Orionis
-
Compteur de contenus
49 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Orionis
-
Merci pour ces réponses très complètes! Puis-je m'orienter vers une impression en PETG, pour remplacer ces pièces, qui doivent subir quelques contraintes physiques, mais rien de dramatique?
-
bonjour, Voici les données en ma possession suite à tes questions : enceinte fermée : non type de filament : celui-ci, a priori du PETG
-
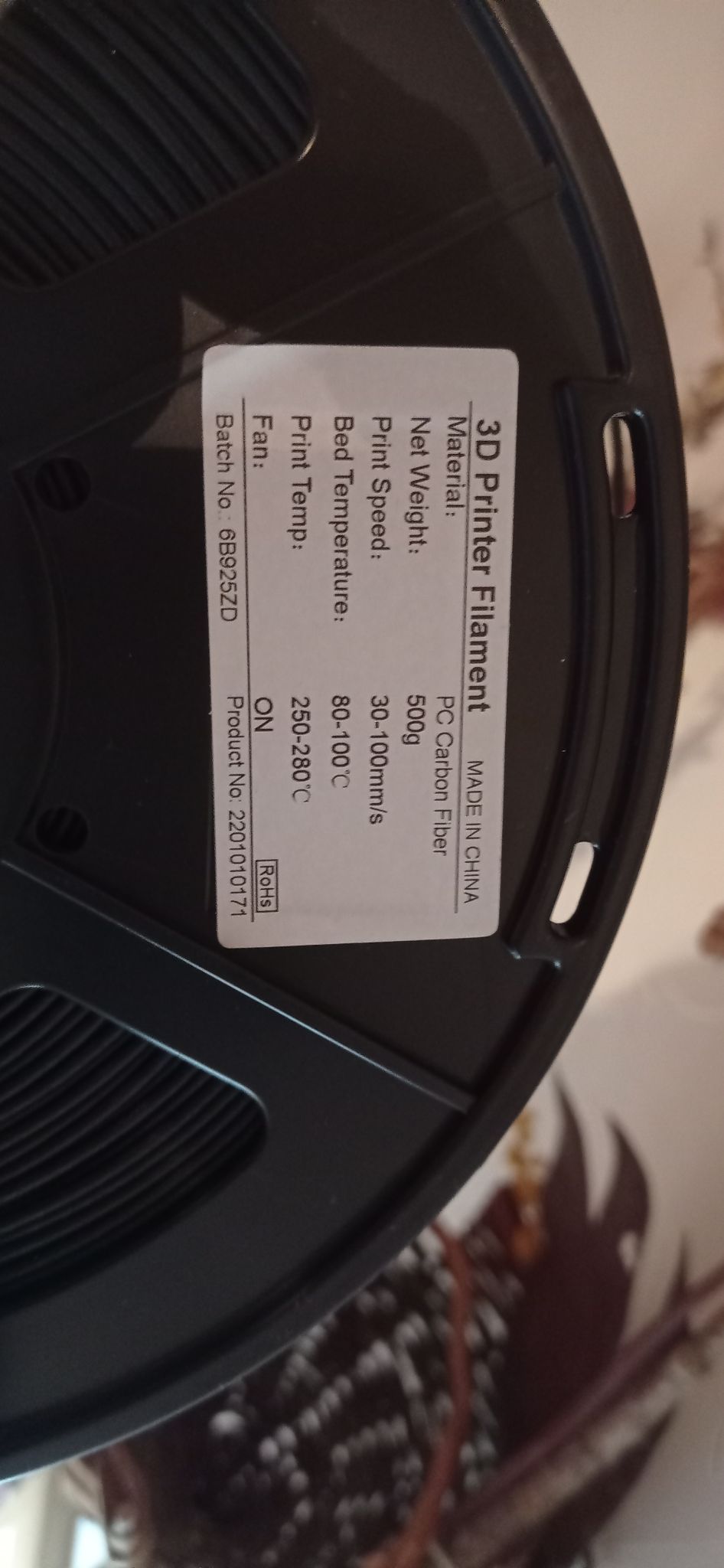
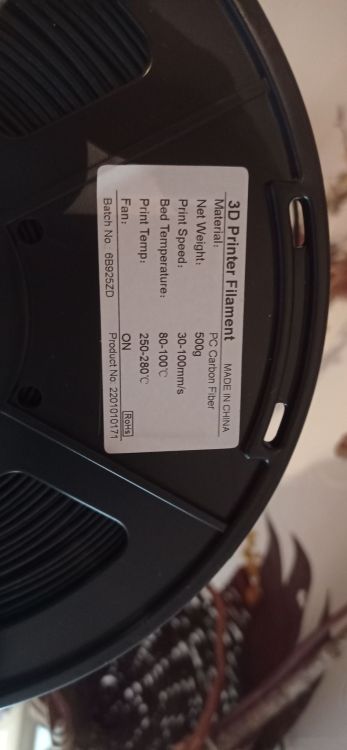
bonjour, Je souhaite imprimer quelques pièces en filament carbone. J'utilise un filament IEMAI, donné pour des températures de 80-100°C pour le plateau et 250-280°C pour la buse. J'ai fait un premier test à 90 et 260°C, mais mon impression se décolle (malgré un nettoyage à l'alcool préalable). J'ai tenté 270°C, mais la limite semble être atteinte, elle ne monte pas au-delà de 260°C. Y a-t-il d'autres paramètres sur lesquels je peux jouer? Merci d'avance
-
Merci pour le conseil, mais je n'imprime pas à plus de 200-210°C.
-
merci pour tous ces retours, très utiles!
-
Ah, je comprends mieux. Mais on ne voit pas ce support dans les offres que j'ai vues. Merci
-
Voici les liens : Version "nue" Version combo Pour la 1ère version, je ne vois pas bien où et comment fixer la bobine?...
-
Xème démontage et nettoyage de l'ensemble, remplacement du tube en PTFE(?), ça fonctionne correctement. Merci pour votre aide!
-
bonjour à tous, Je lorgne depuis quelque temps sur le modèle A1, mais je ne comprends pas trop sa composition. Je trouve soit des modèles sans dévideurs de bobines (environ 260€) soit la version avec le support latéral (370€). J'ai aussi trouvé sur MakerWorld les fichiers STL pour un support AMS lite, mais qui ne comprend a priori que le support en lui-même et pas les axes des bobines ni les têtes de chauffe. Bref, je suis un peu perdu, quelqu'un aurait-il un lien vers un petit tuto qui me permettrait de choisir la bonne configuration? NB : je possède déjà une imprimante, donc je peux imprimer des pièces à l'avance... Merci pour vos retours.
-
Merci pour vos réponses. J'ai oublié de préciser que j'ai refait les niveaux. Je vais donc tout redémonter (une fois de plus) et vérifier l'état du tube PTFE...
-
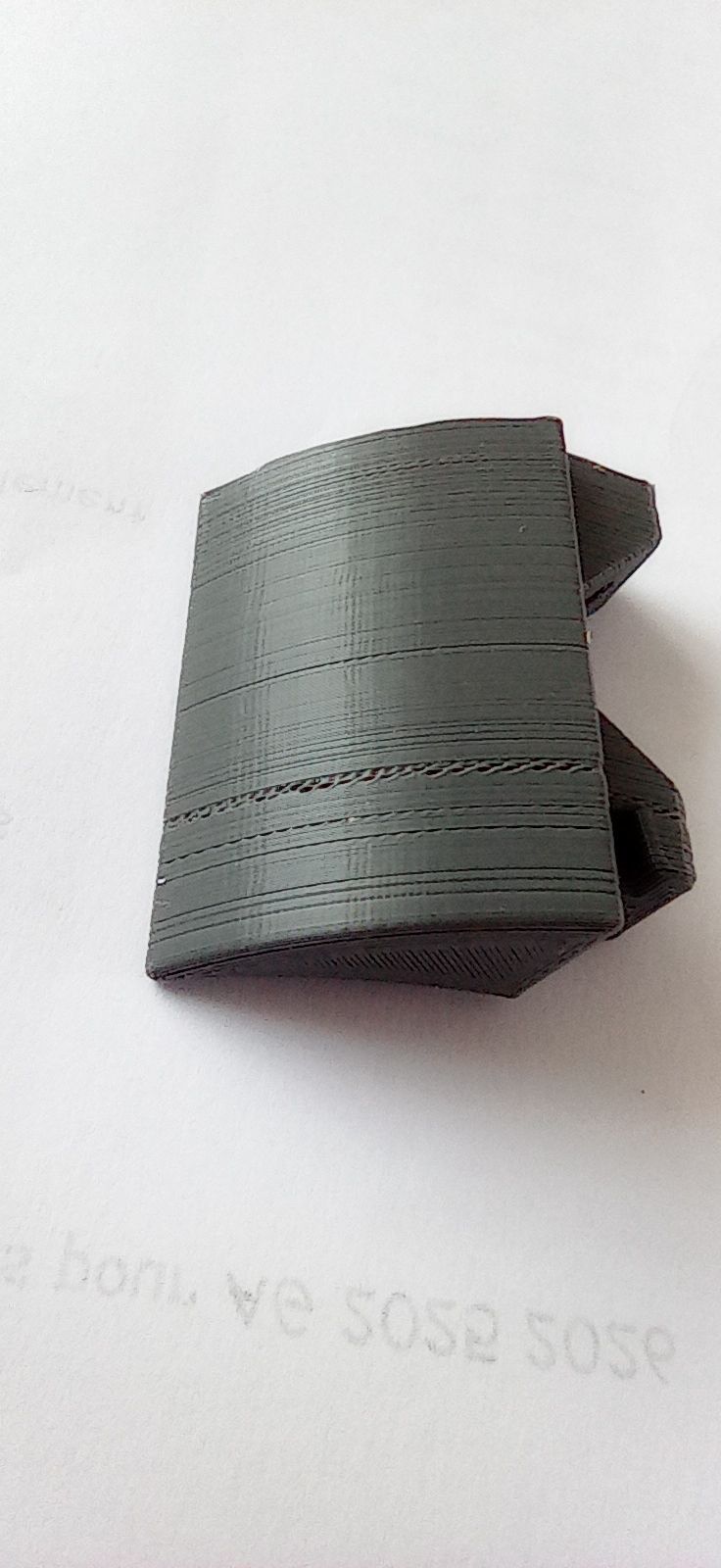
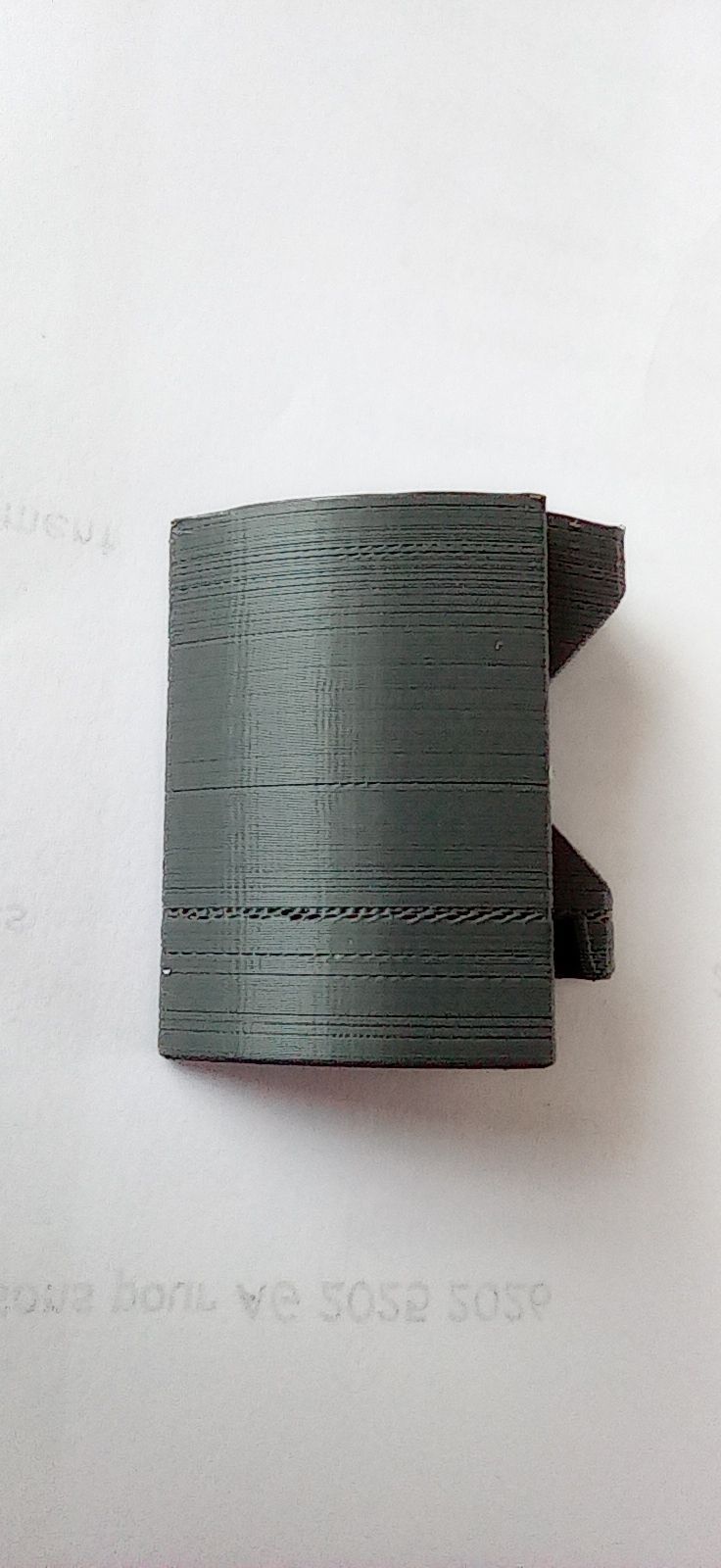
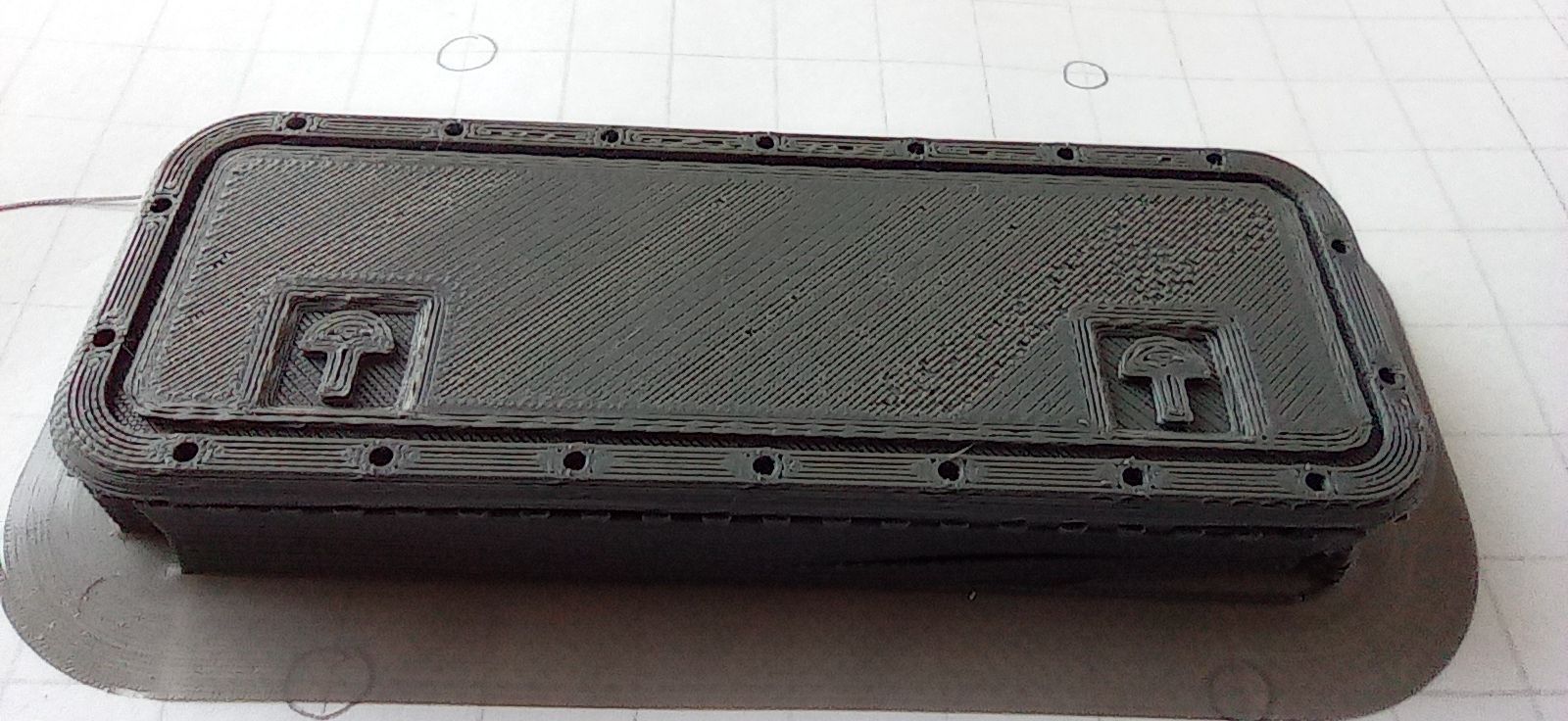
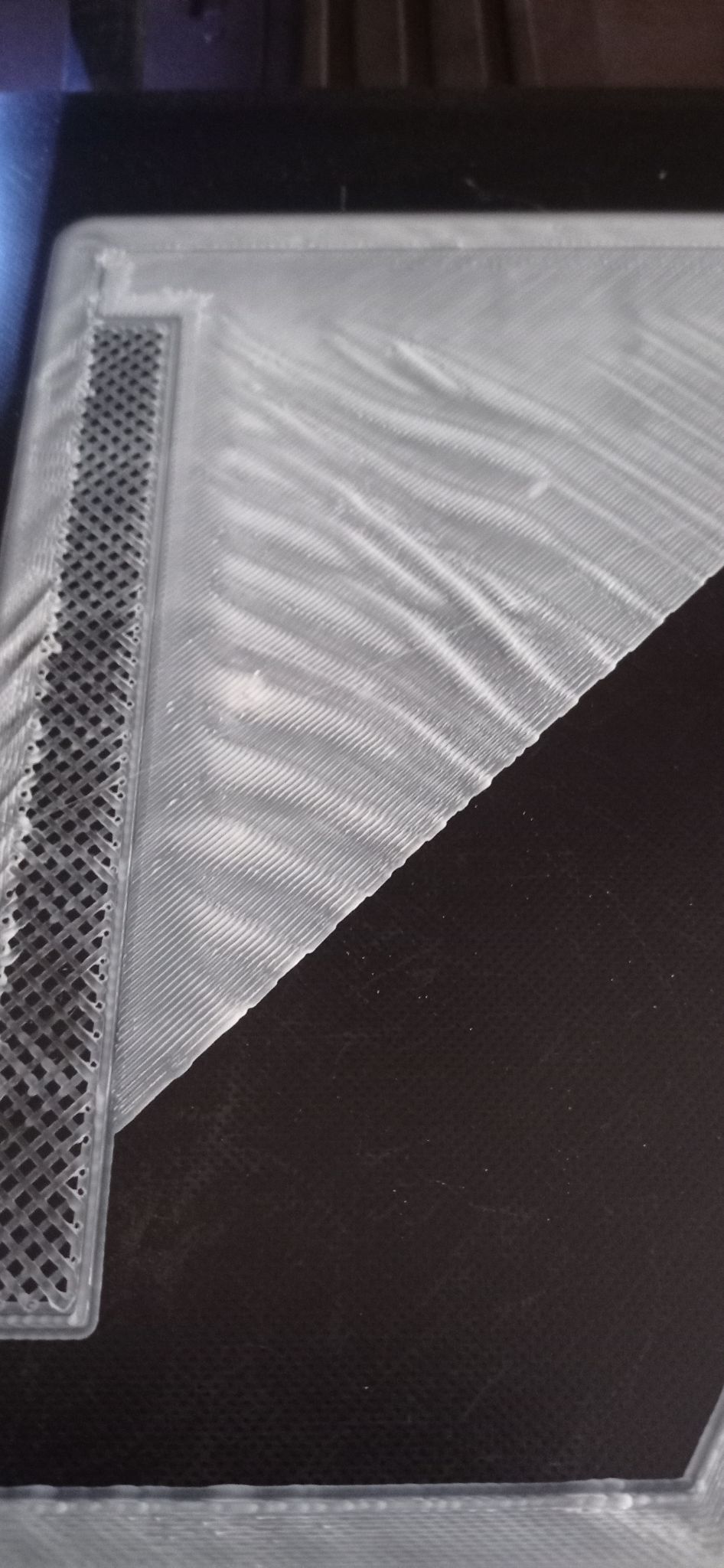
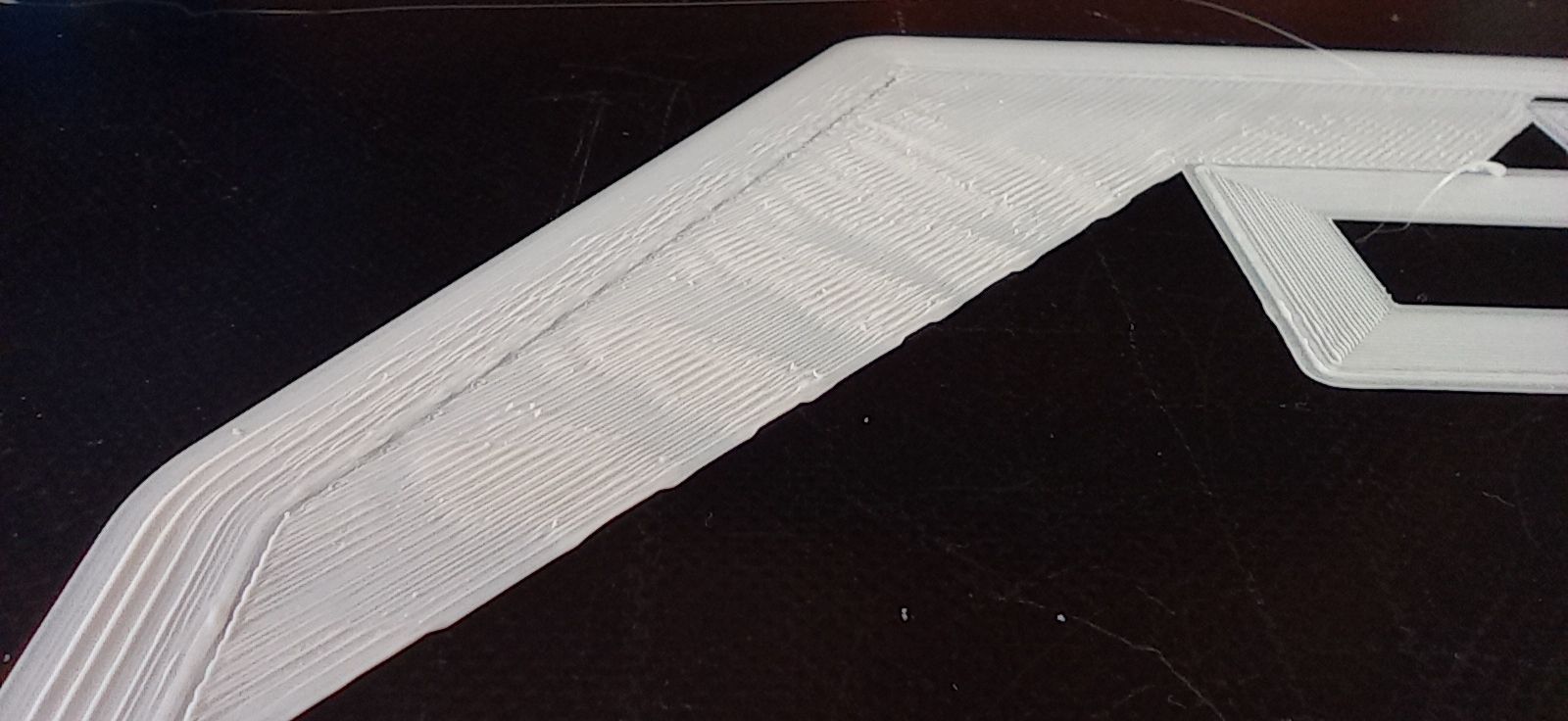
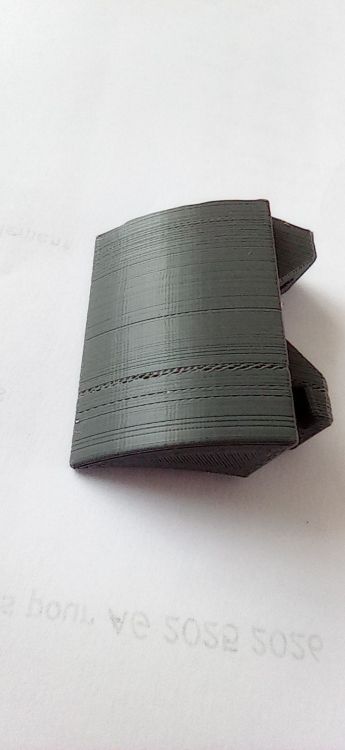
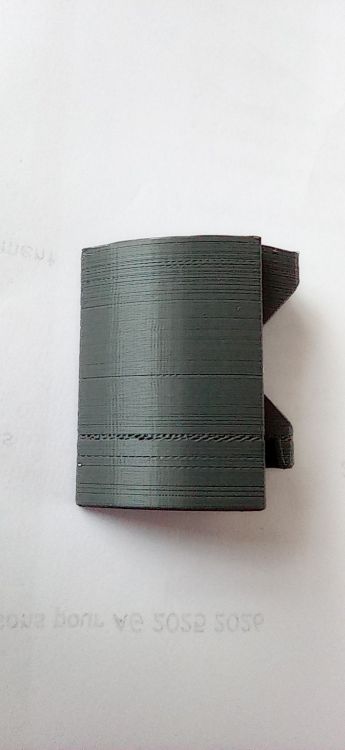
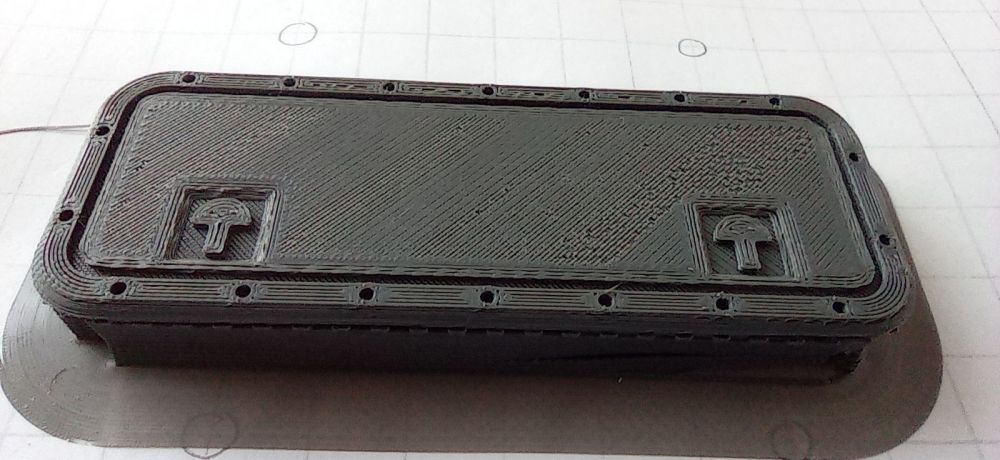
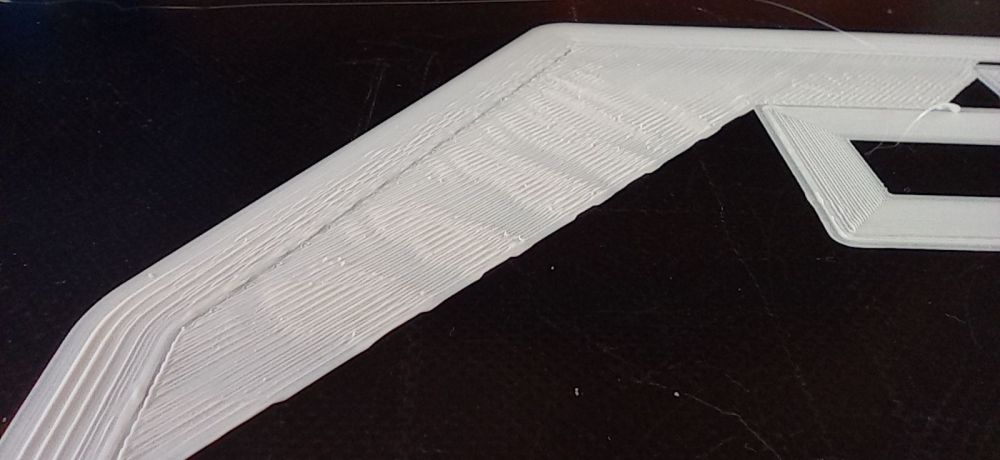
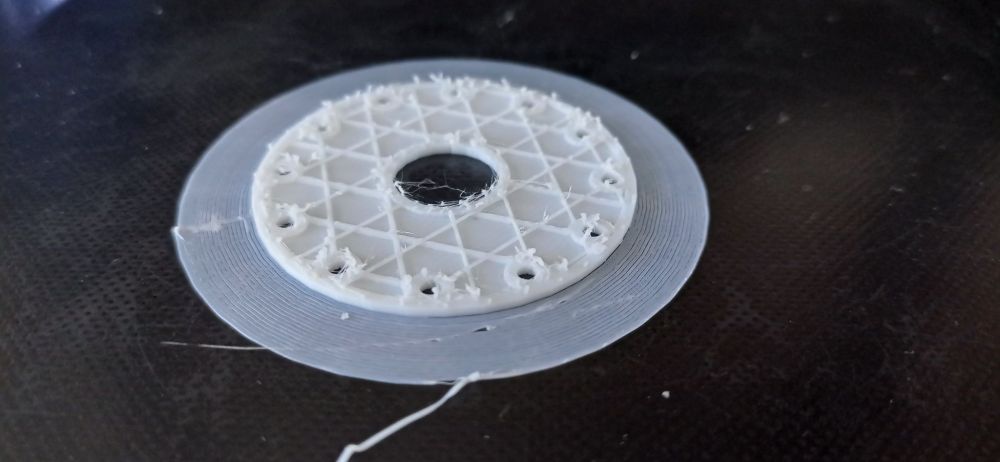
bonjour, Après nettoyage et changement de buse, je constate que certaines couches semblent incomplètes. Pour info, ma pièce fait environ 3cm de hauteur sur les photos jointes. Merci d'avance pour vos lumières... Je complète avec la photo de surface d'une autre pièce, environ 8x3cm
-
bon... Ca n'a pas l'air simple. Je m'y plonge et je vérifie tout ça!
-
Merci pour ton retour. As-tu un lien vers la procédure de calibration, stp?
-
J'ai refait les réglages, et relevé légèrement la tête en Z dès le début de l'impression, ça va beaucoup mieux. Il reste quelques toutes petites vagues, facilement ôtées à la lime après l'impression. Le problème venait donc de là, encore merci pour vos solutions.
-
merci à vous deux.
-
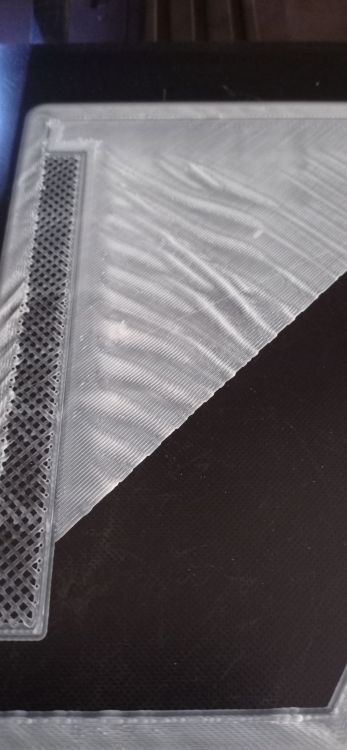
bonjour, Petit souci avec ma X2, des vagues en Z apparaissent sur mes pièces. Ceci se passe dès la 1ère couche, qui adhère pourtant bien au plateau : l'excroissance en Z ne se trouve que sur la partie supérieure de la pièce. On la sent bien quand on passe le doigt sur le dessus de celle-ci. Bien sûr, cette surépaisseur se reproduit de couche en couche, et la dernière se retrouve bosselée. C'est assez joli, ça fait un effet drapé, mais pas du tout ce que j'attends! Cela se passe avec 2 filaments différents (Elegoo et Amazon basics). J'ai refait les réglages plateau. Températures : buse 210°C - plateau 50°C (60°C avec Elegoo). Merci d'avance pour vos avis...
-
J'ai relancé ma pièce avec un reste de PLA Ice, pas de souci. 2ème impression de la même pièce avec le nouveau Elegoo, jusqu'ici, tout baigne! Je garde le sujet ouvert jusqu'à réception du bras commandé. Merci pour votre aide!
-
J'ai testé à 220°C, pas mieux. Puis épaisseur de couches à 0.20, idem. Merci pour ton retour. J'ai peut-être trouvé la cause du problème : le roulement de la roulette cranté du bras de renvoi est complètement bouffé, il a pris du jeu, la roulette ne tourne presque plus. J'avais heureusement gardé la version originelle en plastique, je l'ai remontée, je fais un test...

-
Rétraction : 2mm à 25mm/s
-
Vérification faite, j'avais déjà changé le bras de renvoi par une version métallique avec une roue crantée. Le problème ne viendrait donc pas de là, a priori... Sinon, à part Elegoo, quelle marque me conseilles-tu, en attendant que Ice proposent à nouveau des bobines? Actuellement, je travaille à 205°C, est-il envisageable de monter jusqu'à 220°C pour voir si le PLA plus fluide circulerait mieux dans la chambre de chauffe?
-
Je travaillais avec du filament Ice jusqu'ici, mais pas moyen d'en trouver, je suis donc passé à celui-ci. Donc, non, pas testé de 3ème marque...
-
Merci pour ton retour. Oui, je confirme, le filament est bien entaillé par la roue dentée, que j'ai peut-être réglé un peu fort?...
-
bonjour à tous, Mon fournisseur de PLA (Ice) étant en rupture de stock prolongée, j'ai acheté une bobine Elegoo blanche pour poursuivre l'impression de mes pièces. Sur de petites pièces, ça fonctionne (buse à 200, puis 205°C, bed à 60°C), mais sur les grosses (impression de plusieurs heures) la buse se bouche plus ou moins rapidement. Une fois le filament extrait et remis en place, les test d'extrusion se passent correctement. Je ne sais pas trop sur quel réglage jouer?... Merci de votre aide et conseils!
-
Merci pour l'info, je bannis cette référence de blanc (Wondrous white de chez Ice)
-
Bonne nouvelle, impression terminée sans erreur! Donc pour résumer : démontage/nettoyage, changement du tube PTFE par un neuf (matière inconnue), modification de la rétractation à 2mm, et changement de bobine. Merci pour vos aides multiples!