noblepaladin
-
Compteur de contenus
39 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par noblepaladin
-
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
bon, suite et fin, j'avais contacter le fabriquant qui ma gentiment dis que ça venais de mon "leveler" et que je devais le changer.....Mais bien sur. j'ai réussi a compilé le firmware 2.18, de tronxy, que j'ai mis sur l'imprimante car marlin au final, ben c'est pas fou en faite. au moins dans celui de tronxy j'ai le choix de la langue et surtout viré ces bips de M.... j'en ai profité pour régler directement le "z offset" dans le firmware qui est de mémoire à 3.88. ainsi que le truc de chauffe Kp, Ki, Kd ben maintenant ça marche correctement, je n'ai plus ce décalage systématique qu'il y avait et qui allait jusqu'au millimètre même, entre 2 démarrages. ce qui prouve que ça venait bien de leur firmware de l'époque, la 2.17. que commence a faire des prints correcte. il était temps. je peut lancer l'impression et le laissé, et encore, j'ai du mal car généralement je reste devant tellement cette imprimante ma traumatisé Mais bon, mon anniversaire arrive bientôt et je compte monter en gamme, et passé du coté de bambu lab, ce qui me changera la vie je pense. je pose ici le firmware, si ça peut aidé quelqu'un, il faudra penser a activer dans l'eeprom de mettre "1" dans "bed leveling" sinon le mesh ne ce fait pas. update 2.18 x5sa pro.zip -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
bonsoir, j'ai réussi a compilé le firmware marlin, avec le fichier 2.18 de Tronxy disponible sur GitHub. firmware marlin Tronxy x5sa pro j'avais effectivement pas choisi la bonne machine lors de la précédente configuration. alors mon problème maintenant, c'est que c'est en Anglais. j'ai tenté de le mettre en français, mais la calibration de l'ecran au demarrage, en français, me demande haut gauche, bas gauche, haut droit, bas droit, puis me redemande haut gauche avec l'apparition de 2 croix blanches en haut a gauche et en bas a droite. et l'écran tactile ne répond plus. Alors j'ai remis l'anglais. ce qu'il faut que j'arrive a faire maintenant c'est le mettre en français, préréglé les température (pla,pet,...) et enlevé les bips de la machine, c'est infernal. pour l'instant ne connaissant pas marlin je suis très dépaysé, d'autant plus que c'est en Anglais, j'ai tenté l'auto level et il a bien fait les déplacement habituel sur le plateau, c'est déjà un début. merci de votre aide en tous cas -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
yaouh, grand merci @fred5976 , je n'y croyais pas, mais j'ai reformaté la clé et mis ton firmware et effectivement il l'a installé. déjà elle redémarre correctement. et ça c'est énorme. je recompile mon fichier ce soir et te le donnerais avant pour éviter de refaire n'importe quoi. Pour l'instant je n'imprime pas avec le firmware de la 400, c'est ça ? J'ai juste a modifié le nom de la machine dans ma compile ? ou je peux garder le fichier h que j'ai déjà de mon firmware de l'époque , la 2.17 ? l'IA m'avais conseillé de mettre tous les fichier de mon ancien firmware et de remplacer que le .bin ? en tout cas un grand merci -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
en fait j'ai plus accès, du moment que je met l'interrupteur sur ''on'' ça fait initializing en boucle. J'avais mis 3E parce que le plateau était indiqué en 33cm contrairement à l'autre. -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
La carte est une cxy-v6-191121 si ça peut aider et le bootloader était 1.64 -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
J'ai retenté de mettre un Firmware, mais il reste sur inializing en boucle, avec et sans carte sd , j'ai vu un bouton pression dessus la carte mère, j'espère que c'est un reset. -
comment mettre MARLIN sur une tronxy x5sa pro ?
noblepaladin en réponse au topic de noblepaladin dans Tronxy
merci @fred5976, j'ai essayer et j'ai réussi a compiler le firmware, à l'aide de l'IA et de ton tuto, que je préfère a celui en anglais. cependant je reste bloqué a initializing en boucle, et je ne comprends pas pourquoi. https://www.filemail.com/d/npymgnzzkujmciz si tu peux m'aider je veux bien -
bonjour a tous, j’espère que vous allez bien depuis le temps je cherche une solution pour mettre Marlin sur ma tronxy x5sa pro. J'ai lu beaucoup de sujet et regarder de vidéo mais je ne comprends pas vraiment la méthode ni quel fichier télécharger ou installer. Depuis une mise a jour du firmware voir le post je n'ai plus accès a l'eeprom, et j'aimerais pouvoir vérifié et contrôle ma machine et aussi pouvoir accéder et modifié rapidement les paramètres. et apparemment la version marlin est beaucoup plus complète que la version tronxy et je me sens suffisamment a l'aise avec la machine pour passé cette étape. en vous remerciant
-
oui, heureusement que vous êtes la, car j'ai vu que j’étais pas seul a galérer. et ça ma permis de ne pas abandonner.
-
@Yellow T-pot ce que je veut dire par daube, c'est que en l’état, elle n'est pas vraiment utilisable. Et en soit, ce n'est pas normal de vendre un produit non finit. Après, je m'en tire bien je l'ai payé 180€ neuf sur Amazon , avec une trentaine d'euros d’amélioration ça devient potable. Mais grande nouvel aujourd'hui. Trop content, je le partage avec vous. La machine est enfin opérationnel. Je peux la lancer sans surveiller la première couche et retoucher la hauteur en direct. elle fonctionne vite et bien. hier elle a compléter une impression de 14h qui prenait presque tout le plateau. Et c'est propre. actuellement elle tourne avec une buse de 0.6 avec des hauteur de couche de 0.3. C'est enfin le kiff. c'est la première fois qu'elle sort une si grande impression sur tout le plateau, jusqu’à présent elle se débouillait pour me chier une partit de l'impression ce qui bousillait l’intérêt d'avoir un plateau si grand. Je rageait de voir des débutants qui lançaient leur impression sur des enders avec tous les paramètres par défaut de cura et sortir des print nickel. Alors que moi je galérais de mon coté. Après avoir tout lu sur Cura, tout tenté, j'ai décidé de tenté PrusaSlicer. et comment dire, c'est génial, c'est comme si les réglages de Prusa étaient fait pour la X5sa. j'ai juste changé la buse, et le Gcode de démarrage, les réglages sont quasiment resté par défaut. et tout marche. Trop content. et je n'ai même pas encore changé les courroies. Vu qu'elles sont bien réglé pour l'instant, je profite. j'ai presque envie de crier Victoire


-
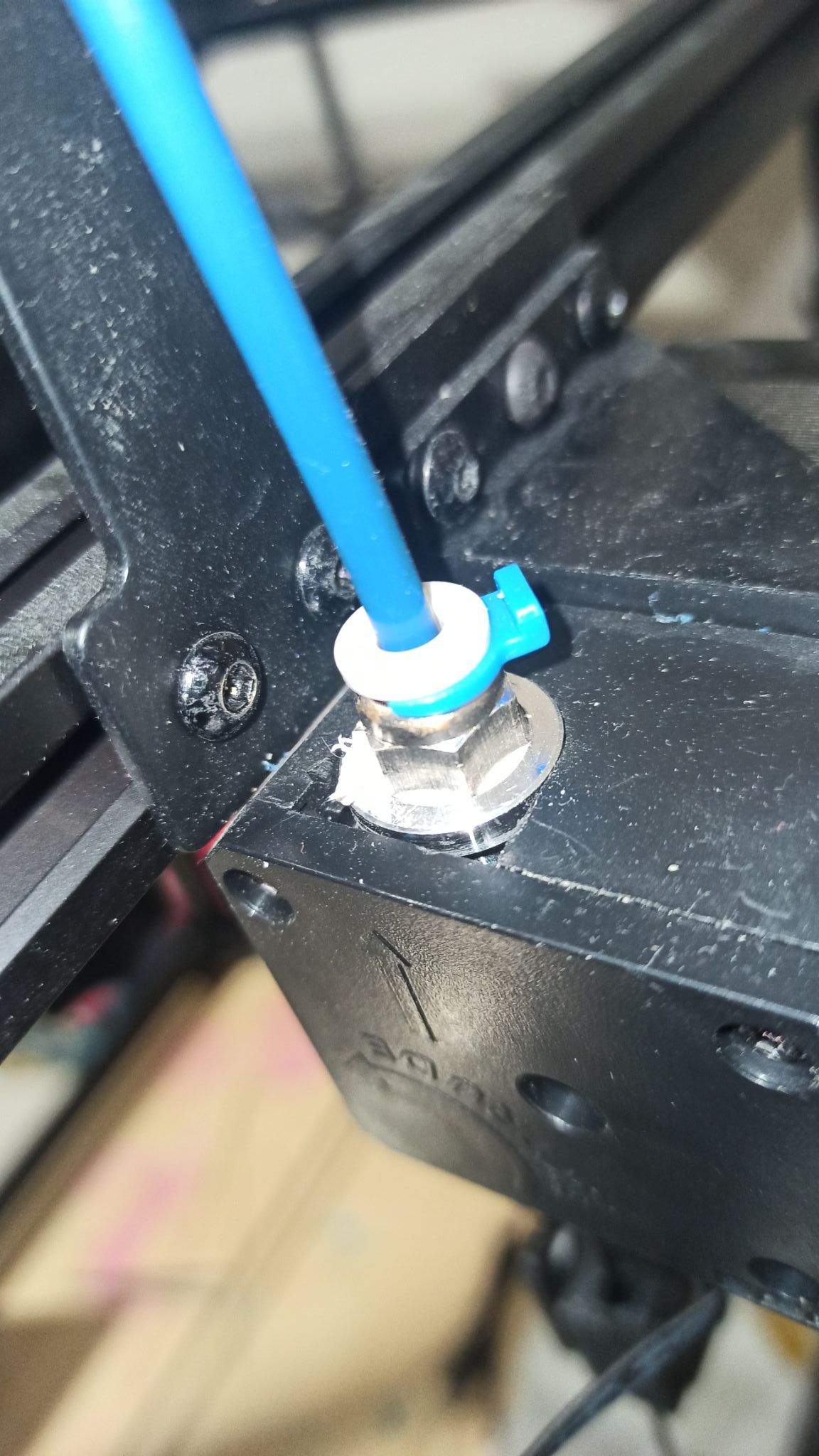
Je t'avoue que c'est du chinois pour moi. Mais ça a l'air d'être un projet ambitieux. Merci pour les infos sur le Capricorn, je savais pas. Je l'ai acheté car il était fourni avec plusieurs connecteur pneumatique dont j'avais besoin puisque celui fourni par tronXY à lâché.
-
Salut @fred5976, j'ai raccourci le Capricorn au max, mais j'arrive pas à régler la rétractation, j'étais à 7mm avant. Et j'ai l'impression que même avec 6mm de rétractation le Capricorn ce bouche. J'essaie de voir ça ce soir. J'ai bien l'intention de passer en direct drive des que je pourrais, mais j'aimerais déjà la maîtriser en Bowden avant. Ça va de ton côté ? tu faisais un truc sur le firmware la dernière fois.
-
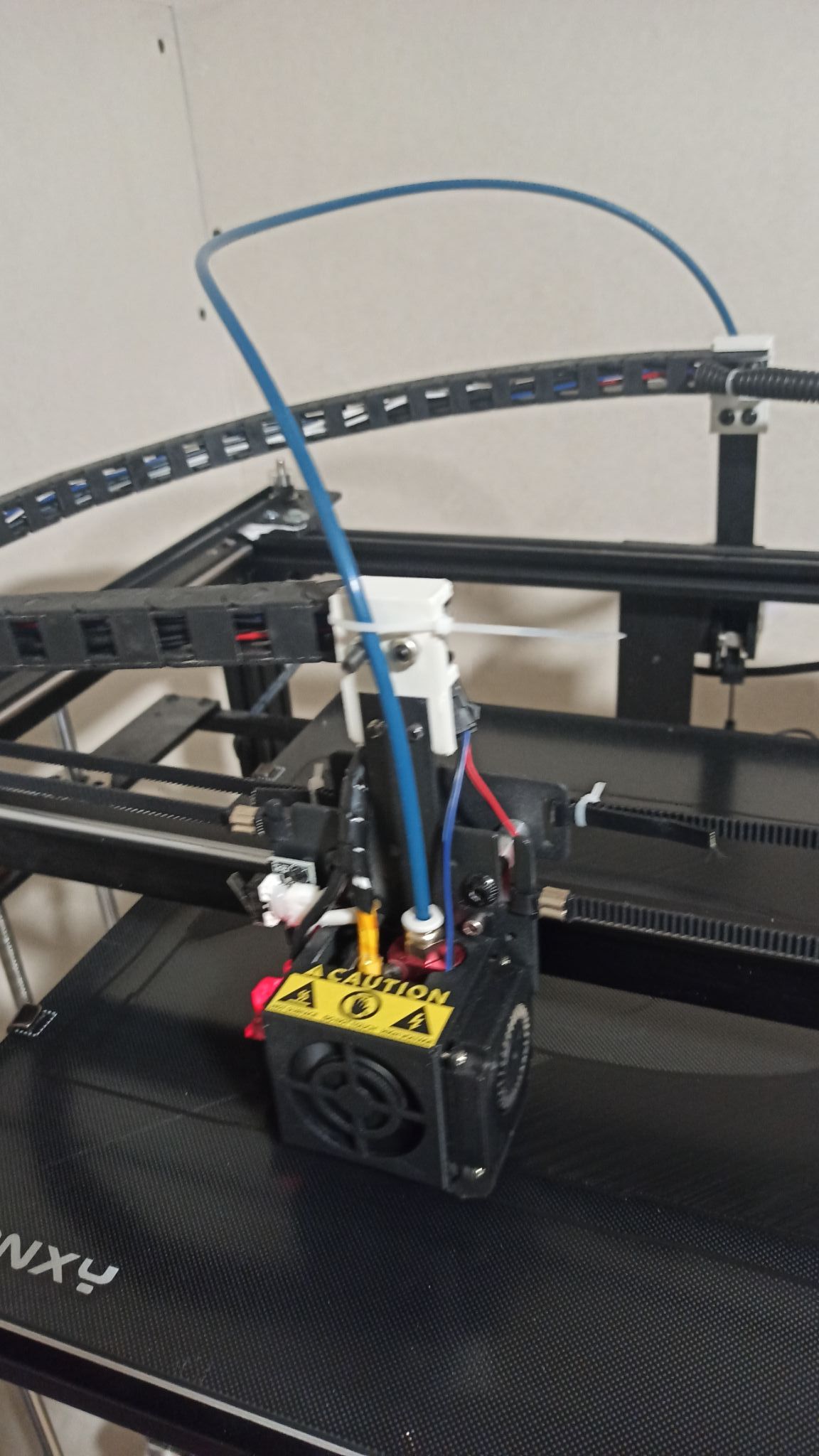
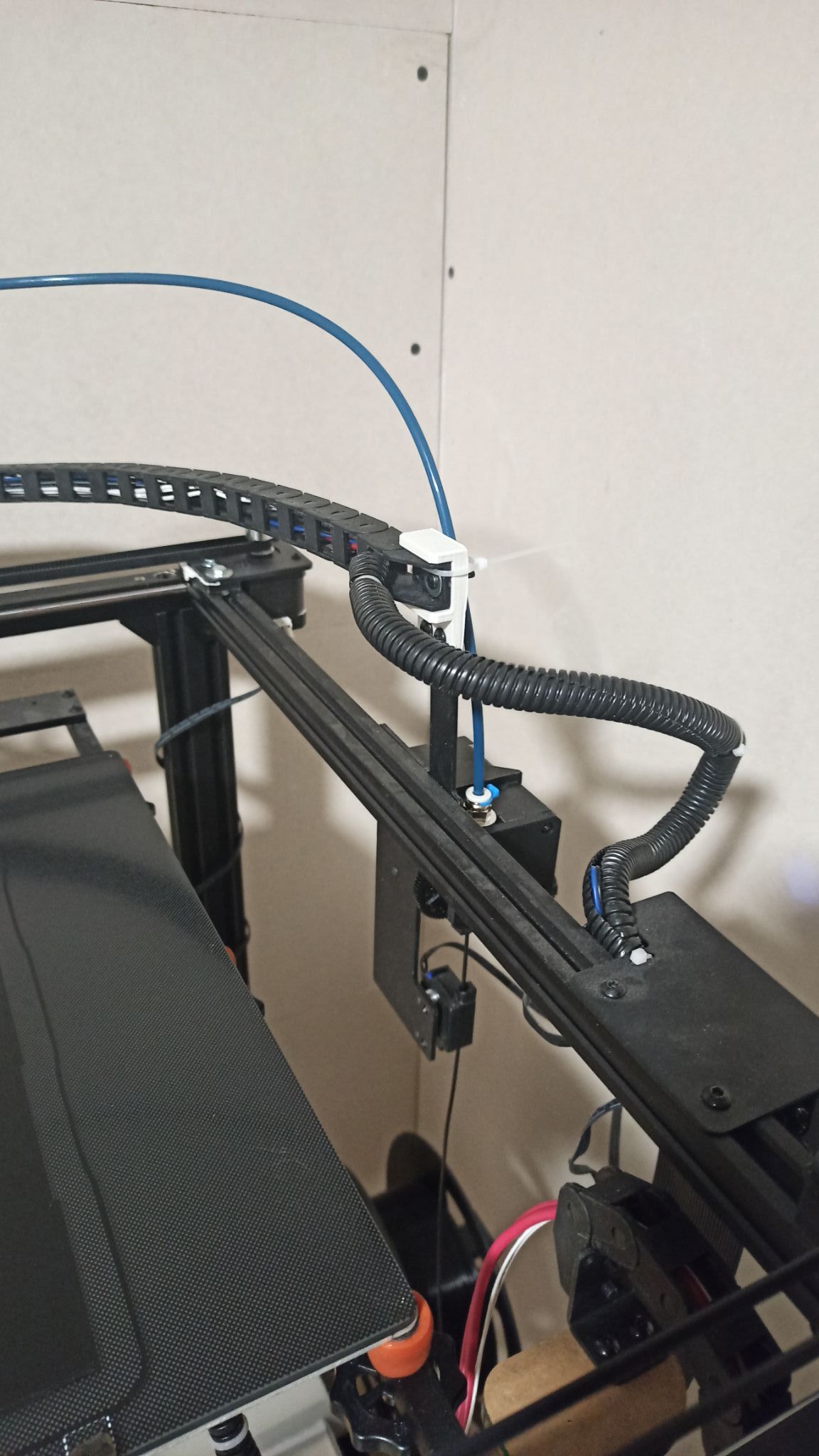
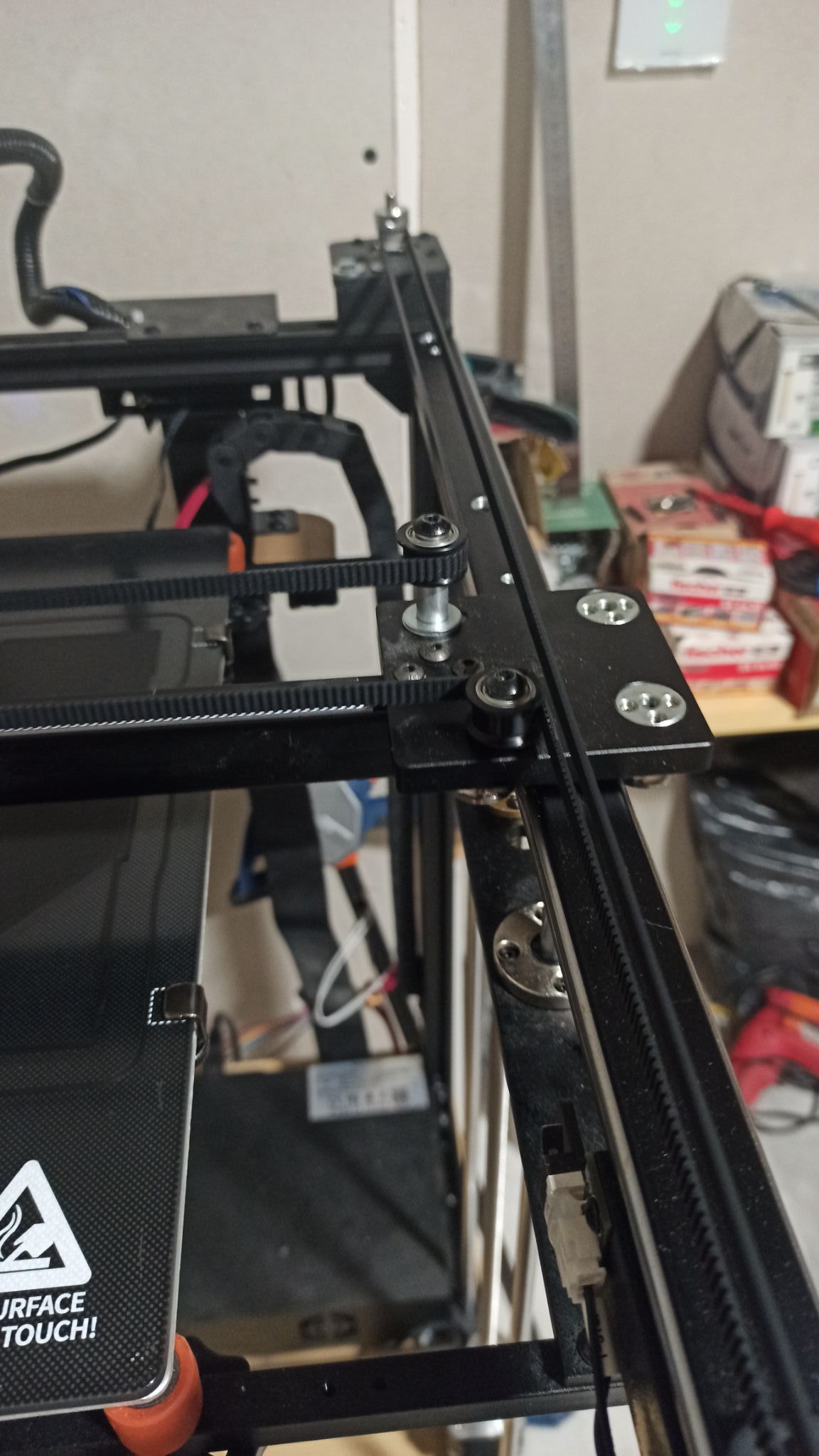
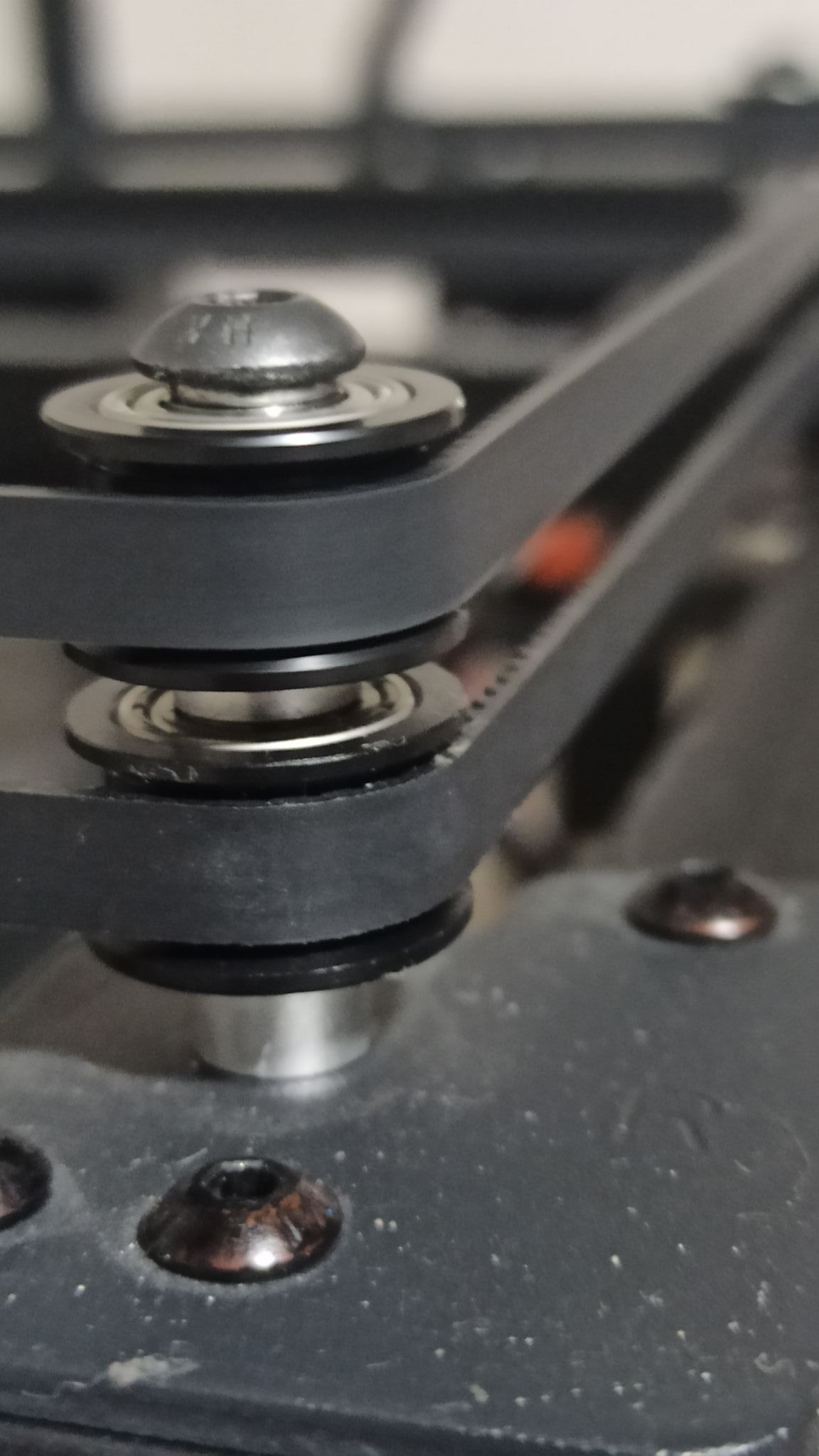
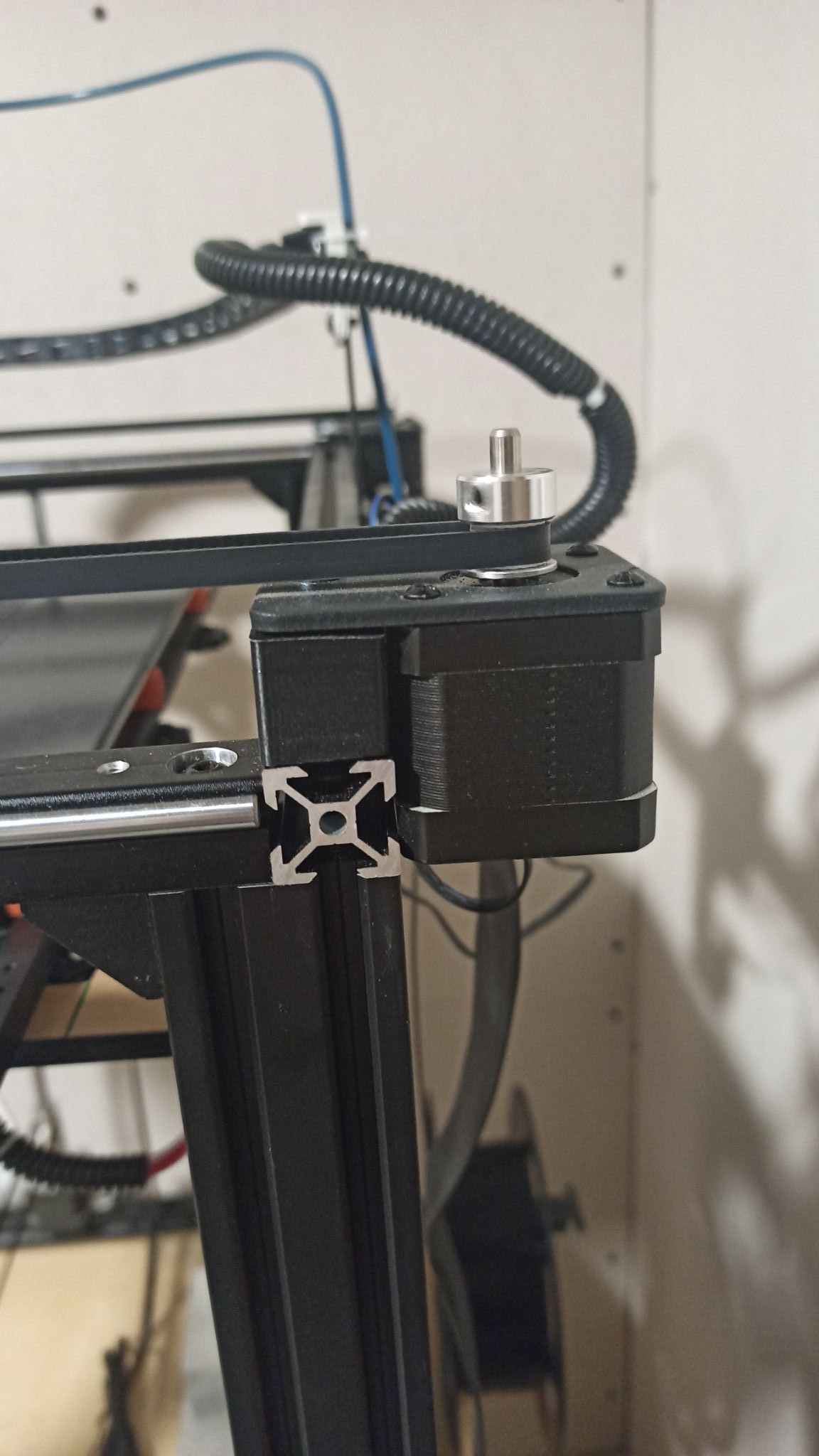
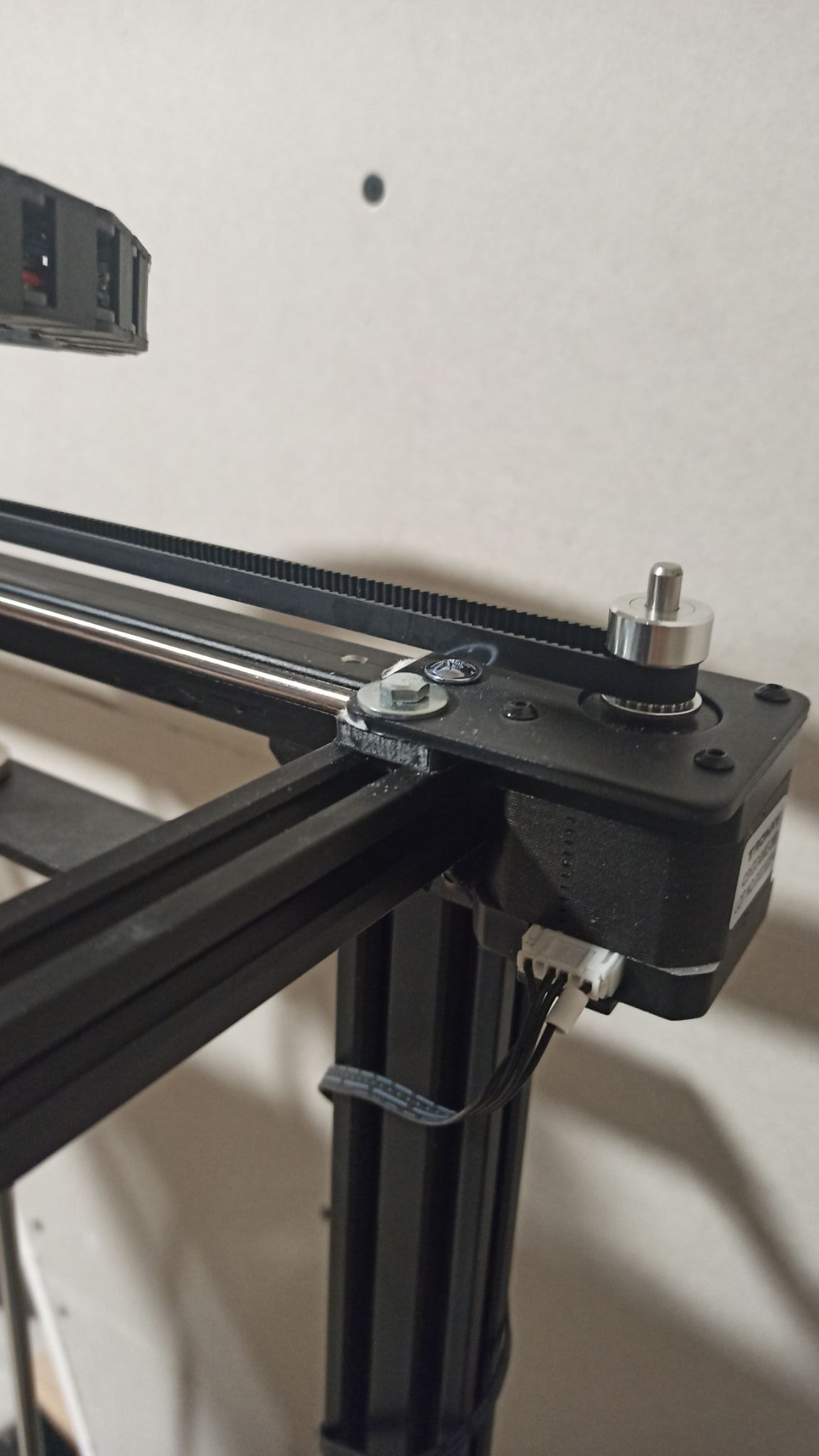
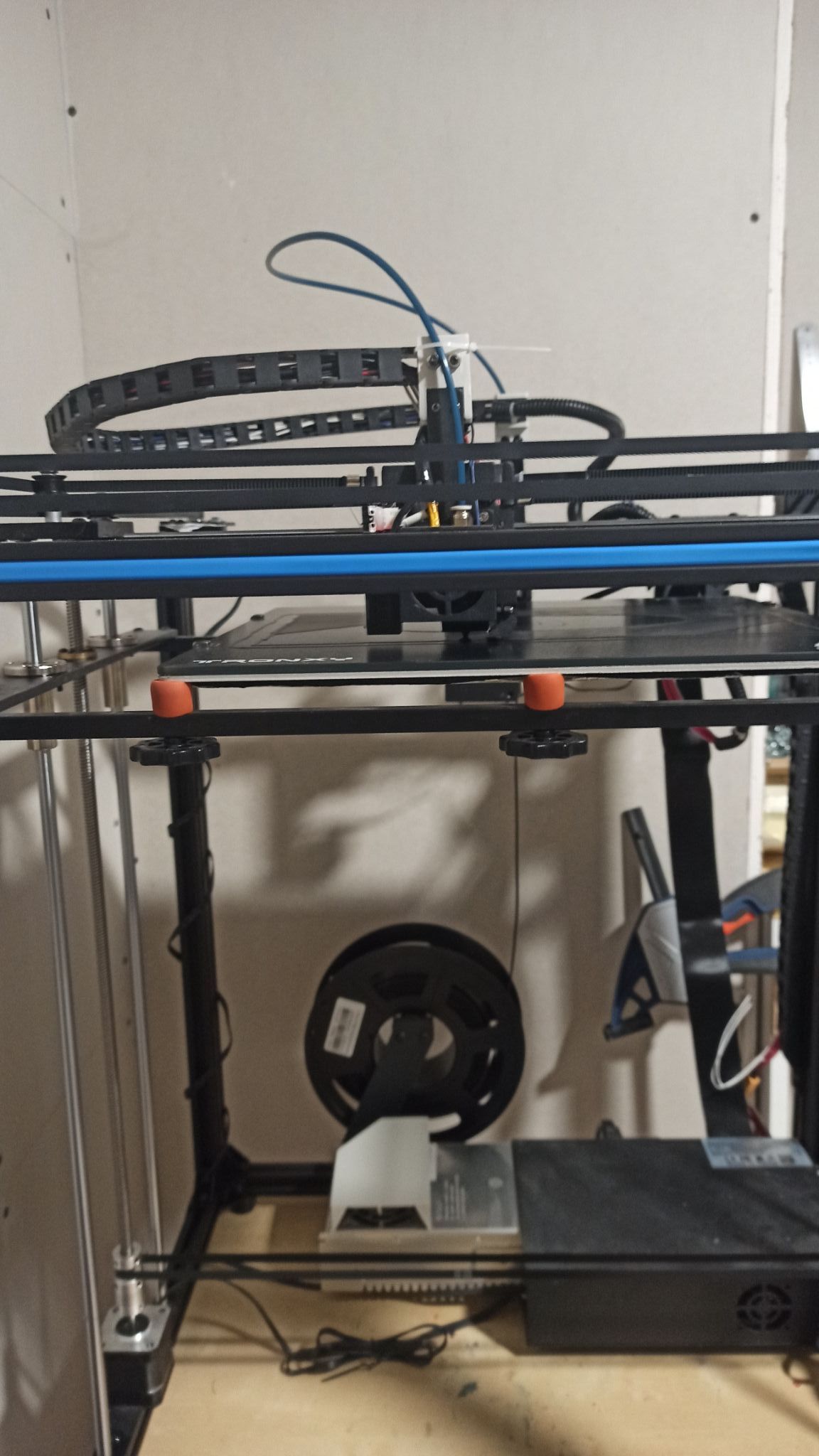
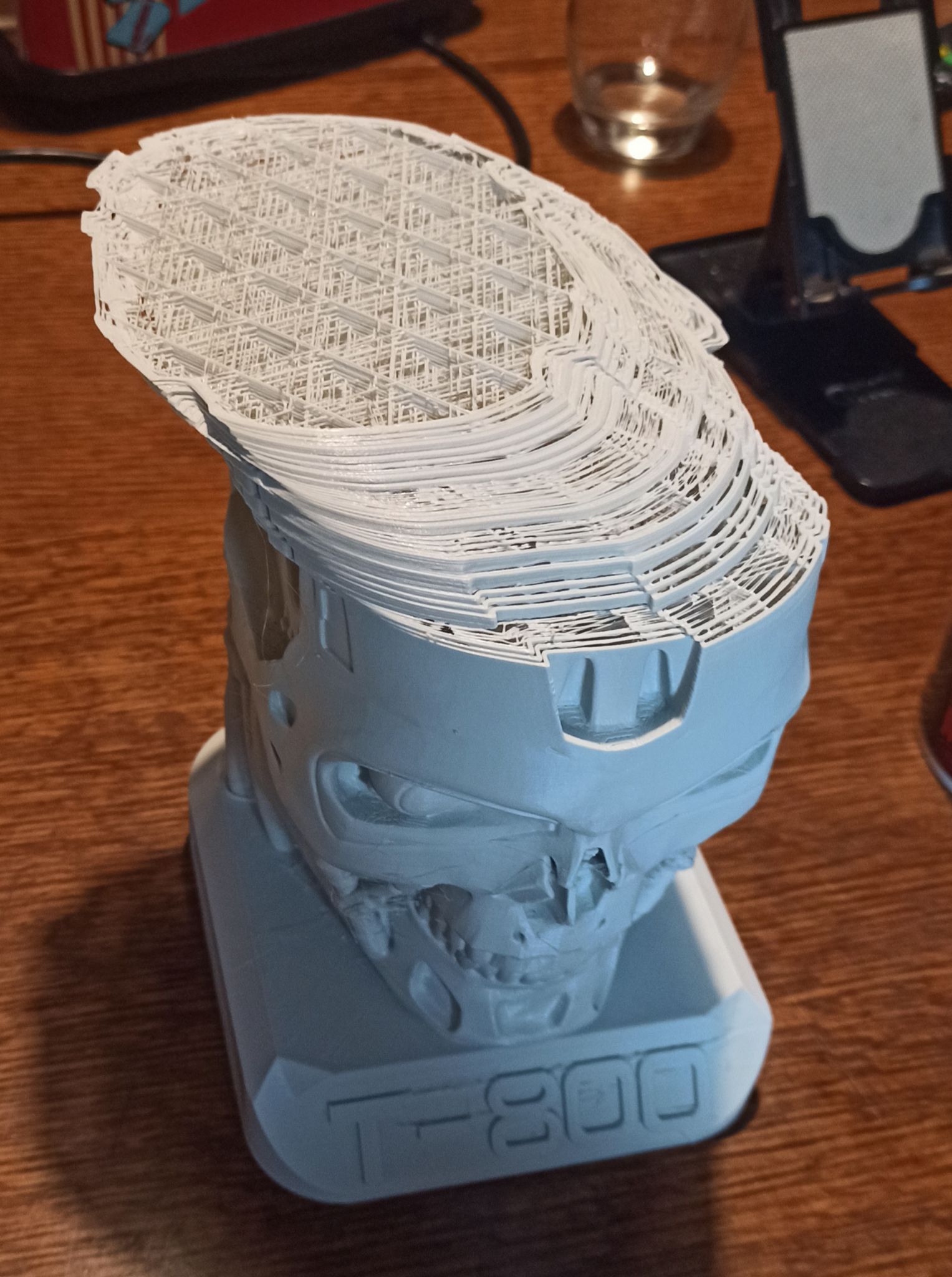
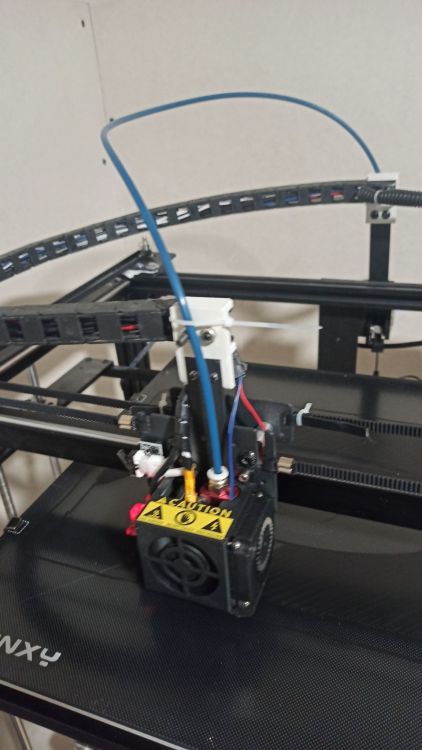
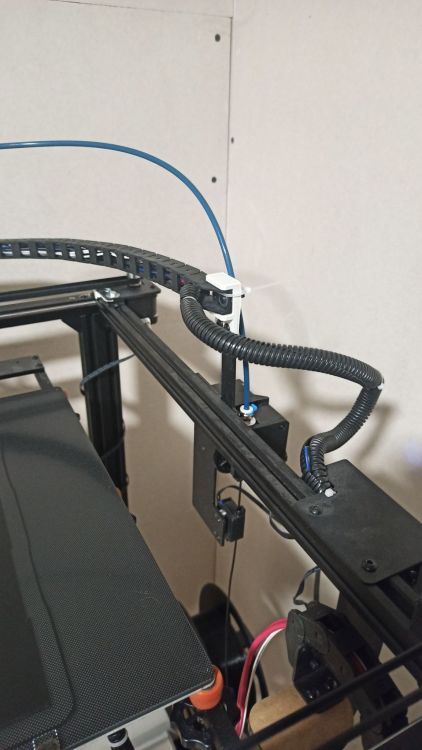
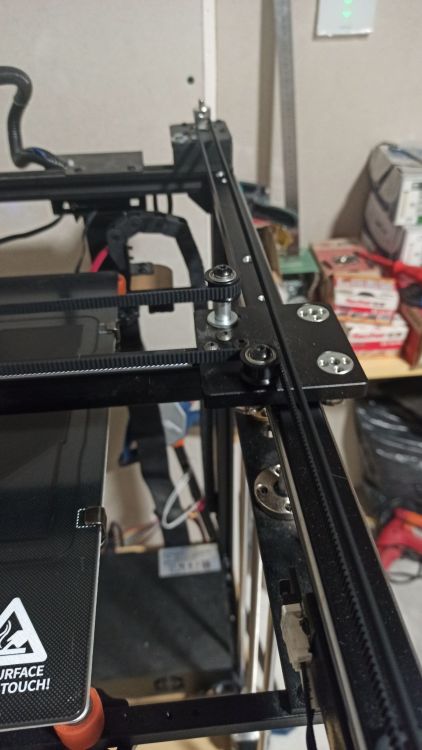
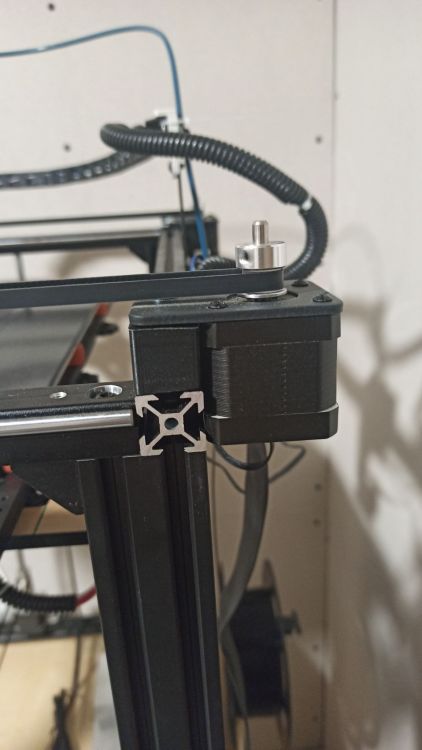
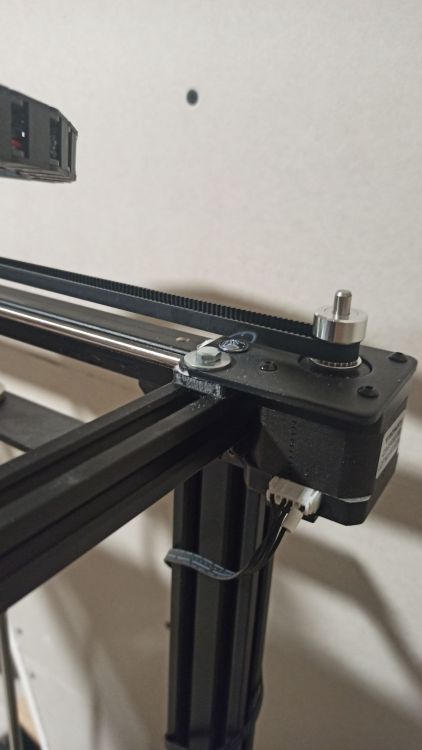
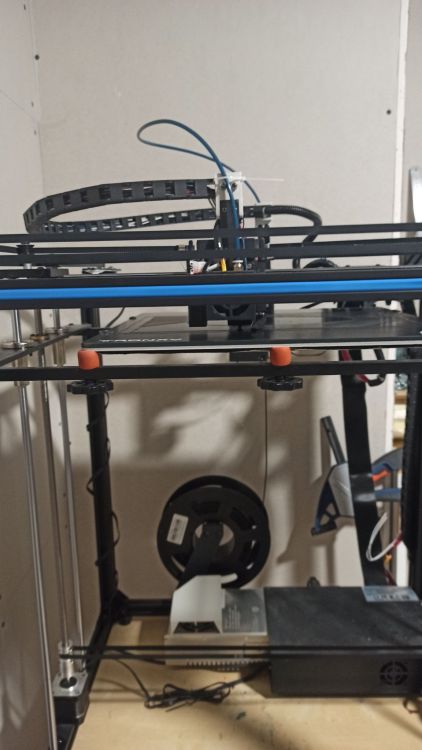
bonjour a tous, je progresse, je progresse, je progresse. J'ai réaliser ceci. non sans mal mais j'ai appris pas mal de chose. Notamment que cette machine est une grosse daube. disons le franchement. je me suis lancé alors dans l'impression d’amélioration de l'imprimante. en commençant par relevé la chaine de câble qui menace en permanence de taper sur les courroies. Voir même de tout arracher. j'ai imprimé un capot de protection d'air, car le souffle de l'alimentation tape directement sous le bed chauffant en le refroidissant, et ça le protège aussi des morceaux de plastique qui tombent dedans. j'ai aussi changer le tube pfe par un capricorn, j'ai changé aussi le raccord pneumatique, qui a lâché. J'ai eu le plaisir de voir une impression raté car le tube n’étant plus maintenu par le raccord, le filament se dévidait dans le vide, sans passé par la tête chauffante. J'ai pu au moins récupérer le filament. Ce qui est étrange, c'est que le filetage du raccord d'origine ne correspond pas du tout au filetage de l'extrudeur, il nage complétement, j'ai du mettre du teflon pour pouvoir vissé et serré celui ci. j'ai démonté et graissé les roulement des courroies a la WD40. Ca leur a fait beaucoup de bien. J'ai rajouté des rondelles sous les roulement a droite pour la mettre a niveau par rapport aux autres. et j'ai rajouté une mini rondelle au dessus de chaque roulement car les têtes de vis frottaient sur celle ci en les freinant. j'ai aussi remarqué que les décalages de couche que je subis régulièrement sont provoqué par les frottements de la courroie qui cherche à monter ou descendre de trop dans la poulie qui la fait tourner. Je connais pas le nom de cette pièce vissé sur l'axe moteur. j'ai imprimer des cales pour surélevé les moteur X et Y, une cale de 22mm quand même pour le moteur de droite !!! et 4mm pour le moteur de gauche. il y a plus de 2 cm d’écart de niveau sur le moteur d'origine. C'est vraiment des ingénieur qui conçoit les machines ? Alors oui j'ai retourné la fameuse pièce pour travailler au plus bas de l'axe moteur, mais quand même. J'ai aussi remplacer les ressort du bed par des cale silicone. faut reconnaitre que c'est beaucoup plus stable que les ressorts, et ça rigidifie bien le plateau latéralement. donc voila ou j'en suis. j'ai encore des réglages à faire. Les courroies vont être changer, Car ce sont des élastiques de slip, comme dirait certain. mais le plus gros problème viennent des courroies je pense. Mes impression sont bien plus réguliere depuis qu'elles ne frottent plus en cherchant à sortir de l'axe moteur. merci de m'avoir lu, et désolé pour les fautes, il est tard.





-
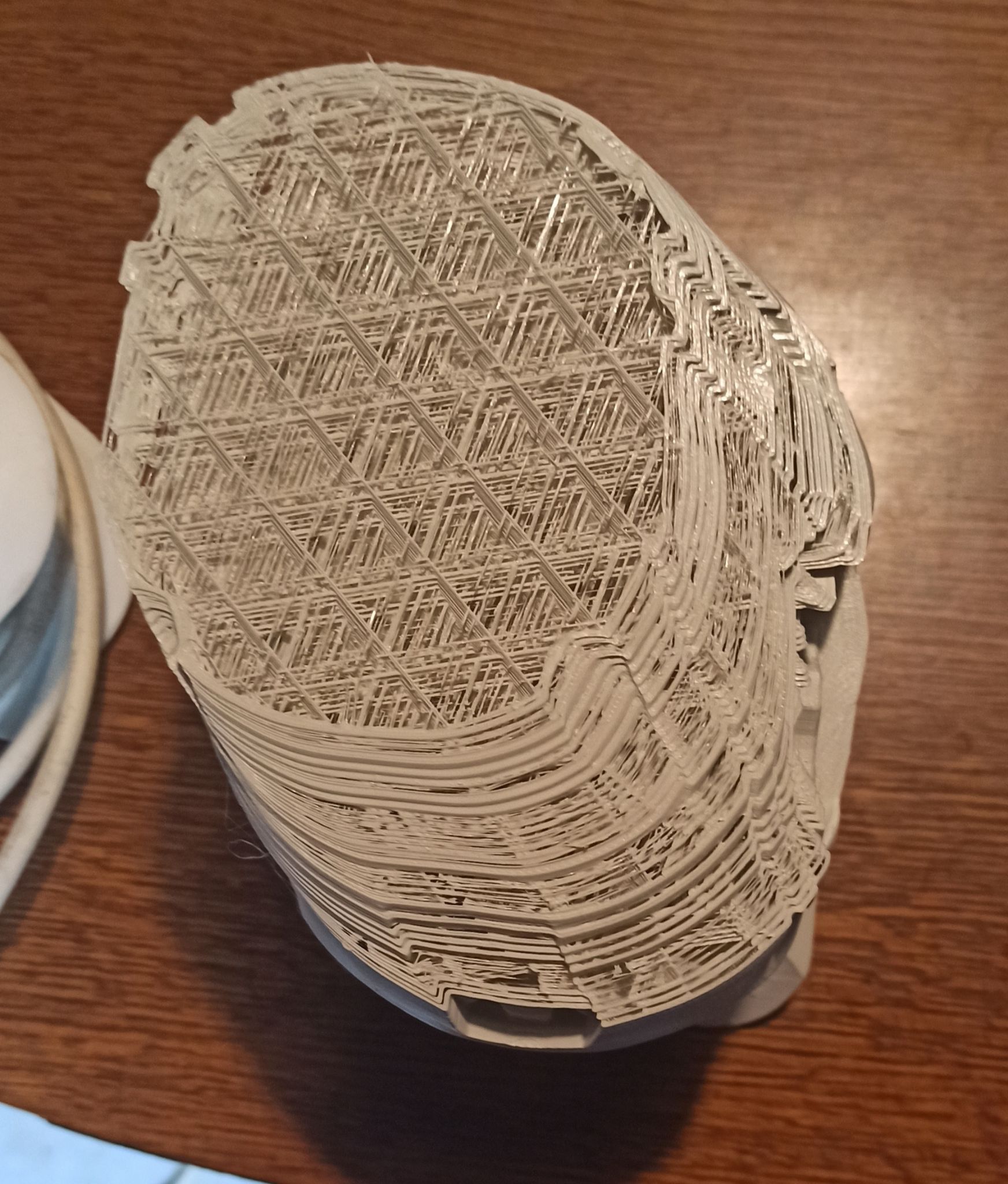
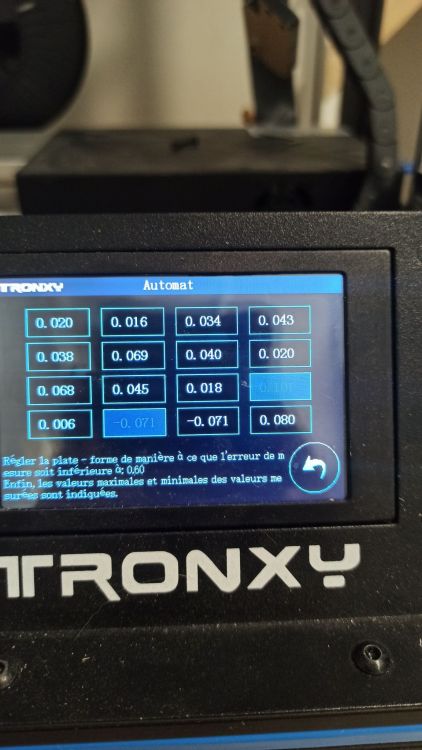
Hello, je suis pas trop présent mais je donne des nouvelles. Je me bas toujours avec ma x5sa pro. J'ai redresser le plateau, j'ai juste une bosse de 0.1mm dans un bord maintenant, Ça ce voit pas sur la photo car je vérifiais directement sur le plateau alu. Mais avec le plateau en verre j'ai 0.1mm d'écart... Comment j'ai redressé ? Je l'ai posé sur 2 cales en bois et... Je suis monté dessus. Je le remettais en place, lançais une mise à niveau automatique, j'écrivais sur l'alu les différences de niveau et j'appuyais plus ou moins fort avec le pied. Ça c'est pas fait en 5 minutes. J'ai tenté ma première grosse impression, qui fut un échec. Ça c'est décalé à 92% . J'hésite entre moteur trop chaud ? Où courroies pas assez tendu. J'ai surélevé le moteur Y à l'aide de rondelles, pour à la fois descendre la roue cranté sur l'axe moteur et aligner la courroie. D'origine, la roue cranté est vraiment en bout d'arbre moteur. J'ai toujours des problème d'adhérence au démarrage, je suis toujours obligé de monter au l'aide du menus le bed en z. Souvent de 0.1mm, alors que le z offset à été effectué juste avant et un mise à niveau automatique juste avant l'impression. Bref, j'ai beaucoup d'appréhension a l'utiliser maintenant, il y a toujours un problème ou un échec, c'est très rageant. Merci de m'avoir lu, j'espère que ça va de votre côté.


-
Exactement, quand vous debattez entre vous ça me permet d'avoir plusieurs avis et de me faire mon propre avis ou de voir ce qui serait le mieux adapté pour moi. Même si vous passez à côté de la moitié de mes questions
-
Oui chef , 10cm de haut, 6h d'impression. @methylene67merci pour ces conseils, je pense que tu as raison, buse de 0.4 = ligne de 0.4. j'ai vu des post ou ils disent mettre 0.38 pour avoir un chevauchement, mais au final cura gére déjà ce point. Ça ne fait qu'en ajouter. Tamtam 3d précise qu'on peut faire différents taille de ligne avec la même buse. C'est ce rajouté une complication supplémentaire, autant changer de largeur de buse. C'est assez rapide a faire.

-
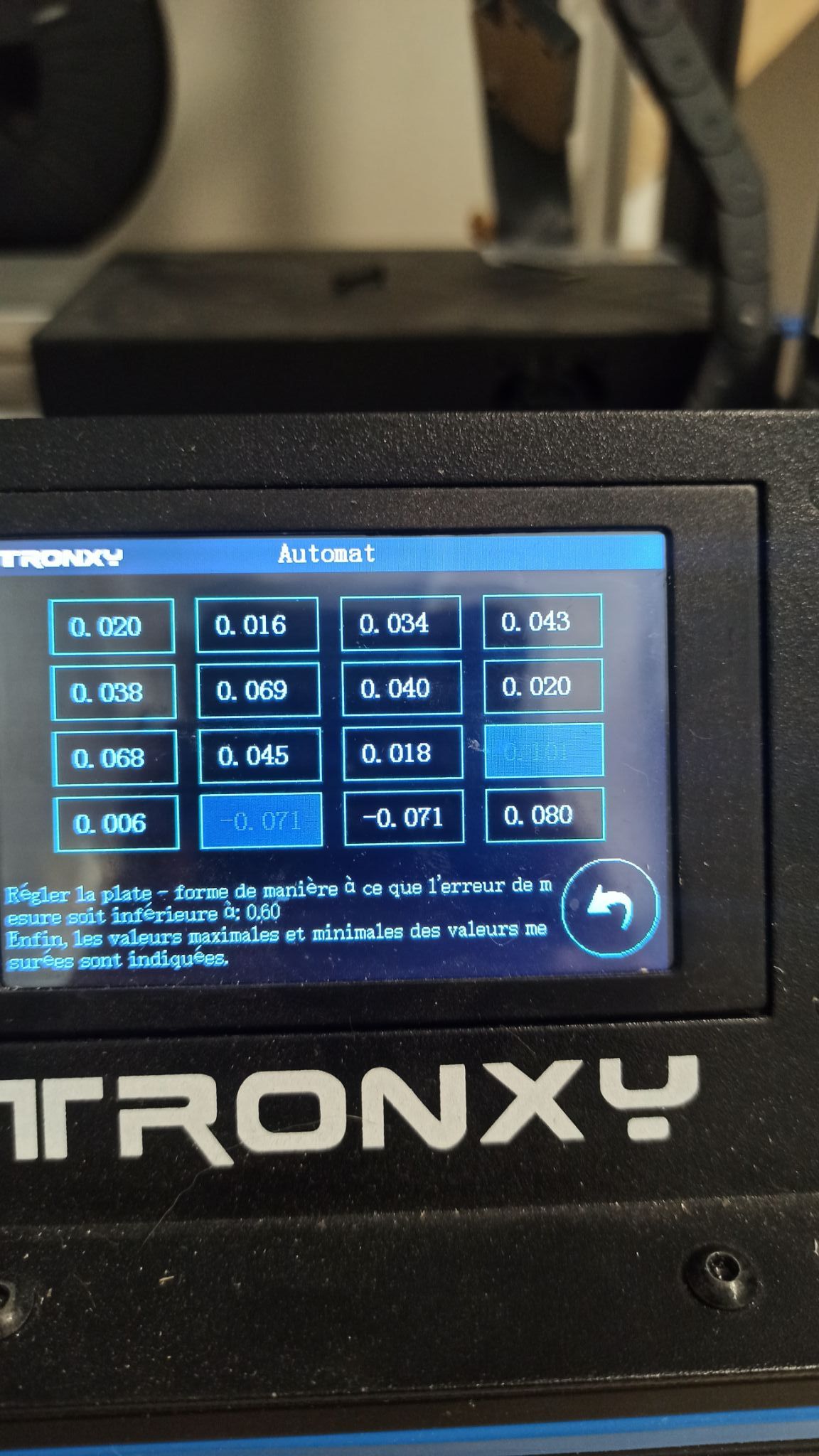
Alors comme dit précédemment, correction du bug des virgules au départ du Gcode. Messages d'alerte a la mise à niveau automatique si écart supérieur à 0.6 . Hauteur du plateau indiqué en direct lors du Z offset. (Je suis pas sûre qu'il y était avant.) En parlant de ça, je fais mon Z offset à 0,1 mm a l'aide d'une feuille de papier. Mesuré a 0.1mm au pied à coulisse. Mais au départ d'une impression, je dois me servir du menu de modification de paramètres pour remonter le plateau de 0.26mm Par contre j'ai perdu la possibilité de voir et modifier l'eeprom sous répétier. Ma dernière impression, je commence à comprendre pas mal de trucs. Il y a eu du ponçage quand même, sur les dessous des bras et sous la tête, il y a des trous malgré les supports. Mais c'est globalement satisfaisant.



-
bon, j'ai plus accès a l"eeprom dans Repetier, du moins de manière visuel. en page 1 du forum j'avais noté mes paramètre d'extrusion car effectivement, pour 100mm demandé il me sortait 95mm. j'ai donc remis a l'aide d'un M92 la valeur que j'avais obtenue la dernière fois suivi d'un M500. en espérant que ça marche. M501 ne me donne pas d'indication sur l'extrudeur. Pourquoi la mise a jour ? Parce que c'est censé être mieux ! j'ai pu remettre les Gcode avec les virgule, ça fonctionne, au dessus de 0.6mm, l'autocalibration m'indique une erreur. Et pourquoi ne pas avoir sauvegarder ? Parce que j'ai cherché comment faire et je n'ai rien trouvé.
-
Bonjour, j'ai fait la mise à jour du firmware. On est vraiment dans le flou. Aucune info sur les modifications apportées. Dois je refaire une calibration ? Mes paramètres ont ils été modifiés ? Je n'ai pas fait de sauvegarde de l'ancien car je n'ai trouvé aucune méthode pour le faire. Google n'est pas mon ami méchant Google, méchant.

-
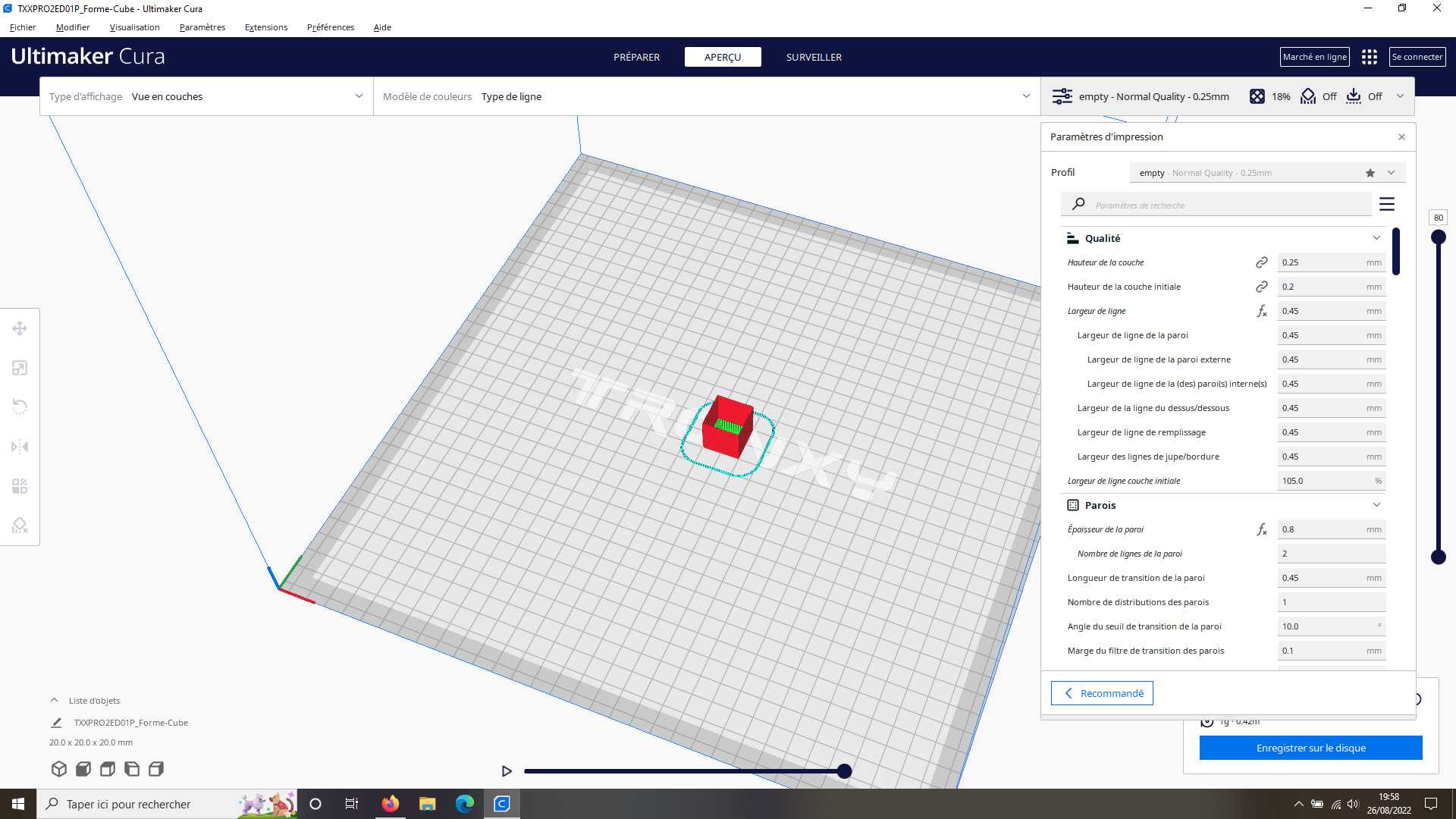
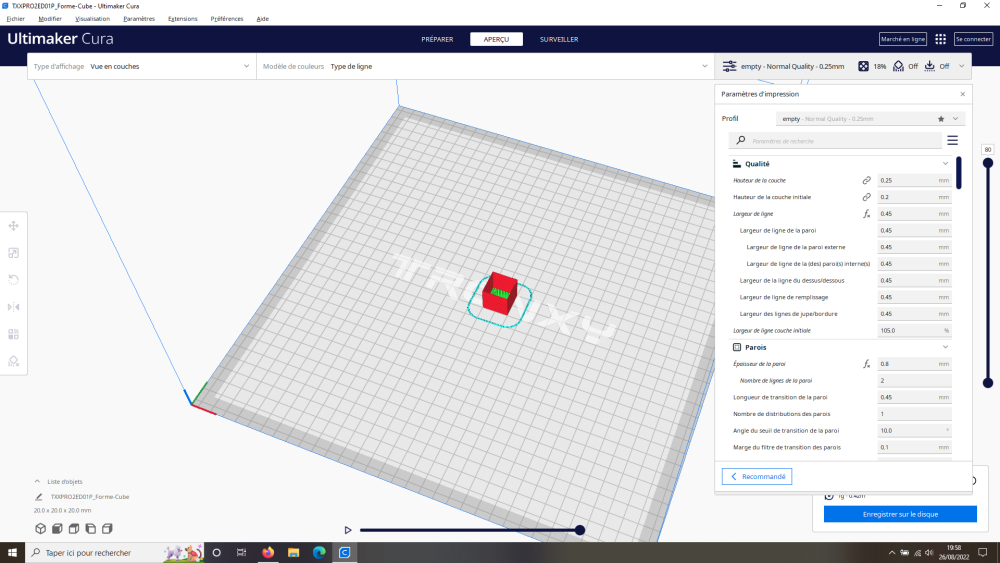
ben je comprend pas, j'ai bien mis 0.45 de largeur de ligne pourtant et en faisant la copie d’écrans je vois que j'ai laissé épaisseur de paroi a 0.8, formidable. JE RECOMMENCE OK, donc j'ai refais encore ce cube correctement avec 1 paroi de 0.45. j'ai au pieds a coulisse 0.44 ; 0.45 ; 0.46 ; 0.46 = 45.25. Ça dois être bon. non ? débit 91.15% J'ai compris pourquoi mes profil en HTML sont faux, je dois d'abord les enregistrer dans Cura pour les sauvegarder. Il sauvegarde pas le profil en cour mais celui enregistrer. Faut le savoir.profil noblepadadin.html c'est celui la qui ma servi.
-
bon j'ai changé les paramètres pour recalibrer l’épaisseur de ligne. j'ai imprimé en mode vase un cube de 20*20 avec une parois en 1 ligne de 0.45 a débit 100%. je mesure l’épaisseur des 4 parois et je moyenne le résultat j'obtiens 0.4775. je fais 0.45*100/0.4775=94.19. je modifie le débit a 94.19% La méthode est bonne ? profil noblepadadin.html ben toujours pas bon j'ai une moyenne de parois a 0.465, je recalcule a partir des 94.19% et j'obtiens un débit a 91.15% aller hop je test, je surveille même plus, ça ce lance tout seul maintenant.
-
ha oui, mais alors complétement. Alors là. Oui. Je fais n'importe quoi. Merci de me reprendre.
-
ok, je comprend pourquoi je me perds, c'est les appellations, largeur de ligne n'est pas une commande mais une information qu'on dois donner à Cura. et c'est "Débit" qui va déterminé la largeur de ligne. maintenant que j'ai écris ça ça me parait encore moins clair. Si je veux une largeur de ligne défini, du coups je peux pas. Là j'etais partie sur les conseil de TomTom 3d qui parlais de faire des ligne de 0.33, et mettre 1mm de parois comme ça, ça faisait 3 passes. @Yellow T-pot j'ai réussi a faire le partage html profil noblepadadin.html
-
Diamètre 0.4 et j'ai mis débit à 100%. Oui. Pourquoi ? J'avoue que je ne comprends pas tout ces paramètres encore. Vu que l'extrudeur a été calibré, le logiciel lui demande de pousser 1cm, dans ma logique, le débit à 100%, fait que 1cm sort. Non ?
-
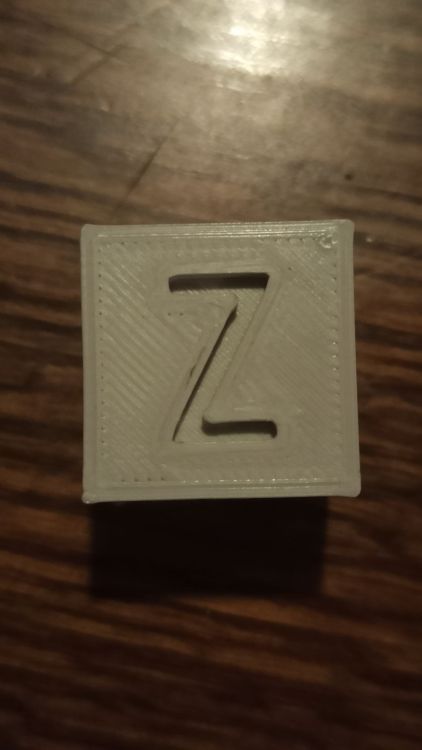
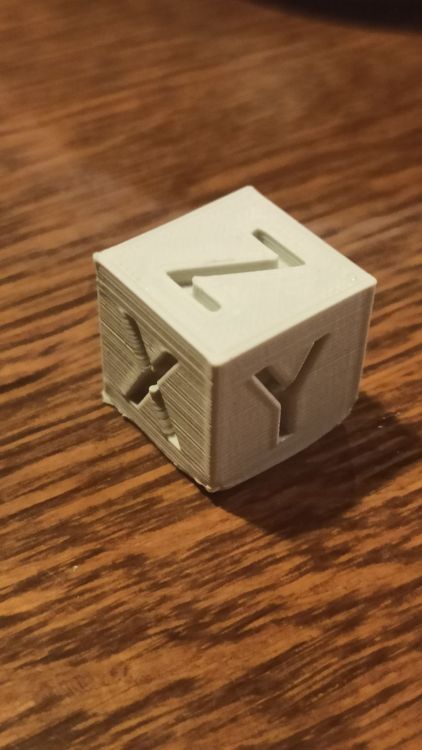
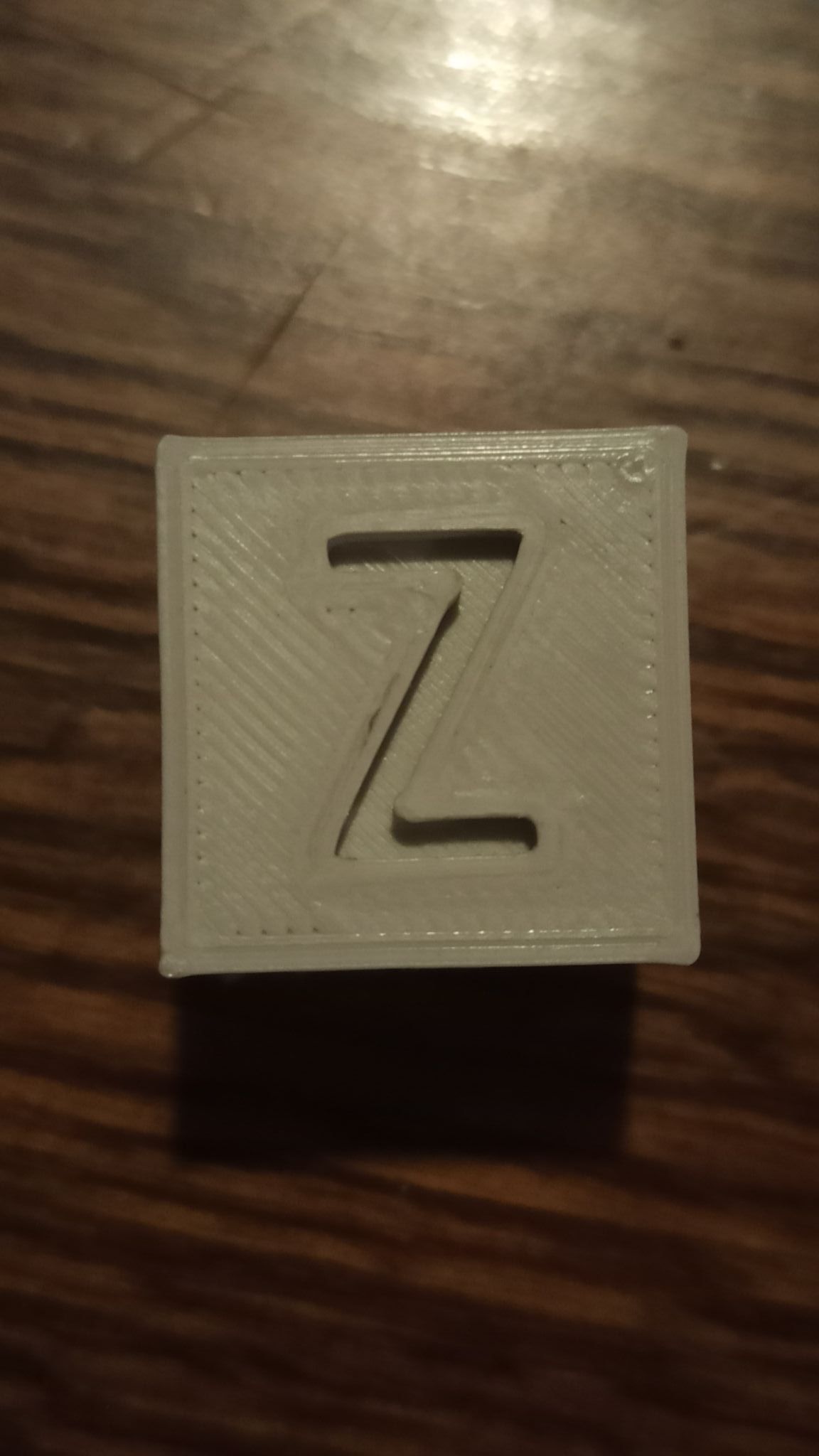
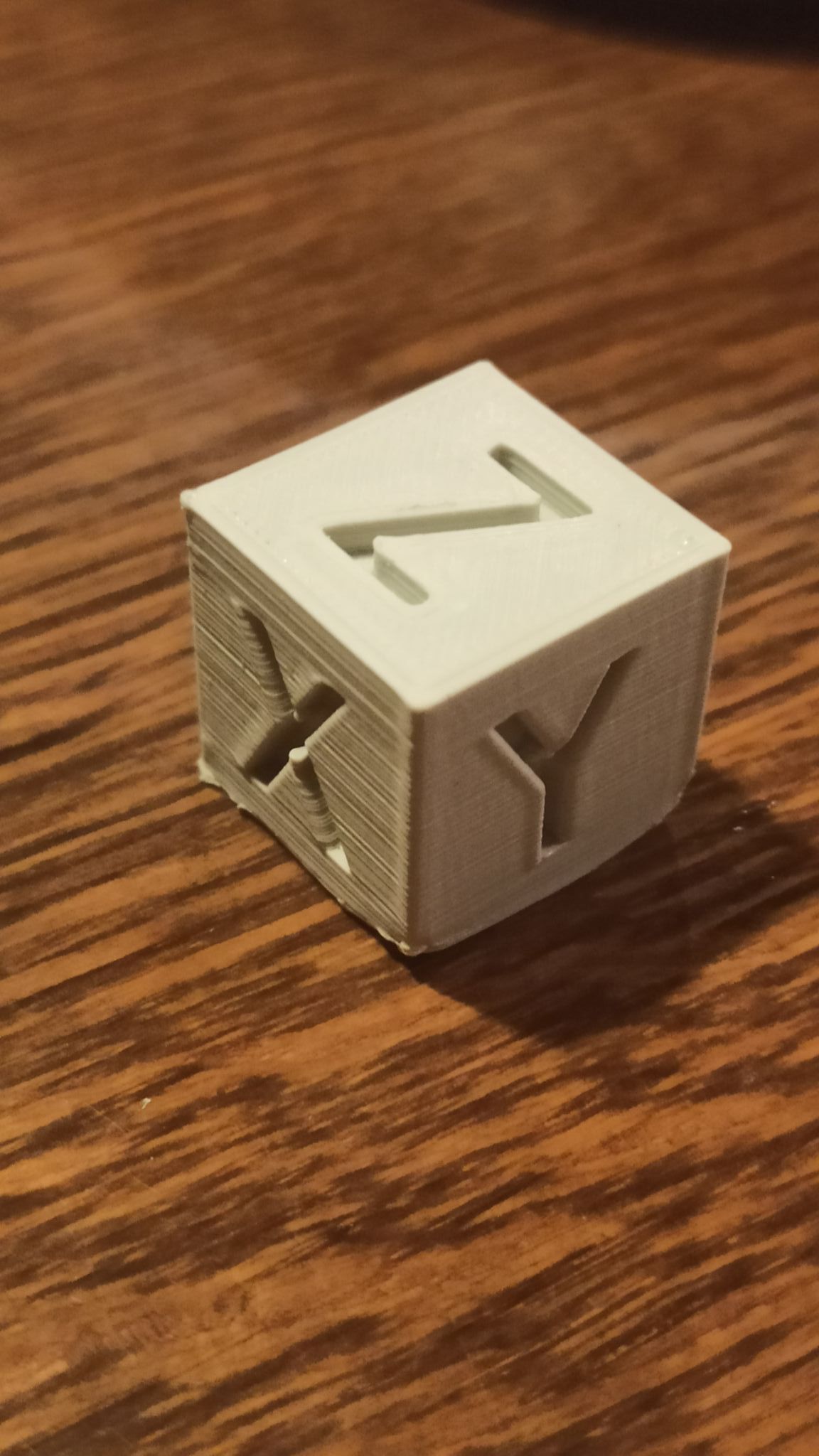
hello, merci pour ces réponses, j'ai un peu de mal à vous suivre. @fred5976 tu parles d'une ligne de purge que je ne trouve pas activé dans ton code, tu ne t'en sers pas ? sinon j'ai tenté l'impression, qui c'est plutôt bien déroulée. l'imprimante à pris son origine en x et y, puis c'est dirigée au centre pour faire l'origine du z. puis a attendu que le bed atteigne la température demandé (65°), puis est repartie dans l'angle d'origine, et a fait chauffé la buse,(200° première couche puis 198 les autres), puis est descendu à raz le plateau et est partie au centre pour démarrer l'impression. voici le résultat. c'est le cube le plus propre que j'ai jamais fait. toujours les angle inférieur qui ce décolle, mais chaque problème en son temps. j'ai en x 20mm ; en y 20.32mm ; en z 19.87 mm. par contre comme on le vois sur les photo j'ai des bourrelets dans les angles, ça dépend comment je positionne mon pieds à coulisse, la valeur change. les paramètres d'impression sont hauteur de couche 0.2 , largeur de ligne 0.3 , épaisseur de la paroi 1mm, température 198, 1er couche 200 , bed 65° puis 60 , débit 100% vitesse d'impression 50 mm/s, impression paroi 37.5 mm/s , vitesse de déplacement 62.5, active la rétractation, rétractation au changement de couche je vais voir pour rajouter au gcode ce dont tu parles @Yellow T-pot merci de votre aide en tout cas.