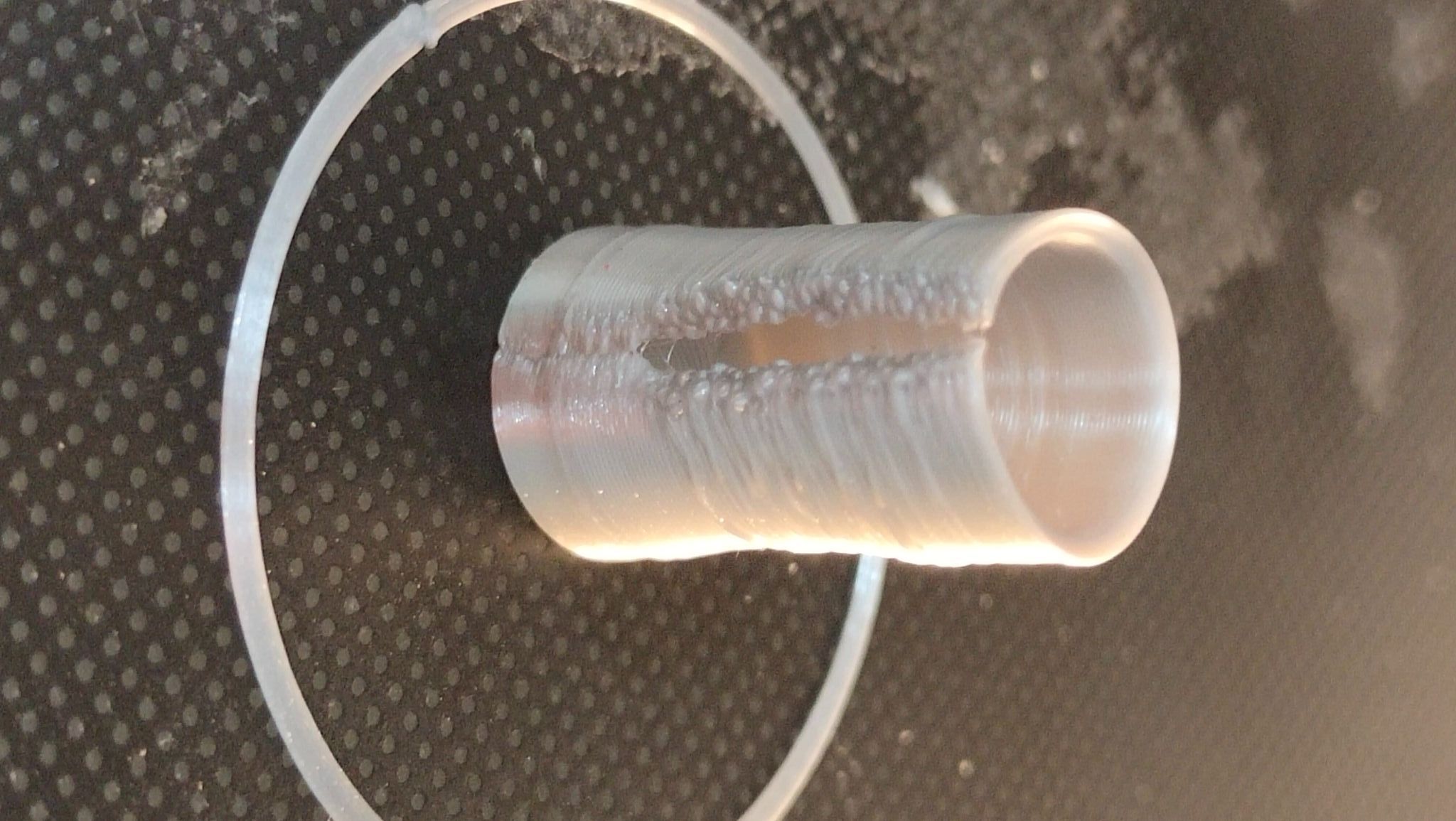
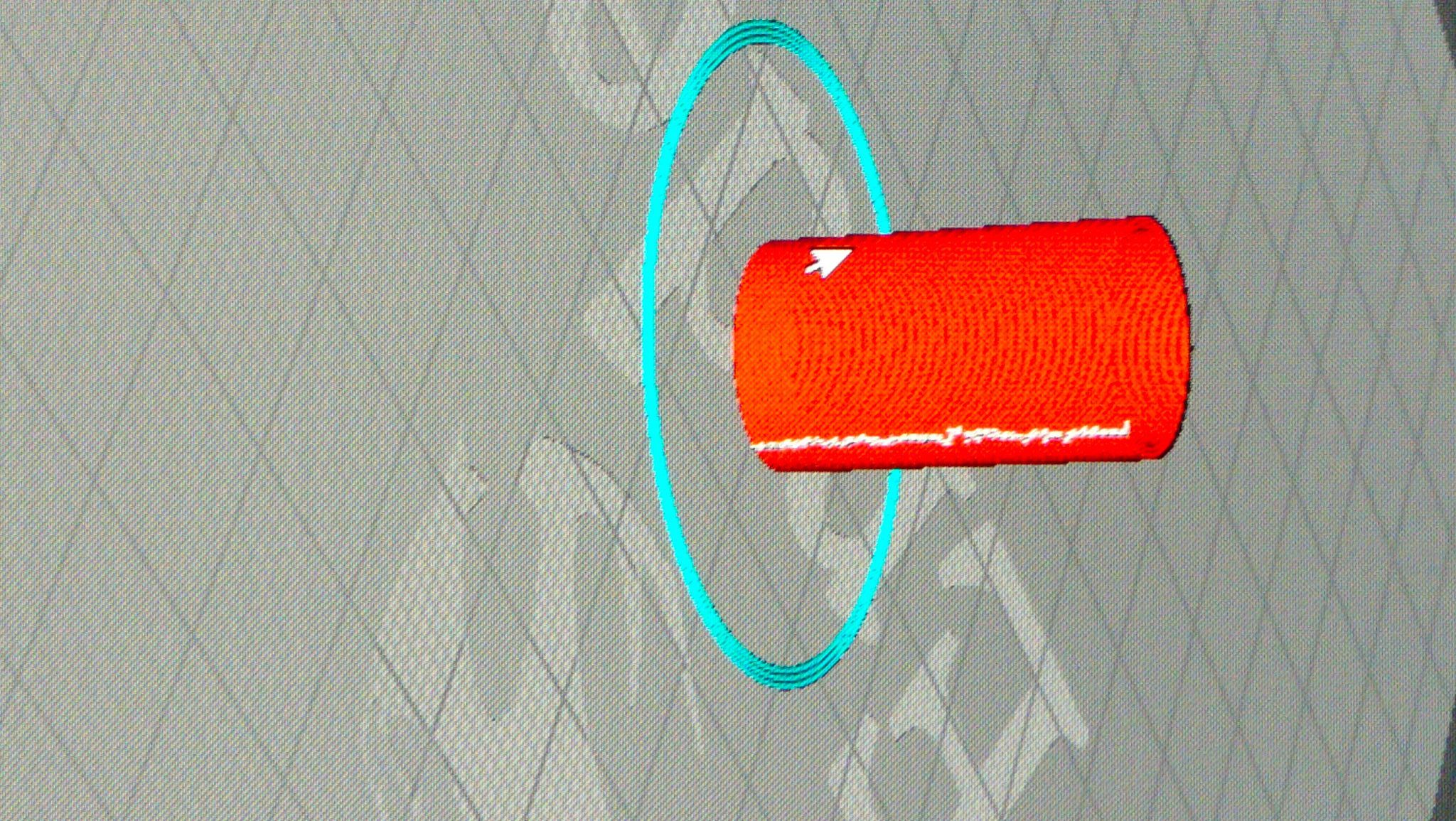
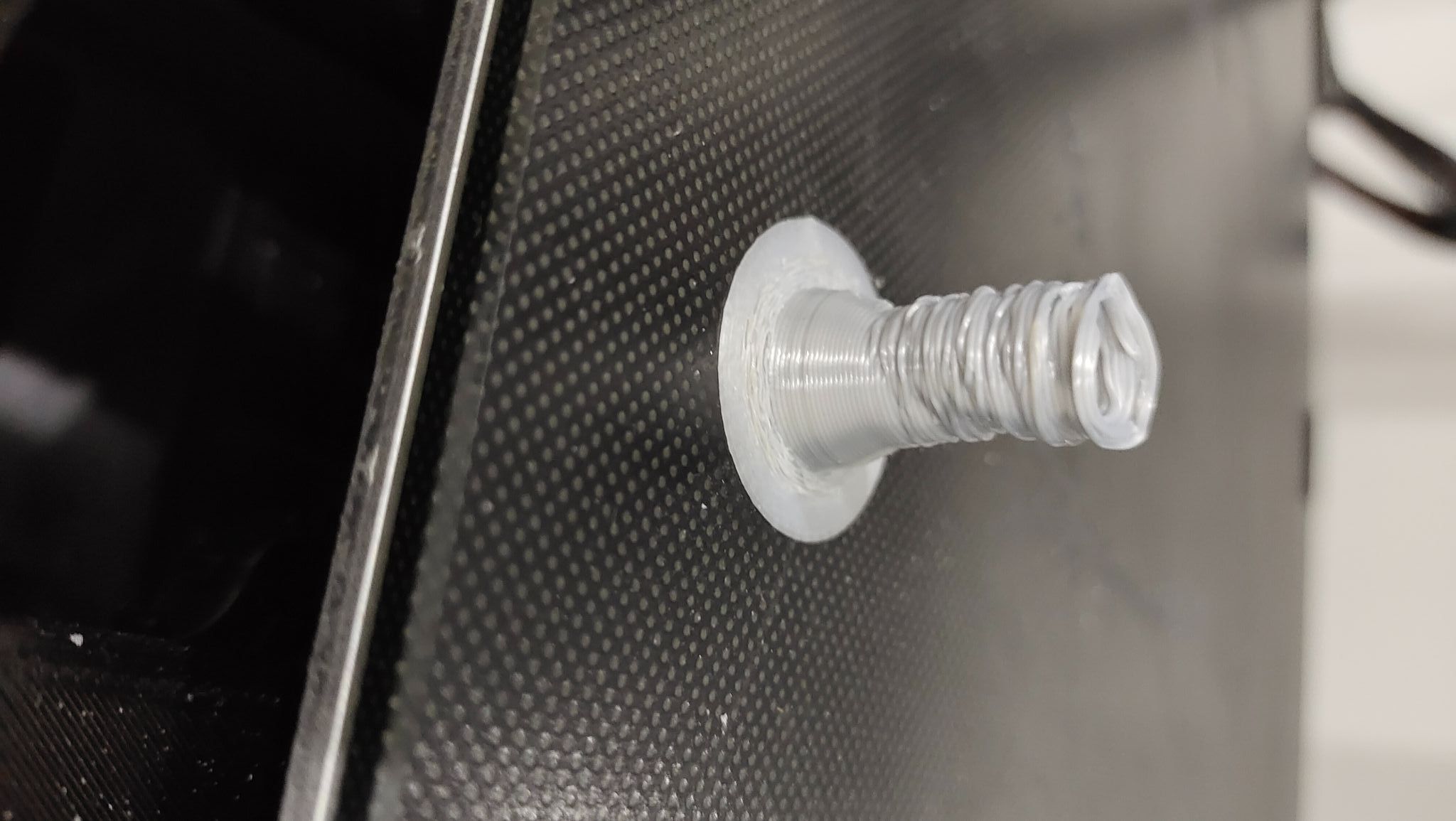
Bonjour, Merci QTB21, j'ai contrôler qua la sonde été bien en contact et quelle ne pouvait bouger (vis de maintient), je l'ai changer, résultat identique, j'ai fait un reset de la carte, identique, (PID Hotend fait). J'ai changé le bloc hotend entier par un neuf, idem, première couche parfaite avec piece de test plateau parfaite 0.8mm ep. Puis avec une piece de type cylindre ou carré, le début de passe bien puis voir photo éffondrement. Je n'ai pas de testeur de température, mais comme j'ai changer la sonde puis le bloc entier, une défectuosité de 3 sondes est plutot improbable. Et je suis d'accord sur l'analyse, cela est certainement du a la température, j'ai du faire plus de 150 impressions avec le firmware actuel, il ne devait être la cause, le bloc de chauffe hotend changé en entier avec sonde, donc pas matériel ? L'impression à 175 c'est bloquern mais toujours le même problème Reste le : 1 le Gcode du fichier 2 les paramètres de cura ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder M280 P0 S160 ; G4 P100 ; G28 ; Autohome G29 A ; Active l'UBL G29 L0 ; Charge le mesch en mémoire G29 J2 ; Active le Mesh à la géométrie du Bed M420 S0 Z2 ; Active la correction auto avec le dernier Mesh en mémoire et sur les 2 premières couches. G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish CE3_cyl.gcode Donc je sèche, merci pour vos pistes et bonne impression Je viens de faire un test en désactivant le refroidissement dans cura et le résultat: Beaucoup mieux mais toujours mauvais, donc la piste de la températeur ou refroidissement ????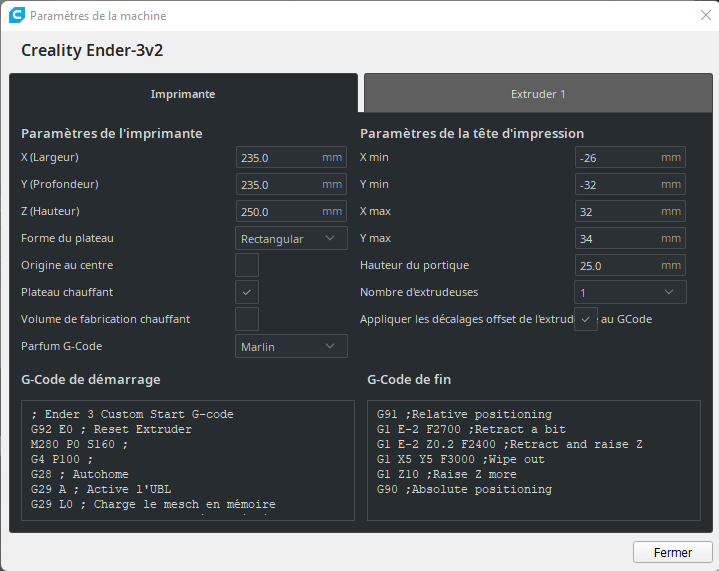


-
Problématique Ender 3v2
Partage2014 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
J’ai des résultats incohérent d’impression comme sur les photos Imprimante Creality Ender 3v2 ver 4.2.2 avec capteur de nivellement, mise à jour du firmware pour le capteur. Toutes mes impressions se sont très bien déroulées, jusqu’au moment où j’ai endommagé la sonde de température, je l’ai changé, et depuis les impressions sont devenus problématiques. Pour information, après avoir changé la sonde, je me suis aperçu que le filament resté coincé dans le tube PTFE, j’ai donc changé le tube. La première couche est parfaite, mais impossible de faire des impressions de plus de 2mm. Je suis donc revenu sur des impressions basics exemple tube de 10mm de diam et 0.8 ep. hauteur 15mm Surprise, une ouverture absente du fichier STL et du volumique apparaisse à l’impression ??? Ayant, contrôlé ou changer : L’extruder, le tube, le bloc de chauffe, la buse, la sonde, l’axe Z, L’axe Y courroie, L’axe X visuellement). Ne reste plus que deux choses: Et vos retour ? 1) Le code de démarrage pour l’imprimante (qui a très bien fonctionné, jusqu'à maintenant) 2) Le gcode généré par le slicer, Ultimaker CUAR 4.13