Papy Dydy
-
Compteur de contenus
35 -
Inscrit(e) le
-
Dernière visite
Récompenses de Papy Dydy
")





-
Bonjour Orinis, Comme dit hyoti c'est souvent un problème de réglage plateau. J'ai eu la même chose après le changement des ressorts par des tubes silicone. Et j'avais le phénomène avec une partie de mes filaments, pas tous. Refais un réglage de base du plateau et ensuite travaille sur le reglage du Z pour la buse. Si possible fait tous tes réglages avec le même filament pour être certain de ne pas te disperser dans tes essais. Bon travail
-
Tracasse pas tu serres modérément c'est très bien. Laisse savoir si ca a réglé ton problème
-
Le problème c'est que tu serres lorsque c'est froid et lorsque ca chauffe les pièces de matière différentes se dilatent différemment. J'ai eu le soucis et lorsque je passais un coup de brosse laiton sur la buse pour nettoyer j'ai remarqué que le corps de chauffe tournait. Regarde la vidéo, c'est expliqué. Bonne soirée
-
Bonjour masshyst, Comme MrMagounet je penses aussi pour avoir eu le problème a une fuite. Je te conseil de regarder cette petite vidéo bien faite qui a réglé mon soucis.
-
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Papy Dydy en réponse au topic de Cybernetic Webman dans Artillery
Bonjour Savate, j’ai dans mon end code une rétraction importante du filament donc a vérifier pour lui si ca lui convient. -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Papy Dydy en réponse au topic de Cybernetic Webman dans Artillery
Je pense que c'est le mieux a faire effectivement. -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Papy Dydy en réponse au topic de Cybernetic Webman dans Artillery
Tu as bien deux fois le Gcode de début d'ou le problème.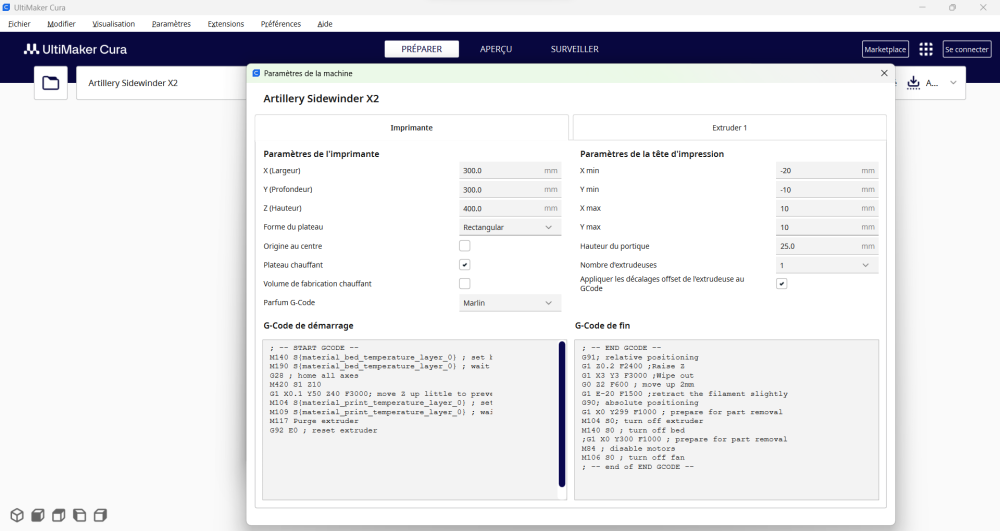
-
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Papy Dydy en réponse au topic de Cybernetic Webman dans Artillery
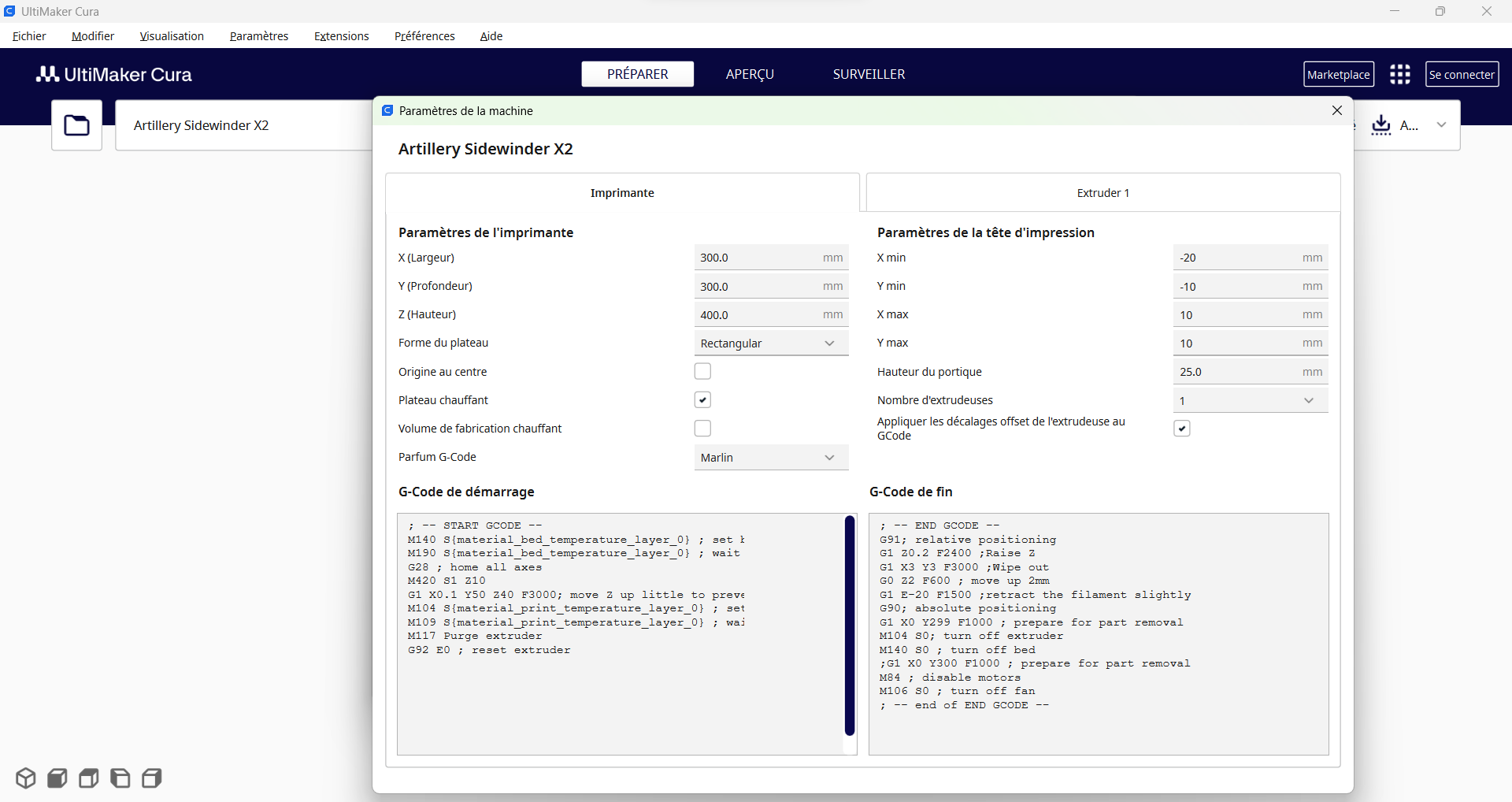
Mais c'est le Gcode de début pour moi ca. Tu as le même Gcode de début que de fin il me semble. Le Gcode de fin devrait ressembler a ca ; -- END GCODE -- G91; relative positioning G1 Z0.2 F2400 ;Raise Z G1 X3 Y3 F3000 ;Wipe out G0 Z2 F600 ; move up 2mm G1 E-20 F1500 ;retract the filament slightly G90; absolute positioning G1 X0 Y299 F1000 ; prepare for part removal M104 S0; turn off extruder M140 S0 ; turn off bed ;G1 X0 Y300 F1000 ; prepare for part removal M84 ; disable motors M106 S0 ; turn off fan ; -- end of END GCODE -- -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Papy Dydy en réponse au topic de Cybernetic Webman dans Artillery
Bonjour, quel est ton Gcode de fin? Ici je ne vois que le Gcode de démarrage il me semble -
Bonjour, A entendre le bruit je penserais a l'engrenage fixé sur le moteur d'entrainement du système a filament qui est abimé ou fendu et qui saute sur son axe. Mais bon voila juste une idée a entrevoir.
-
Bonjour pommeverte, j'ai bien avancé avec tes infos et celles de aldo. Dans ton code de démarrage puis-je modifier la ligne ci-dessous afin de garder la buse un peu plus haute et pouvoir passer une brucelles pour retirer la coulée? G1 X0.1 Y20 Z20 F3000 ; move z up little to prevent scratching of surface. Si cela convient, je vais regrouper les infos et faire un post ici plus bas marqué résolu pour faciliter la recherche pour les suivants. Bonne journée Pour info, pas moyen de rentrer pour modifier l'eprom avec le pas et en plus ici c'est donné en mm³ j'ai donc changer le débit max de 100 a 80%
-
Merci Aldo, je vais m'attaquer a ca Merci pommeverte, je vais essayer en suivant tes infos et celles de Aldo pommeverte, je viens de tenter d'imprimer ton fichier, j'ai mis la buse a température mais rien ne bouge et je n'ai plus la possibilté d'utiliser les touches de l'écran, tout est bloqué. Prontface et octoprint, impossible a installer
-
Bonjour pommeverte, voila j'ai eu l'occasion de faire un ou deux essais et le start code que tu m'as donné fonctionne bien, merci. J'ai un peu de soucis de cheveux d'ange . j'ai du faire une pause d'impression et la buse laisse couler du pla. Je pense donc qu'avant d'aller plus loin, dans les réglages et l'apprentissage, maintenant est venu le temps de régler le pas de l'extrudeur. J'ai cherché mais je ne trouve pas pour cura5.4.0 avec la sidewinder X2. Peux tu m'aider ou préfères-tu que je crée un nouveau post pour plus de visibilité. Bonne journée
-
Voila c'est bingo . chauffe du plateau zérotage du bl touch puis seulement chauffe du corps. super, merci. Il y a tjs une petite coulée mais a mon avis après avoir réglé le pas ca devrait aller mieux. Par contre j'ai voulu installer Octoprint et Pronterface mais pas moyen il reconnaissent pas Cura 5.4.0 au la sidewinder X2 Une autre question en attendant de réussir a régler le pas, ne pourrais t'on pas au code de fin faire une rétraction un peu plus grande et Ou lui faire faire sa phase de chauffe tout en avant du plateau ou le pla sortira mais ne gênera pas la future impression au centre du plateau . Je me lance dans ma folie, un truc dans le style ( G1 X0 ; Y-100 ; Z10 ; ) après le code M420 S1 Z10 ? oups par contre, comme tu n'avais pas de "; -- START GCODE --" ni de "; -- END GCODE --" dans ton fichier gcode, je pense que le copié-collé n'a pas fonctionné. Non encore une erreur de ma part j'avais juste copier les codes pas le texte
-
Lorsque je lance une impression la première chose qui chauffe c'est la buse puis le plateau. Je viens d'essayer d'essayer en supprimant les deux premières lignes du G-code de démarrage et ca chauffe tjs!! cache pc v0.gcode Test01.zip