TeslaK
-
Compteur de contenus
67 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par TeslaK
-
Merci pour ta réponse mais si tu suis le fil, tu verras que c'est possibilités ont été écartées...
-
tiens nous au courant, ça pourra tjrs être utile
-
Hello. Oui, après pas mal de galère, je suis parvenu à résoudre le problème en achetant ceci: https://amzn.eu/d/6osy14l Je ne sais pas d'où venait exactement le problème mais il a disparu depuis. En espérant que cela t'aide.
-
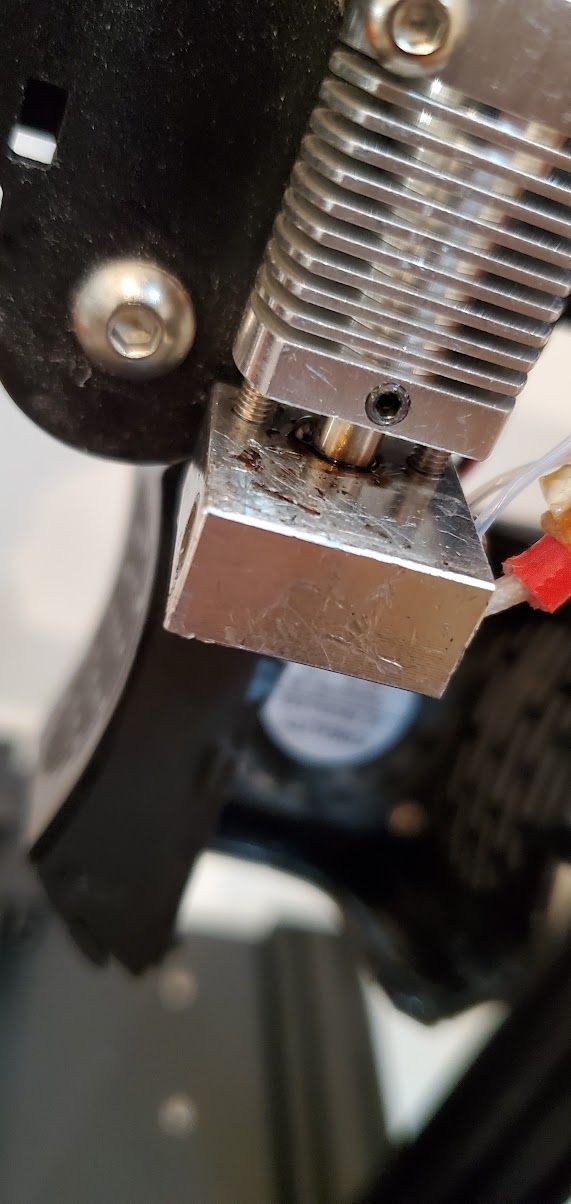
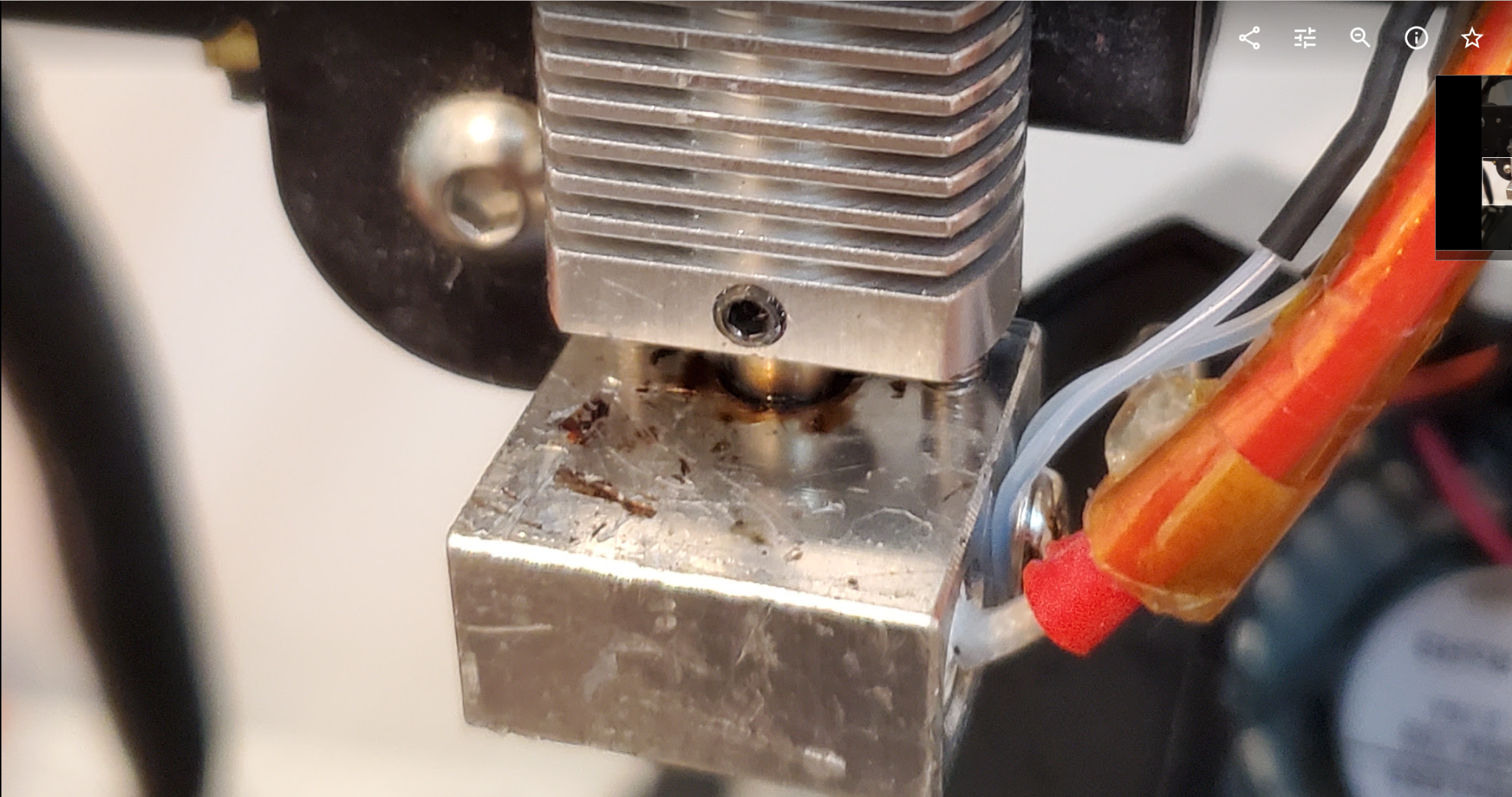
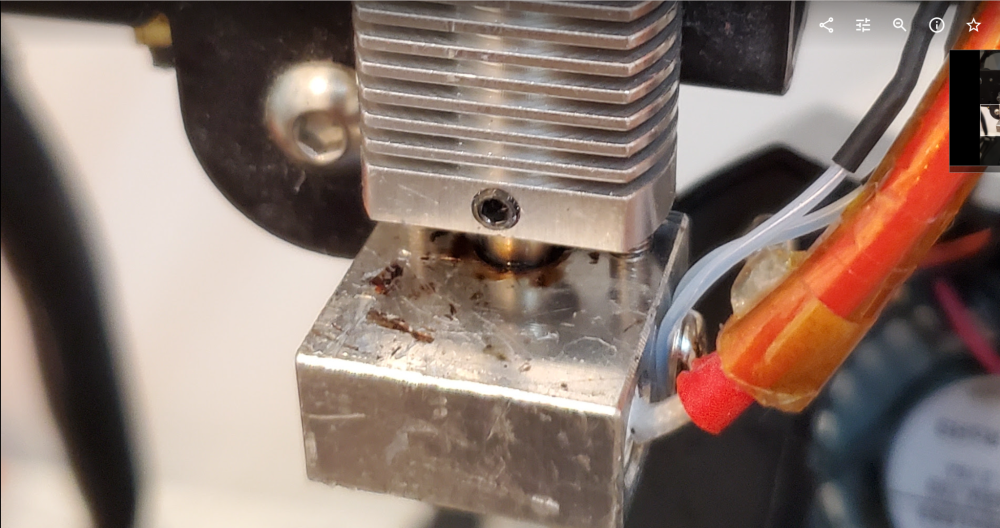
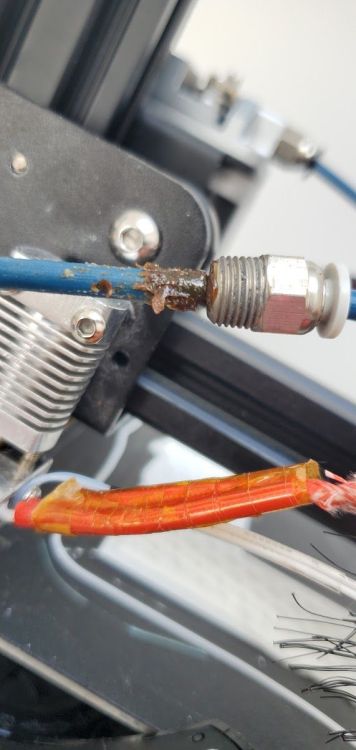
J'ai fais quelques changements à l'aide de pièces que j'avais. En gros, j'ai changé: - le heatbreak - la buse - la partie métallique dans laquelle se vise le heatbreak. Clairement le souci se situe dans ce coin là. Malheureusement je déménage dans quelques jours et je vais devoir patienter avant de relancer d'autres tests. En attendant, j'ai tester d'autres slicers, au cas où mon souci viendrait de manipulation que j'ai faites par le passé. J'ai téléchargé Bambu, sélectionné mon imprimante sans toucher à quoi que ce soit d'autre et le résultat est sans appel, moins de 30 minutes après, le filament se coince dans la buse. Au changement de couche, lors de la rétraction, le filament ressort facilement du heatbreak mais rien ne sort, comme si quelque chose bloquait la sortie. J'ai tenté de relever l'offset durant l'impression, peine perdue. Je ne me serai pas brulé plusieurs fois les doigts en démontant, je dirais presque que le problème vient du corps de chauffe qui nefait pas son taf mais il fonctionne bien . J'ai démonté le ventilateur afin d'accéder à la buse et au système un grand nombre de fois. Je me dis que si le problème était un faux contact, il serait résolu. Mais merci de ton aide. Par contre, j'ai récemment remarqué que du plastique brulé noirâtre s'échappait de la jointure entre le heatbreak et le corps de chauffe. Du coup, je suis presque certain que le souci provient d'un jour entre la buse et le heatbreak. Mais j'ai changé les deux, vissé à fond dans les deux sens et cela n'a tjrs pas résolu mon souci... Comme je déménage bientôt, je vais laisser tomber pour le moment mais dès que possible, je tenterai de résoudre ce mystère. En attendant, merci à tous pour votre aide virtuelle !

-
Je vais reprendre depuis le début les deux procédures et voir ce que cela va donner. Mais malheureusement, ce n'est pas la première fois que je fais cela. J'essaye de résoudre ce problème depuis de nombreux mois, à intervalles plus ou moins réguliers. Concernant le ventilateur je pense qu'il fonctionne parfaitement (même s'il est toujours difficile d'être certain) car je l'ai changé il y a quelques mois. Il était tombé en panne et je m'étais même trompé de sens en le remontant . Oui, pareil pour le taux d'extrusion, même si cela a tout de même fonctionner durant quelques prints. Mais dès que j'essaye d'imprimer des objets en longueur, cela recommence...
-
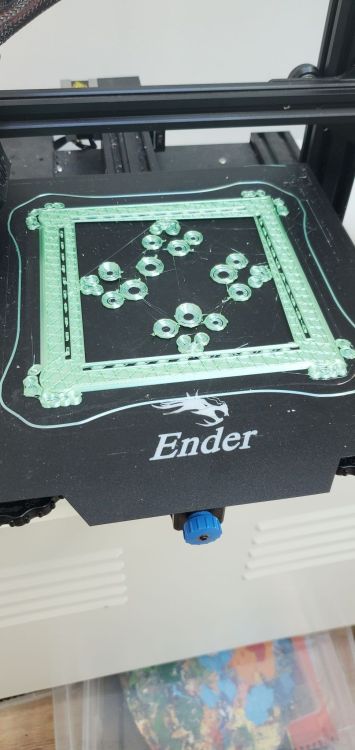
Merci pour ton aide Tu as entièrement raison pour le heatbreak de la Ender. Pour ce qui est de la buse, j'ai utilisé la Titi's procédure. J'avais même acheter un outil permettant de couper le PTFE parfaitement droit afin d'éviter le débordement du PLA. Les dernières photos ont étés prises avec un taux d'extrusion faible, genre 75%, ce qui explique l'aspect arachnéen sur les photos. Mais les fois précédentes, lorsque je retire le filament, en tirant dessus pour le faire sortir du coté de l'extrudeur, on voit bien qu'un bouchon s'est formé. A priori ce problème advient surtout lorsque je j'imprime des plaques et que donc la buse fait de longues passes sans rétraction, ce qui semble logique. J'ai pu imprimer des vases (donc des impressions toutes en hauteur) sans souci en baissant le taux d'extrusion à 75/78%. Par contre avec un taux d'extrusion à 100% le problème arrive rapidement, genre en une 30aine de minutes.
-
J'ai testé avec pas mal de PLA différents et aucun ne m'a permis d'éliminer totalement le problème. A chaque fois j'ai le même problème qui revient La buse je l'ai changé plusieurs fois ainsi que les roues crantées de l'extrudeur. HS: Yeah, un drômois ! Je déménage en drôme provencal à la fin de septembre. J'ai hâte...
-
C'est effectivement une piste que j'avais creusé. J'ai un déshydrateur alimentaire et j'y ai passé les bobines qui m'occasionnaient des soucis. De mémoire c'était entre 6h et 12h à 45° (j'avais récupéré un tableau). Les soucis ont continué malgré cela . Mais merci de l'idée.
-
J'ai essayé avec 2 ou 3 filaments différents et le problème est revenu à chaque fois. A chaque fois il s'agissait de PLA "de base". Effectivement, ce sujet répond à pas mal de problèmes. Mais malgré mes efforts, cela n'a pas résolu le mien. D'ailleurs le souci dont parle Krl, à savoir une sur-extrusion qui serait réglé par le biais du slicer n'est pas évoqué.
-
J'ai donc fais des tests avec la rétraction désactivé (sauf à chaque changement de couche) et en changeant le taux d'extrusion. Pour info mon slicer est Cura 5.8. Comme mon imprimante semble avoir du mal avec les surfaces étalés (comme mes pickguards) et moins avec les prints genre vase, j'ai choisi un modèle sur Thingverse histoire d'être sur que le souci ne venait pas de mes conceptions. J'ai télécharger ce fichier: https://www.thingiverse.com/thing:4446451 J'ai ensuite tester à 78%, puis à 75% puis à 72%. A chaque fois le filament s'est bloqué dans la buse, comme auparavant, malgré le changement de taux d'extrusion. Pour le dernier print, j'ai réactiver la rétractation et j'ai testé à 70%. Le print est allé un peu plus loin cette fois mais il s'est tout de même bloqué et ce qui s'est imprimé malgré tout est plutôt arachnéen... Le problème ne semble pas vraiment venir du taux d'extrusion non ?

-
Bon, c'est pas encore gagné... Mes plaques de guitares ne s'impriment pas. J'essaye encore de trouver la raison mais pour le moment, à 78%, j'ai des parties du print qui ne s'impriment pas (peut-être la faute au level bed) et en même temps des bouchages de buse. Peut-être que le fait d'imprimer des plaques, CàD des prints bas mais très large pose un souci à mon ender ? Visiblement le souci est moins prégnant sur les prints haut et étroit. Si les prints des pièces que j'ai conçu se passe mal, je tenterai avec d'autres prints de Thingverse pour voir si cela fait une différence. Actuellement je teste en 75%.
-
J'ai fais quelques tests. Le premier a très bien fonctionné avec un taux d'extrusion à 75%. Néanmoins je trouvais que le print (un vase trouvé sur Thingverse) manquait un peu de densité par endroit. J'ai donc refais un autre vase avec un taux à 83%. Et là la buse s'est de nouveau bouchée, entrainant la casse du filament qui est resté bloqué dans le PTFE . Heureusement je dispose de pièces en rab, j'ai changé le PTFE et relancé une impression à 78% qui s'est très bien passé. Je dois encore faire quelques tests pour optimiser tout ça mais je crois bien que tu viens de sauver la vie de mon imprimante @Krl ! Je te remercie encore énormément d'avoir pris le temps de m'aider, je désespérais depuis des mois à trouver une solution. Bien sûr je me pose encore quelques questions, comme par exemple pourquoi le taux d'extrusion fonctionnait avant et ne fonctionne plus ou encore pourquoi le réglage du step de l'extrudeur n'a pas permis de résoudre ce souci mais franchement, vu le temps que j'ai passé à chercher une solution, je verrais plus tard les questions et je vais plutôt imprimer quelques pièces. Je croise les doigts en espérant que les prints suivants se passent bien également.
-
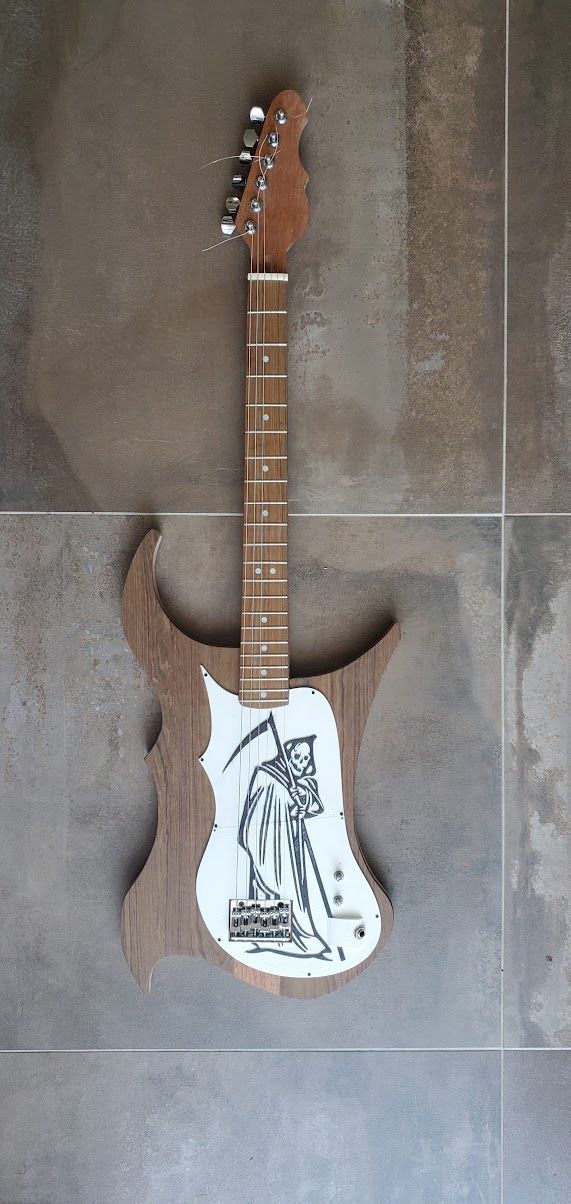
Ok, j'ai peut-être raté un truc. En fait le print est un pickguard de guitare. Il devrait donc avoir une base pleine. Le print fonctionne (enfin, 1 fois sur 10). Pour te donner un exemple du résultat final je poste une photo d'une impression précédente. Il s'agit de la partie haute du pickguard, celle près du manche. Donc à priori pas de souci de slicer (j'ai utilisé la dernière version de Cura). Alors éventuellement un souci de plateau trop haut mais dans ce cas la buse se serait bouché bien avant non ? En tout cas c'est ce que j'imagine. Je vais télécharger un modèle sur Thingverse et essayer à nouveau. En fait mon problème apparait lorsque les prints durent plus de 2-3h, c'est pourquoi un cube de paramétrage dans mon cas n'est pas très utile. Je repars faire des tests. (Excellent @Krl ton site, tes maquettes sont vraiment magnifiques, félicitations !)

-
Bon, résultat plutôt mitigé... J'ai réglé mon extrusion sur 0.7, (donc 70%). Et j'ai bien une sous extrusion comme on peut le voir sur la photo (normalement le print a une base comme sur la photo précédente). Il manque de la matière. Par contre la buse s'est à nouveau bouchée On peut voir sur la seconde photo que le filament s'est accumulé jusqu'à former un bouchon.


-
Merci bcp pour ta réponse. Je teste tout ça et je fais un retour.
-
Bonjour à tous. Je suis confronté à un souci de filament qui se tasse dans l'extrudeur depuis plusieurs mois et malgré tous mes efforts, je ne parviens pas à trouver d'où cela peut venir... J'ai changé le PTFE, j'ai fait la Titi's Prcédure à de nombreuses reprises, j'ai acheté un outil coupant le PTFE parfaitement droit, j'ai changé la buse, etc et cela recommence à chaque fois. J'ai récemment cru avoir trouvé la solution en remplaçant le bed en plastique aimanté que j'avais acheté par celui d'origine. J'avais un problème de bed leveling et je me disais que le plastique n'était plus droit et que ainsi le print venait parfois à fleur de la buse, la bouchant par la même occasion, mais finalement le problème est revenu au bout de 2 prints. J'ai parfois des soucis de sous-extrusion mais impossible de savoir si c'est la cause ou la conséquence du problème. J'ai calibré l'extrudeur qui sort bien 10 cm de filament lors des tests mais j'ai parfois l'impression que cela se déregle. Je dois également refaire très souvent le bed leveling de ma machine qui a tendance à se dérégler. J'ai pourtant changé les ressorts d'origine. J'ai également changé depuis longtemps le bras plastique de l'extrudeur par un en métal. Récemment j'ai cru que le souci venait du Z-offset car parfois la buse racle sur le print lors des déplacements, malgré mon bed leveling. Durant le print j'ai modifié à intervalles réguliers le Z afin de le décaler vers le haut mais si cela a semblé fonctionner sur le court terme, le problème est revenu. Lors du dernier print, j'ai également eu des traces de plastique brulé sur mon print et lorsque je retire le filament, on voit bien qu'il se tasse à l'extrémité. Aussi il arrive que la machine fasse de la sous-extrusion durant quelques passes et se remette à fonctionner normalement ensuite (voire photos). Toute aide sera vachement bienvenue

-
Je l'ai déjà faite 2 fois rien que la semaine dernière Mais oui, je suis bien d'accord. Je vais retenter car le souci provient clairement de cette partie. Oui, steps/mm. Quant au ventilateur il me semble fonctionner mais je vais vérifier tout de même car le souci pourrait effectivement venir de là. Merci pour vos retours, je vais tester tout ça et je reviendrais pour dire ce qu'il en ai.
-
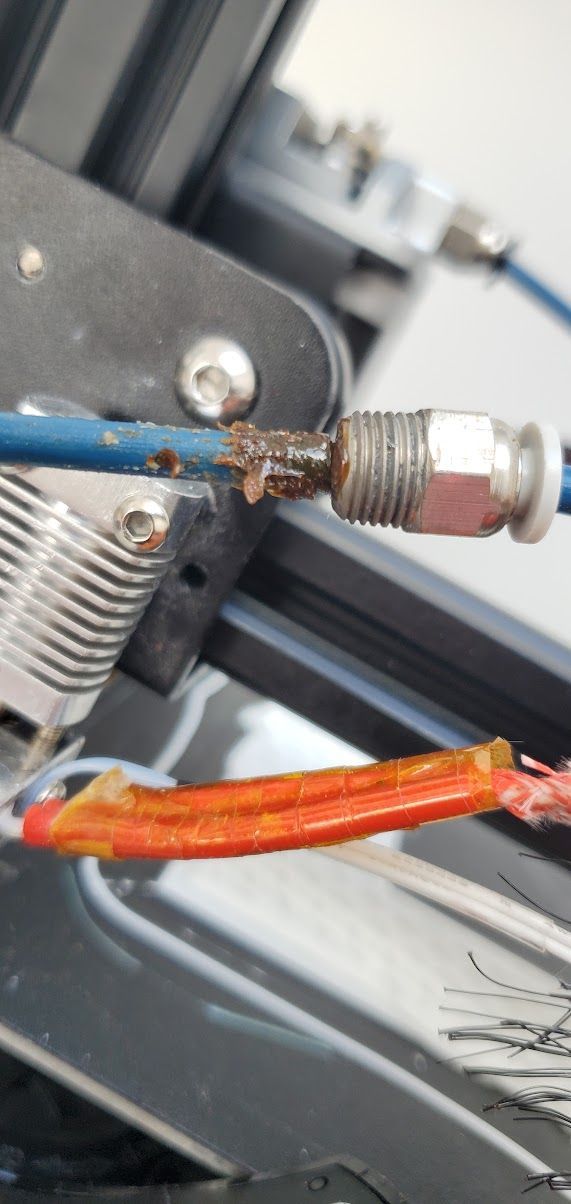
Je continue mes tests pour tenter de me débarrasser de mon problème... On va dire que ça avance ! Visiblement c'est un problème de sur-extrusion. A chaque fois, le filament se bloque dans le PTFE, il s'agglomère, se tasse et s'épaissit, ce qui fait d'ailleurs que c'est une vraie galère pour le sortir du tube une fois que le filament a cassé. J'ai calculé mon taux d'extrusion, qui était un peu haut, et je l'ai passé de 103 à 98. Le print a de de nouveau foiré. J'ai remis les reglages d'origine, à savoir un taux de 93. Mais là encore, le filament s'est bloqué dans le hotbend au bout d'une heure environ. Par contre j'ai sorti de la bouillasse vraiment crade au niveau du heatbreak (si je ne dis pas de bêtises). Bref mon problème n'est pas résolu mais j'ai l'impression d'avancer. J'ai un souci de filament qui se tasse dans le heatbreak mais changer le taux d'extrusion ne l'a pas résolu. Quelqu'un aurait une idée ? De mon coté je continue à chercher...
-
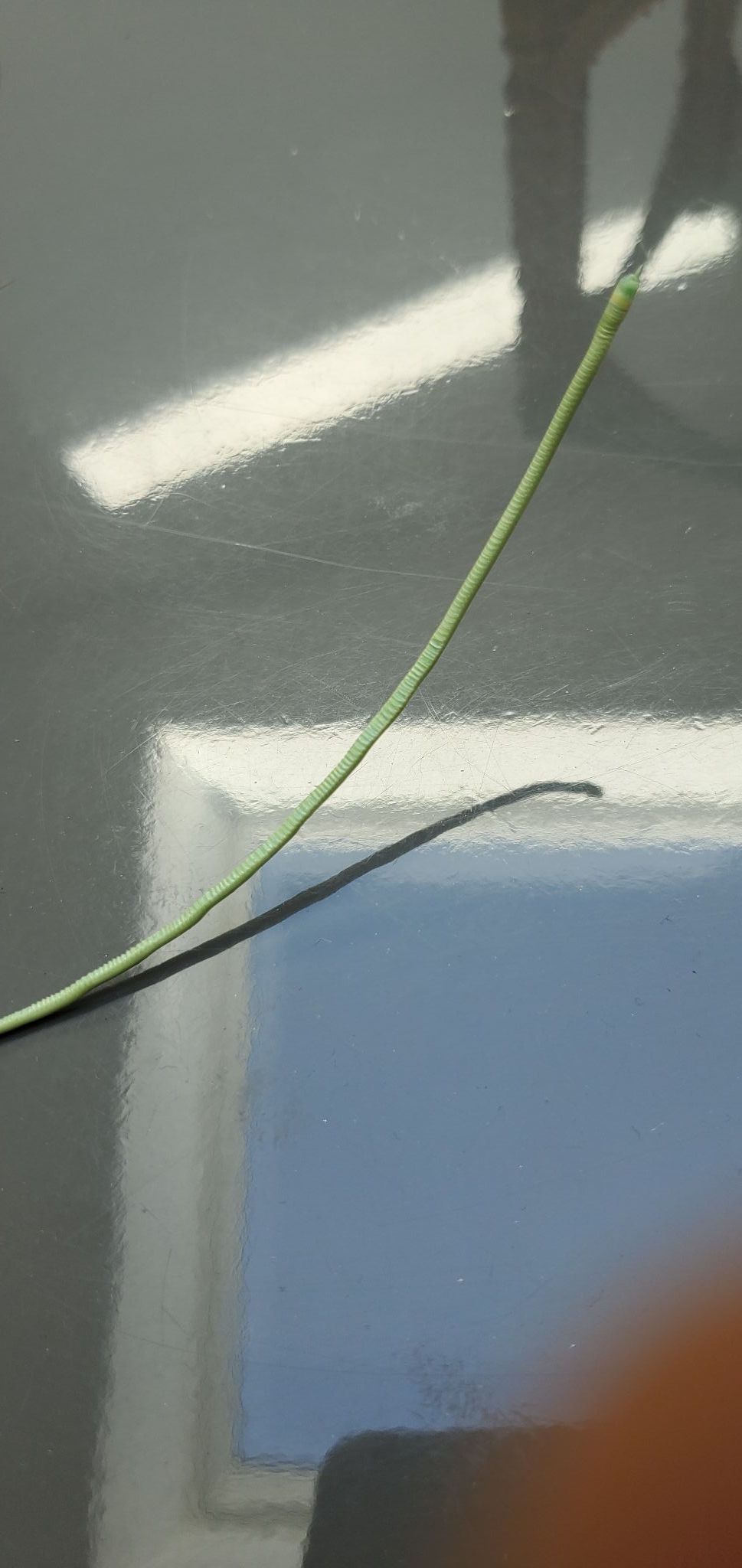
Je suis déception. Je suis parvenu à faire une impression de 27h sans souci. Et j'ai tout de suite relancé une autre impression d'environ 25h. Il s'agissait des différentes pièces d'une lanterne gothique. Les fichiers étaient issus de la même source, le slicer était le même, le filament également. Et là, 2 fois de suite, le filament a cassé après 2h de print. J'ai beau chercher, je ne parviens pas à trouver la récurrence, à mettre le doigt sur ce qui pourrait clocher. Le seul maigre indice c'est un filament vraiment très abimé (ça ne se voit pas trop sur les photos) alors qu'il me semblait avoir desserré le bras de l'extrudeur. Je suis preneur de toute idée...


-
Bon, définitivement, ce n'est pas un problème d'humidité... Environ 24h de séchage à 45° et le filament casse à nouveau après 2h de print J'ai testé une autre bobine et le print se fait sans encombre depuis 15h environ. Je croise fort les doigts. C'est quand même rageant parce que j'avais acheté 4 bobines (3 chez 3dJake et une sur Amazon) et toutes les 4 cassent. Mais celle que j'utilise actuellement, une esilk de chez Sunlu je crois, bien que stockée avant et au même endroit que les autres, ne semble pas avoir les mêmes soucis. Bon, encore une fois je croise les doigts car rien ne me dit que le problème ne va pas survenir d'un instant à l'autre. Il doit me rester une 10aine d'heures de print, on verra bien. Sinon vous me conseillez quoi comme filament ? Sunlu c'est pas mal il me semble ?
-
Effectivement. J'ai vais donc tester une douzaine d'heures et je verrais bien.
-
OK, je peux toujours. Mais ce que je ne comprends pas c'est pourquoi un filament va fonctionner pendant 20h puis va ensuite casser plusieurs fois d'affilée sur une autre impression au bout de 1 ou 2h ? La pièce où j'imprime est un bureau, fermé et plutôt chaud à cause d'un grand velux et ma maison est récente et n'a pas de problème d'humidité.
-
J'ai tester le filament en le sortant directement du deshumidificateur et il a cassé tout de même. Je peux retenter de le tester mais je ne suis pas certain que ce soit le problème. Et j'ai pu faire plusieurs prints sans souci avec d'autres bobines avant que le problème ne revienne et que le filament ne se remette à casser en moins de 2h
-
C'était du PLA, à 45° durant 1 dizaine d'heures. Le tableau que j'avais trouvé indiquait 6h mais j'étais au boulot. J'ai fait 2 bobines différentes sans noter de changement
-
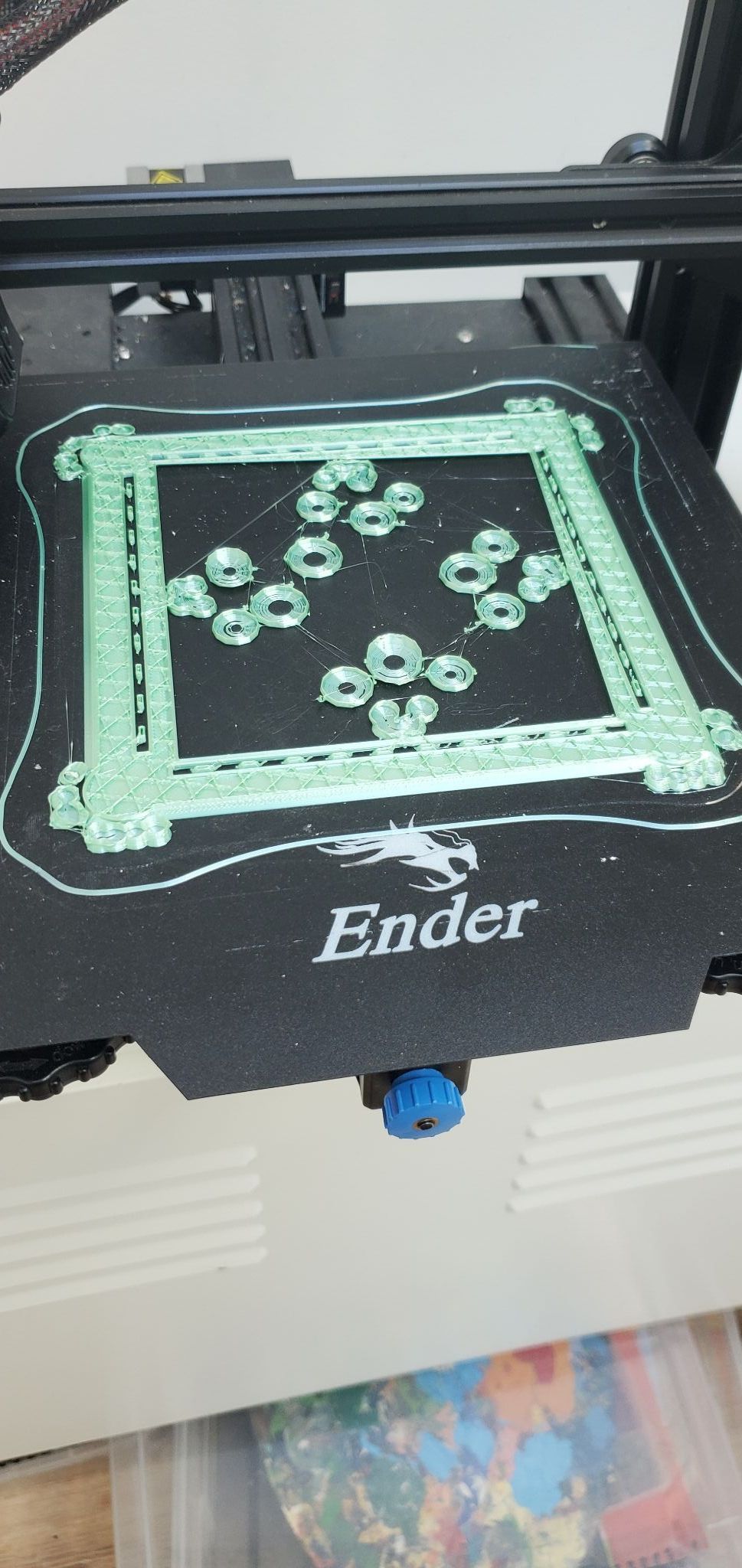
J'ai un problème depuis plusieurs mois et malgré tous mes efforts, je ne parviens pas à le résoudre. Très simplement, mon filament casse au bout de quelques heures de print. Au départ, je pensais à un filament de mauvaise qualité ou à un problème d'humidité. J'ai passé mes filament au déshumidificateur alimentaire mais rien n'a changé, donc visiblement pas un souci d'humidité. J'ai alors changé de filament et j'ai pu imprimer pendant 6 à 8h sans rencontrer de problèmes. J'en ai donc conclu que le problème venait de mes filaments de mauvaise qualité. J'ai repris un filament qui avait fait des prints sans souci et je suis parti sur un print de plus de 24h pour tester. La pièce c'est décollé au bout d'une 20aine d'heures et j'ai presque crier victoire à ce moment là. Sauf que sur les deux prints suivants, même GCODE et même filament, le filament a cassé au bout de 1 à 2h (j'ai mis une photo, 1er, 2eme et 3eme print de gauche à droite). Au cours de ces dernières semaines, j'ai réglé mon imprimante plusieurs fois et j'ai parfois l'impression que le taux d'extrusion se dérègle, passant en sous-extrusion. Pareillement j'ai parfois l'impression que le level bed ne tient pas alors que j'ai pourtant changé les vis par d'autres de meilleure qualité. J'ai également changé le bras de l'extrudeur en plastique par une version métal, changé plusieurs fois le PTFE ainsi que le capteur de température dans le hotbend car j'ai également eu des soucis de "nozzle temperature too low". J'avoue ne plus trop savoir par quel bout prendre le problème. J'ai eu bcp de boulot ces derniers mois donc pas trop le temps de m'en occuper mais maintenant j'aimerai pouvoir imprimer à nouveau sereinement... Donc si vous avez des idées de tests à effectuer ou de pistes à explorer, je suis preneur !