Bernique
-
Compteur de contenus
23 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Bernique
-
B'soir, retour du vendeur de la carte... après s'être adressé au constructeur, il semblerait que les 5V ne soient pas atteignables à cause de certains consommateurs embarqués... Bon, j'y crois à moitié seulement... si d'autres possesseurs de carte MKS Sbase v1.3 ont le courage de faire une mesure, ça m'intéresse, ne serait-ce que pour savoir si ça vaut le coup d'investir à nouveau sur ce matériel pour une autre construction... Bonne soirée à toutes et tous
-
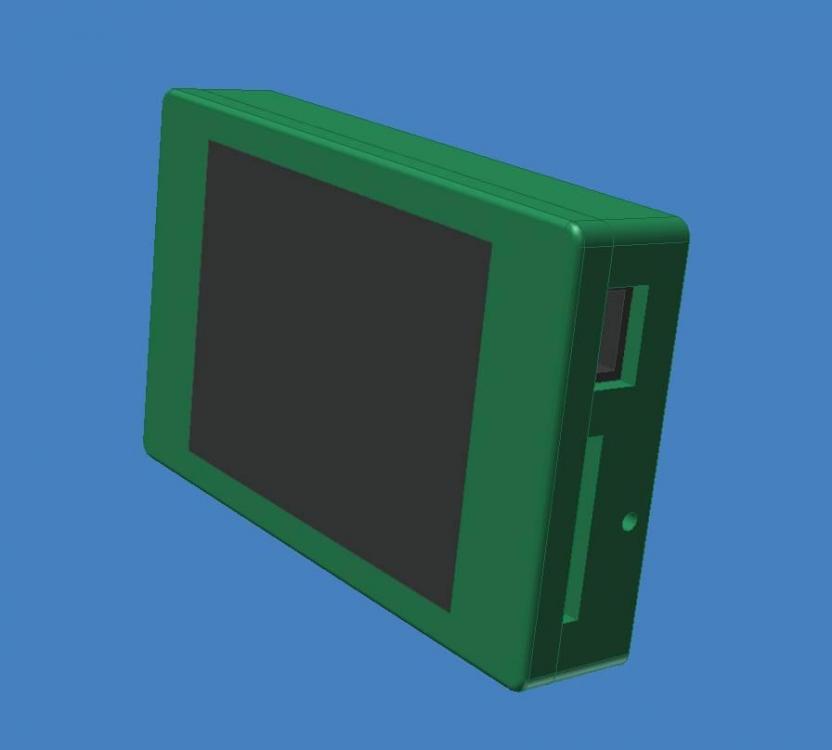
Bonsoir, quelques nouvelles... boitier de l'écran terminé et monté, et j'ai aussi imprimé un boitier pour le module Wifi planqué sous le chassis... ça avance (désolé, les photos sont restées dans l'appareil). Sur cette fin de semaine, j'ai mis en route mon clone de BLTouch... pas trop compliqué, et vraiment sympa pour assurer une première couche réussie ;-). J'ai juste rencontré un petit soucis: le 5V sur ma carte MKS Sbase v1.3 ne sort qu'à 4,67V, et c'est un peu court pour l'alimentation du clone BLT (qui demande 4,85V mini de mémoire). Du coup, j'avais un fonctionnement parfois aléatoire avec une mise en défaut lors des demandes de mouvements. Solution: j'avais un convertisseur Step Up DC-DC qui trainait, permettant sortir du 5V stabilisé à partir d'une tension inférieure (à partir de 0,9V)... branché entre une sortie 5V et une masse de la carte Sbase, ça fait le boulot pour alimenter le BLT directement sur la broche 5V (le fil rouge) sans soucis d'intensité disponible. Ceci étant, je serais curieux de savoir ce que d'autres ont comme tension sur les broches 5V de leur MKS Sbase (par exemple la pin V d'un des connecteurs de fin de course)... merci d'avance ;-)
-
B'soir, j'ai finalement opté pour le design sans le module Wifi intégré, question de look avant tout ;-) Par contre, je viens de me taper 2 jours de galère... mes impressions s'arrêtaient toutes en cours de route, mais curieusement sur des pièces à forte surface alors que les 3DBenchy s'imprimaient sans soucis. J'ai potassé le forum, tout débranché sur la carte de pilotage, pour finalement imaginer que mon alimentation avait un soucis avec une consommation peut-être forte dans les remplissages des grandes surfaces (malgré les 20A dispo sous 24V)... mais rien à faire, ça plantait encore avec une alimentation de secours. Et puis en fin d'aprèm' j'ai trouvé la panne: alors que je regardais un n-ième essai, les yeux rivés entre la pince ampère-métrique, l'écran TFT et le plateau d’impression, je vois que tout d'un coup la T° de l'extrudeur fait le yoyo en descendant bien bas et très rapidement en dessous de sa consigne de 207°C. Quelques minutes plus tard, je trouve le fautif: un des fils de la sonde de T° de l'extrudeur ne tenait pas bien dans son connecteur (monté d'usine!), au niveau de la tête d'impression. Du coup, comme le fil tirait un peu pour aller dans les angles des grandes surfaces, la carte MKS Sbase (clone Smoothieware) détectait cette variation de T° (passage furtif par 0) et la sécurité de surveillance de cette variation configurée à 7°C dans la config faisait bien son boulot en stoppant l'impression!!! La suite sous peu et bonne reprise aux lecteurs pour demain ;-)
-
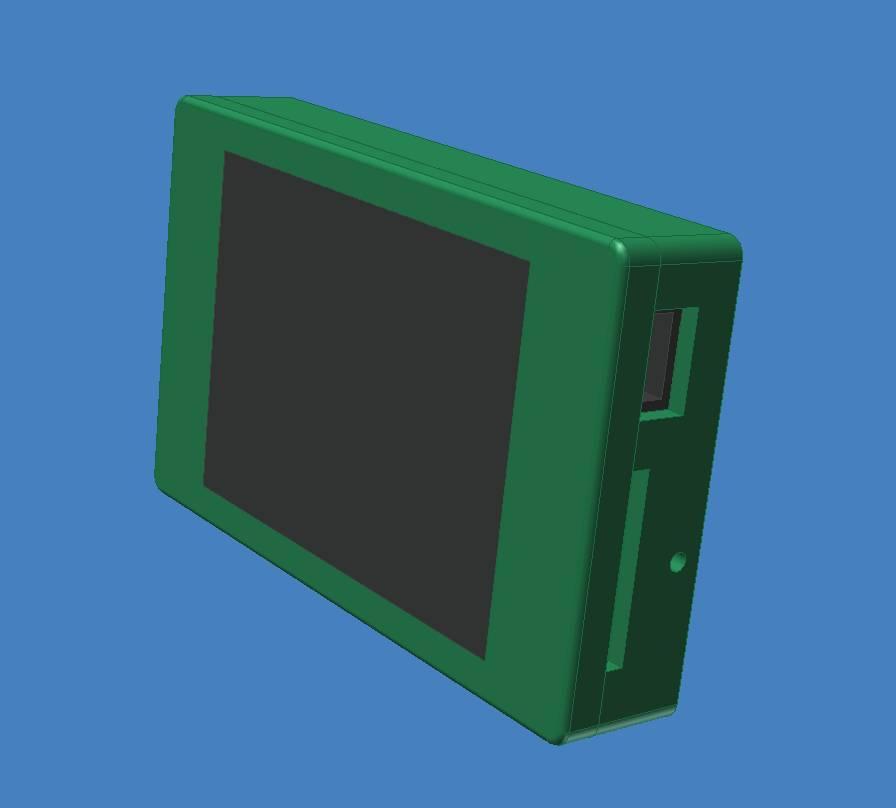
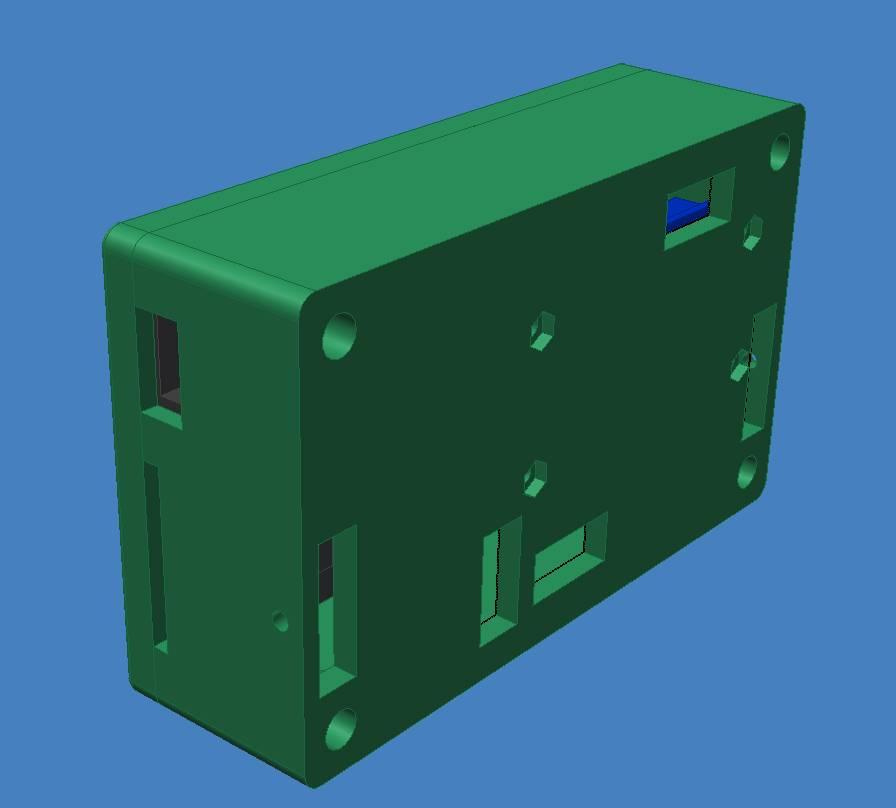
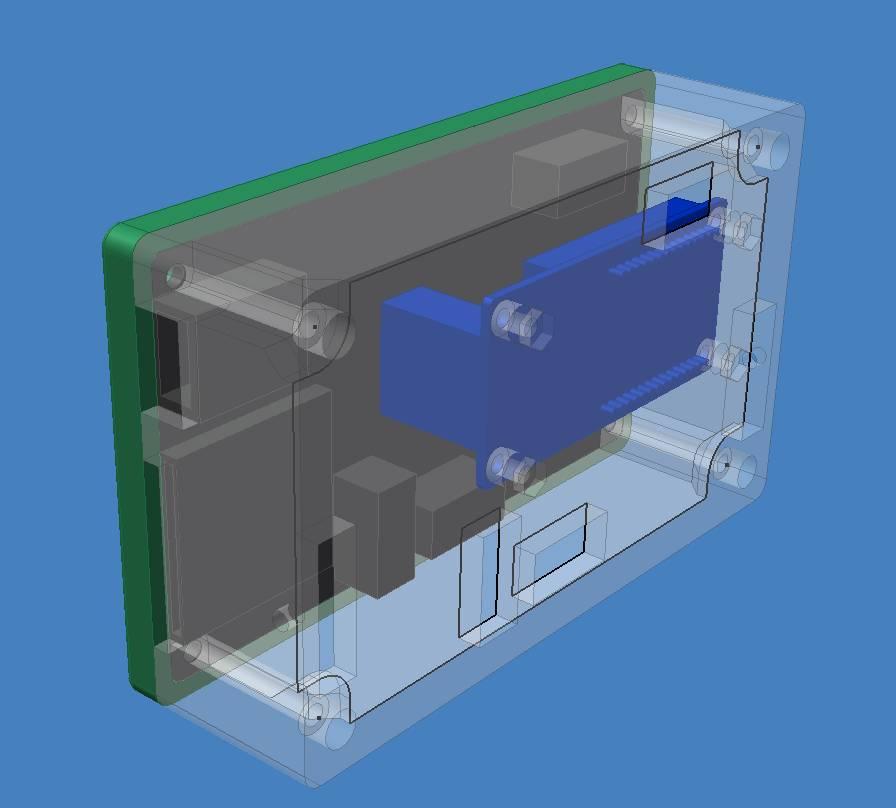
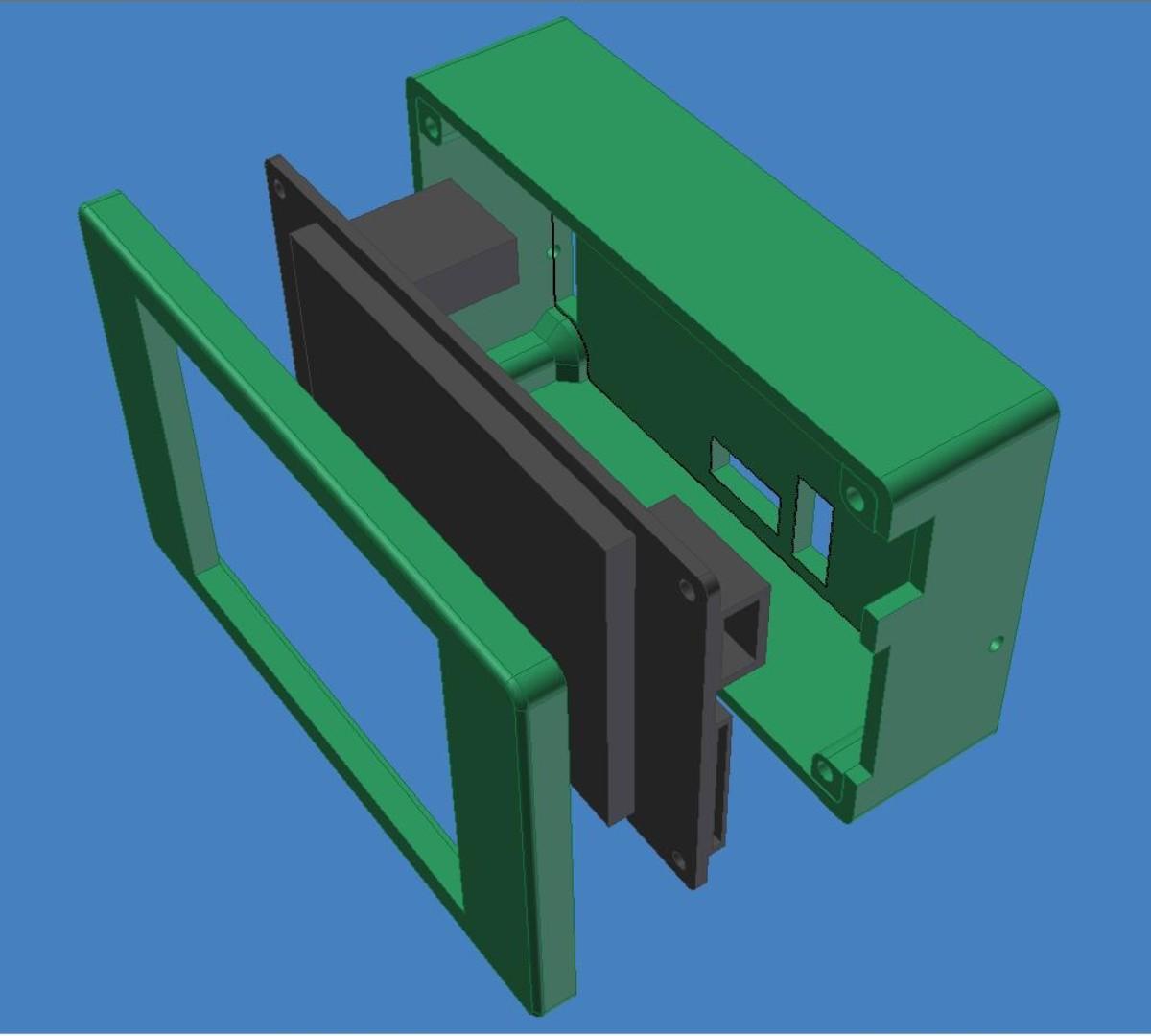
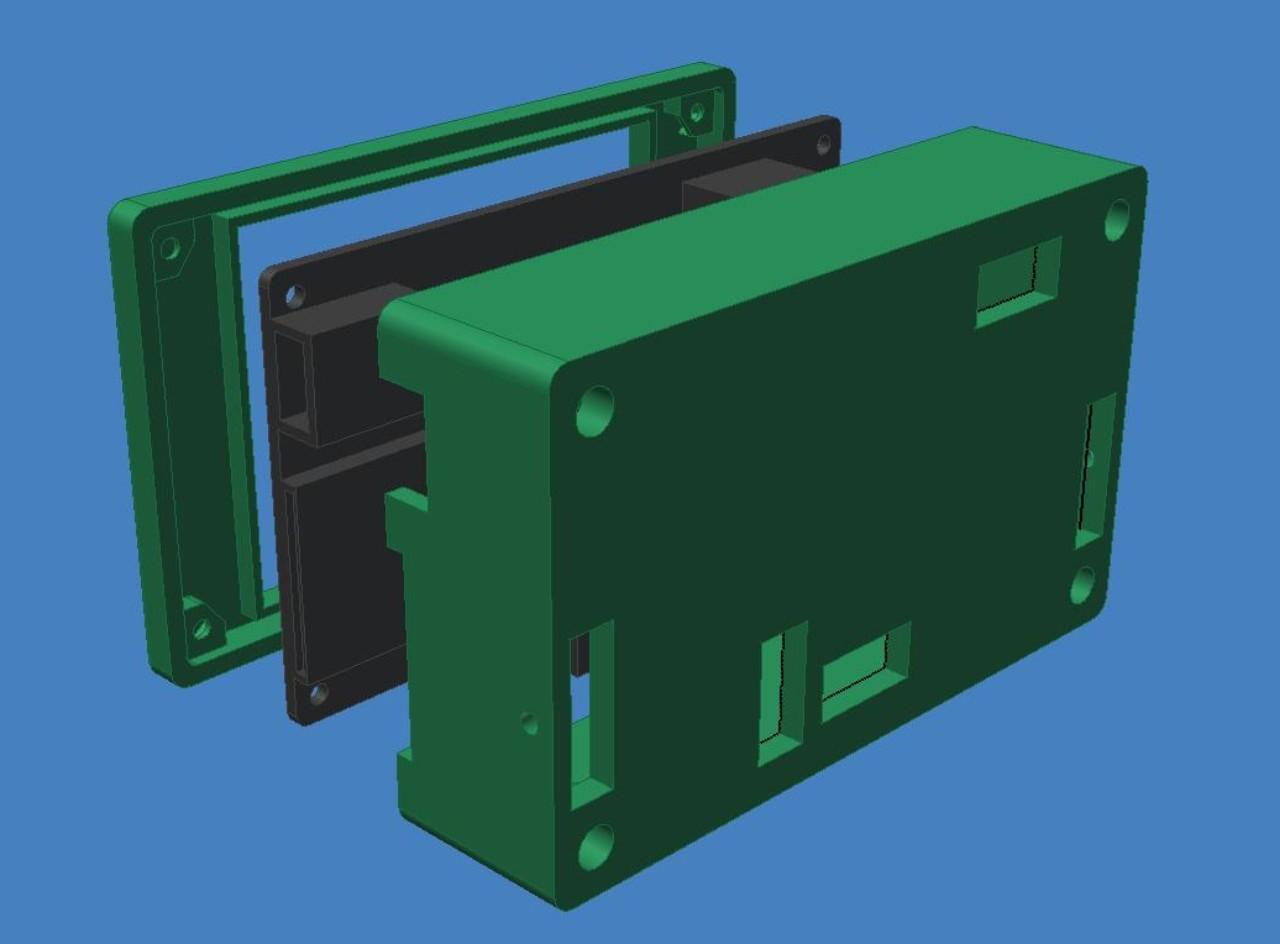
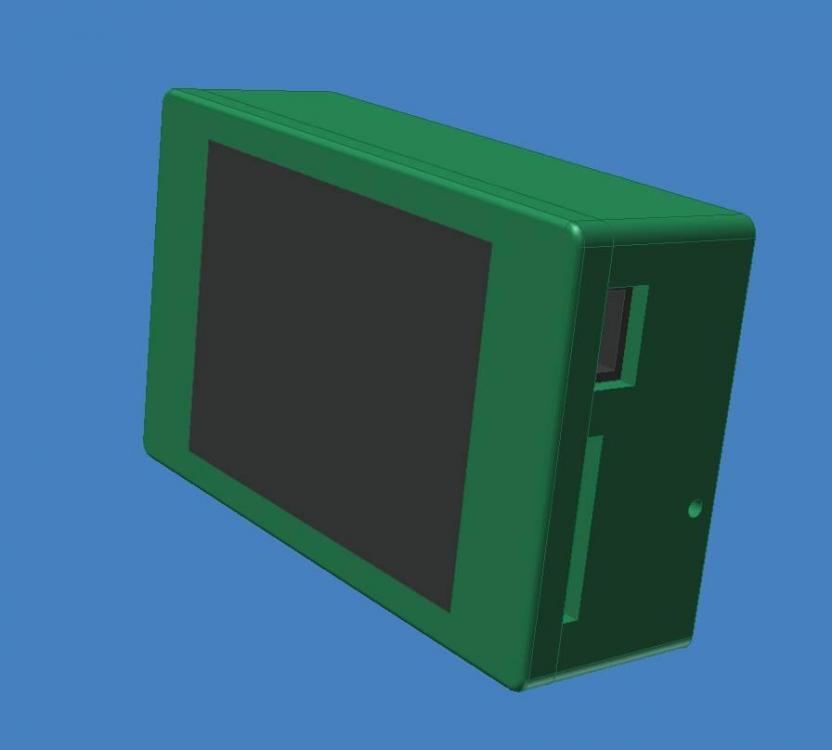
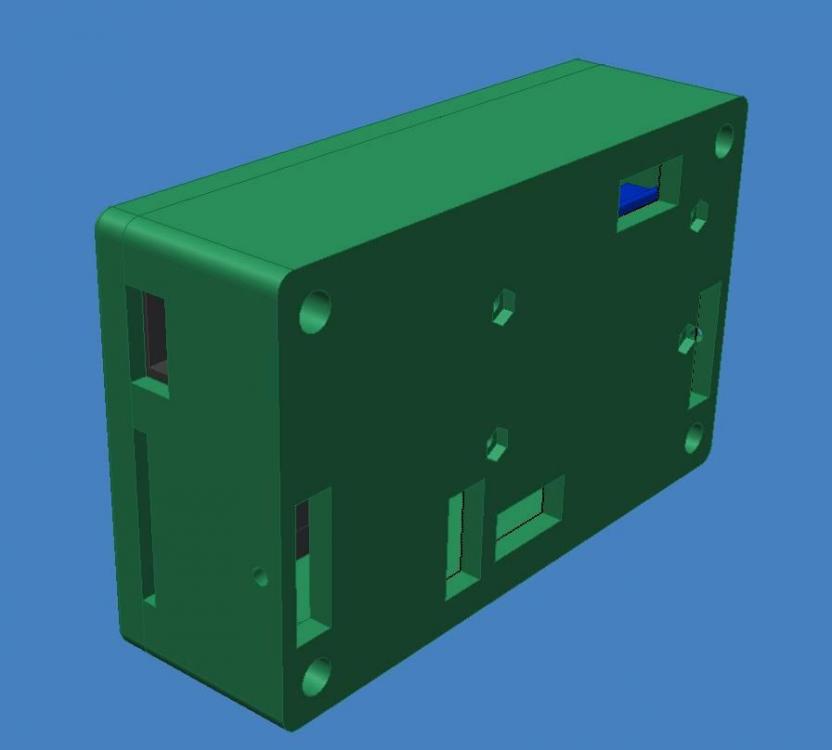
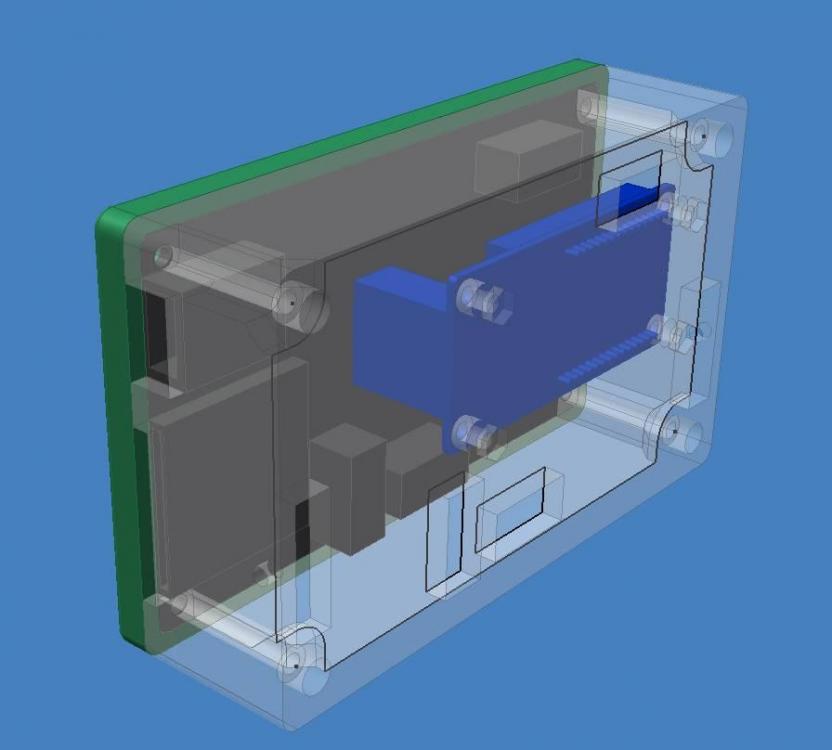
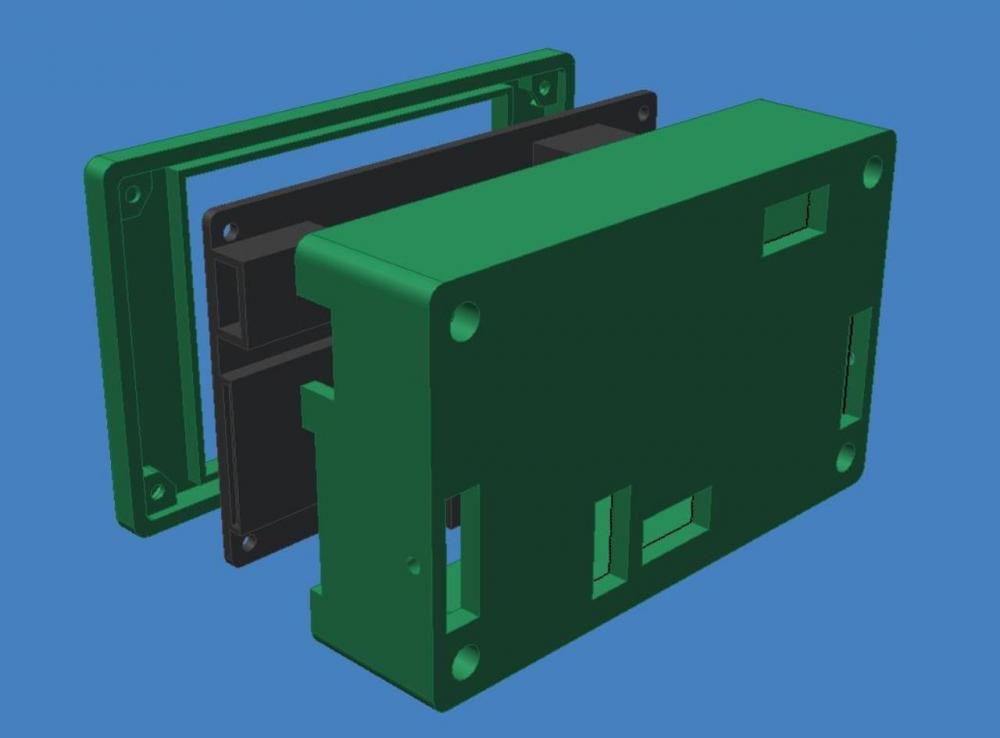
La suite donc... avec deux designs: un simple sans le module Wifi (faible profondeur), l'autre intégrant le dit module (plus épais, avec le wifi en bleu sur la vue transparente). J'hésite entre les deux pour des considérations essentiellement esthétiques, le module le moins épais étant plus élégant à mon goût... Reste à vérifier encore les encombrements intérieurs pour les éventuelles collisions, notamment avec le support non encore intégré sur la version mince...
-
B'soir, il y a encore du boulot (faut encore que je dessine l'encombrement du module Wifi et la patte d'attache), mais ça pourrait ressembler à ça. J'ai privilégié un montage où on ne vois aucune vis sur la façade avant avec l'utilisation de vis M3 en longueur standard + écrou captif... Je continue demain, et ça passera par une impression maison pour vérif avant de mettre à dispo pour ceux qui voudront ;-)

-
oui merci... si tu as l'occasion d'y penser et surtout le temps pour le faire, je suis preneur. Aujourd'hui, j'essaye de le PLA MAX de chez PolyMaker... propriétés catalogues au dessus de l'ABS en résistance, sans les inconvénients (warping, nocivité, odeurs...) et avec la facilité d'impression du PLA... l'idée étant de faire une boite pour mon écran TFT3.2 (enfin faut que je la design déjà, les versions disponibles sur les dépôt ne permettants d'y intégrer le module Wifi, ce qui est dommage je trouve). Sinon hier, grosse trouvaille: j'imprimais en miroir en Y sans le savoir... il y fallut lancer un job non symétrique pour s'en rendre compte! Du coup, j'ai inversé mon axe Y (fin de course passé en Ymin et inversion du sens moteur dans le fichier de configuration) et c'est tout bon. Il a fallut reprendre quelques routine de fin d'impression sous Slicr3r et dans le config.txt de l'écran aussi pour prendre en compte cette motif, mais rien de sorcier. J'y retourne...
-
oki merci...un moyen de remédier à cela?
-
Hello, bon, j'ai bricolé un support fluide pour ma bobine... et sans rien changer d'autre dans les paramètres d'impression ni les conditions de mise en œuvre, c'est nettement mieux (voir photos jointes) ;-) Subsistent un léger wobble (j'ai des pistes d'amélioration déjà identifiées) ainsi que des petits points dont il faut encore explorer l'origine (vibration machine?...)... programme de la semaine prochaine si rien d'autre n'arrive d'ici là comme priorité!


-
parler anglais n'est pas nécessaire... Google ne se débrouille pas trop mal si c'est bien écrit dans la langue d'origine ;-) https://translate.google.fr/translate?sl=en&tl=fr&js=y&prev=_t&hl=fr&ie=UTF-8&u=https%3A%2F%2Fwww.simplify3d.com%2Fsupport%2Ffaq%2F&edit-text=
-
B'soir, @Hervé-34 : https://www.simplify3d.com/support/faq/ Simplify3D is available in English, Japanese, Spanish, German, French or Italian. To change the display language, go to Help > Change Language in the Simplify3D menu bar. Sinon, poursuite des investigations aujourd'hui... avec toutes les vis serrées sur les poulies et une première petite optimisation de paramètres sous Slic3r, ça rends un peu mieux! L'espèce de gros wobble qui semble subsister est dû je pense à mon fil qui déroule mal car sur un support de fortune (l'entraineur doit vraiment tirer dessus par endroits). Ma conclusion tient au fait que les vagues ne sont pas répétées sur toute la hauteur de la pièce... du coup j'ai terminé la journée en imprimant la vis support ci-dessous, et faut encore que je dessine les montants qui vont avec ce soir ou demain pour faire la liaison avec l'imprimante... @+
-
merci du retour. Je pensais avoir bloqué le ventilo de pièce à 100% durant toute l'impression, mais j'ai constaté en cours de route grâce à l'écran TFT et son interface de suivi que Repetier/Cura-engine en avait décidé autrement et pilotait à sa guise la vitesse de ventilo. Ceci étant, j'ai pour le moment un mauvais feeling avec Cura... je vais essayer Slic3r pour voir si cela fait une différence avant de commencer à tuner tous les paramètres pour améliorer l'impression. Bien que ce soit un peu une histoire de chapelle ces logiciels de tranchage, je prends tout retour constructif sur le sujet également sachant que ma maigre expérience est liée à Simplify3D qui fonctionne bien à mon goût (notamment sur les supports) mais est bien trop chère aussi !!!
-
Hello, grand jour avec la première impression, sans chercher à améliorer quoi que ce soit: imprimante même pas terminée et tout juste fonctionnelle, c'est du brut et il y a du boulot pour mettre au point les choses (comme fixer le plateau en verre un peu mieux, car il y a eut des mouvements intempestifs indiqués par les flèches vertes sur les photos ci-dessous) ;-) Impression avec du PLA de chez Polymaker en couches de 0,2mm, à 195°C pour l'extrusion et un plateau à 60°C (buse de 0,4). Je prends toutes les suggestion de mise au point... pièce volontairement non nettoyée pour bien voir tous les défauts ;-)
-
En fait, mon errreur provient d'une incompréhension du fichier de configuration! Dans mon esprit, fin de course HOME et direction pour le HOME étaient indépendants... je pensais que le FdC ne servait qu'à trouver une référence, le HOME pouvant être calculé une fois le zéro acquis (donc pourquoi pas un HOME aux coordonnées différentes de zéro!). Il n'en n'est rien... le HOME est toujours au (0.0.0) sur Smoothieware du moins, ce qui implique une cohérence nécessaire entre position du FdC et position du HOME dans la logique de configuration. Dans mon cas, ce n'était pas cohérent en Z (FdC en min, HOME en Zmax... la carte bloquait l'axe Z pour éviter de faire une bétise!
-
Re, je me réponds à moi-même... erreur trouvée et intuitions perso mauvaises: dans mon fichier de config, j'ai utilisé Zmax... alors qu'il fallait prendre Zmin vu que mon FdC est en Zmin. Je viens de tester, et ça fonctionne en Z comme sur les deux autres axes. Merci pour le challenge... à deux, on est tout de suite plus efficace ;-)
-
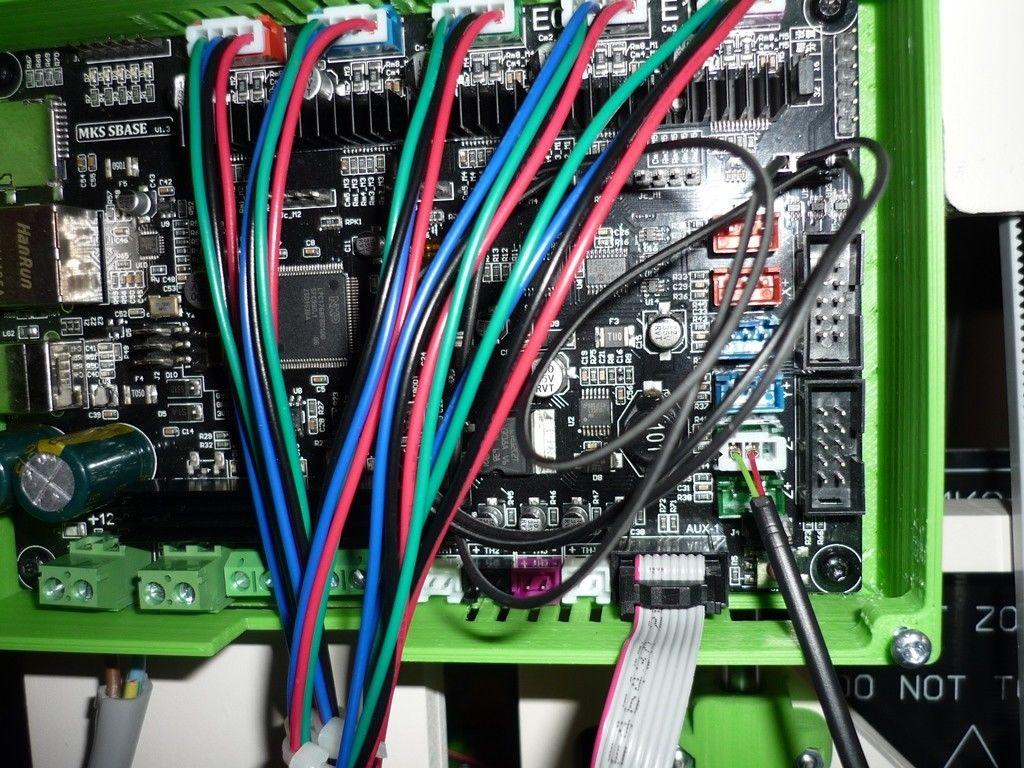
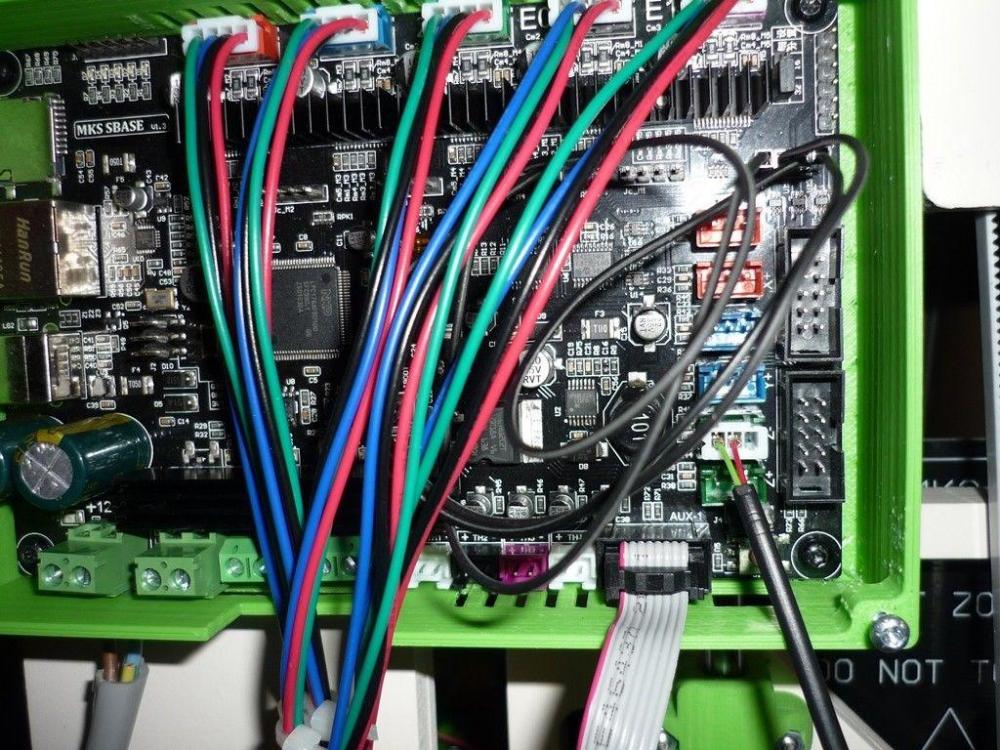
B'soir, et merci du retour. Oui, j'ai enlevé les "#" en pensant que le terme "nc" ferait le boulot. Vais essayé en remettant les # ce soir. Pour les branchements, voir pièce jointe... elle correspond à la capture d'écran dans mon précédent message où l'on voit que P1.28 bascule correctement dans le cadre vert (mais que Zmax est pris en compte, pas Zmin dans le cadre rouge!). Un seul FdC est câblé. Pour info, depuis ce message j'ai fais un autre test en branchant le FdC à tour de rôle sur Xmin, Ymax puis Zmin. Si dans le même ordre je commande un HOME X, puis Y et enfin Z, le moteur de l'axe correspondant démarre bien en X et Y mais pas en Z. De plus, le mouvement s'arrête correctement si j'actionne le FdC sur l'axe correspondant (sauf en Z bien sûr vu que les moteurs ne démarrent pas!)... Bref, je serais tenté de conclure que soit j'ai un soucis de câblage sur Z, soit une carte défectueuse sur cet axe Z... mais pas forcément un soucis de configuration! A plus tard pour les essais :-) EDIT: config.txt changé avec les "#"... toujours pareil. J'ajoute que le HOME Z sous Repetier renvoie un message "warning: nothing to home"... pour le moment Google ne me donne pas grand chose là dessus!
-
Bonjour, après quelques mois de pause (c'était l'été, j'ai privilégié les travaux extérieurs ;-) ), j'ai repris mon iTopie et son contrôle sous MKS SBase v1.3 ce week-end. Le montage et le câblage avancent bien, mais je tombe sur un os avec les fins de course (ceux utilisés pour HOME). En effet, ils semblent inoppérants, quel que soit l'axe sur lequel je les branche. Plus précisément, si j'actionne le FdC, le(s) moteur(s) de l'axe correspondant continue(nt) de tourner tranquillement jusqu'à finir la commande lancée depuis l'écran tactile de commande associé à la carte MKS (du genre "descendre Z de 10mm") Voici un condensé de ce qui a été fait: firmware Smoothieware edge mis à jour hier soir j'ai testé à peu près toutes les configurations possibles de branchement des FdC (NO, NC, pull-up, pull-down...) Trois FdC différents testés: un montage maison (idem wiki iTopie), et deux autres montés sur platine (design RAMP1.4) Lorsque je fais un M119, je constate que l'information du capteur remonte bien jusqu'à la carte et même au PC sous Repetier (voir copie écran ci-dessous, cadre en VERT sur la droite) la condition ci-dessous étant nécessaire mais non suffisante (en cas de croisement de branchements par exemple), j'ai testé tous les axes (X, Y & Z) avec le capteur branché en Zmin... aucun axe ne s'arrête comme attendu si j'active l'arrêt sur détection fin de course (#gamma_limit_enable par exemple), cela fonctionne très bien (arrêt machine immédiat, suis obligé de faire un RESET pour repartir)... preuve s'il en était que les FdC fonctionnent à priori! Je note au passage un truc bizarre sur mon axe Z (voir écran ci-dessous, cadre ROUGE sur la gauche): malgrés ma config en Zmin (gamma_max_endstop en NC, voir extrait de ma config ci-dessous également), c'est Zmax qui apparait comme étant programmé. Je constate cela uniquement sur Z, les autres axes apparaissent avec min ou max selon les # en début de ligne comme à l'attendu)... Bref, je patine, et ce peut-être sur une connerie tellement grosse que j'ai déjà honte... merci d'avance pour vos remarques constructives ;-) ############################################################################################################### ############################## Endstops ############################################### ############################################################################################################### # See http://smoothieware.org/endstops endstops_enable true # The endstop module is enabled by default and can be disabled here #corexy_homing false # Set to true if homing on a hbot or corexy alpha_min_endstop 1.24^ # Pin to read min endstop, add a ! to invert if endstop is NO con nected to ground alpha_max_endstop nc #1.25^ # Pin to read max endstop, uncomment this and comment the above if using max endstops alpha_homing_direction home_to_min # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop alpha_min 0 # This gets loaded as the current position after homing when home_to_min is set alpha_max 210 # This gets loaded as the current position after homing when home_to_max is set beta_min_endstop nc #1.26^ # Pin to read min endstop, add a ! to invert if endstop is NO connected to ground beta_max_endstop 1.27^ # Pin to read max endstop, uncomment this and comment the above if using max endstops beta_homing_direction home_to_max # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop --> was home_to_min <-- beta_min 0 # This gets loaded as the current position after homing when home_to_min is set beta_max 210 # This gets loaded as the current position after homing when home_to_max is set gamma_min_endstop 1.28^ # Pin to read min endstop, add a ! to invert if endstop is NO connected to ground gamma_max_endstop nc #1.29^ # Pin to read max endstop, uncomment this and comment the above if using max endstops gamma_homing_direction home_to_max # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop --> was home_to_min <-- gamma_min 0 # This gets loaded as the current position after homing when home_to_min is set gamma_max 210 # This gets loaded as the current position after homing when home_to_max is set --> to be verified up to 230? <-- alpha_max_travel 210 # Max travel in mm for alpha/X axis when homing beta_max_travel 210 # Max travel in mm for beta/Y axis when homing gamma_max_travel 210 # Max travel in mm for gamma/Z axis when homing # Optional enable limit switches, actions will stop if any enabled limit switch is triggered #alpha_limit_enable true # Set to true to enable X min and max limit switches #beta_limit_enable true # Set to true to enable Y min and max limit switches #gamma_limit_enable true # Set to true to enable Z min and max limit switches # Endstops home at their fast feedrate first, then once the endstop is found they home again at their slow feedrate for accuracy alpha_fast_homing_rate_mm_s 50 # Alpha/X fast homing feedrate in mm/second alpha_slow_homing_rate_mm_s 25 # Alpha/X slow homing feedrate in mm/second beta_fast_homing_rate_mm_s 50 # Beta/Y fast homing feedrate in mm/second beta_slow_homing_rate_mm_s 25 # Beta/Y slow homing feedrate in mm/second gamma_fast_homing_rate_mm_s 4 # Gamma/Z fast homing feedrate in mm/second gamma_slow_homing_rate_mm_s 2 # Gamma/Z slow homing feedrate in mm/second alpha_homing_retract_mm 5 # Distance to retract from the endstop after it is hit for alpha/X beta_homing_retract_mm 5 # Distance to retract from the endstop after it is hit for beta/Y gamma_homing_retract_mm 1 # Distance to retract from the endstop after it is hit for gamma/Z # Optional enable limit switches, actions will stop if any enabled limit switch is triggered (all are set for delta) #alpha_limit_enable false # Set to true to enable X min and max limit switches #beta_limit_enable false # Set to true to enable Y min and max limit switches #gamma_limit_enable false # Set to true to enable Z min and max limit switches # Optional order in which axis will home, default is they all home at the same time, # If this is set it will force each axis to home one at a time in the specified order #homing_order XYZ # X axis followed by Y then Z last #move_to_origin_after_home false # Move XY to 0,0 after homing #endstop_debounce_count 100 # Uncomment if you get noise on your endstops, default is 100 #endstop_debounce_ms 1 # Uncomment if you get noise on your endstops, default is 1 millisecond debounce #home_z_first true # Uncomment and set to true to home the Z first, otherwise Z homes after XY # End of endstop config # Delete the above endstop section and uncomment next line and copy and edit Snippets/abc-endstop.config file to enable endstops for ABC axis #include abc-endstop.config
-
oups... le temps passe, et j'ai oublié de vous poster quelques photos de l'impression des pièces de l'imprimante en ABS C'est un joyeux mélange de Prusa MK2 avec certaines cotes re-visitées et d'iTopie, ainsi que du design perso... La suite après les 24h Solex de Nouziers ce week-end ;-)
-
c'est clair que ça fait mal... en même temps, j'ai cru comprendre dans mes lectures que c'est un des éléments clés pour espérer faire des impressions de qualité avec tous types de matériaux
-
B'soir, les pièces arrivent tout doucement... Les vis trapézoïdales, super emballées depuis la Chine les tiges ronde de 8 de chez ECMU, bien emballées aussi: alim et moteurs de chez Stepperonline les pièces genres poulies, ventilateur, paliers graphités, 3D Touch et autres courroie...: et la hotend + extrudeur: e2D m'a d'ailleurs envoyé un nouveau radiateur taillé dans la masse, le premier ayant un trou mal calibré (le service qualité a détecté l'erreur de programmation et un échange massif systématique a été lancé auprès des premiers acheteurs en version 1,75mm si j'ai bien tout compris... beau SAV au passage)
-
Bonsoir, quelques nouvelles du front La cadre est désormais monté... quelques images viendront compléter les commentaires! La découpe laser, c'est trop classe... comme sur le wiki, d'abord sur du médium 10mm, puis du 6mm: Pour info, le 10mm prends environ 20 minutes par planches (la machine est une 60w): Séance collage: et woulà: On rebouche les trous, juste pour essayer de faire beau parce que fonctionnellement, ça ne change rien Puis on se lâche sur l'apprêt, et ensuite la peinture: et woulà: La suite sous peu
-
Bonjour, cette fois-ci, c'est parti ... après des semaines de lecture ici et même et ailleurs sur la toile pour croiser les avis, je suis passé à l'acte: ma première imprimante sera une iTopie revisitée façon patchwork! Objectif: construire de A à Z une machine permettant d'imprimer tous types de matériaux en intégrant les composants qui m'ont le plus séduit, sans nécessairement m'attirer les foudres du banquier... tout en se faisant plaisir Bref, du très classique en somme... même si on va friser les 500€ sur l'ardoise En résumé et avant l'avalanche de questions qui vont inévitablement arriver avec le montage: base de l'iTopie, cadre en MDF découpé laser (10+6mm) vu que j'ai accès à une découpeuse Trotec et que j'aime bien l'idée du bois dans ce projets DIY pièces imprimées en ABS, empruntées à la Prusa i3 MK2 pour l'axe X (impression sur une Volumic disponible pas loin aussi!) Extrudeur / Hotend Titan Aero en 24V sur chariot X adapté avec buse de ventilation de l'impression carte MKS Sbase v1.3 (puissance de calcul avec ses 100MHz, connectivité réseau et souplesse de configuration) Touch Screen TFT 3,2" de la même marque alimentation 24V / 480W pour que ça pulse en chauffe et sans trop de limitations! axes ECMU en acier chromé 63HRc, taillés sur mesure paliers en laiton avec inserts graphites (pour le silence et l'usure) Nema 17 (45m.N) sur les trois axes, et sur l'extrudeur (21 m.N) qui bénéficie d'un rapport de 3:1 plateau chauffant MK3 20x20 en 24V aussi bien entendu 3D Touch (clone du BL Touch) histoire de pratiquer de la compensation en Z courroies GT2 6mm en PU avec âme en acier vis trapézoïdales 8x2 en Z, sans rattrapage de jeu (on verra pour d'éventuels patins anti-wobble à l'usage) enceinte autour de la machine avec éclairage LED intégré (dans un second temps pour aider à l'impression des matériaux haute T°) Voilà pour les grandes lignes... des photos des débuts sous peu. Au plaisir de lire vos remarques et conseils sur la mise en œuvre de tout ce bazar
-
merci
-
Bonjour, le traditionnel passage par la case départ... rien de mieux pour débuter ! En résumé, il y a tout à faire chez moi: construire ma culture 3D, définir mon projet et enfin bâtir ma future machine . Mais dans un premier temps et avant de vous assaillir de questions, je vais aller me gaver d'infos pour nourrir ces trois ambitions... ce forum m'a l'air propice et les lectures ne manquent pas. Si je peux en dépanner certains avec leur Solex ou autre machine à Galet au passage, n'hésitez pas... là je suis un peu plus compétent A bientôt sur d'autres posts.