Meegolo
-
Compteur de contenus
87 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Meegolo
-
Je réponds à mon propre sujet. J’ai simplement changé mon slicer cura par OrcaSlicer, et vraiment c’est super pratique. C’est un membre sur le discord de chez jstech qui m’a bien aidé pour tout bien configurer
-
Bonjour, J'ai passé ma flsun SR sous klipper avec speeder pad et en version officiel. Au début on m'a bien aider pour tout configurer PID, Calibration du plateau, maillage, Z0. Mais depuis aujourd'hui ma buse frotte sur le centre du plateau au commencement de l'impression, c'est presque de la gravure. Je n'ai aucune idée de la raison. J'utilise Cura 5.5. J'ai refait mon Z0 et il est toujours bon. Pour mon Z0 je suis à +0.83. Ma SR est monté avec un Direct Drive Bontech et je n'avais jamais remarqué au moment où ca essuie la buse, les roues cranté tournent à l'envers et plus rien ne sort, et ensuite ce met à tourner dans l'autre sens mais plus rien ne sort. Pour quelle raison je ne sais pas j'ai rien touché pour que cela face ça. Peut-être problème cura ? Je sèche... Merci pour votre aide sur ses deux problèmes
-
J'ai résolu le souci depuis un petit moment il me semble que c'était une courroie que j'avais abimé. Du coup j'ai changé les trois problème résolu
-

Petit soucis dans Cura
Meegolo en réponse au topic de Meegolo dans Entraide : Questions/Réponses sur l'impression 3D
Merci je n'arrivais pas à retrouver le poste. -
Petit soucis dans Cura
Meegolo a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai un petit problème avec cura Dans support à Densité du support et aussi à Distance Z des supports mes lignes sont grisées et quand je me positionne sur la chaine j'ai ce message. " ce paramètre est toujours partagé par toutes les extrudeuses. Le modifier ici entrainera la modification de la valeur pour toutes les extrudeuses. " Si quelqu'un connait comment je pourrais dégriser ces case merci par avance. -
Ok merci. On en apprend tous les jours.
-
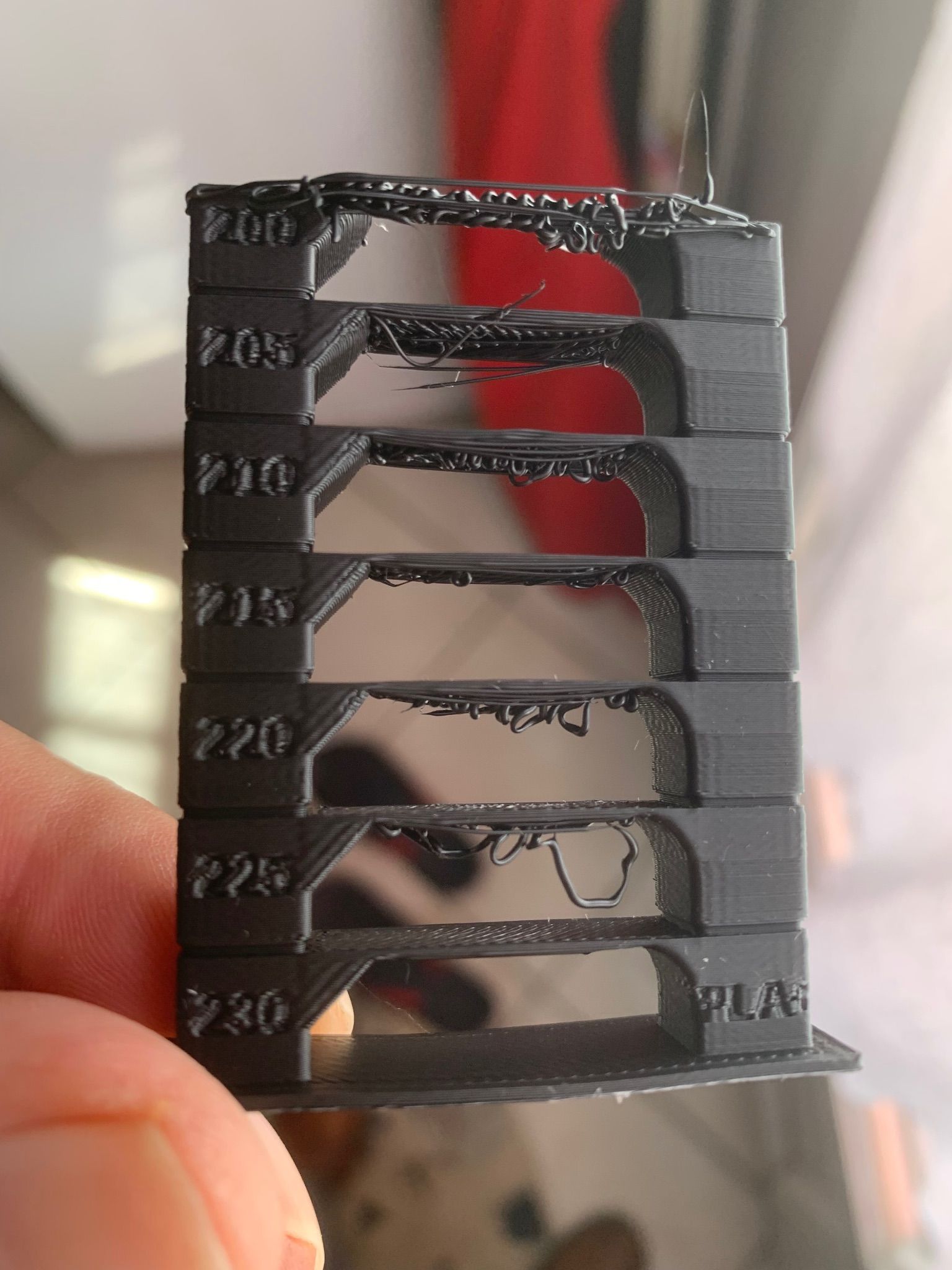
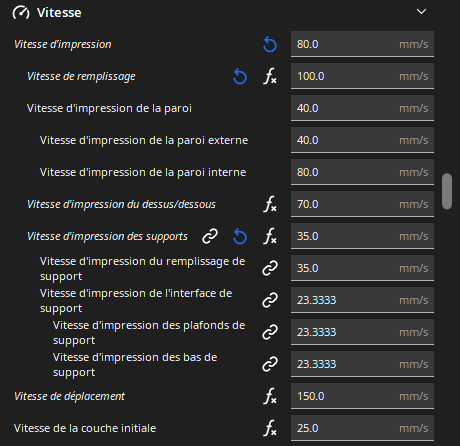
Pourtant j’imprime à 80 et remplissage 100. C’est pas si excessif ? j’avoue que la chaussette je l’ai retiré ses jours. Je m’explique. etendonné que c’est pour retenir la chaleur, et qu’actuellement nous sommes en alerte canicule je l’ai enlevé. Je rajoute le screen de mes vitesses
-
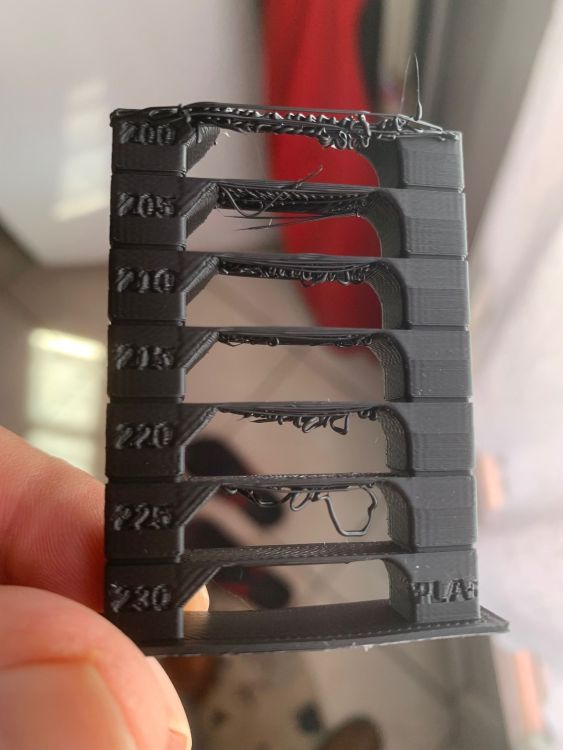
Merci pour les renseignements. une question qui me tarode. C’est pas trop élevé 225 pour du PLA+ ? oui 225 parce que je n’ai pas mis 235 au départ mais 230 et le premier plateau au dessus de celui noté 230 c’est imprimer à 225. Je l’ai vue ce changer. on m’a dit que mes impressions faisait du ghoshing. Qu’il faudrait que je retende mes courroies. Voire la photo. Qu’en pensez-vous ?

-
Oui mais le plateau au dessus de 230 c’est du 225. la buse est en laiton. vitesse 80 et 100 en remplissage filament sunlu PLA+ noir 1.75
-

-
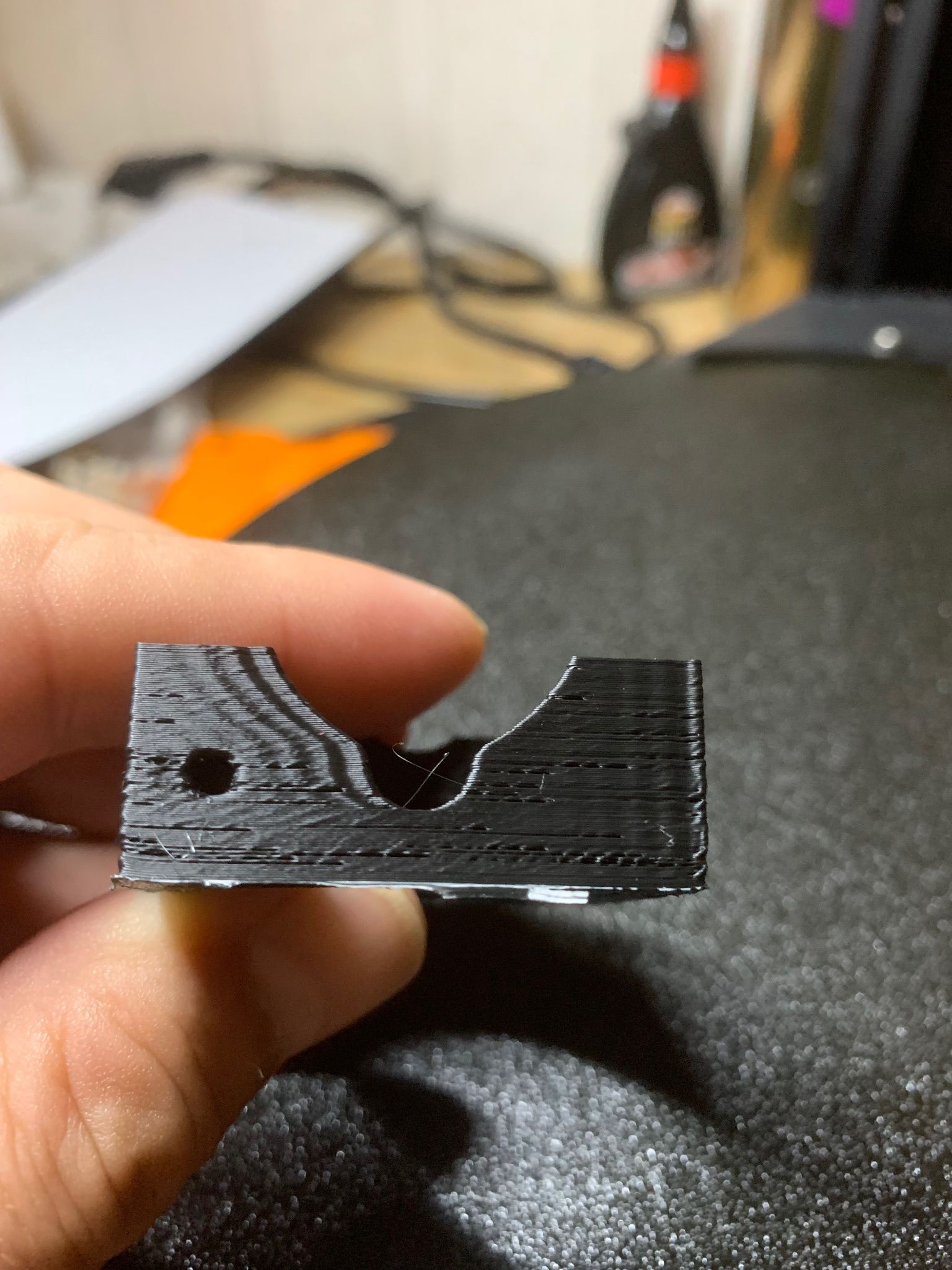
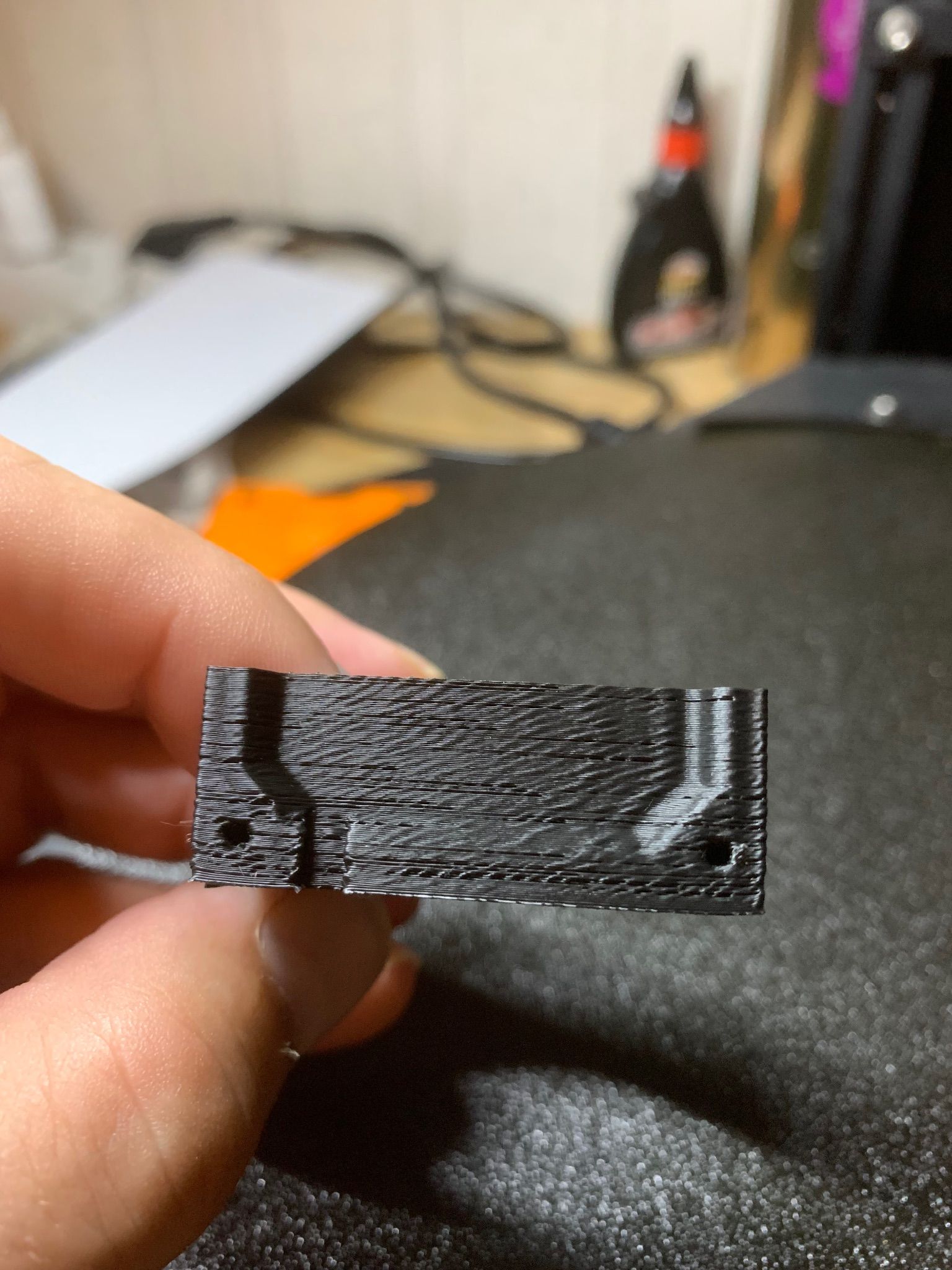
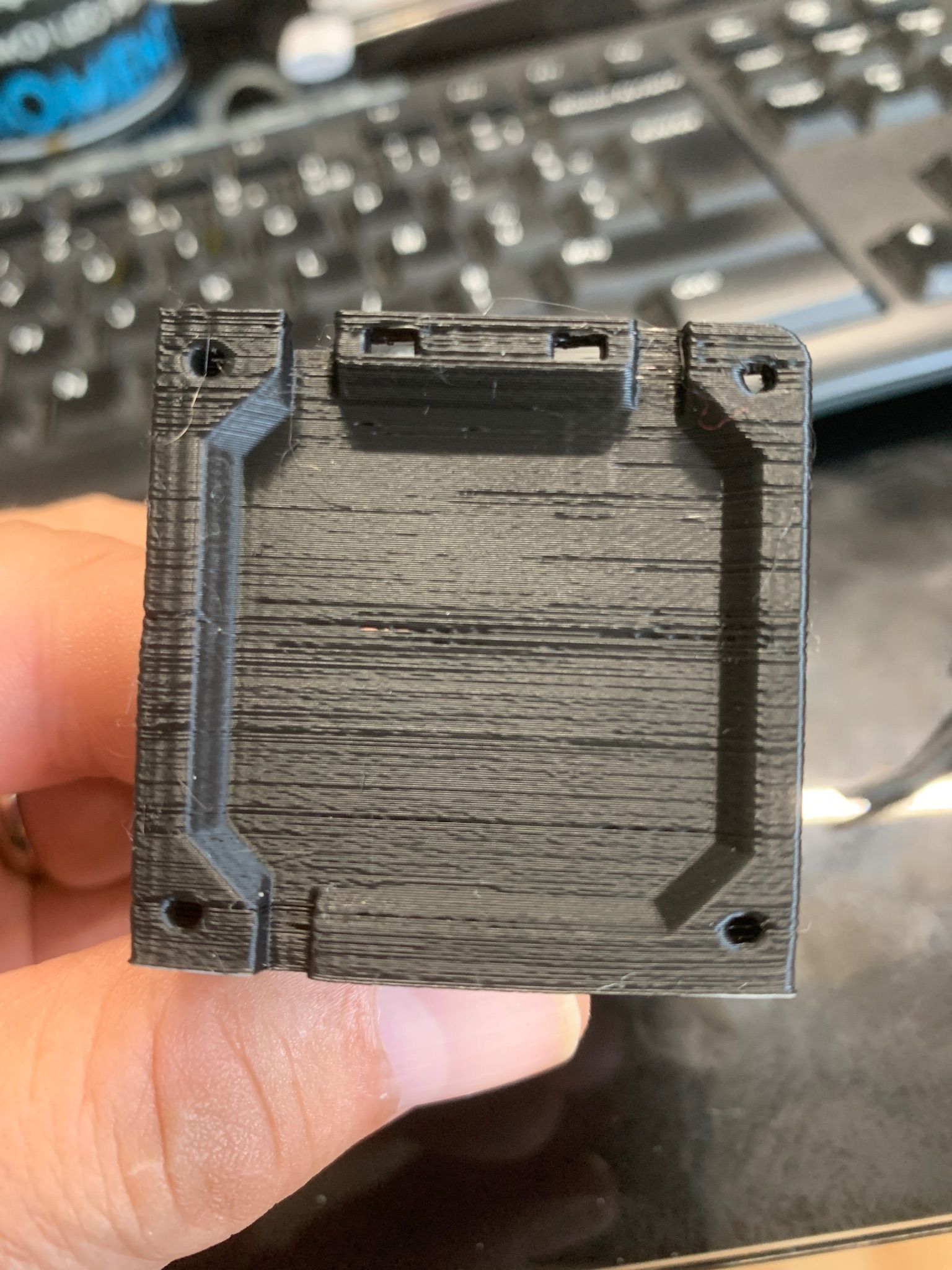
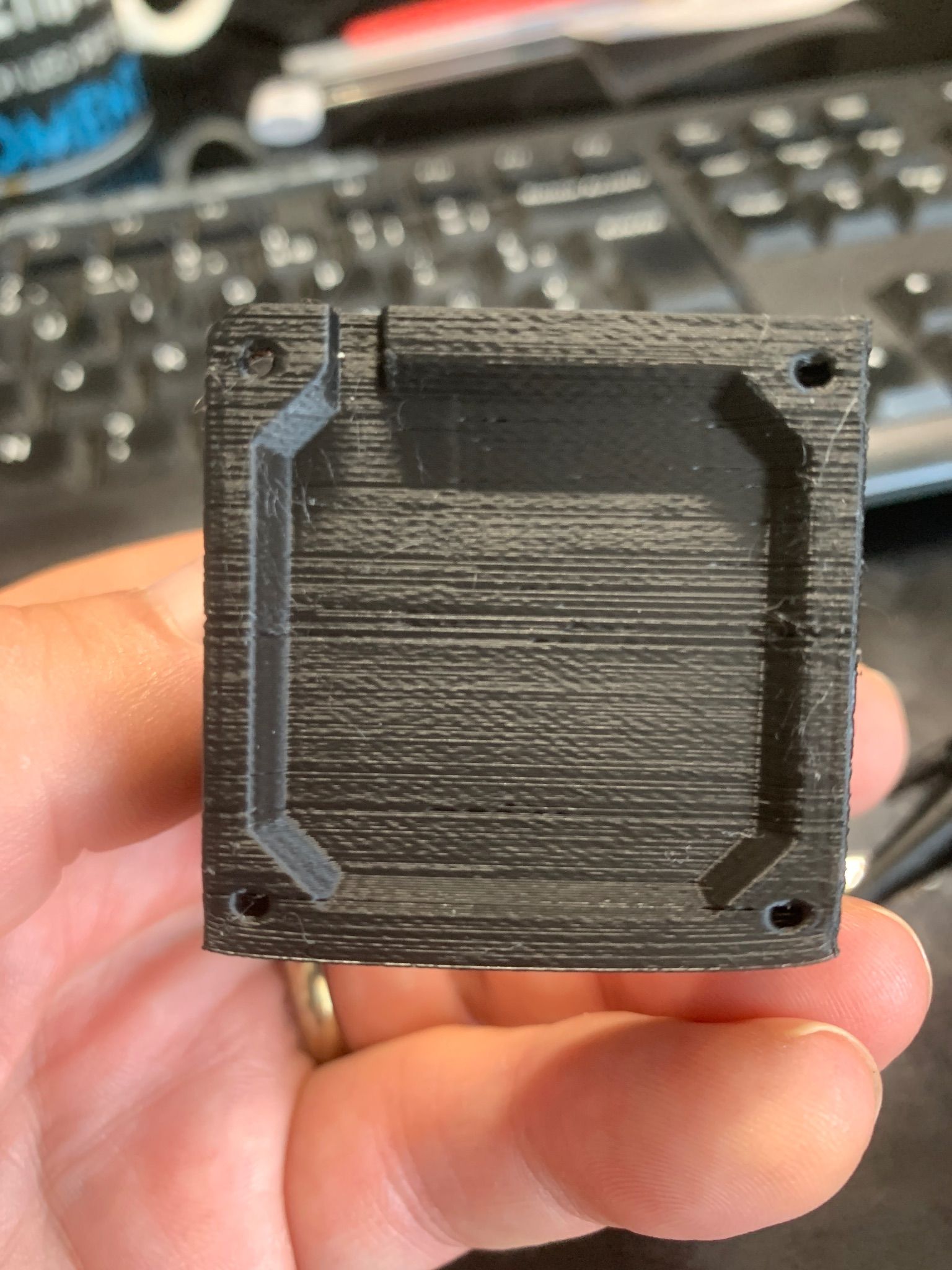
@Lorenzo78 Voilà le résultat en images quand penses-tu ?
-
@Lorenzo78 Je suis avec du PLA+ et je chauffe ma buse à 210°. Je n'ai pas les 5015 en ventilateurs, j'ai gardé les originaux. Je suis entrain de faire une tour de chauffe je posterais le résultat.
-
@Lorenzo78en fait j’ai cru que ça avait réglé le problème, mais pas du tout. C’est beurk beurk
-
Densité de l'interface de support grisée
Meegolo en réponse au topic de Meegolo dans Paramétrer et contrôler son imprimante 3D
Merci impeccable et j’ai répondu -
;STARTGCODE M117 Initializing ; Set coordinate modes G90 ; use absolute coordinates M83 ; extruder relative mode ; Reset speed and extrusion rates M200 D0 ; disable volumetric E M220 S100 ; reset speed ; Set initial warmup temps M117 Nozzle preheat M104 S100 ; preheat extruder to no ooze temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed final temp M300 S40 P10 ; Bip ; Home M117 Homing G28 ; home all with default mesh bed level ; For ABL users put G29 for a leveling request ; Final warmup routine M117 Final warmup M104 S[first_layer_temperature] ; set extruder final temp M109 S[first_layer_temperature] ; wait for extruder final temp M190 S[first_layer_bed_temperature] ; wait for bed final temp M300 S440 P200 ; 1st beep for printer ready and allow some time to clean nozzle M300 S0 P250 ; wait between dual beep M300 S440 P200 ; 2nd beep for printer ready G4 S10 ; wait to clean the nozzle M300 S440 P200 ; 3rd beep for ready to start printing ; Prime line routine M117 Printing prime line ;M900 K0; Disable Linear Advance (Marlin) for prime line G92 E0.0; reset extrusion distance G1 X-54.672 Y-95.203 Z0.3 F4000; go outside print area G92 E0.0; reset extrusion distance G1 E2 F1000 ; de-retract and push ooze G3 X38.904 Y-102.668 I54.672 J95.105 E20.999 G3 X54.671 Y-95.203 I-38.815 J102.373 E5.45800 G92 E0.0 G1 E-5 F3000 ; retract 5mm G1 X52.931 Y-96.185 F1000 ; wipe G1 X50.985 Y-97.231 F1000 ; wipe G1 X49.018 Y-98.238 F1000 ; wipe G1 X0 Y-109.798 F1000 G1 E4.8 F1500; de-retract G92 E0.0 ; reset extrusion distance ; Final print adjustments M117 Preparing to print ;M82 ; extruder absolute mode M221 S{if layer_height<0.075}100{else}95{endif} M300 S40 P10 ; chirp M117 Print [input_filename]; Display: Printing started... G-Code de fin ; printing object ENDGCODE G92 E0.0 ; prepare to retract G1 E-6 F3000; retract to avoid stringing ; Anti-stringing end wiggle {if layer_z < max_print_height}G1 Z{min(layer_z+100, max_print_height)}{endif} F4000 ; Move print head up G1 X0 Y120 F3000 ; present print ; Reset print setting overrides G92 E0 M200 D0 ; disable volumetric e M220 S100 ; reset speed factor to 100% M221 S100 ; reset extruder factor to 100% ;M900 K0 ; reset linear acceleration(Marlin) ; Shut down printer M104 S0 ; turn off temperature M140 S0 ; turn off heatbed M107 ; turn off fan M18 S180 ;disable motors after 180s M300 S40 P10 ; Bip M117 Print finish. Voilà
-
Densité de l'interface de support grisée
Meegolo a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'aimerais changé ma densité de l'interface de support dans cura 5.4 mais voilà elle est grisée. Comment faire pour que je puisse la modifier ? Merci pour votre aide
-
@Lorenzo78 avait raison c'était mes courroies, complètement détendues et l'une des vis du tendeur d'un des bras était complètement dévissé. Ca ma résolu le problème de qualité d'impression . Par contre un problème persiste sous cura et uniquement sous cura. Les supports impossible de faire accrocher la première couche au plateau ca fait des pâté, par contre la pièce est ok. Mais avec Prusa Slicer c'est nickel. J'ai cura 5.4.0
-
Bonjour, Merci sur Discord j'ai un membres ma tout donné et ca fait ce que je voulais. Merci encore
-
Merci lorenzo78 pour ta réponse peux-tu me donner le lien de cette outil svp. j’ai la version cura 5.4 tu crois que je dois revenir à la version 4 ? car je fais des pièces pas trop mal sans support sur cura. Des pièces minable sous prusaSlicer mais de jolies support. Je suis un bon peut embêter. merci
-
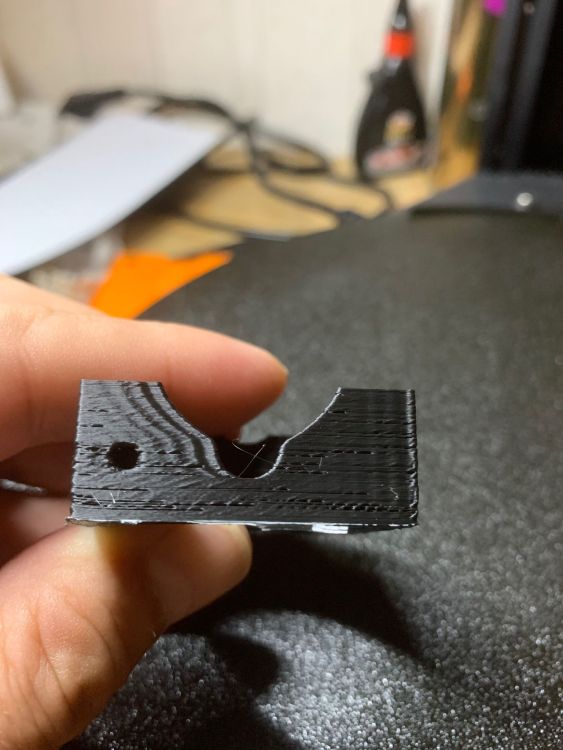
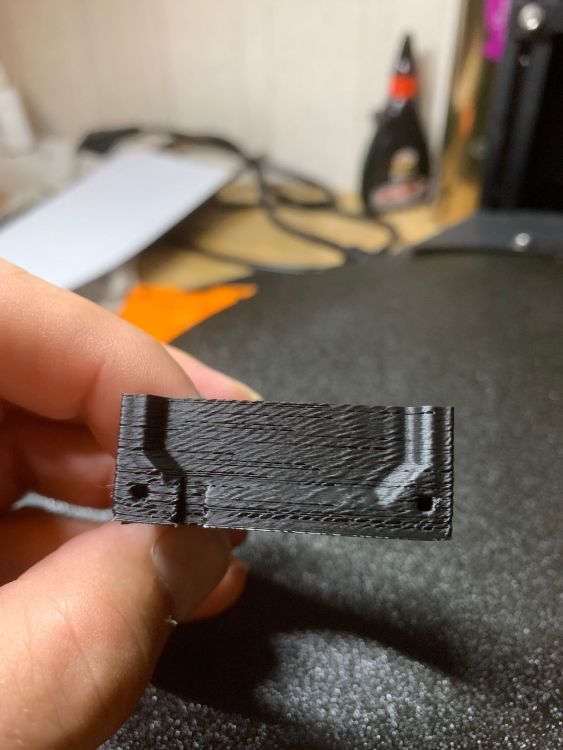
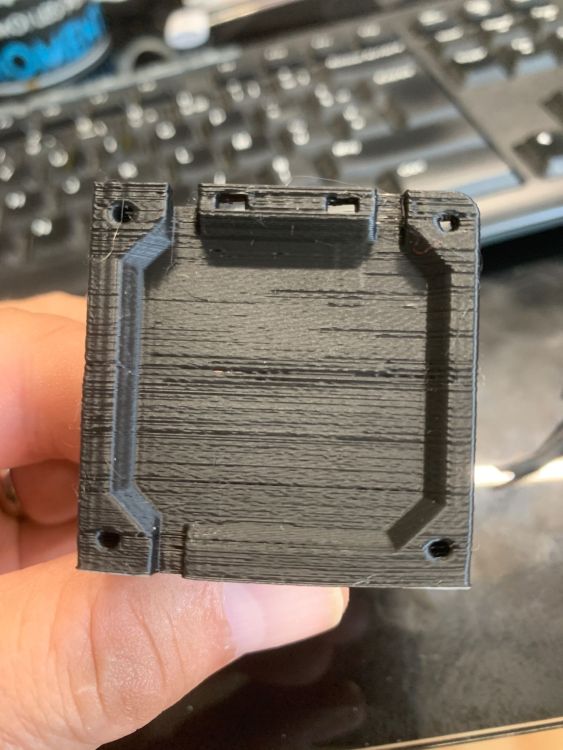
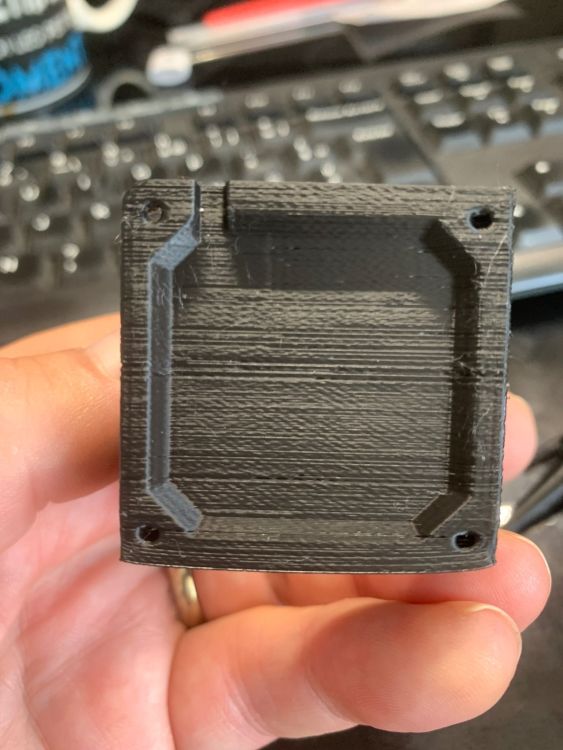
Bonjour comme vous pouvez le remarquer sur les photos j’ai un manque de matière et de finition. Je suis en direct drive extruder bondtech. je suis avec prusaslicer car avec cura j’ai un problème de support. quelqu’un aurait une idée pour remédier à ce la ? Merci à vous


-
Bonjour, Je me retourne vers vous car j'utilise Prusa Slicer pour ma Flsun SR et j'aimerai avant quelle commence le print qu'elle essuie la buse. Dans Cura ca se fait bien mais je ne sais pas comment régler ceci dans Prusa Slicer il me semble que c'est dans personnaliser GCode mais quoi marquer je ne sais pas. Merci pour votre aide.
-
Mince donc poubelle
-
Bonjour au forum, J'ai un câble de mon moteur de mon extrudeur BondTech (Direct Drive) sur ma Flsun SR c'est coupé à l'intérieur du connecteur et impossible d'enlever le connecteur pour changer tout le cabale. J'ai trouvé le câble de rechange donc je me suis dit que ca dois ce changer mais je ne sais pas comment mi prendre. Merci pour votre aide.
-
Bonjour personnellement je viens de le changer par un OMG ça fonctionne impeccable et en plus, bien plus silencieux, plus rien à voir. Facile de montage. Il faut juste faire un nouveau réglage de ton nouveau extrudeur.
-
J'ai commander un extrudeur OMG V2, car l'original de la FLSUN SR est en plastique.