Scahan
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Scahan
-
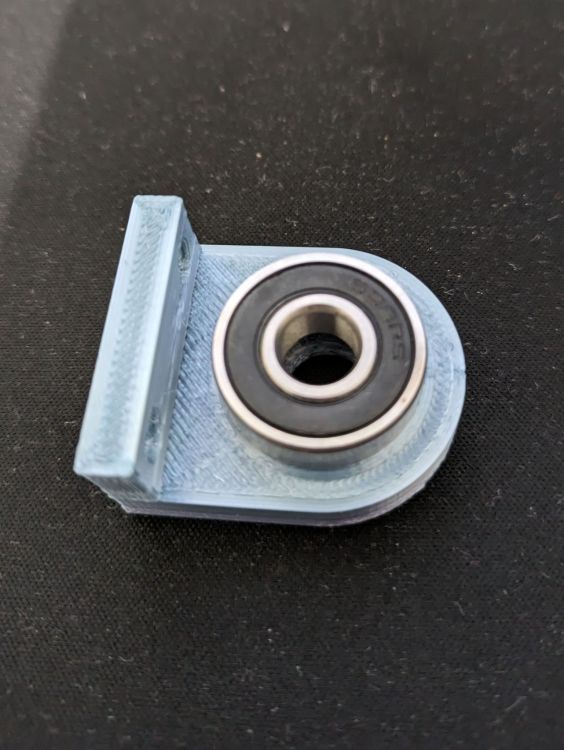
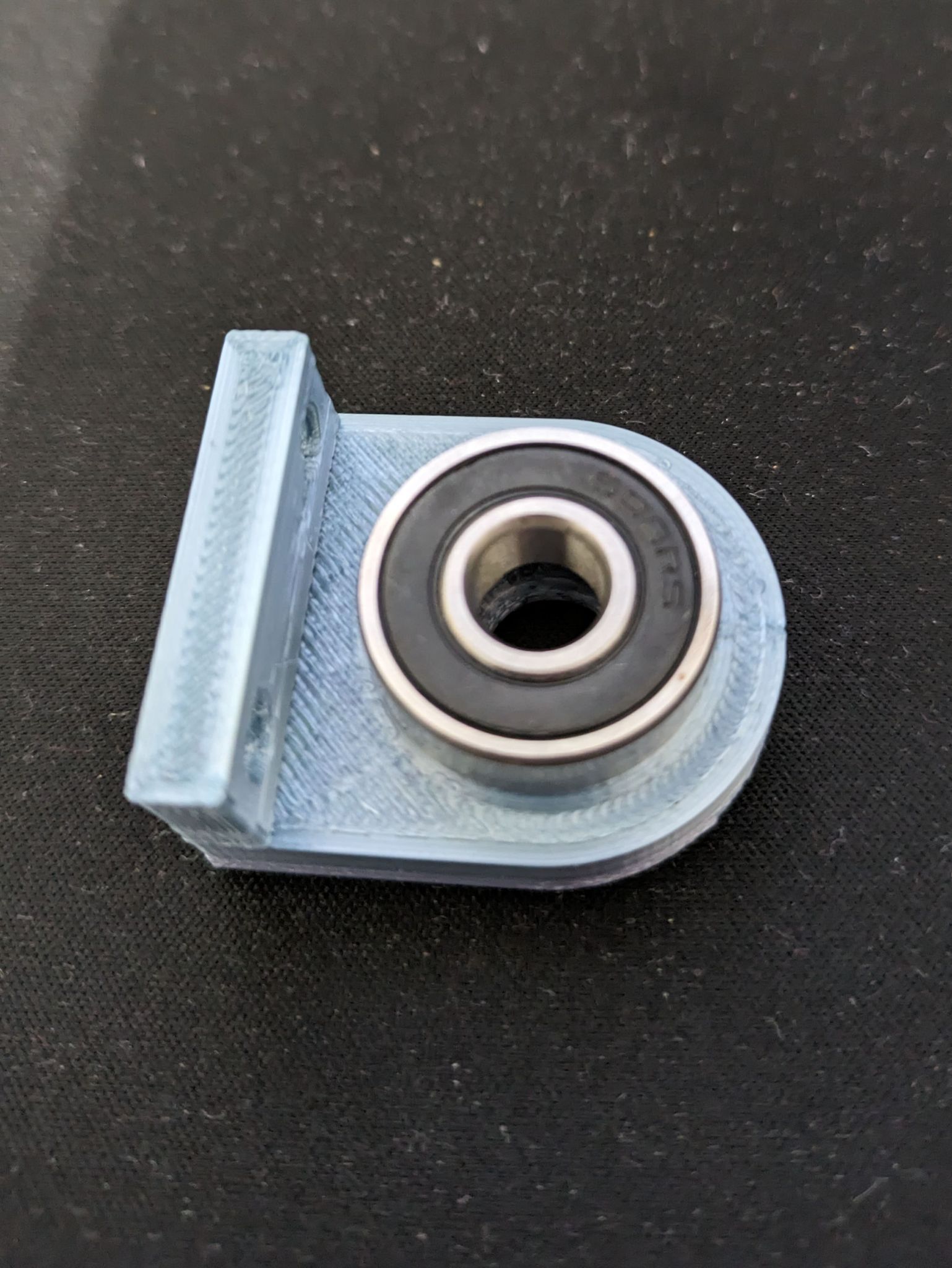
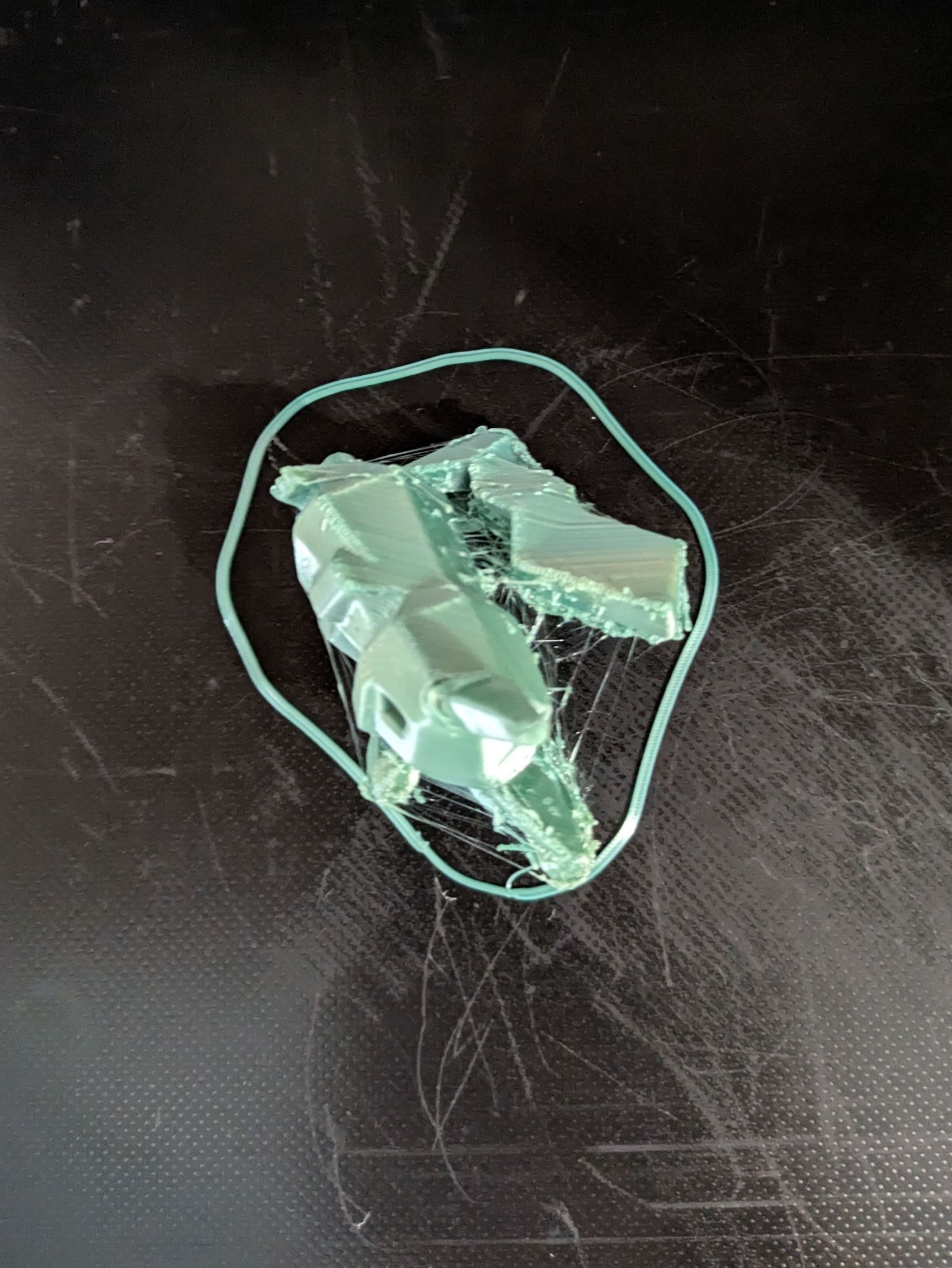
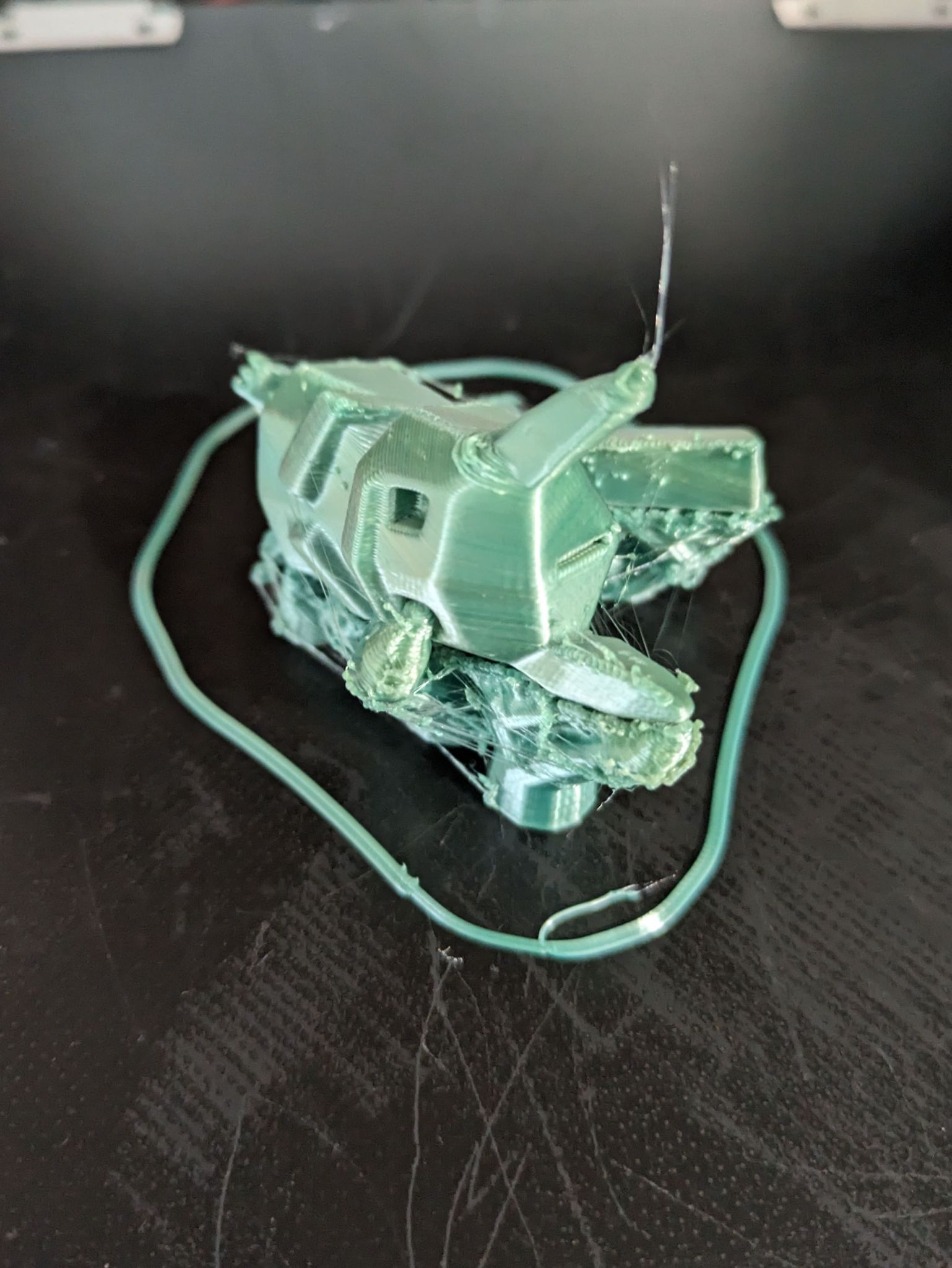
Re bonsoir ^^, J'ai finalement réussi à imprimer à peu près correctement. J'ai un problème de précision qui persiste notamment au niveau de la taille des éléments, comme on peut le voir sur les images du stabilisateur. Il faudrait que je ponce légèrement pour que le roulement rentre dans le logement prévu. Autant pour l'effet de stringing (impression verte), je dois avoir un problème de température ou de rétractation. Autant pour le second problème, je ne sais pas trop vers quel paramètre regarder.

-
Encore merci à toi, j'arrive enfin à imprimer. Il va falloir que j'optimise mes réglages par contre, j'ai l'impression d'avoir perdu en qualité. C'est long à optimiser klipper ^^.
-
Merci pour ton retour. J'ai réussi à faire le test Z. Après un save config la buse descend bien et l'imprimante imprime à nouveau en contact avec le bed. La première impression a été un échec. Je vais voir pour règle de nouveau le bed. Si je ne dis pas de bêtise, il faut que je règle d'abord le bed manuellement (comme si je n'avais pas de bltouch) et ensuite, je refais la procédure du réglage du bl.
-
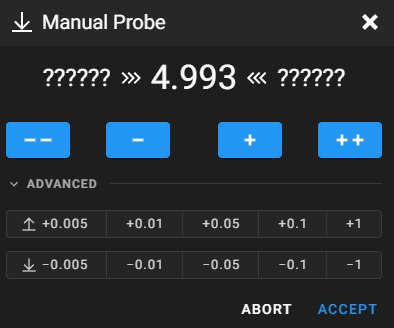
Merci pour ton retour. Oui, c'est un 3Dtouch (donc un clone) à l'époque où je l'ai commandé, je ne savais pas que c'était un clone (j'aurais dû me renseigner davantage). Lorsque je fais la commande PROBE_CALIBRATE , j'obtiens cela, mais si j'accepte, j'ai le message Manual probe failed! Use TESTZ commands to position the nozzle prior to running ACCEPT. Bonne question, cela devait être dans le fichier dont je me suis inspiré pour faire le mien.
-
je ne suis pas sûr de bien comprendre ta demande. Ça, c'est le début d'un cube de calibration fait avec Cura 5.5.0 avec l'extension qui génère les pièces de calibrations. (j'ai joint le gcode complet) Est bien cela que tu voulais voir ? ;TIME:2068 ;Filament used: 1.34762m ;Layer height: 0.16 ;MINX:96.5 ;MINY:96.5 ;MINZ:0.3 ;MAXX:138.5 ;MAXY:138.5 ;MAXZ:19.98 ;TARGET_MACHINE.NAME:Creality Ender-3 ;Generated with Cura_SteamEngine 5.5.0 M140 S60 M105 M190 S60 M104 S210 M105 M109 S210 M82 ;absolute extrusion mode ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish G92 E0 G92 E0 G1 F1500 E-0.5 ;LAYER_COUNT:124 ;LAYER:0 M107 G0 F6000 X99.956 Y99.513 Z0.3 ;TYPE:SKIRT G1 F1500 E0 G1 F1200 X100.692 Y98.876 E0.04856 G1 X101.424 Y98.346 E0.09365 G1 X102.321 Y97.811 E0.14576 G1 X103.199 Y97.39 E0.19433 G1 X104.112 Y97.048 E0.24298 G1 X105.049 Y96.789 E0.29148 G1 X106.016 Y96.611 E0.34053 G1 X107.155 Y96.515 E0.39756 G1 X107.812 Y96.5 E0.43034 G1 X126.804 Y96.5 E1.37786 G1 X127.684 Y96.513 E1.42177 G1 X128.656 Y96.572 E1.47035 G1 X129.619 Y96.718 E1.51894 G1 X130.566 Y96.949 E1.56757 G1 X131.454 Y97.249 E1.61434 G1 X132.346 Y97.639 E1.6629 Untitled.gcode
-
Merci pour ton retour. J'ai lancé une impression pour voir, la buse reste à la haute du safe_z. Du coup, je me demande, il faut que je supprime le safe_z ? Mais dans ce cas-là mon réglage de plateau est-il toujours bon ?
-
Bonsoir tout le monde, Je reviens vers vous, car j'ai un petit souci avec mon 3Dtouch. J'ai réussi à l'installer sur Klipper et a fait une calibration du bed. Mais ce que je ne comprends pas, c'est que ma buse reste à genre 10-15 mm du plateau. J'ai dû louper un truc . Je vous joins mon printer.cfg ainsi que ma conf : Ender 3 v1 Creality carte mère V4.2.7 Geeetech 3D Touch Creality Upgraded Direct Extruder Kit for Ender 3 Raspberry 4 / klipper Si une bonne âme peu m'aiguiller ça serait sympa. # This file contains pin mappings for the Creality "v4.2.7" board. To # use this config, during "make menuconfig" select the STM32F103 with # a "28KiB bootloader" and serial (on USART1 PA10/PA9) communication. # If you prefer a direct serial connection, in "make menuconfig" # select "Enable extra low-level configuration options" and select # serial (on USART3 PB11/PB10), which is broken out on the 10 pin IDC # cable used for the LCD module as follows: # 3: Tx, 4: Rx, 9: GND, 10: VCC # Flash this firmware by copying "out/klipper.bin" to a SD card and # turning on the printer with the card inserted. The firmware # filename must end in ".bin" and must not match the last filename # that was flashed. # See docs/Config_Reference.md for a description of parameters. [stepper_x] step_pin: PB9 dir_pin: PC2 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: ^PA5 position_endstop: 0 position_min: 0 position_max: 235 homing_speed: 50 [stepper_y] step_pin: PB7 dir_pin: PB8 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: ^PA6 position_endstop: 0 position_max: 235 homing_speed: 50 [stepper_z] step_pin: PB5 dir_pin: !PB6 enable_pin: !PC3 microsteps: 16 rotation_distance: 8 #endstop_pin: ^PA7 # disable to use BLTouch #position_endstop: 0.0 # disable to use BLTouch endstop_pin: probe:z_virtual_endstop # enable to use BLTouch position_min: -5 # enable to use BLTouch position_max: 250 [extruder] max_extrude_only_distance: 100.0 step_pin: PB3 dir_pin: PB4 enable_pin: !PC3 microsteps: 16 rotation_distance: 7.71 # rotation_distance: 26.85092 ## calibration extruder ## 33.5 * 86 / 100 nozzle_diameter: 0.400 filament_diameter: 1.750 # max_extrude_only_distance: 100 # new # pressure_advance: 0.04 # new # pressure_advance_smooth_time: 0.040 # new heater_pin: PA1 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC5 control: pid pid_Kp: 21.527 pid_Ki: 1.063 pid_Kd: 108.982 min_temp: 0 max_temp: 250 # after 250 [heater_bed] heater_pin: PA2 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC4 control: pid pid_Kp: 54.027 pid_Ki: 0.770 pid_Kd: 948.182 min_temp: 0 max_temp: 130 [fan] pin: PA0 [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 [printer] kinematics: cartesian max_velocity: 300 max_accel: 3000 max_z_velocity: 5 max_z_accel: 100 # [bed_screws] # screw1: 30.5, 37 # screw2: 30.5, 207 # screw3: 204.5, 207 # screw4: 204.5, 37 [board_pins] aliases: EXP1_1=PC6,EXP1_3=PB10,EXP1_5=PB14,EXP1_7=PB12,EXP1_9=<GND>, EXP1_2=PB2,EXP1_4=PB11,EXP1_6=PB13,EXP1_8=PB15,EXP1_10=<5V>, PROBE_IN=PB0,PROBE_OUT=PB1,FIL_RUNOUT=PC6 [bltouch] # enable for BLTouch - fast-mode sensor_pin: ^PB1 control_pin: PB0 pin_up_touch_mode_reports_triggered: True probe_with_touch_mode: True x_offset: -42.5 # modify as needed for bltouch location y_offset: -5 # modify as needed for bltouch location z_offset: 0.0 # modify as needed for bltouch or run PROBE_CALIBRATE speed: 10 samples: 3 sample_retract_dist: 5.0 # Can be set lower, example 2.5 depending on height of bltouch from bed lift_speed: 40 samples_tolerance_retries: 3 speed: 10 samples: 2 [safe_z_home] # enable for BLTouch home_xy_position: 117.5,117.5 speed: 120 z_hop: 10 z_hop_speed: 5 [bed_mesh] speed: 120 horizontal_move_z: 5 mesh_min: 40,40 mesh_max: 190, 190 probe_count: 3,3 algorithm: bicubic fade_start: 1 fade_end: 10 fade_target: 0 # # manual Bed adjustment via BED_SCREWS_ADJUST # [bed_screws] # screw1: 72.5, 41.5 # screw1_name: front left screw # screw2: 198.5,35.5 # screw2_name: front right screw # screw3: 198.5,205.5 # screw3_name: rear right screw # screw4: 28.5,205.5 # screw4_name: rear left screw # horizontal_move_z: 10 # speed: 50 [screws_tilt_adjust] screw1: 70.5,37.5 screw1_name: front left screw screw2: 235,37.5 screw2_name: front right screw screw3: 235,207.5 screw3_name: rear right screw screw4: 70.5,207.5 screw4_name: rear left screw horizontal_move_z: 10 speed: 50 screw_thread: CW-M4 [include mainsail.cfg] #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# 0.073750, -0.015000, -0.051250 #*# 0.051250, -0.020000, -0.047500 #*# 0.007500, -0.075000, -0.107500 #*# x_count = 3 #*# y_count = 3 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = bicubic #*# tension = 0.2 #*# min_x = 40.0 #*# max_x = 190.0 #*# min_y = 40.0 #*# max_y = 190.0
-
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
Petit retour après réglage et tutos. J'ai refait la Titi's Procédure, j'en ai profité pour contrôler pas mal d'élément de l'imprimante. Aujourd'hui, elle imprime plutôt bien (qu'est-ce qu'elle est lente ^^). Je rencontre encore deux-trois soucis : - Le réglage du plateau est une horreur, j'ai commandé un kit de caoutchouc compatible, mais sans succès (ou alors j'ai loupé un truc) car cela met le plateau trop haut. - Sans bordure, les pièces ont tendance à se décrocher du plateau, il est pourtant bien nettoyé entre chaque impression - J'ai un manque de qualité sur les petits éléments (ex : les doigts d'une figurine). Voilà sinon merci, avec les différentes procédure je peux imprimer. -
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
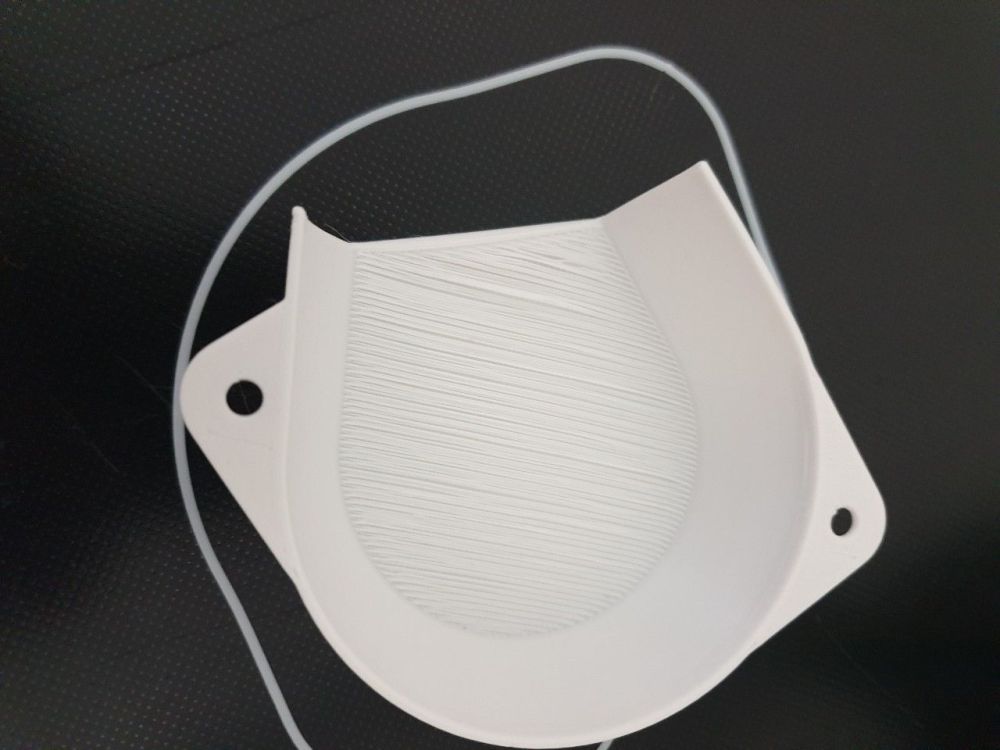
Du coup j'ai testé deux nouvelles impressions. Ce n'est pas encore ça, mais il y a du mieux. Pour la poule, j'ai oublié de mettre des supports, c'est certainement ça qui a entrainé le souci sous les ailes.
.thumb.jpg.c8a3abf26afbb1769a5cb6562b8b602d.jpg)
.thumb.jpg.b7a13ebd87aae43701247ac58d425393.jpg)
-
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
Ok merci, bizarre quand même il a 15j et on ne peut pas dire qu'il fasse humide XD. Je vais le faire cuire . -
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
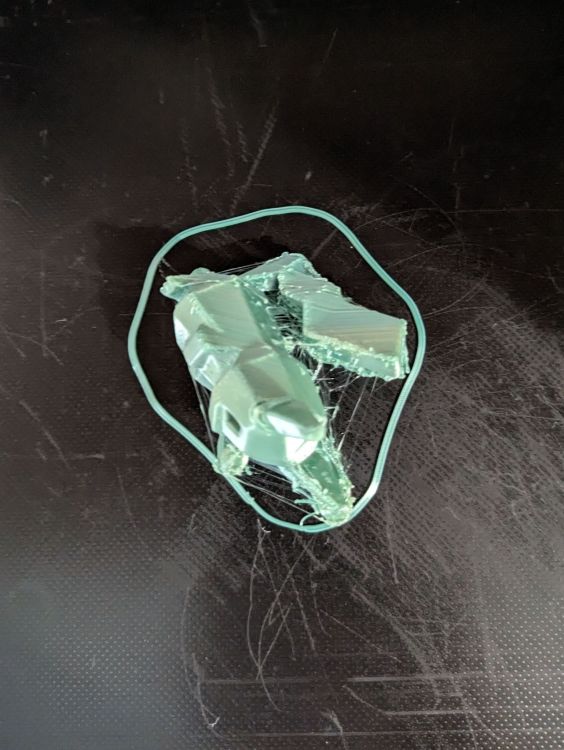
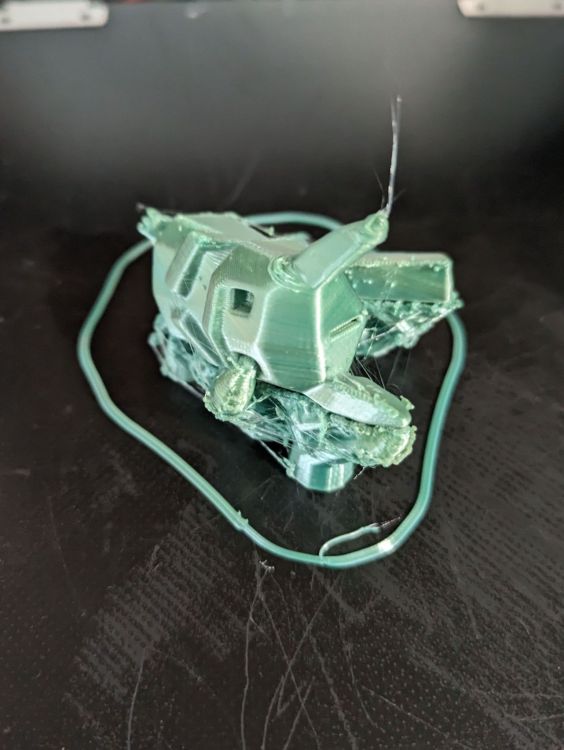
Hello Du coup j'ai bien suivi la Titi's Procédure. Refait un petit réglage du plateau avant de relancer une impression. Le cube de calibration est plutôt pas mal je trouve (mieux que les précédant en tout cas). J'ai relancé le "dog" et la cata ... Je vais tester avec une autre pièce pour voir si ça ne serait pas mon fichier qui a un problème. Truc bizarre, lors de l'impression par moment j'entends comme des bulles qui éclatent (je n'avais pas cela avant). P.S: il n'y a pas moyen de mettre les images plus petites ?.thumb.jpg.91b39d6898221e11bac861fc19575f91.jpg)
.thumb.jpg.60eb98bdcd31b82dfef0b754ff2c284c.jpg)
.thumb.jpg.bc57a44c59f13281a4d2ce2f57e6f2e0.jpg)
.thumb.jpg.afaeb918fee358aeaffb73fdcb66dc5f.jpg)
-
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
Merci de ton retour, Je vais suivre le tuto ^^. -
Problème d'impression (Débutant , Ender 3, Cura)
Scahan en réponse au topic de Scahan dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour RFN_31, j'ai pris ce kit, donc si je ne dis pas de bêtise, c'est un alliage d'alu. -
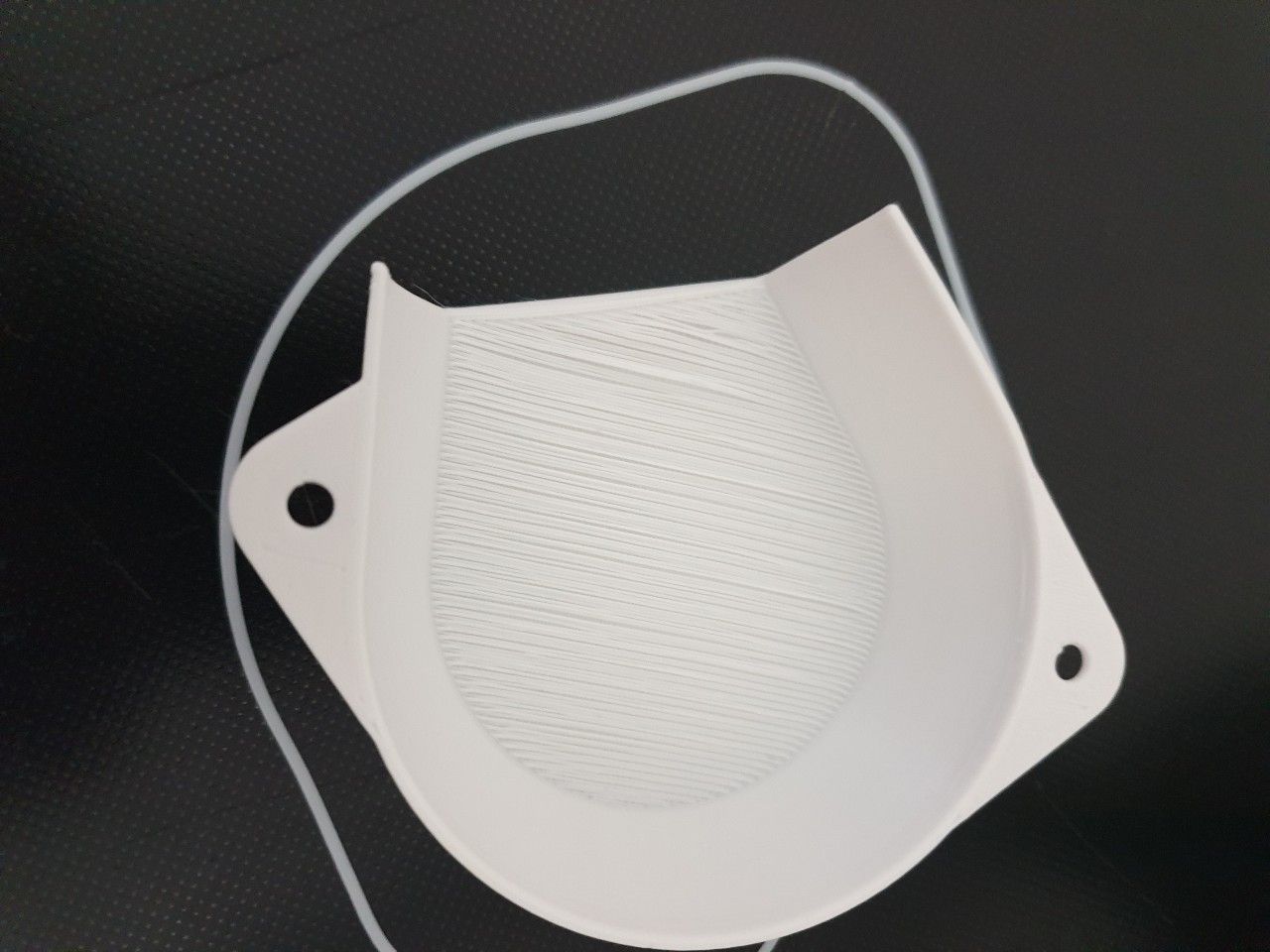
Bonjour tout le monde, Allez pour changer un p'tit noob qui galère avec son imprimante . Harware/Software : Ender 3 Cura (profil Ender 3 standard) Problème rencontrer : Qualité d'impression de mauvaise qualité Des parties non imprimées Ne fini pas les impressions qui dépassent 5 cm de haut. etc... Contexte : C'est une imprimante que j'ai récupéré suite au départ de son proprio à l'étranger. L'imprimante n'avait pas dû imprimer depuis plusieurs semaines/mois. J'avais une bobine d'ABS gris fournis avec. Je ne l'ai pas encore utilisé, ne sachant pas comment elle avait été stocker. J'ai donc acheté une bobine de PLA blanc de la marque Creality, afin de partir sur un truc "origine". J'ai dépoussiéré la bête, passé un petit coup de contrôle des serrages de partout (en regardant quelques tutos), régler la hauteur du plateau et de la buse (tuto), et lancé une première impression (résultat gros fail ^^). J'ai remarqué que le filament avait du mal à sortir et lors de ma calibration de l’extrudeur j'ai constaté une consommation de 2 cm de fil pour une demande de 10. Après démontage du tube PTFE ce dernier était visiblement abimé. Je l'ai donc remplacé et au passage ai mis un kit extrudeuse Capricorne. J'ai refait une calibration et pratiquement pareil, je me suis dit tant pis je fais le calcul (je tombe sur un joli 270 à mettre en réglage à la place de mon 93). Bingo j'ai bien mes 10cm qui sont consommés. Je lance une impression (le cube) c'est pas mal. Je lance une seconde et là le drame, plus rien ne sort. J'ai donc tout démonté, la buse avais une tête bizarre, je l'ai donc remplacé. J'ai du mal mis prendre, car j'ai abimé le tube PTFE quand je l'ai démonté. Je l'ai donc remplacé de nouveau. J'ai fait quelques impressions pour tester (le cache psu fan par exemple), c'est mieux, mais j'ai pas mal de soucis de qualité (cf. photos plus bas). J'utilise pour le moment les réglages de base de la Ender 3. J'ai tenté de monté le temps à 210 et le plateau à 60 sans trop de succès. Voilà, je vais continuer mes recherches de mon côté pour remédier à ce souci. Mais si vous avez des idées, conseils, etc. je suis preneur. Photos :



-
Bonjour, Je m'appelle Jonathan, je suis sur Vienne (38). Je viens de me trouver une petite Ender 3 (v1 il me semble) histoire de testé pour voir si ça me botte ou pas. J'ai récup l'imprimante un peu poussiéreuse, elle n'a pas tourné depuis plusieurs mois. Et je n'ai aucun accessoire (même pas la SD). J'ai réglé le plateau à la feuille, mais j'ai l'impression que les ressorts ne sont pas top (j'ai l'impression de devoir le régler à chaque fois que j'imprime). Je vais commencer par tenté de la régler correctement et imprimé les quelques améliorations basiques à lui greffer. Pour le moment, j'ai fait quelques fail ^^ mais je pense que c'est un problème de réglage. @+ sur le forum . Matériel : - Creality Ender 3 (1.1.6.2) Slicers : - Cura


.jpg.2bbd2a92bc46788cbb496718d6f3563f.jpg)
.jpg.1a7608412c0829979ff280c2fd03966f.jpg)
.jpg.c3ae494633c46bbe861d5a322fc22c60.jpg)
.jpg.b58d88f3f40950cc8377c4162bbba500.jpg)
.jpg.b064280f9aec068a48dfc50de9520639.jpg)
.jpg.12677e27821dd70d933bd503083b0349.jpg)