Epsilon
-
Compteur de contenus
108 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Epsilon
-
Oui octoeverywhere plutot que octopus J’avais pu le nom exact
-
Bonjour a tous Je reviens avec de petites nouvelles. Effectivement l’etallonage de tout ca a l’air d’apporter du bon ! J’ai pas encore tout fini (car le boulot me prend pas mal de temps en ce moment) mais je sios é bonne voie j’ai l'impression ! J’ai deja regler le flow et j’ai remarquer une belle différence déjà Entre temps ma carte 32go est arrivé. J’ai hate de faire le nécessaire pour passer a FreeDi notamment pour le plugin octopus (car je trouve que qidilink n’est pas fou) Bref je reviendrai vers vous dans quelques jours ! Merci encore pour vos conseils et vos guides
-
Oui j'avais bien fais le SAVE_CONFIG dans la console. Comme expliqué plus haut, je l'avais ajuster via l'écran. Qidi m'avait dit qu'en faisant de la sorte, ca sauvegardait automatiquement lorsque j’ajustais le Z Offset directement de l'écran et que j'annulais (ou laissait finir) l'impression. C'est pas le cas du coup? Sinon j'opterai peut être pour la buse sale (mais depuis que j'ai refais le 200 first layer et ajuster, ca n’a plus bouger cependant et sans faire de save config via fluidd )
-
De ce que j’ai lui sur le post de Fran6p, il faut changer l'écran si on veut pouvoir le réutiliser par ce dernier ? Ou entre temps, l'écran est devenu compatible ? Mince, je pensais qu'un simple reflash vers une image backup me ramènerai a la version précédente Bon je vais attendre un peu alors, mais souvent je trouve que ma connexion a fluidd peine, alors que mon imprimante est bien connecté en Wi-Fi a mon routeur. Des fois meme impossible de la joindre via interface Web, ou a la fin d'une impression elle me dit qu'elle n’est pas en veille, alors qu'aucun message est présent sur l'écran et que ce dernier répond bien. J’ai vraiment des bugs étranges J'ai presque envie d'acheter une nouvelle carte mère mais ça fait un peu cher juste pour "test" FreeDi. Pour ce qui est du Z-Offset j’ai pu lire que si je l’ajuste via l'écran lors d'untest d’impression comme le fameux test de la première couche Z, et que j'annule l'impression, celle ci se gardait en mémoire ? Ce que j'ai du mal a comprendre c'est pourquoi entre le 1er test ou j'ai ajuster la première couche comme il faut et le 2e test que j'ai lancer juste après via fluidd, le Z était trop haut? D'après mes recherches fluidd est uniquement une interface graphique permettant de dialoguer avec Klipper qui est le firmware de ma machine... Donc ce serait le même printer.cfg que ce soit dans la machine ou présente sur fluidd non? Pour en revenir au PID, j'avais effectué ta commande et sauvegarder, sauf que la courbe de température, faisait plein de sinusoïdale alors qu'avant elle était très stable et linéaire, d'où aussi le fait que je sois revenu a ma configuration printer.cfg de backup. Je ne sais pas si cela était normal que ca réagisse ainsi. Je me lance dans quelques jours sur les calibrations via Orca, quand mon boulot sera un peu plus calme et me laissera un peu de temps Merci en tout cas pour tes pistes
-
Vu comme ca... Effectivement... Je me demandais juste si ce n'était pas possible de l'enlever définitivement A ta réponse, je suppose que non
-
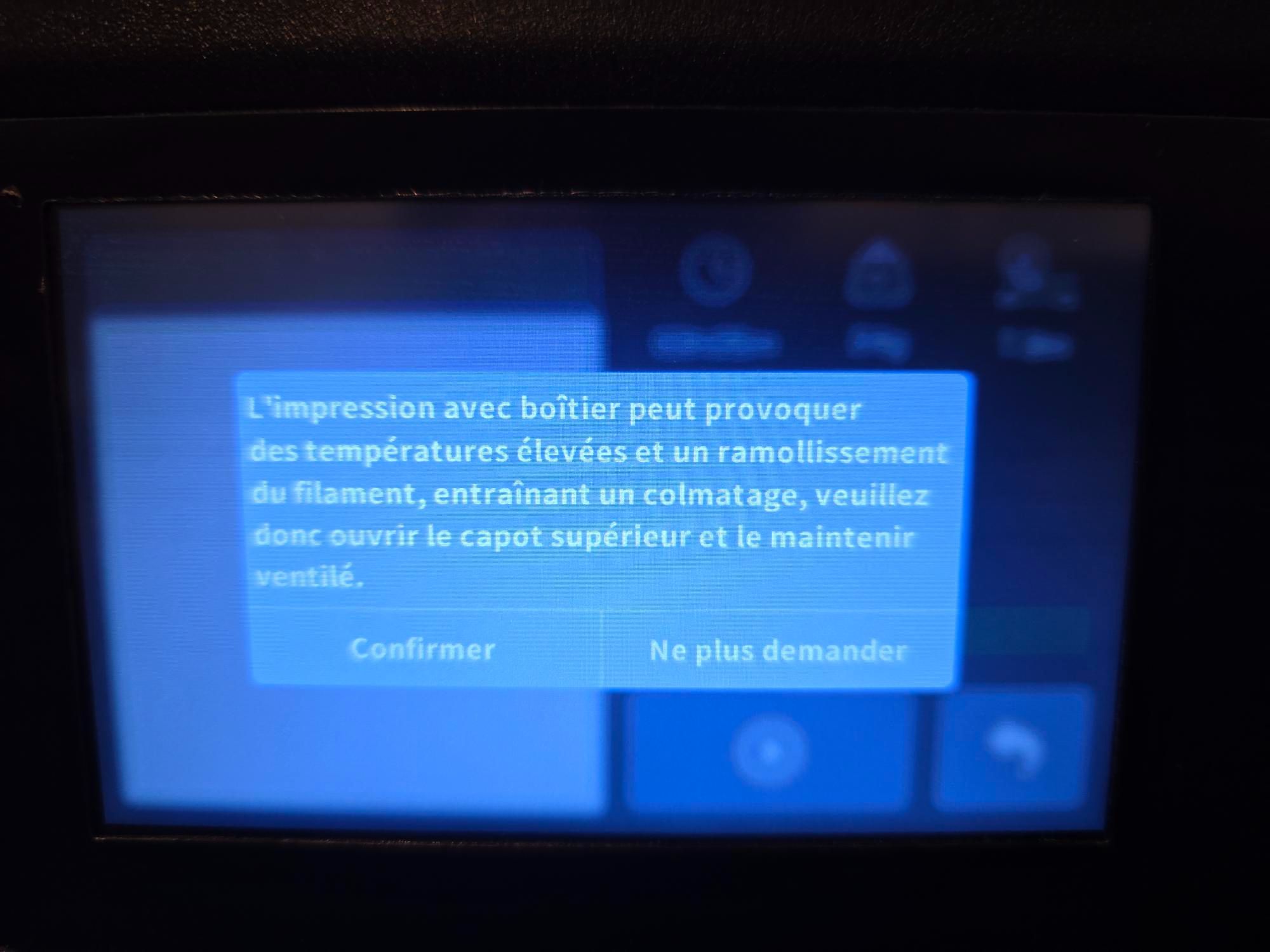
D'après un utilisateur que j'ai pu lire en faisant mes recherches par rapport a mon probleme et aussi FreeDi, ca a améliorer ses qualités d'impressions. Aussi, moi j'ai un "bug" lorsque mon imprimante est éteinte électriquement, et que je la relance, a chaque fois, elle me met le message suivant: J'ai beau cliquer soit sur confirmer, soit sur Ne plus demander, ce message reviendra apres extinctions, et j'avoue c'est pénible a la longue
-
Ah d'accord ! Je pensais que c'était uniquement un firmware stocké dans l'eMMC et que ca modifiait rien sur la carte De ce que j'ai pu lire, ceux qui sont passé sur Freedi ne regrette absolument pas leur passage a ce dernier, largement meilleur que le firmware QIDI Etes vous aussi de cet avis?
-
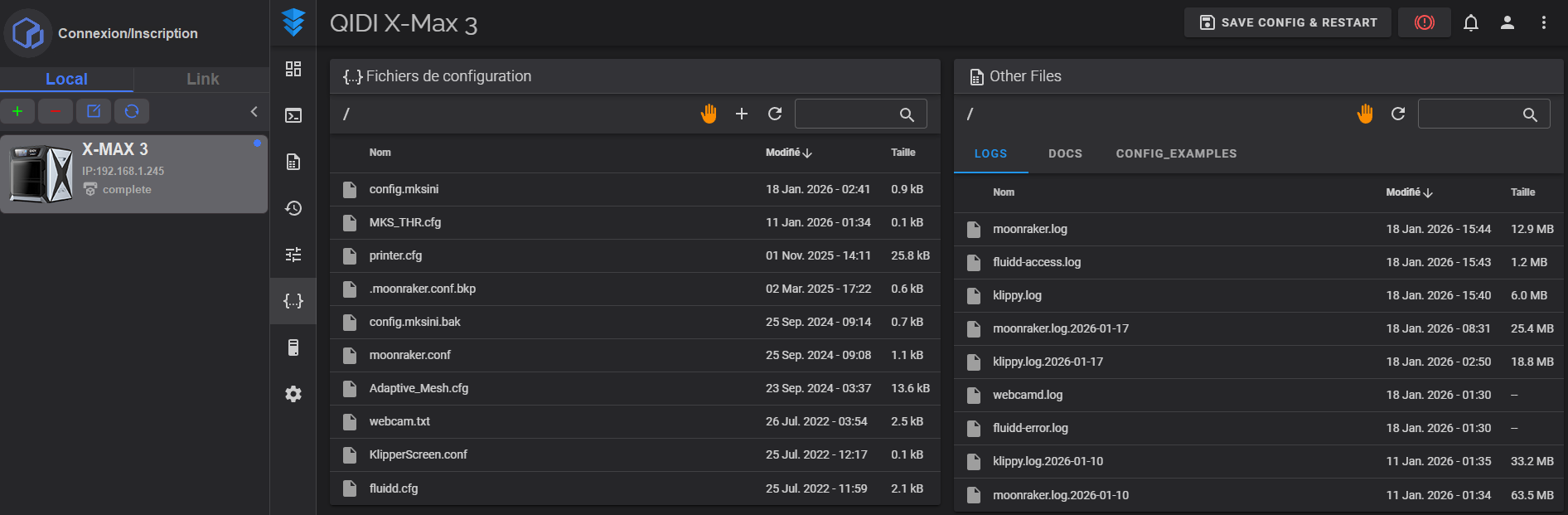
Bonjour a tous ! Je viens avec des nouvelles... Pas forcément génial car je commence a désespéré ! J'ai pas encore fais toutes les calibrations concernant Orca Slicer (aucune d'ailleurs pour etre honnête) j'ai contacté le support QIDI qui essaie de m'aider au mieux qu'ils peuvent mais pour l'instant ca reste en Standby. J'ai de mon coté quand même essayé plusieurs choses et il y a des trucs que je ne comprends absolument pas. Bon déjà pour mettre le contexte, mon imprimante se trouve dans une dépendance depuis que je l'ai, qui n'est pas chauffé. La piece peut etre entre 0°C et 20°C tout dépend la saison. Mon imprimante se trouve sur une palette EUPAL a même le sol, puis au dessus se trouve une plaque antivibration, puis une plaque de bois épaisse (2cm), puis des patins anti vibrations sur les pieds de la X-MAX 3. Tout est à niveau, et elle a toujours été dans cette configuration depuis que je l'ai reçu. Voici une photo: J'allume aussi cette dernière via une prise connecté que je peux Allumer/éteindre a distance quand je ne l'utilise pas. Ayant contacté le support Qidi, elle m'a demandé d'imprimer une tour de test Z PLA, chose que j'ai fais. Lors de ce test, j'ai recalibré le Z-OFFSET sur l'imprimante, et j'ai lancé l'impression via l'imprimante. La tour est sortie tres bien comme vous pouvez le voir sur ces photo: Suite à ca j'ai voulu imprimer un supermeatboy avec les parametres Slicer QIDI classique. Puis en lancant l'impression via fluidd (beaucoup plus pratique pour moi de gérer via mon bureau qui est dans une piece autre que l'imprimante, dans ma maison) j'ai remarqué via la caméra, que le filament ne se déposait pas. Je suis vite aller voir et... Bah la buse frottait un peu contre le plateau ! J'ai arreter le tout d'urgence et je me suis dis: "Bon sang, le fichier conf de l'imprimante ne serait elle pas la même que celle de fluidd???" Et je me dis que c'est surement aussi mes parametres Slicer qui doivent etre mal reglé etc... du coup je met tout en reset par defaut sur QIDI Studio. Pareil pour ce qui est de l'imprimante, je veux cliquer sur Restaurer les parametres d'usines et la... Ben il se passe rien ! Ca me ramene sur le menu Home et... C'est tout ! Il se passe absolument rien. J'ai voulu faire un reset de fluidd et pas d'option le permettant. Du coup, je supprime le printer.cfg existant et le remplace par une save que j'avais fais l'année derniere quand tout allait bien. Je recalibre le Z-Offset via le menu classique de l'imprimante avec la fameuse feuille d'ajustement et je lance un fichier .gcode de mon imprimante que Qidi m'avait fournit pour imprimer un rectangle de 1 couche sur le plateau pour ajuster la hauteur Z aux petit oignons via le menu Z-Offset de l'imprimante et j'ai une premiere couche impéccable. Puis je lance ce meme gcode mais cette fois ci de fluidd, et la... Bah le Z-Offset n'est plus du tout bon ! Donc lors de l'impression, je réajuste le Z-Offset via l'imprimante pour que cette derniere soit parfaite. Je relance l'impression du test de la tour Z que QIDI m'a envoyé via fluidd et la elle sort de nouveau nickel. Je fais aussi le benchy qui sort plutot correctement avec une petite ligne marqué sur le milieu de la coque mais rien de grave. Je me dis: "chouette, on va essayer d'imprimer le SuperMeatBoy maintenant" Et la c'est pas la même En parallèle, l'assistance QIDI me renvoi un mail suite au retour positif de la tour que j'ai faites et m'envoie le GCODE d'un modele qui etait sorti avec des lignes marqué comme le supermeatboy pour tester. Je le fais, et le resultat et tout a fait le même, voir pire: Alors que quand je l'avais imprimer de mon coté, il était sorti largement mieux lors du mois de Novembre (mais toujours avec des lignes intercouches marqué, chose que je n'avais jamais eu auparavant) Pour précisions, je n'ai jamais touché a quelques vis de serrage que ce soit sur mon imprimante. La seule chose que j'ai faites, c'est de lubrifier les axes et vis sans fin. Pour les rails, j'ai utiliser du WD40 Specialist lubrifiant SEC que QIDI m'a recommandé, et pour les vis Z j'ai pris du Superlube - Graisse et huile synthétique haute qualité avec PTFE (Desolé @V3DP je n'ai pas trouvé tes références dans les magasins proche de chez moi ni même sur Internet). Donc voilà, Je fais appel a vos conseils/idées ou chercher d'ou pourrait provenir le probleme car actuellement je sèche entierement... J'attends la semaine prochaine, une carte eMMC de 32Go de QIDI pour voir si le probleme sera toujours d'actualité, mais aussi d'apres plusieurs recherche j'ai pu comprendre que FreeDi améliorais qd meme grandement pas mal de points. Du coup j'ai déjà eu mon lecteur USB-eMMC qui va me permettre de créer des Backup de ma carte actuel 8Go et quand elle arrivera, ma 32Go, afin que j'essaie FreeDi et si pas d'amélioration pouvoir revenir a la version "de base" Merci de m'avoir lu






-
J'utilisais orca slicer avant avec ma sidewinder x2 et j'avoue que ca fonctionnait mieux que Cura. Mais la sidewinder m’a fait totalement vrillé pour être honnête Je cherchais juste quelque chose qui soit "plug n play" car l'imprimante est dans une dépendance et c'est assez pénible a chaque fois de sortir/rentrer etc... pour faire les manipulations. D'où le fait que j'utilise pas mal Klipper pour check l'impression via la webcam et autre directement de mon ordinateur de mon bureau. Bon, je vais je pense reprendre Orca pour faire toutes calibration. Merci
-
Merci pour ta réponse Effectivement je n'avais jamais fais ceci je l'ai toujours utiliser "en stock". Je suis encore débutant et n'imprime pas tous les jours avec. J'ai commencé a utiliser l'onglet calibration du qidistudio en ce qui concerne le débit. Rien a signaler car la pièce la plus "douce" est la 0. Donc mon débit est a 1, on est bon. J'ai pu lire sur d'autre forum de ta part de faire justent le PID que tu me disais quand on changeait de hotend et de buse hier soir. C'est justement ce qu'il c’est passé pour moi car sur Klipper, j'avais voulu éloigner la buse du plateau lors d'une impression... cependant j'ai fais l'inverse (j'ai garder la logique sur les boutons de la machine) de ce fait la buse a complètement rayer mon ancien PEI et elle c’est bouché et fondu. En changeant la buse je suis aller trop fort dans le serrage et j'ai même cassé la cartouche de chauffe (j'en ai profiter aussi pour acheter un tournevis dynamométrique afin que ca n’arrive plus ). J’ai acheté un nouveau hotend chez qiditech et remplacé et c'est vrai que c'est a partir de ce moment où mes impressions n'était plus vraiment les mêmes... donc je commence un peu mieux a comprendre certaines choses en te lisant, mais j'ai jamais fais tout ce qui est calibration pour le moment donc je découvre doucement . Pour les tests que tu me demande de faire, c’est sur qidistudio directement? Ou alors tu as des tutoriel ou autre a me recommander ? Encore merci de me consacrer de ton temps pour m'aiguiller et m'aider !
-
Bonsoir V3DP Tiens non je n'ai pas essayé en augmentant la température ! Je vais tester ca Par contre tu m'as déjà perdu concernant la calibration de mon Hotend... Par exemple sur ma bobine PLA, ca affiche 200-210 en conseil d'impression Si je met mon benchy a 205° sur mon Slicer, par exemple je dois mettre PID_CALIBRATE HEATER=extruder TARGET=206 c'est bien ca?
-
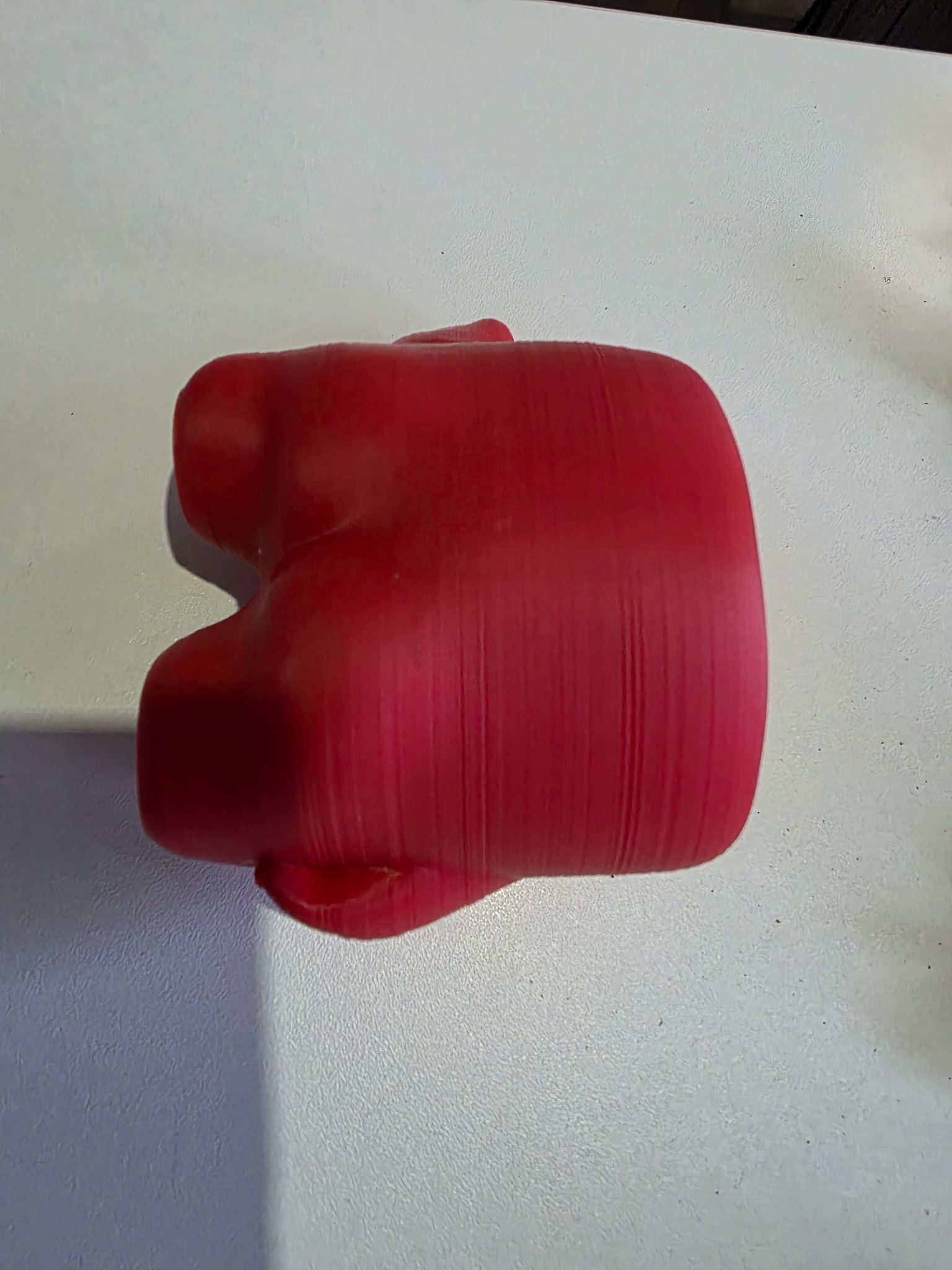
Bon j'ai fais un benchy dont voici le résultat On voit bien les lignes entre les couches... Ce matin j'ai regraisser tous les axes Alors j'ai joué sur le Z Offset car je trouvais que la première couche n'était pas assez "écrasé" et j'ai l'impression que ca a arrangé un peu la qualité Par contre n‘est ce pas trop écrasé maintenant ? Car on ne voit plus ce qu'il y a écrit ce qui était sous le benchy (gauche ancienne valeur et droite après ajustement du z offset)








-
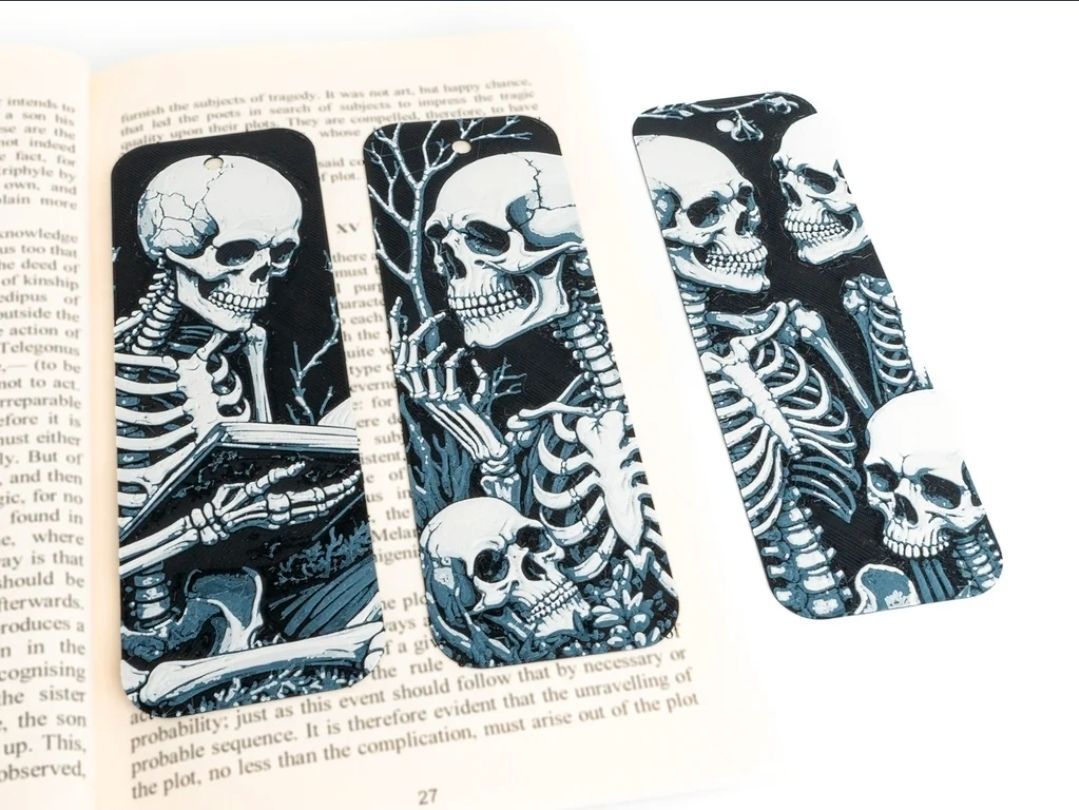
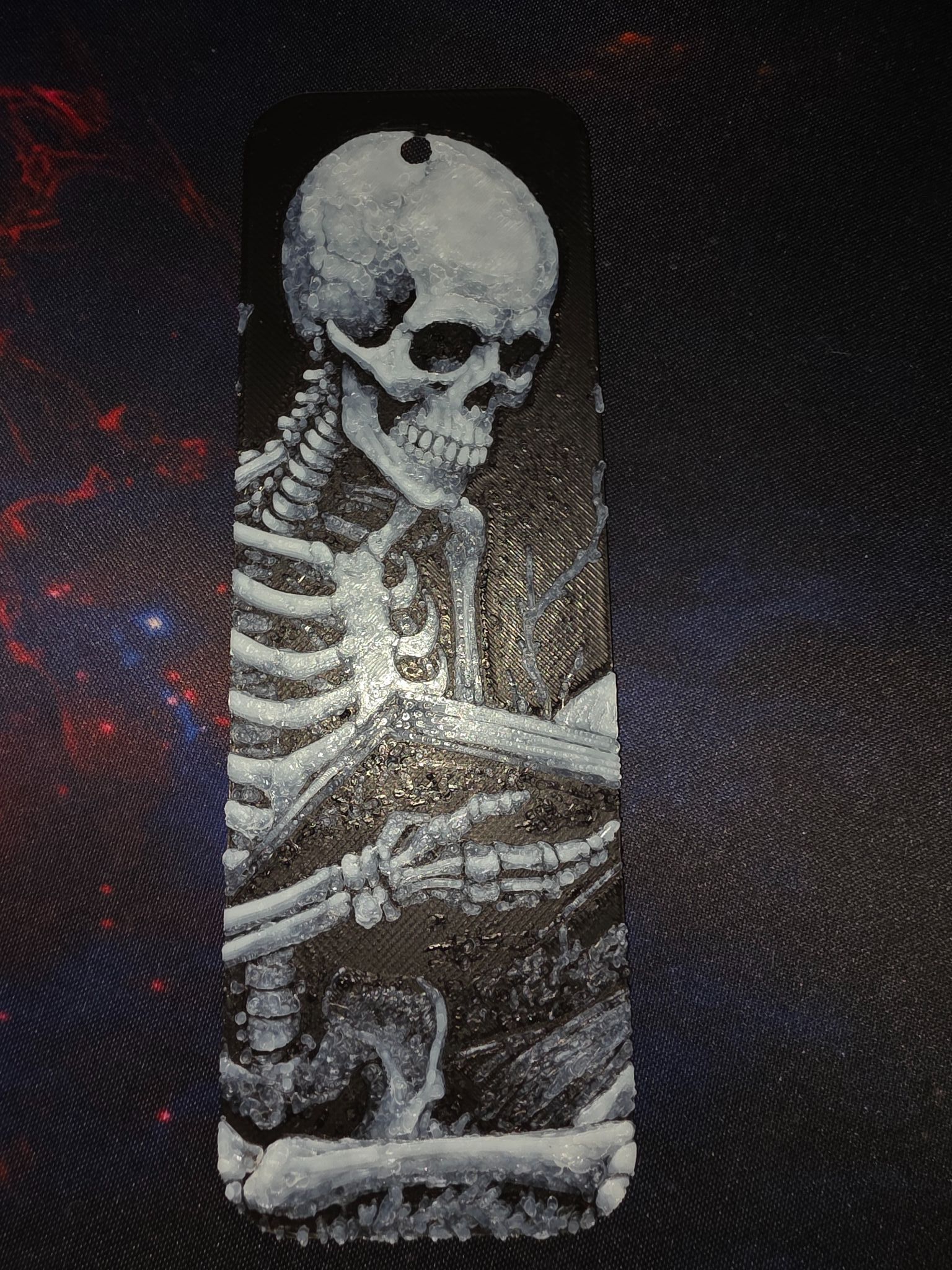
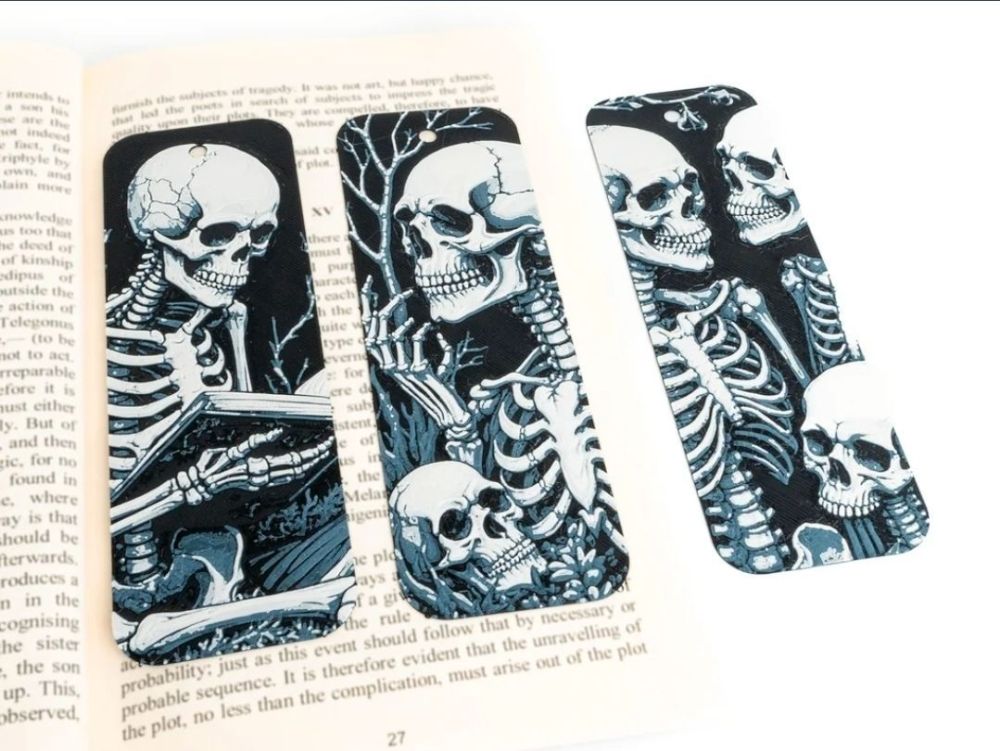
Oui pardon j'avais oublié de préciser que c'était du bicouleur J'ai dis Silk car sur la boîte de la bobine (Sunlu) il y a marqué "Silk" donc j'ai pris les paramètres Silk sur mon Qidi Studio. Mais l'image que j'avais sur une impression du vendeur n'est pas vraiment la même de ce que j'ai obtenu D'ailleurs j'ai relancer une impression de mon marqué page multi couleur en faisant attention de ne pas bouger la tête cette fois. Le décalage n'est plus apparu, cependant il y a des endroits où le filament ne s’est pas du tout déposer ! En pièce jointe, la photo du maker qui l'a créer... et le miens (j'ai suivi les configurations qu'il a donné) Pareil pour le vase qui ressort beaucoup plus foncé que sur la page d'achat. Donc j'ai l'impression que cest une histoire de paramétrage mais je cherche encore quoi !




-
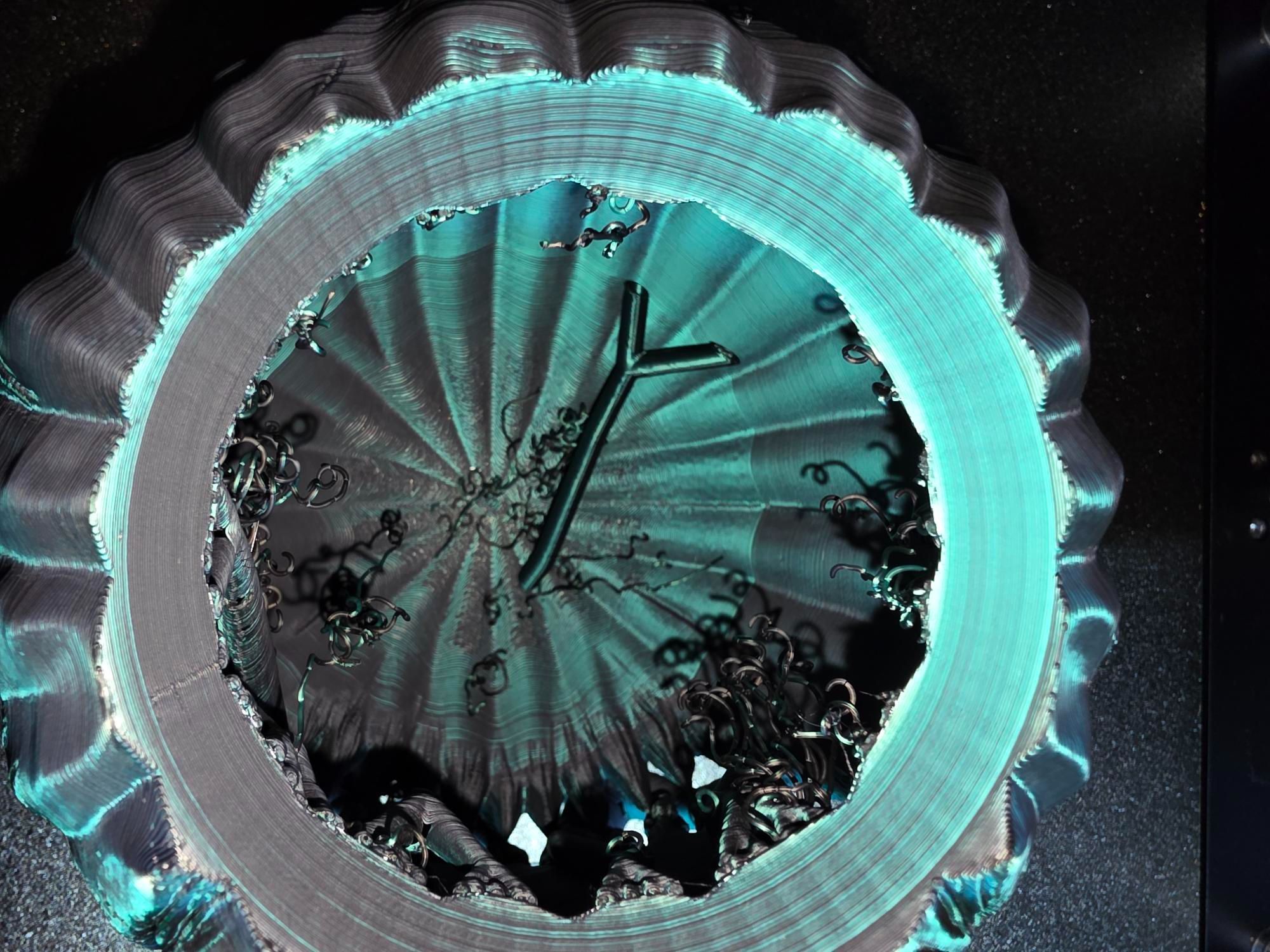
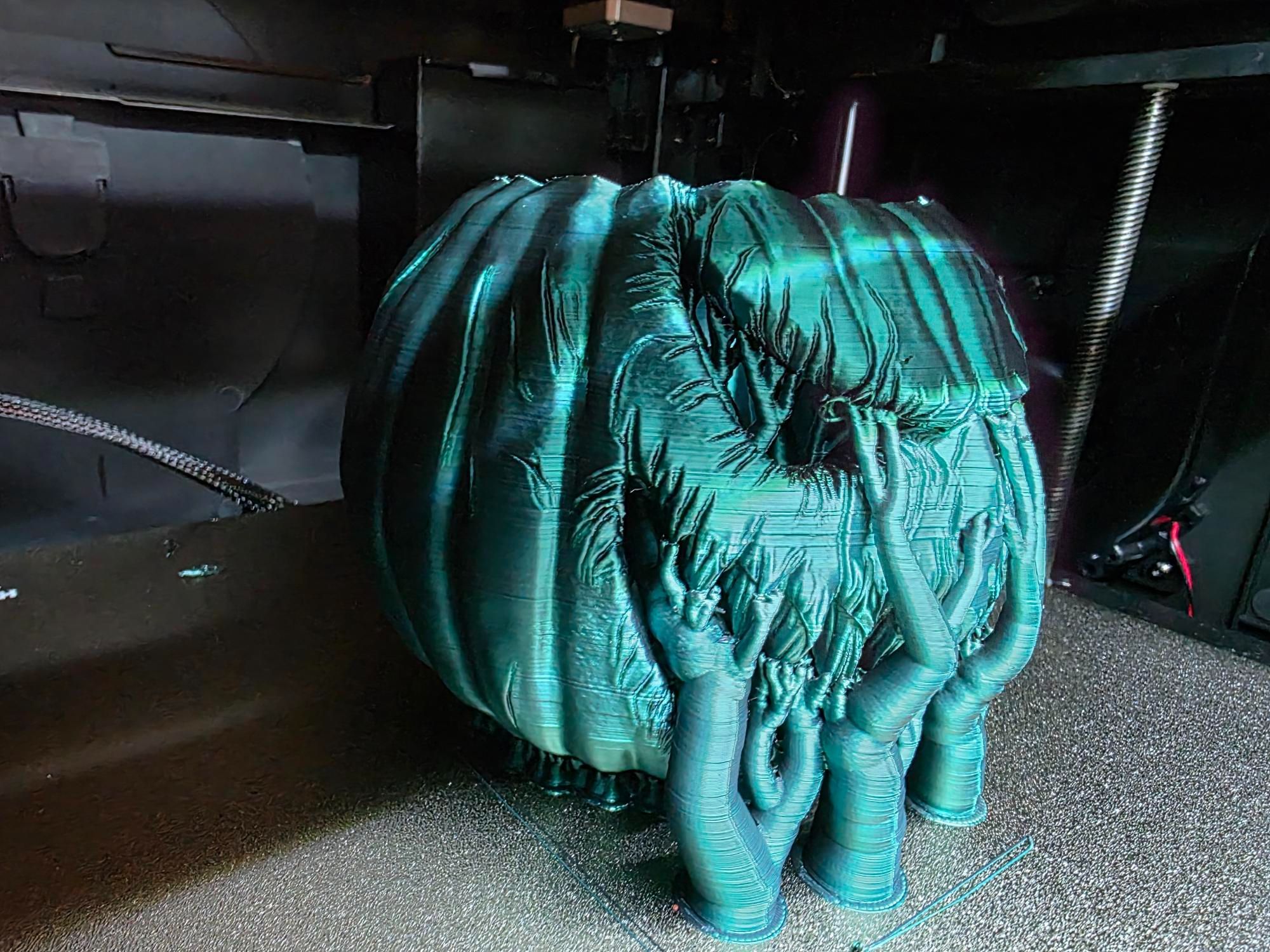
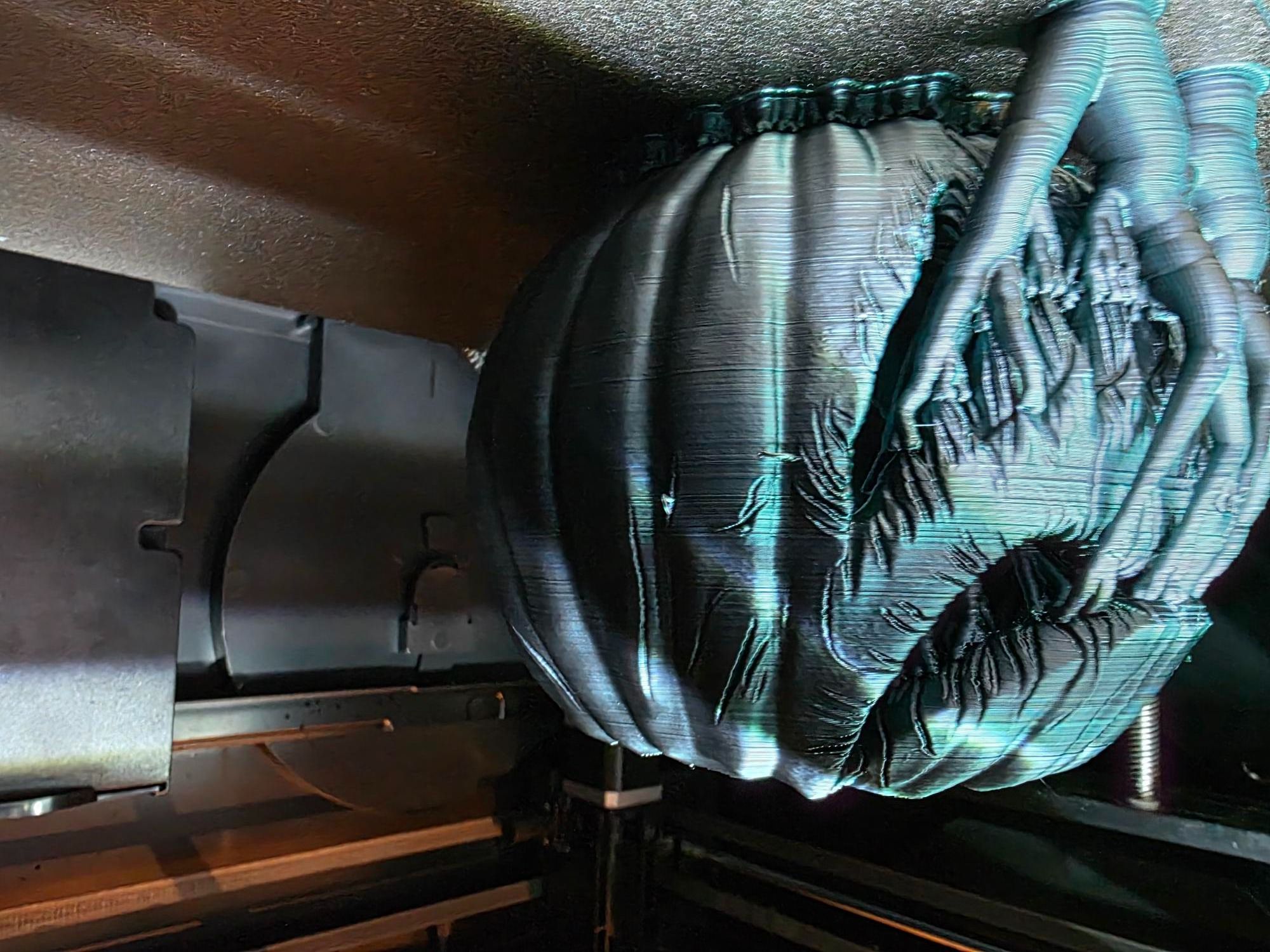
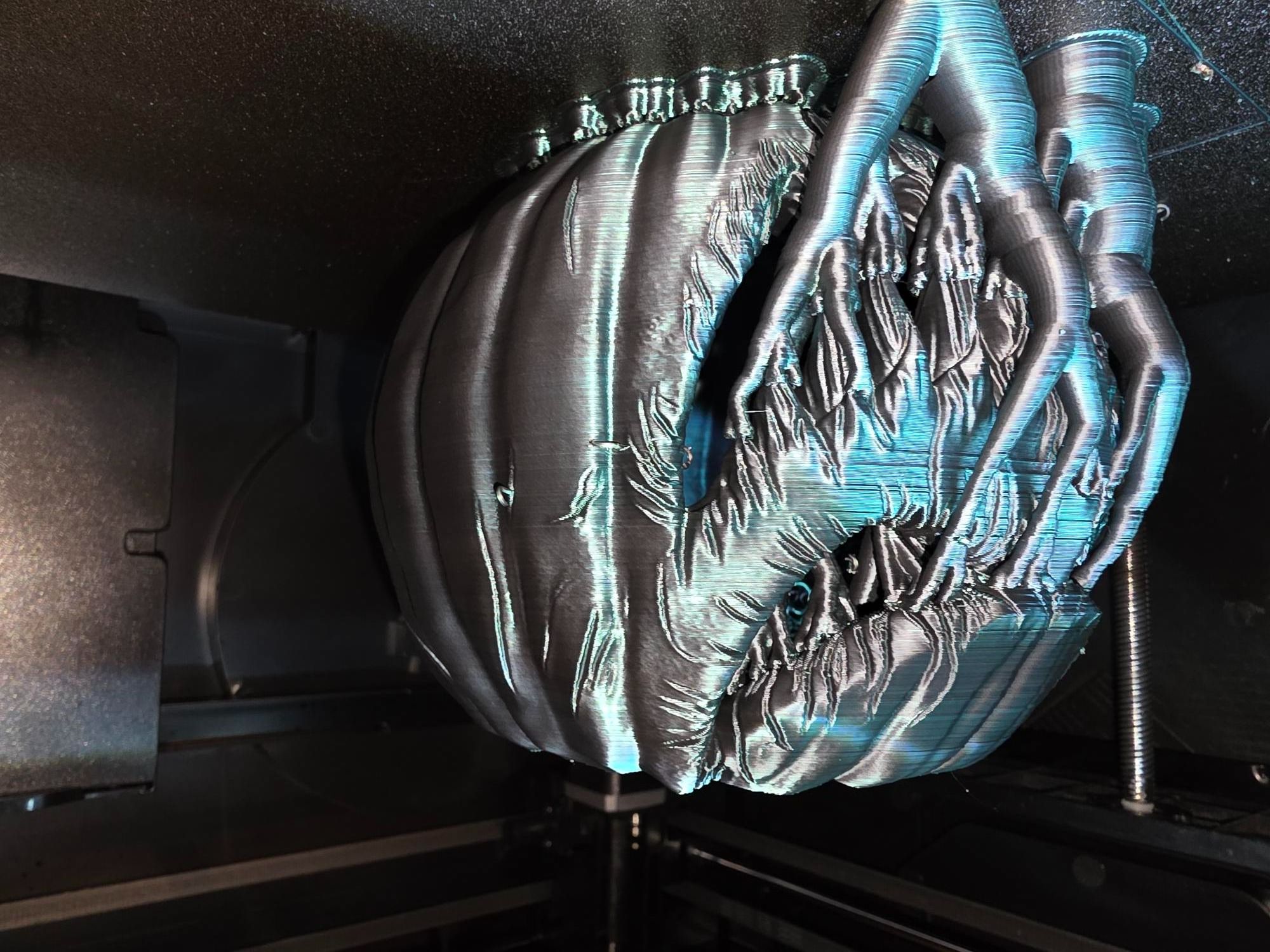
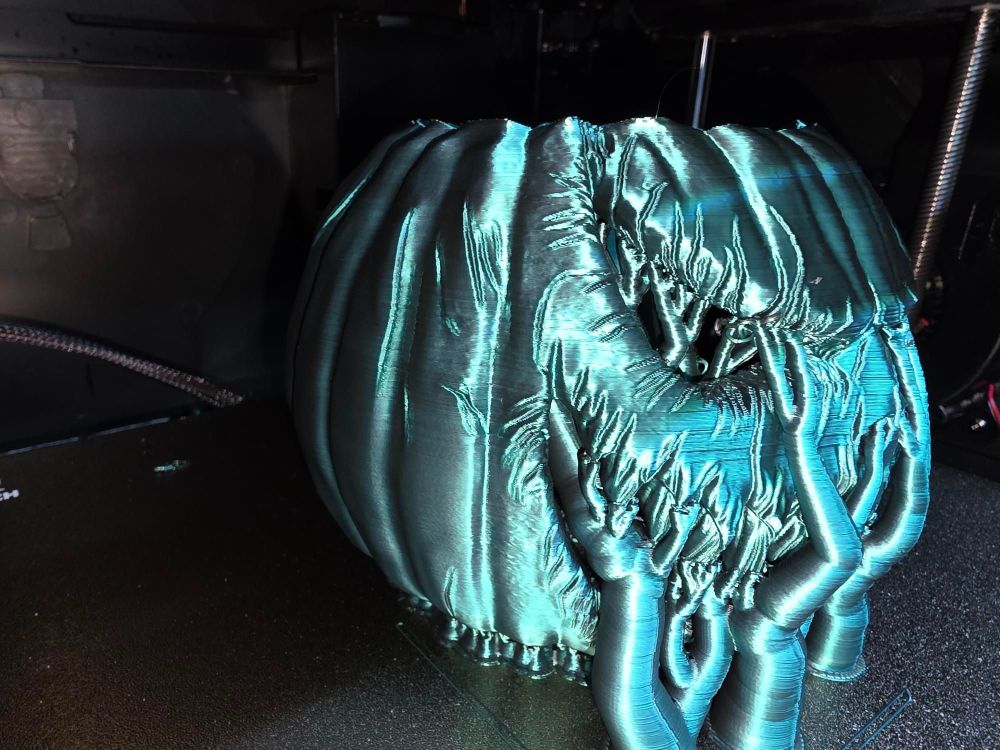
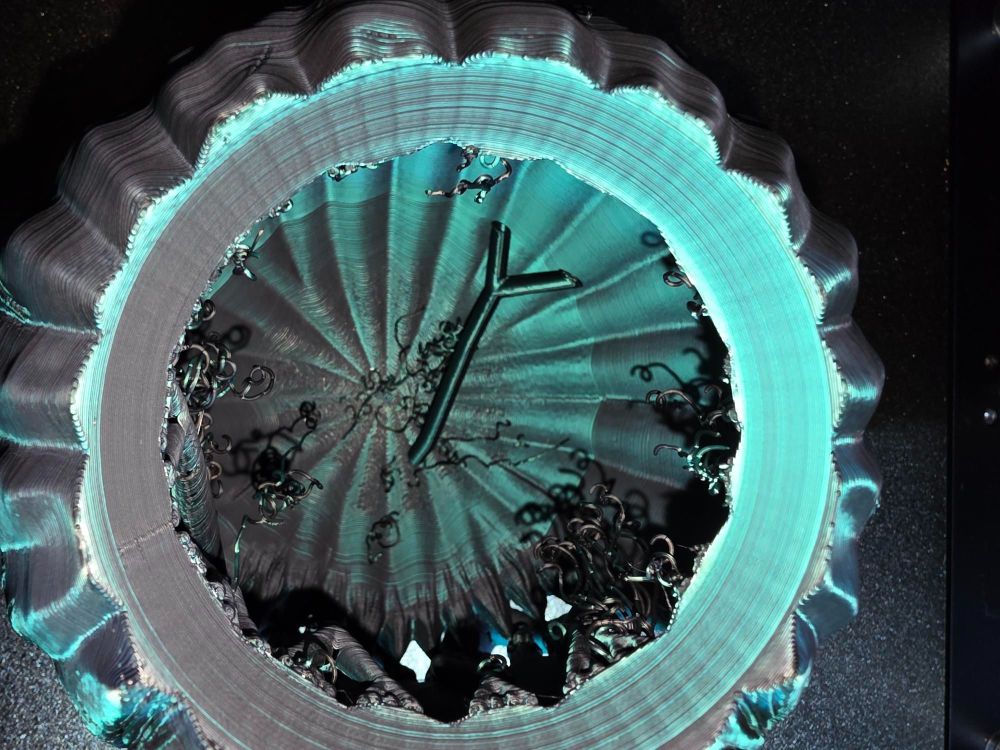
D'accord car effectivement je trouvais que le rendu était un peu trop "sombre" selon moi, que ça tirait plus vers le noir et qu'on voyait pas assez le vert. As tu des recommandations sur les paramètres a ajuster pour avoir des rendu différents autre que la vitesse? Merci pour tes recommandations Excepté du PLA/PLA+ et bicouleur je n’ai pas mis d'autres filaments pour le moment
-
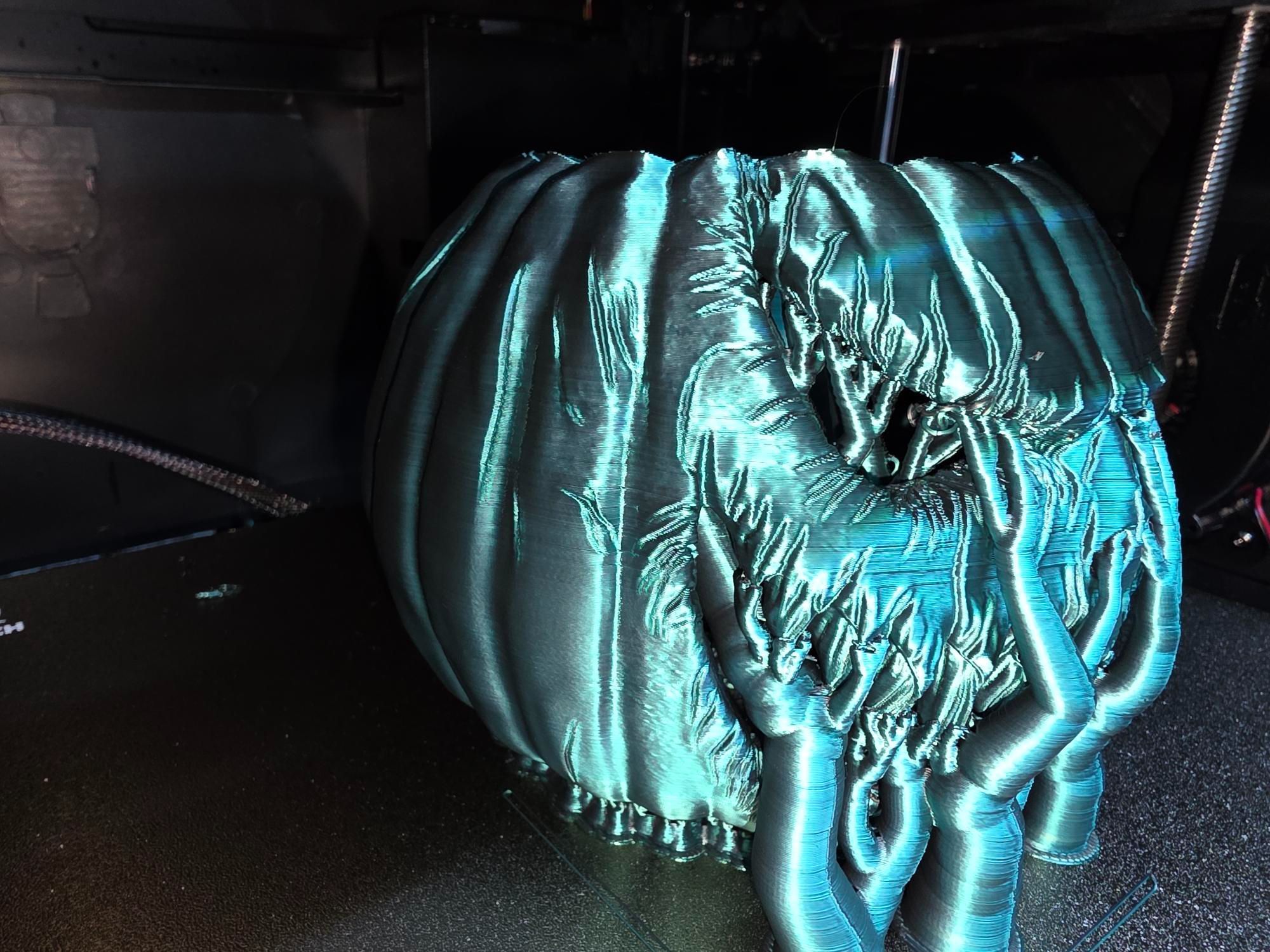
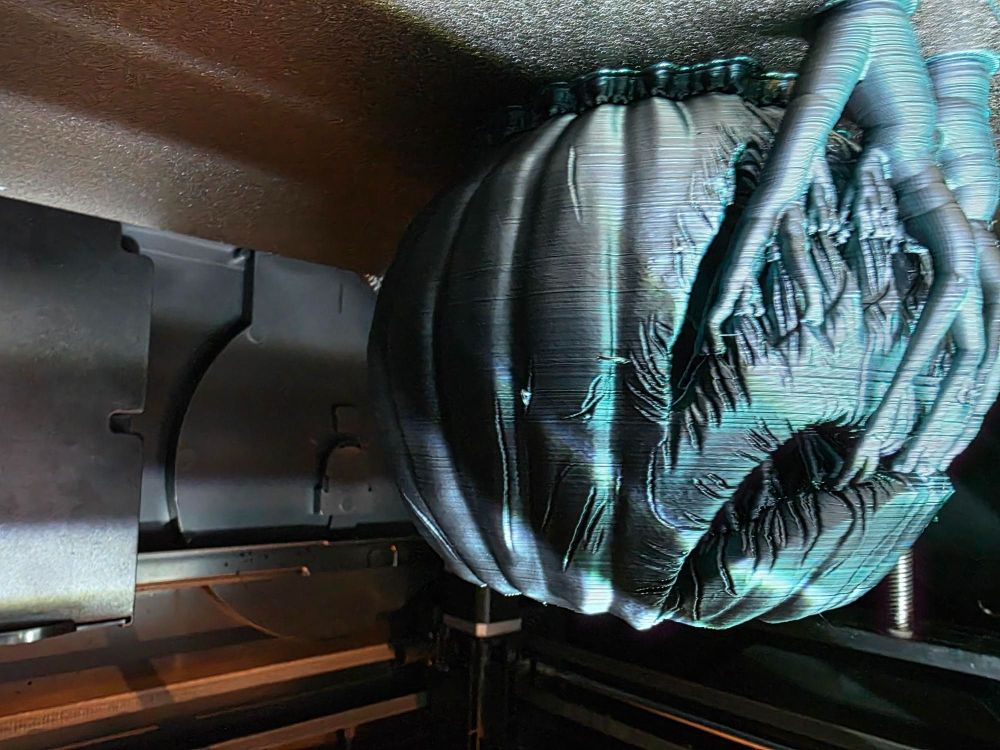
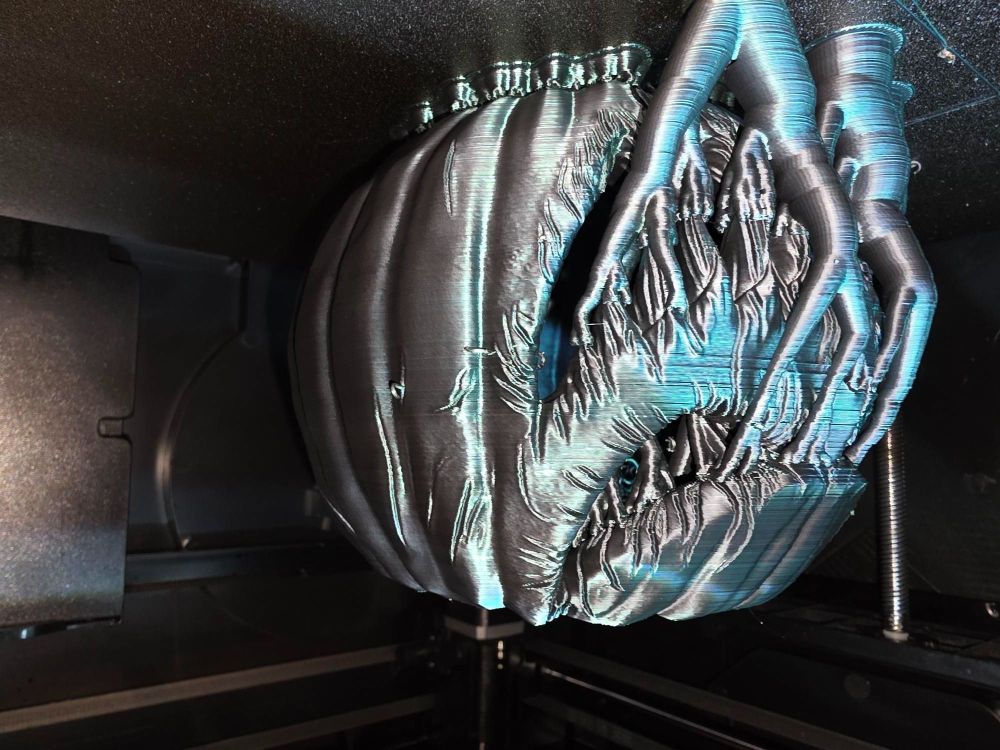
Merci pour cette réponse détaillée Je regarderai avec le plugin en question pour voir mais non je n’ai appuyé sur aucun bouton pour désengagé les moteurs. Concernant les lignes sur mon print de citrouille, est-il possible qu'une buse usée puisse me faire ces lignes? J'en profite pour vous demander a quelle fréquence vous remplacez vos buses? Aussi avez vous des lubrifiants a me conseiller pour lubrifier les axes x et y ainsi que les courroies? Puis je utiliser la même pour les deux?
-
Alors ^^ Comment vérifier les valeurs de courant de maintien des moteurs? Je t'avouerai que la tu me perd un peu xD je n'utilise pas TMC Autotune (c'est quoi? ^^)Voici mon printer.cfg entier: Encore merci pour ton temps et desolé je suis encore débutant
-
[gcode_macro PAUSE] rename_existing: BASE_PAUSE gcode: # Parameters {% set z = params.Z|default(50)|int %} ; z hop amount {% if printer['pause_resume'].is_paused|int == 0 %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} ; set z hop variable for reference in resume macro SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} ; set hotend temp variable for reference in resume macro # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 ; disable filament sensor SAVE_GCODE_STATE NAME=PAUSE ; save current print position for resume BASE_PAUSE ; pause print {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} ; check that zhop doesn't exceed z max G91 ; relative positioning G1 Z{z} F600 ; raise Z up by z hop amount {% else %} # { action_respond_info("Pause zhop exceeds maximum Z height.") } ; if z max is exceeded, show message and set zhop value for resume to 0 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK2 G90 ; absolute positioning G1 X{printer.toolhead.axis_maximum.x/2} Y{printer.toolhead.axis_maximum.y} F6000 ; park toolhead at front center SAVE_GCODE_STATE NAME=PAUSEPARK ; save parked position in case toolhead is moved during the pause (otherwise the return zhop can error) M104 S0 ; turn off hotend SET_IDLE_TIMEOUT TIMEOUT=86400 ; set timeout to 12 hours SET_STEPPER_ENABLE STEPPER=extruder enable=0 {% endif %} [gcode_macro RESUME] rename_existing: BASE_RESUME variable_zhop: 0 variable_etemp: 0 gcode: # Parameters {% set e = params.E|default(2.5)|int %} ; hotend prime amount (in mm) {% if printer['pause_resume'].is_paused|int == 1 %} # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 ; enable filament sensor #INITIAL_RGB ; reset LCD color SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value {% if etemp > 0 %} M109 S{etemp|int} ; wait for hotend to heat back up {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=150 ; go back to parked position in case toolhead was moved during pause (otherwise the return zhop can error) G91 ; relative positioning M83 ; relative extruder positioning {% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %} G1 E{e} F900 ; prime nozzle by E, lower Z back down # {% else %} # G1 Z{zhop * -1} F900 ; lower Z back down without priming (just in case we are testing the macro with cold hotend) {% endif %} RESTORE_GCODE_STATE NAME=PAUSEPARK2 MOVE=1 MOVE_SPEED=150 RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=10 ; restore position BASE_RESUME ; resume print {% endif %} [pause_resume] [gcode_macro M0] gcode: PAUSE [gcode_macro M25] rename_existing: M9925 gcode: PAUSE
-
Voici ce que j'ai trouvé dans mon fichier de configuration "printer.cfg" que j'ai pu trouver via fluidd onglet configuration [gcode_macro M603] description: filament unload gcode: G92 E0 G0 E15 F400 G4 P1000 G92 E0 G1 E-80 F800 [gcode_macro M604] description: filament load gcode: M83 G1 E80 F400
-
Oui pas de probleme ! Je vous partage ca dans une demi heure environ, mon impression est bientot terminé ^^
-
Excellent ! Merci @V3DP Ton code poster c'est celui qui permet de bloquer les moteur c'est ca? Je dois tout remplacer ce qui est présent par le tien? Du coup en initialisant une "pause" via le slicer de Qidi Sutdio dans l'onglet "Aperçu", cela appelera les fonctionnalité que j'aurais remplacé par les tiennes ? J'attends la fin de mon impression et je vais essayer ca ! Merci beaucoup !
-
Oui je pense que c'est ce qu'il faudrai, mais c'est une commande native a la X-MAX 3 et au Slicer Qidi Studio Je ne sais pas s'il est possible pour modifier le M0 pour ajouter le fait que les moteur se vérouille ! Si des expert de la X-MAX 3 passe par la, je suis preneur pour une astuce ^^ Merci pour ta réponse @JoOj
-
Salut et merci pour tes réponses - Non je n'ai pas essayé les couches adaptatives. Comme expliqué j'ai vraiment tout laisser de base sur le profil ^^ C'est peut etre une piste a essayer. Je viens de regarder dans le Slicer, je ne vois pas cette option - C'est bien ce qui me semblait (et pourtant je n'y suis pas aller comme un bourrin a changer le filament) du coup j'ai pas compris pourquoi elle a bougé
-
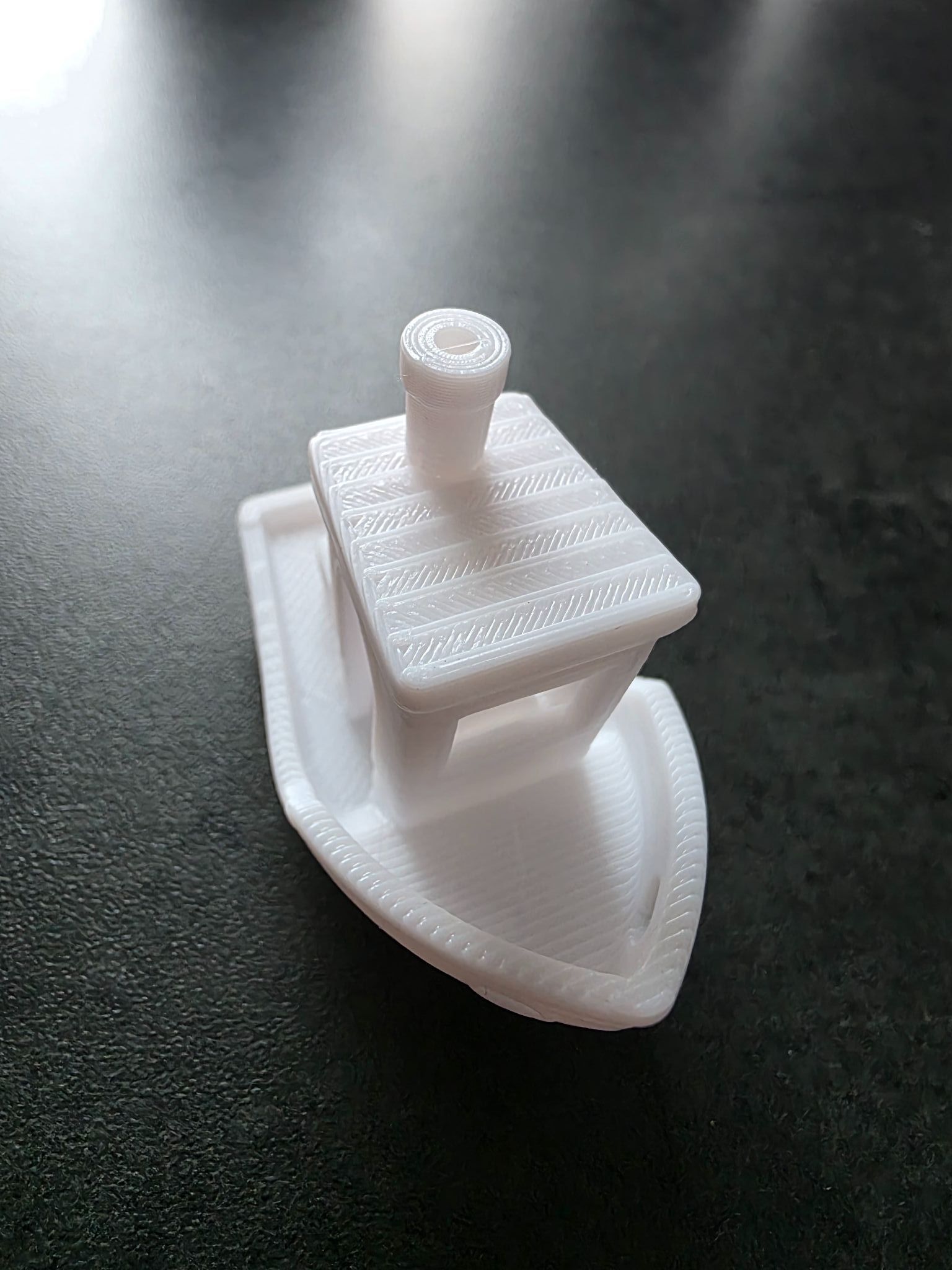
Bonjour et bonne année 2026 et mes meilleurs vœux a tous ! Desolé pour mon absence longue durée ! J'ai trouvé d'ou venait le warping sur les angles, c'était mon plateau PEI qui était HS. J'ai nettoyer ce dernier un peu trop comme un "bourrin" et je mettais de l'alcool Isopropylique directement dessus et nettoyer ensuite avec un chiffon microfibre dessus... Le plateau n'a pas aimé ! Du coup j'ai commandé un nouveau plateau et tout va bien mieux depuis ! J’ai cependant des petits soucis d’impression dont je voudrais connaitre vos avis dessus : La première concerne les « lignes » visibles sur mes impressions. Est-ce normal ? Je précise que j’utilise les profils d’impression de base du logiciel Qidi Studio et pour celui-ci j’ai utilisé le profil « PLA Silk » J’ai juste modifié les températures, et éventuellement le motif de remplissage. Comment optimiser pour que je n’ai plus ces lignes apparentes ? Je précise aussi que ces lignes apparaissent sur les profil standard du PLA. Les seules valeurs que je modifie sont éventuellement les motifs de remplissage (j'adore le giroïde) et la température d'impression. J'utilise le profil d'impression de qualité standard 0.20. Pour ma 2e question : J’ai imprimé hier, un marque-page en multi couleur J’ai donc ajouté des pauses via le logiciel Qidi Studio pour changer le filament qui appel la macro M0 Seulement, je me suis retrouvé avec un décalage sur mon impression comme vous pouvez le voir sur la photo J’ai aussi remarqué que la tête d’impression pouvait bouger lors du remplacement de filament car les moteurs sont « coupés » et ça a été le cas lors du remplacement de filament. La tête a légèrement bougé suite a la manipulation de l’extrudeuse pour que je puisse changer de filament. Est-ce que le décalage de mon impression viendrait de là ? Si oui, avez-vous une solution pour que lors du remplacement du filament, cette dernière ne bouge plus ? Pour celui ci j'ai utilisé le profil d'impression 0.08 comme ca a été précisé sur le site ou j'ai pris le STL. D’avance, merci !


-
@fran6p merci pour ton partage de config ! Je vais essayer de rapprocher la buse de 0.05 pour voir si cela résout mon problème de warping. J'ai pu voir effectivement qu'il y avait un maillage adaptatif dans les guides de de QidiSlicer. Il suffit de mettre un ";" au début de la ligne a ce que j'ai lu, tu peux confirmer? Aussi, sais tu si les "oreilles de mickey" peuvent être mise sur QidiSlicer? Dernière question: Sur un autre post, tu avais mis une macro concernant le PID (chose que je n'ai pas encore faites d'ailleurs). Sur Fluidd, la macro M303 est déjà présente mais est ce que si je la lance elle se calibre automatiquement par rapport a son environnement ou dois je changer des valeurs? Et peut on ajouter tes macros personnalisé sur Fluidd? (J'ai regardé mais j'ai pas trouver ou l'ajouter ) Merci par avance
-
Merci pour ta réponse Je vais essayer tes recommandations concernant le problème de Warping. Utilisant QIDISlicer, je vais mettre en place un brim pour voir si ceci résout le probleme. Concernant le leveling, il fait un leveling sur 25 points si je dis pas de bêtises, je ne pense pas pouvoir augmenter ceci ou alors je ne suis pas au courant. Si quelqu'un a une X-MAX 3 et peut me rectifier si je dis des sottises?