SamMeridius
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par SamMeridius
-
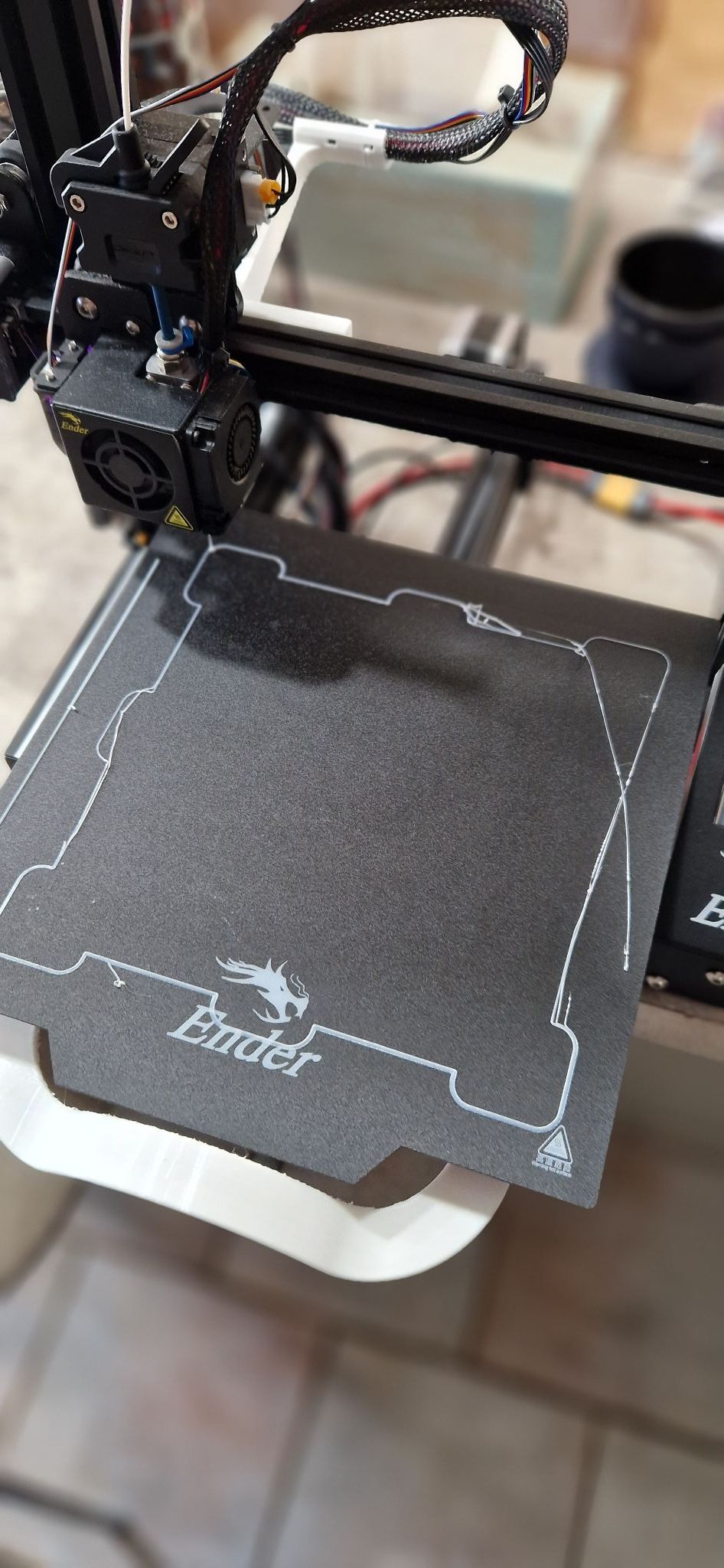
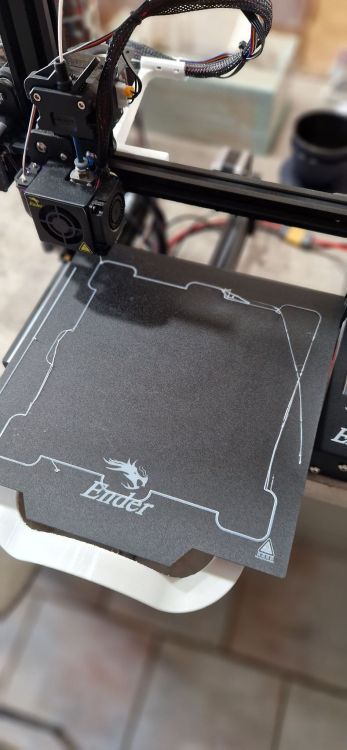
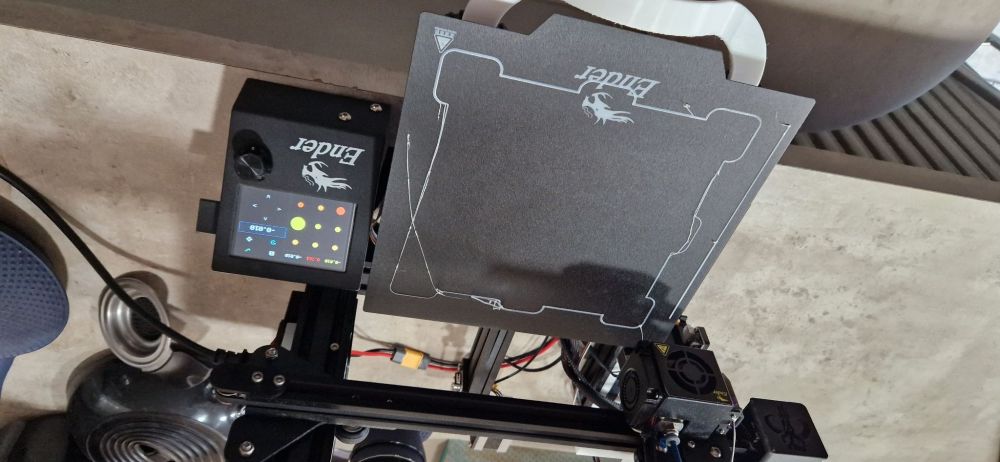
Bonjour, J'ai une Ender-3 avec CR-Touch avec laquelle j'ai pu imprimer sans soucis. J'ai également remplacé les ressort par des ressorts en silicone pour plus de stabilité. J'utilise un plateau aimenté. Après plusieurs semaines sans imprimer, j'ai un problème d'accroche sur le plateau. J'ai fait un leveling manuel avec feuille pour reconfigurer l'offset, j'ai refait un leveling auto et j'ai la commande dans mes gcode pour faire un leveling à chaque début d'impression en 9 points. Pourtant, comme on peut le voir sur les photos ci-dessous, la bande de purge à gauche est ok, l'impression adhère bien après réglages sur le bas et le haut du plateau, mais au milieu, la buse survole le plateau. Comment résoudre ce problème ? Pourquoi le plateau semble curvé et pourquoi le CRtouch ne compense pas ? Merci beaucoup de l'aide que vous pourrez m'apporter.
-

[Ender 3] Retraction avec extrudeur direct drive
SamMeridius en réponse au topic de SamMeridius dans Creality
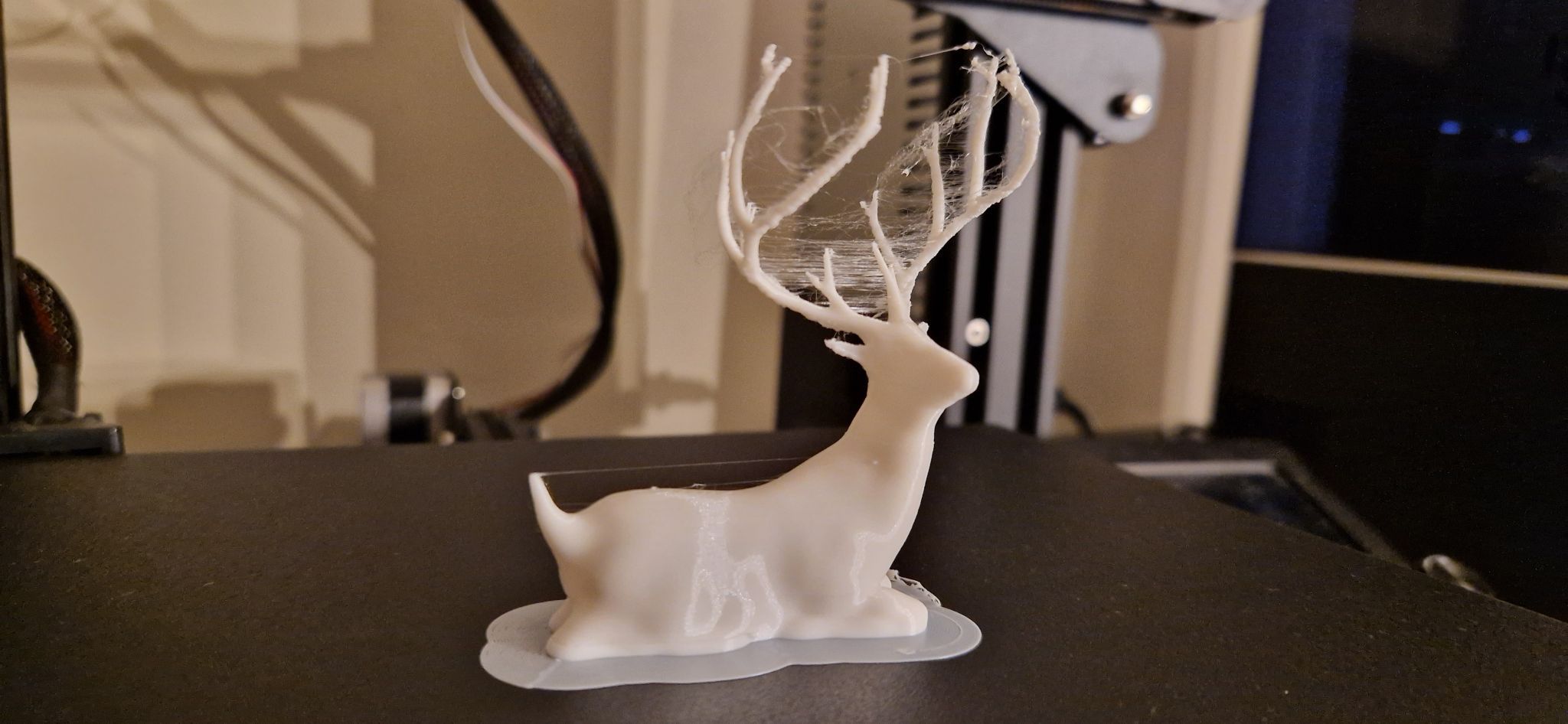
Autre essai avec un autre cerf. Le rendu est bien je trouve, propre et régulier. Malheureusement, c'est encore les bois qui font défaut. Les cheveux d'ange, même si on les retire, vont laisser des bois peu esthétiques alors que le corps du cerf est lisse. Quelqu'un a déjà eu le problème ? Est-ce que vous avez une idée pour le résoudre et obtenir une impression parfaite ? Merci à vous.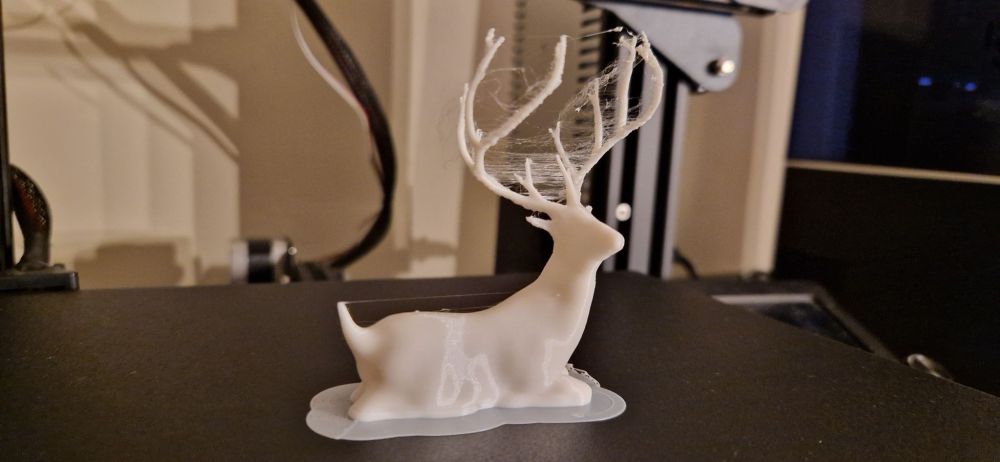
-
[Ender 3] Retraction avec extrudeur direct drive
SamMeridius en réponse au topic de SamMeridius dans Creality
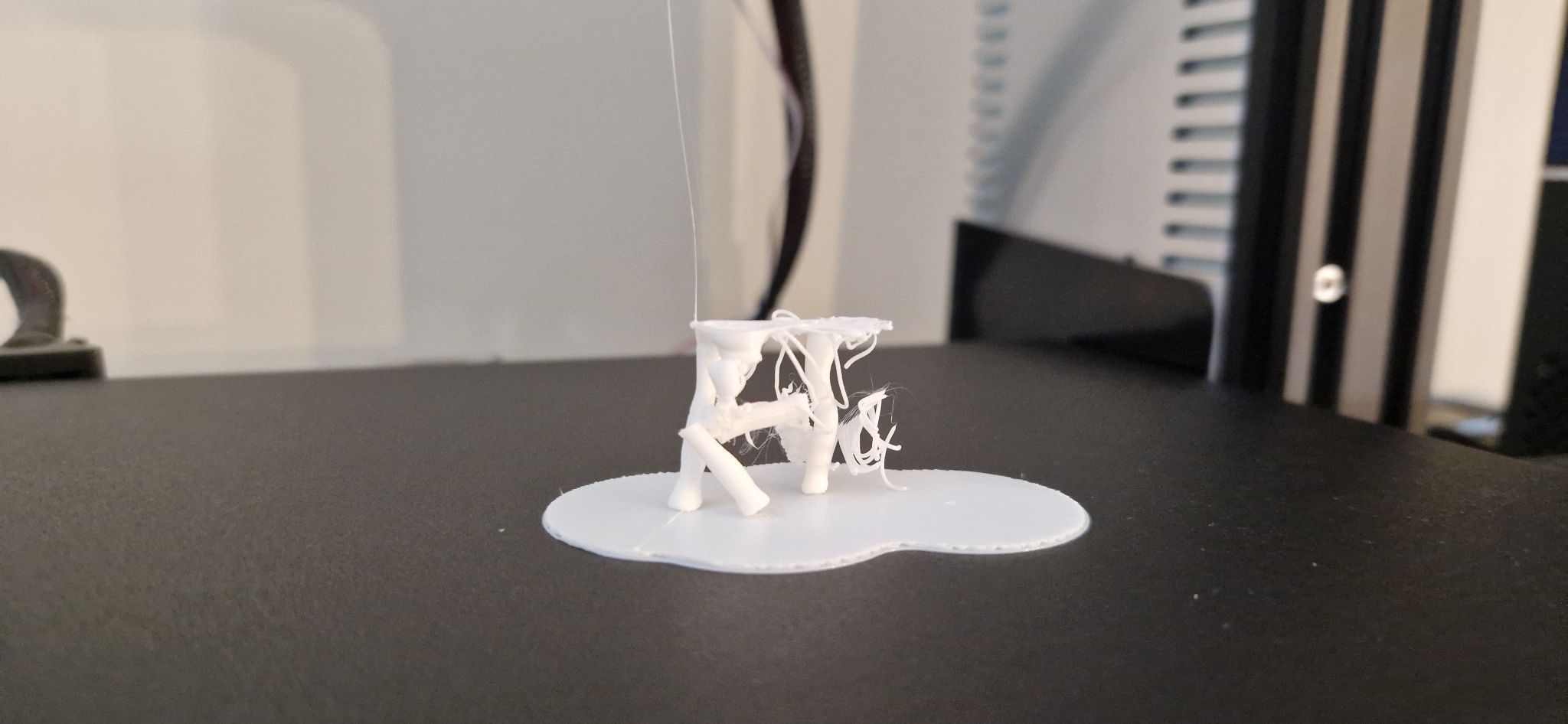
Bonsoir, Après un nouvel essai, j'ai pu imprimer le cerf en entier. Il est possible d'améliorer les supports et d'obtenir un meilleur rendu pour les pattes, celle de l'arrière est très inclinée et le support n'était pas assez proche mais ce n'est qu'un détail. En revanche, bien que les bois soit sorti, le rendu est plutôt brouillon, déjà pour le stringing mais aussi pour l'aspect général qui n'est pas régulier, voyez plutôt. Le cerf mesure environ 7 cm de haut et au pied à coulisse, les bois ont une épaisseur de 1mm environ. Je ne saurai pas dire si c'est un soucis de réglage à identifier ou si c'est lié aux limites de la ender 3. En installant un système direct drive, je m'attendais à pouvoir sortir ce genre de pièce parfaitement et la vitesse n'est pas un critère, je ne suis pas pressé. Si vous avez des idées pour améliorer ça, je suis preneur, température, vitesse, rétraction, etc. je ne sais pas par quoi commencer. Merci déjà pour votre aide précieuse. Bonne soirée.
-
[Ender 3] Retraction avec extrudeur direct drive
SamMeridius en réponse au topic de SamMeridius dans Creality
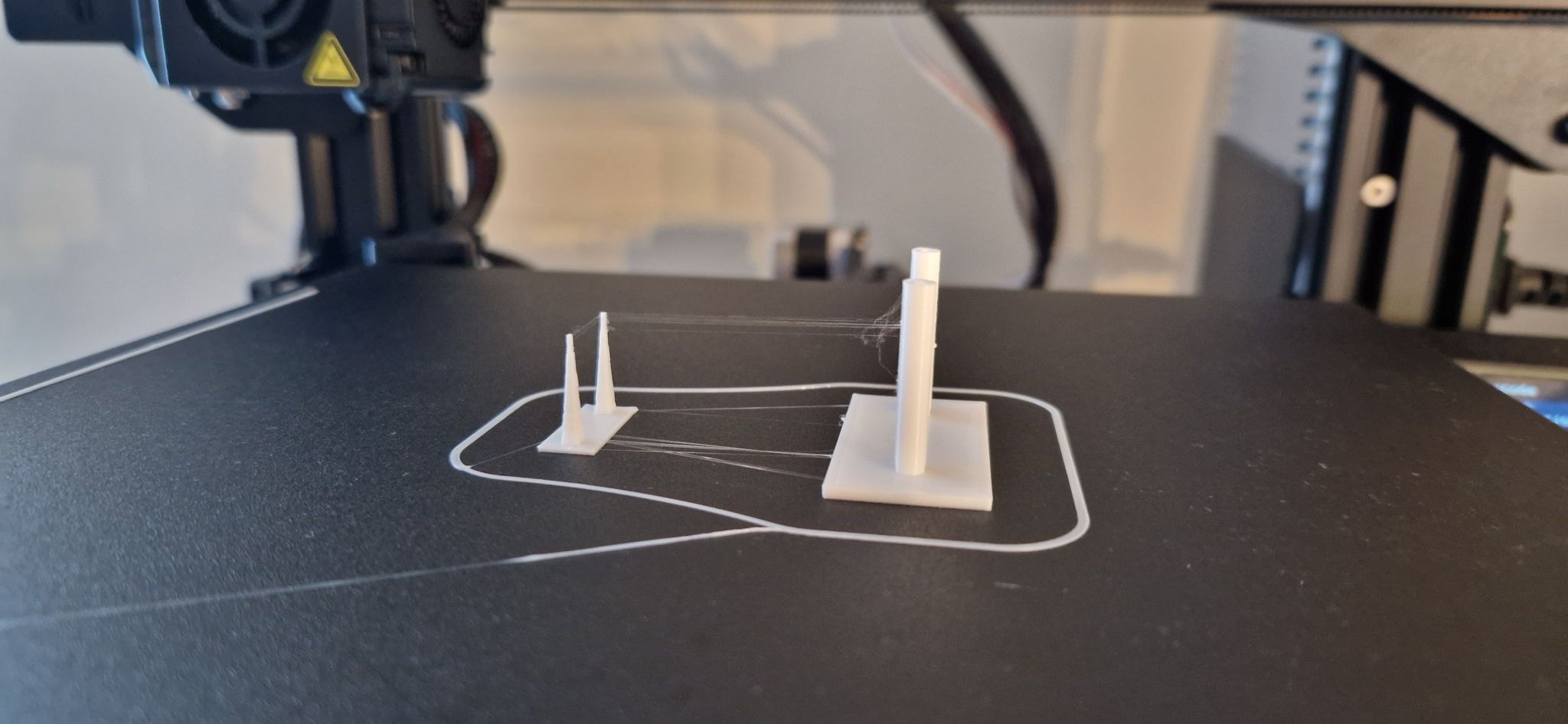
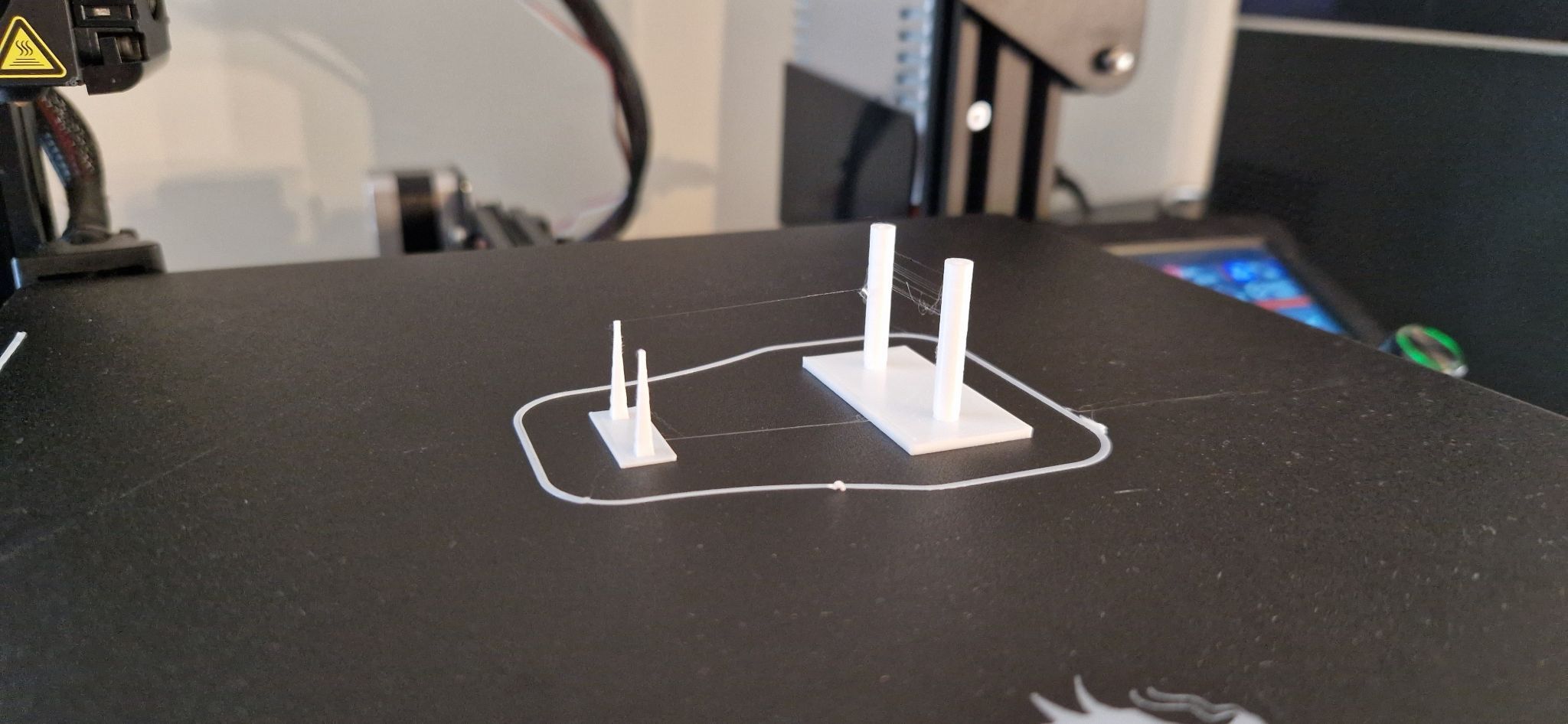
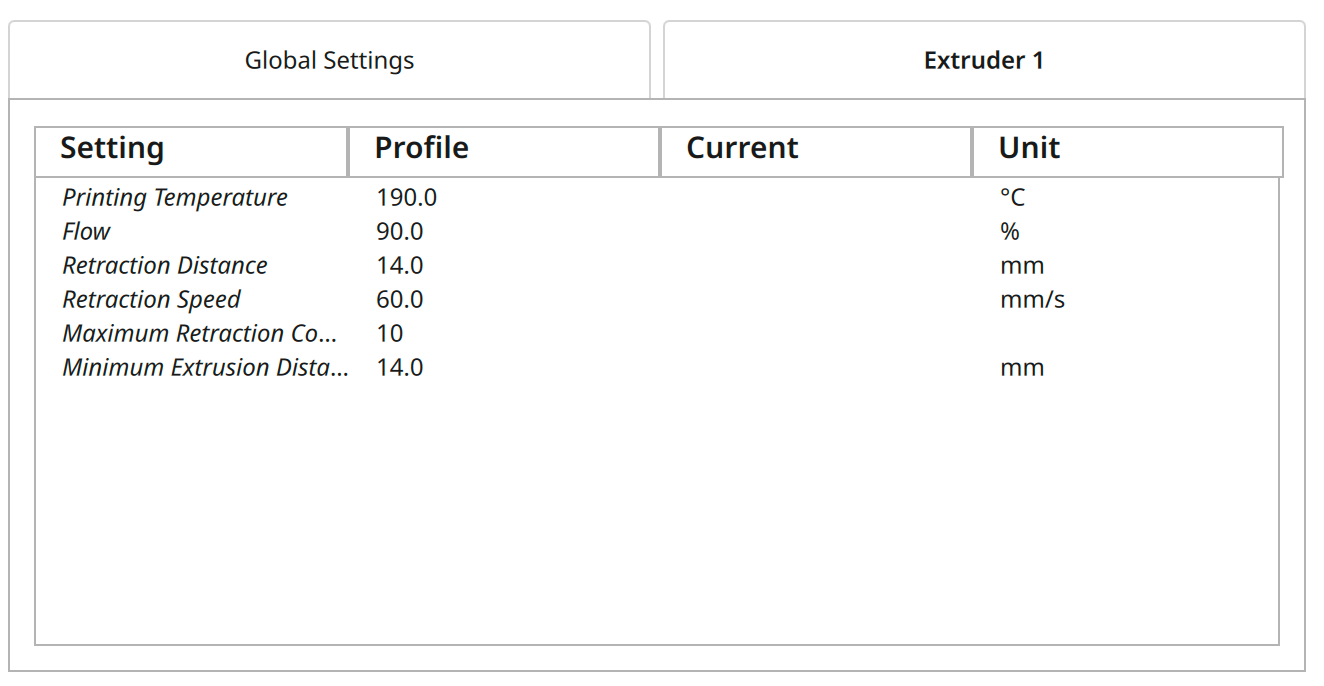
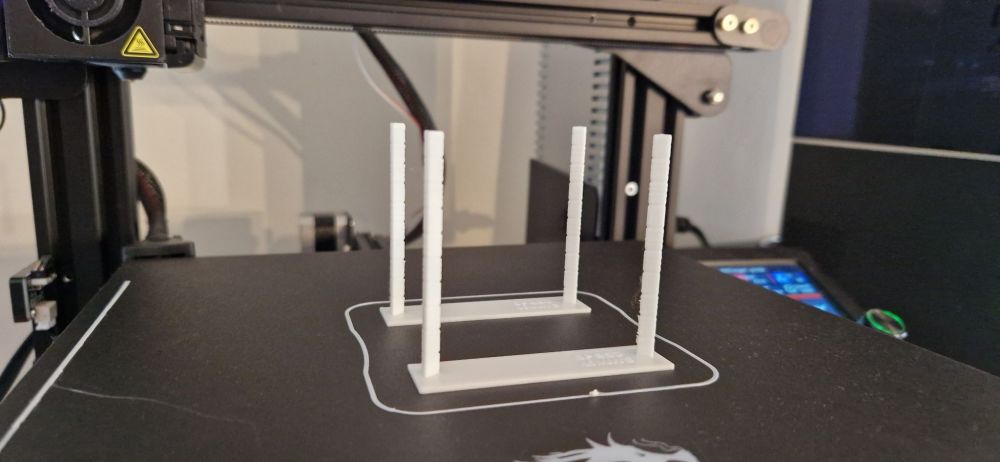
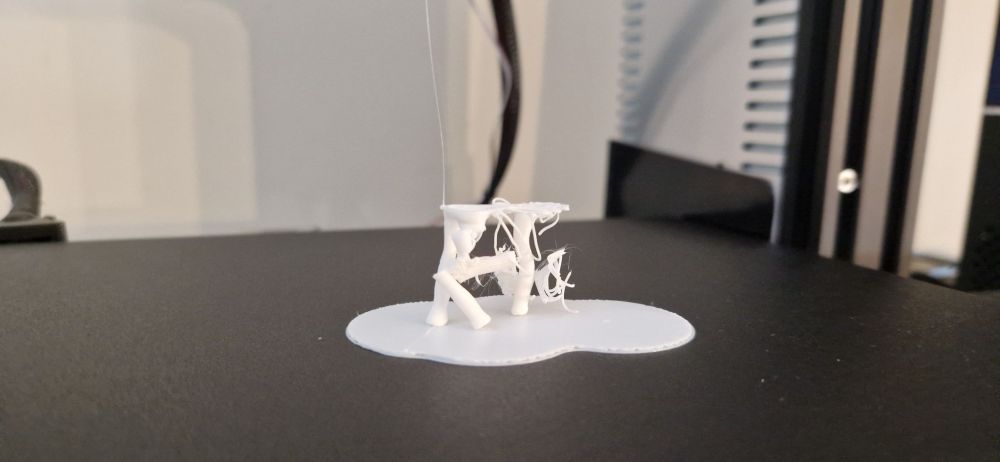
Bonjour, Merci pour vous retours. J'ai refait un test de tour de rétraction à la vitesse de 45mm/s, entre 0.6mm et 1.5mm de rétraction, le tout avec une température réduite à 190°. La tour semble donner des bons résultats à partir de 1.4mm, ce qui semble être beaucoup mais pourquoi pas. Pour le vérifier, j'ai fait des tests sur des impressions plus petites avec une extrusion à 0.8, 1.2 et 1.4mm : En effet, les 1.2 et 1.4mm sont plus propres, j'essaye deux tours en 1.4mm de rétraction, 45mm/s et toujours 190° à 50mm/s d'impression : Par rapport à la première tour et aux essais de la veille à 200°C, le résultat est propre, sans cheveux d'ange ni départ, c'est le résultat que j'espérais. Fort de cette nouvelle configuration, je me lance dans l'impression d'un cerf avec ses bois pour voir la qualité du rendu. Vu le modèle fin, j'ai réduis la vitesse d'impression à 25mm/s et la vitesse de déplacement à 75mm/s histoire de réduire les vibrations et le risque de casse... Mais visiblement, ça ne suffit pas ! Voici le résultat espéré : Vous avez des idées pour expliquer la casse sur les jambes et le moyen pour réussir une pièce comme celle-là ? J'aimerai arriver à sortir les bois correctement mais je bloque sur les jambes ^^ Merci à vous.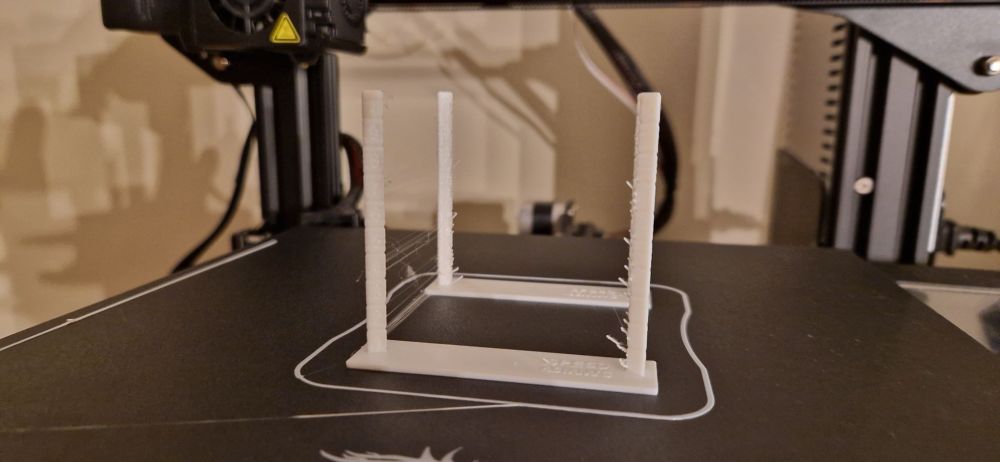
-
[Ender 3] Retraction avec extrudeur direct drive
SamMeridius en réponse au topic de SamMeridius dans Creality
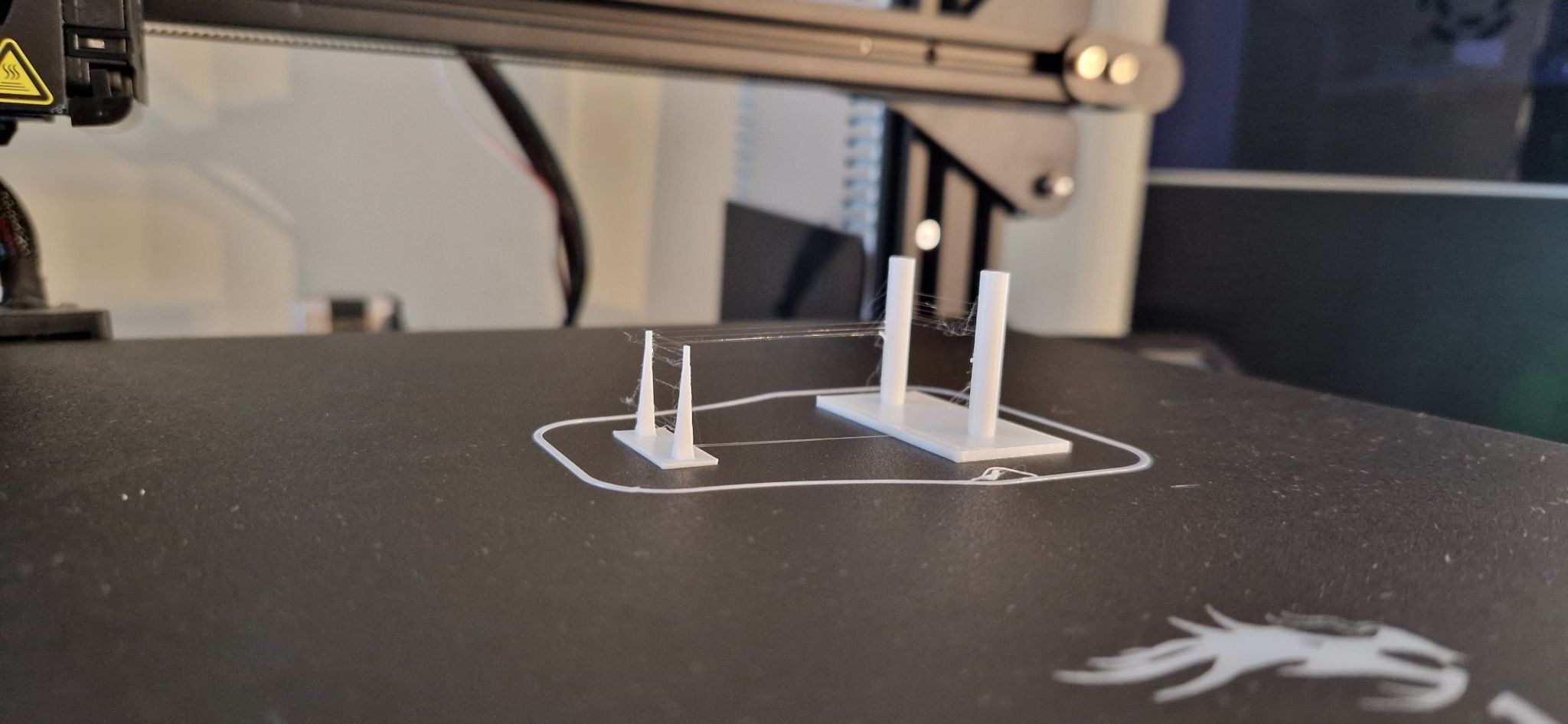
Hello, J'ai fait une tour de température et j'ai trouvé que 200° était une bonne valeur mais je vais essayer de descendre à 195° puis 190° voir si ça réduit le stringing sans risque de bouchon. J'était à 0.8mm et 40mm/s et comme vu sur la première tour, c'est plutôt une bonne config mais elle ne semble plus suffir sur des déplacements plus grands ou plus nombreux avec 2 tours. Je vais tester aussi de monter à 45mm/s mais à 1.2mm j'ai quand même un meilleur résultat, à voir si ça change avec une température plus faible. Le PLA que j'utilise est le Ender series de Creality en blanc ou le PLA+ de SUNLU en gris. Merci,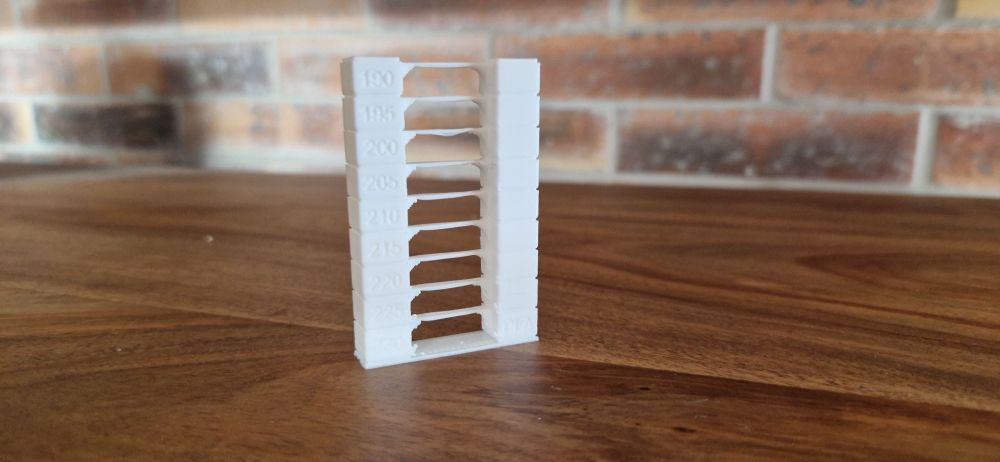
-
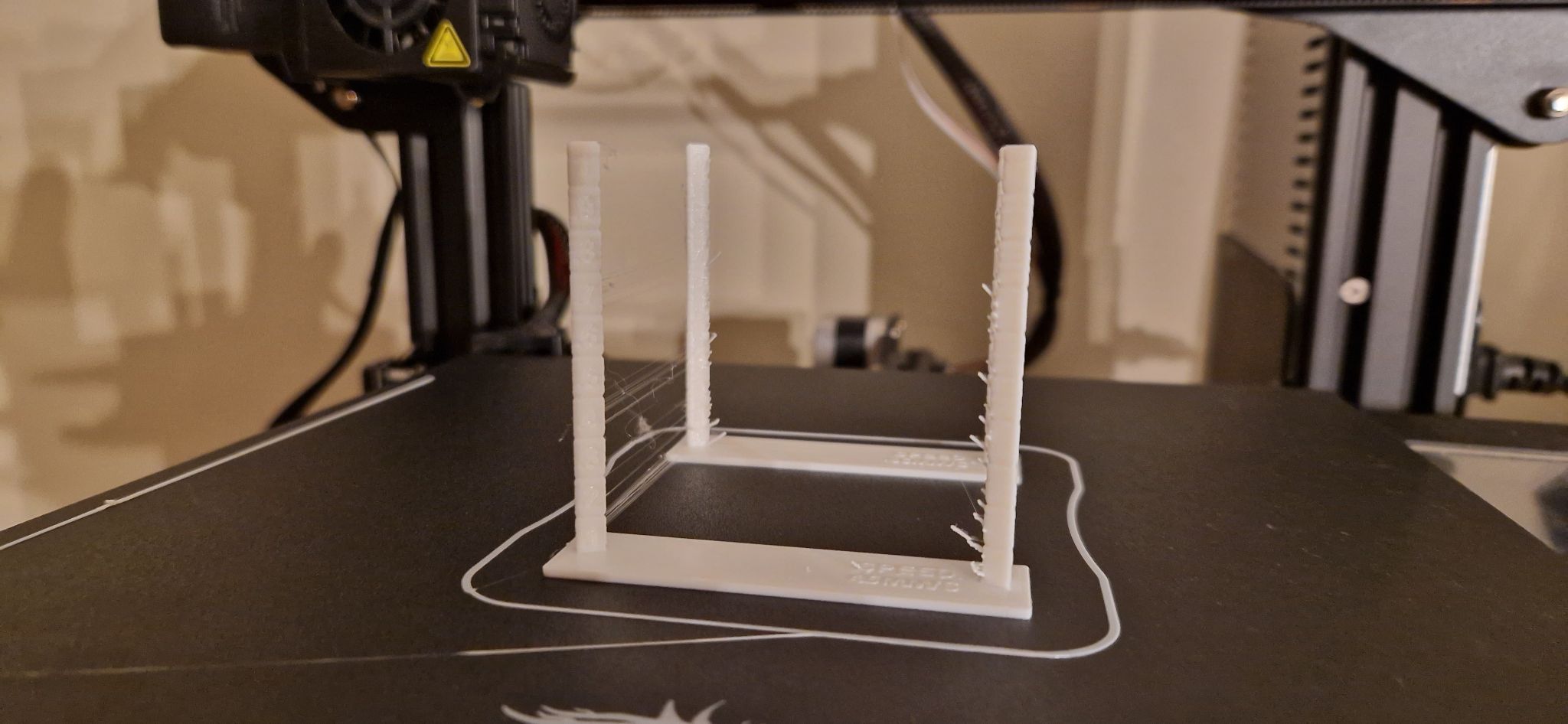
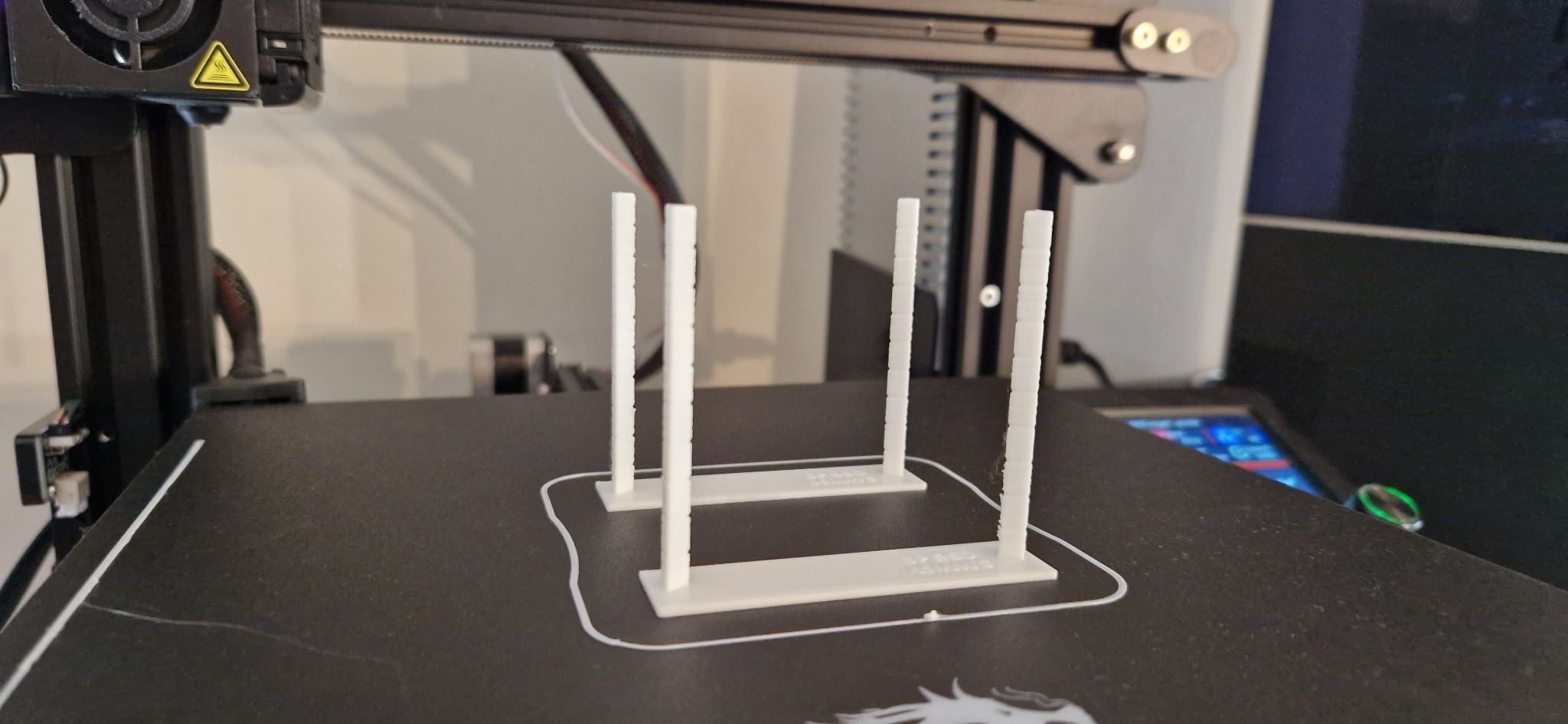
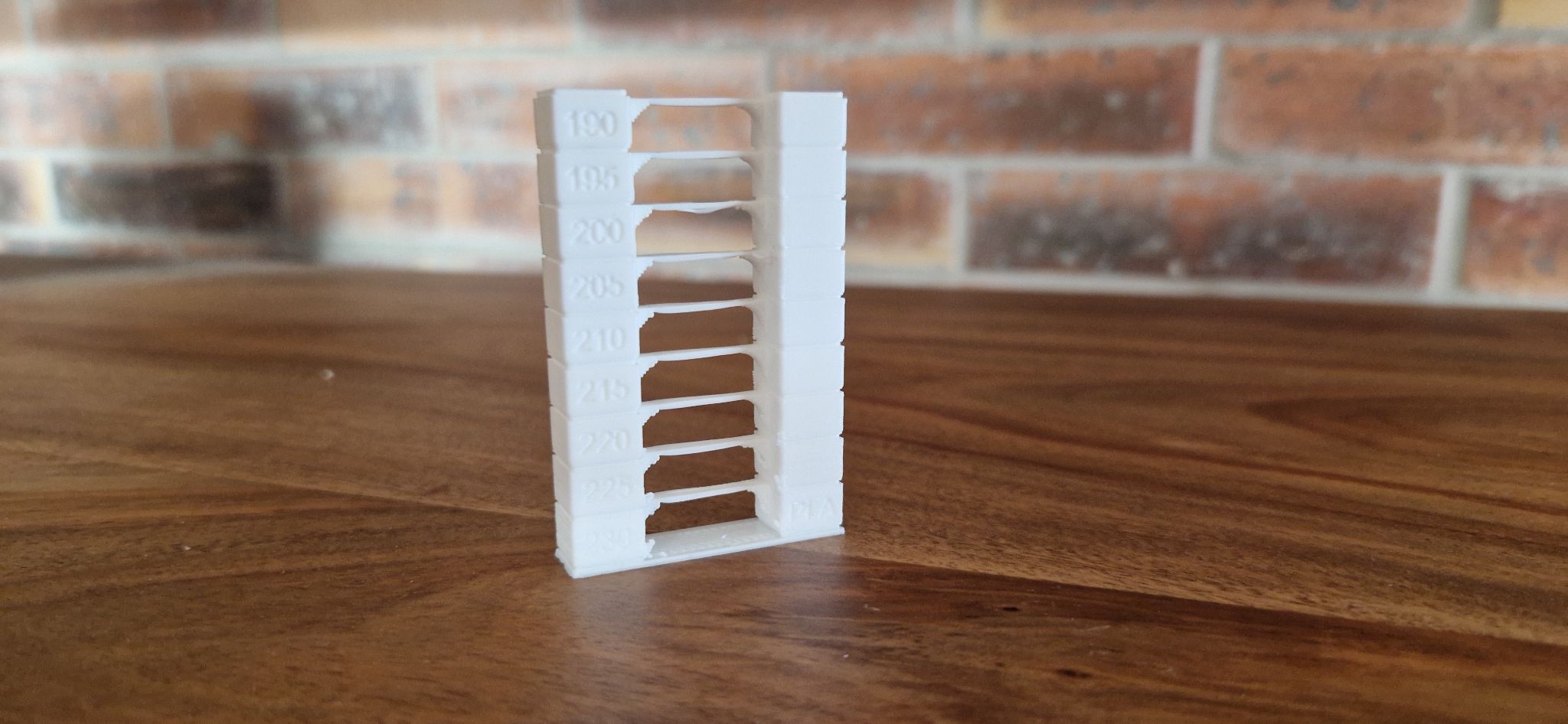
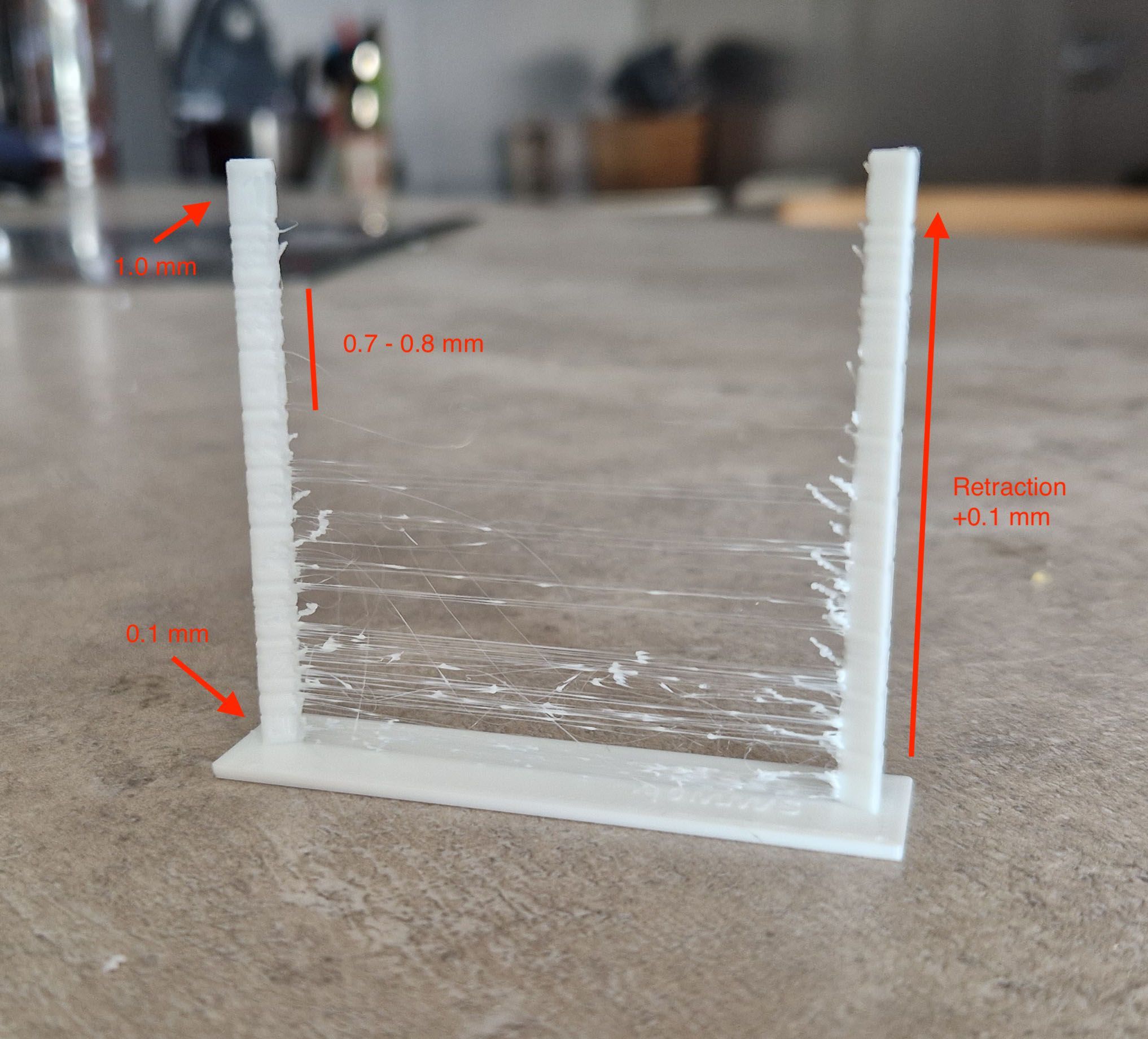
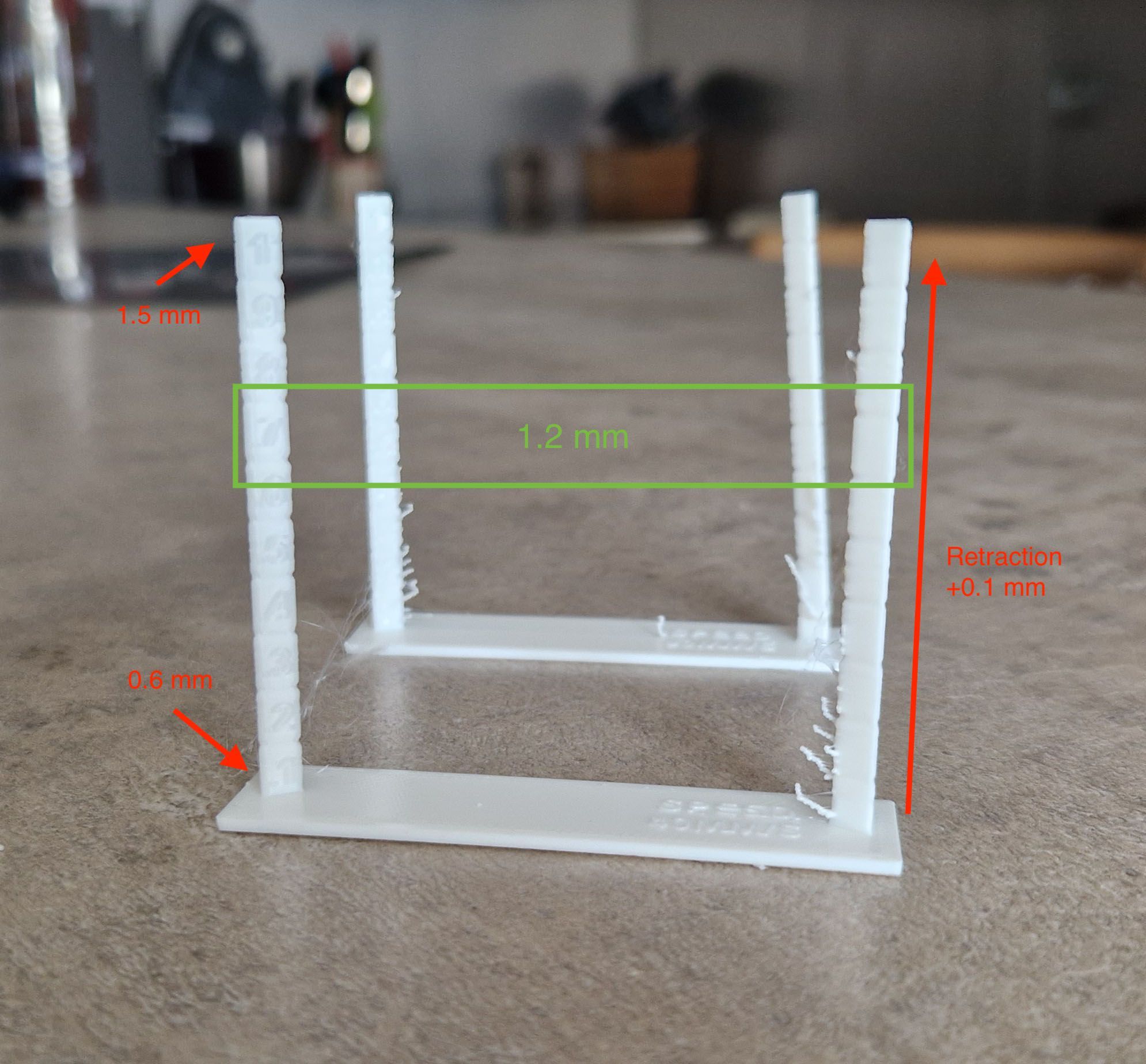
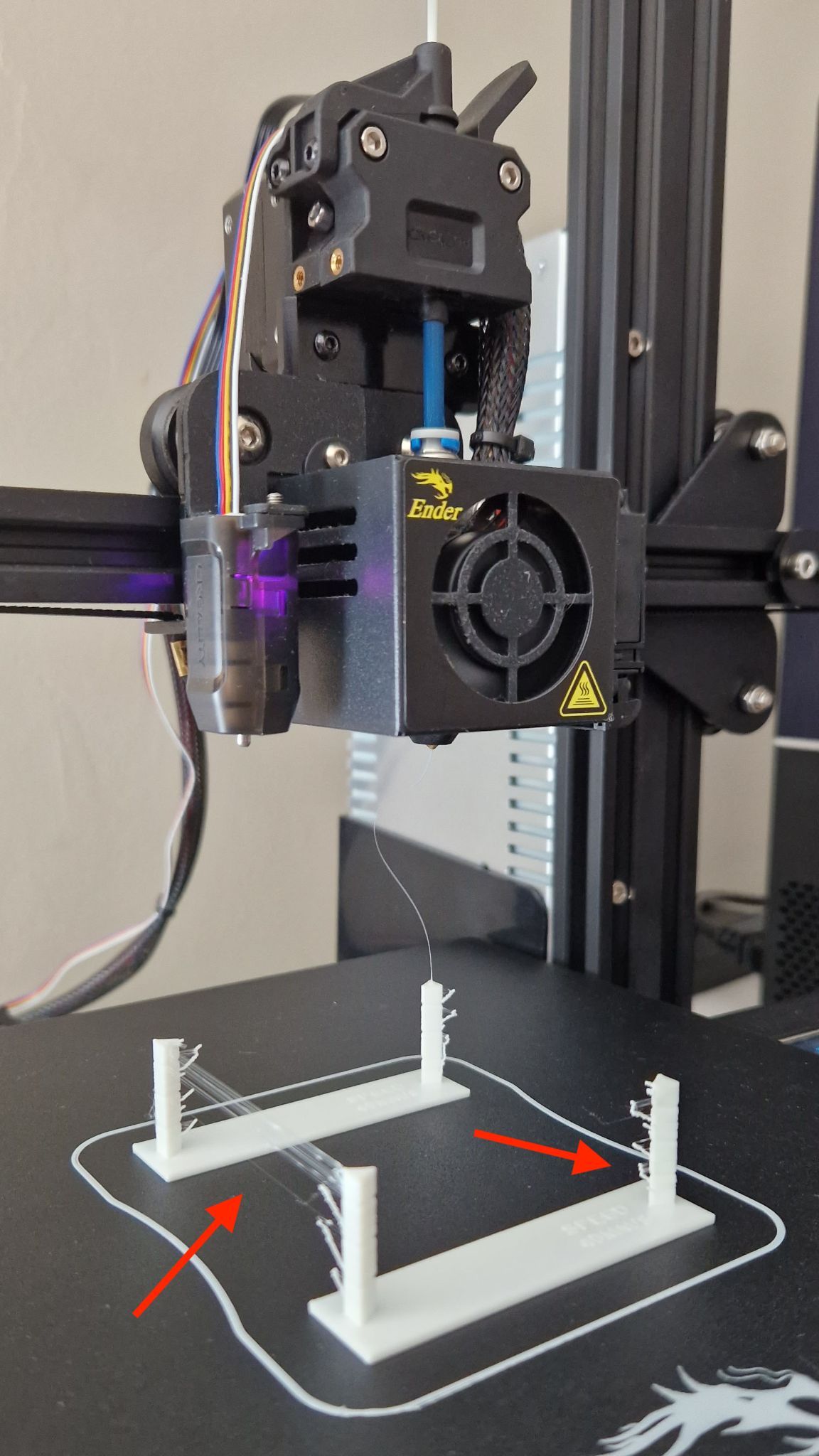
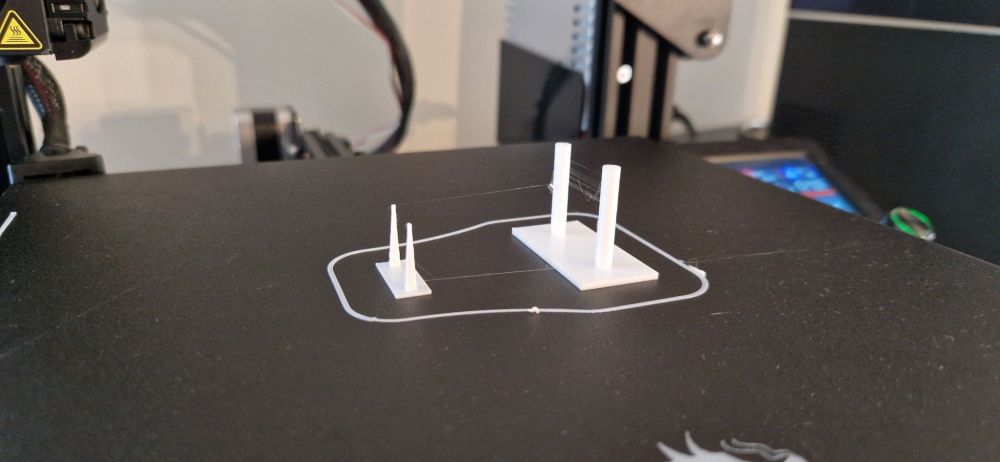
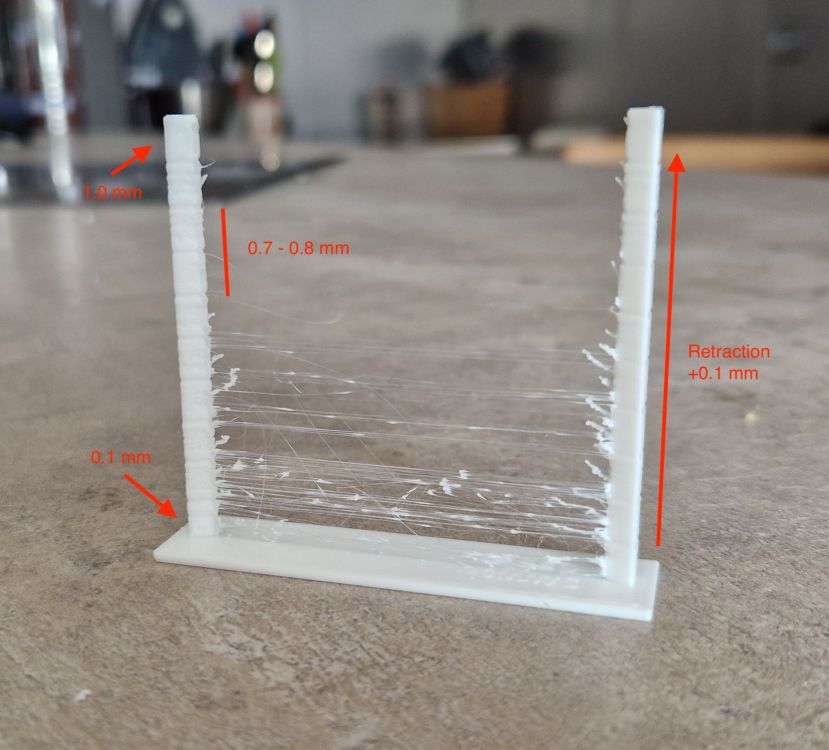
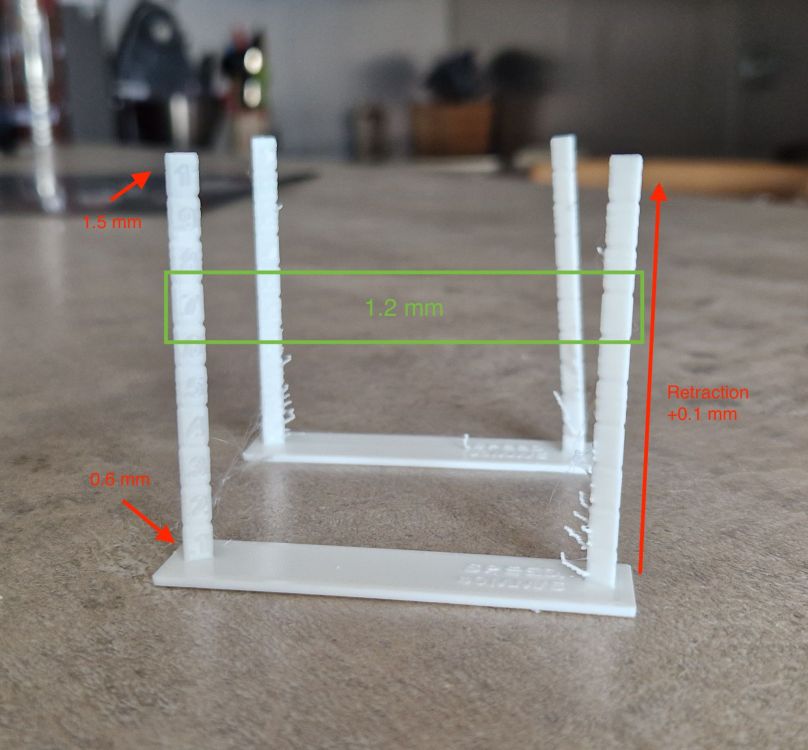
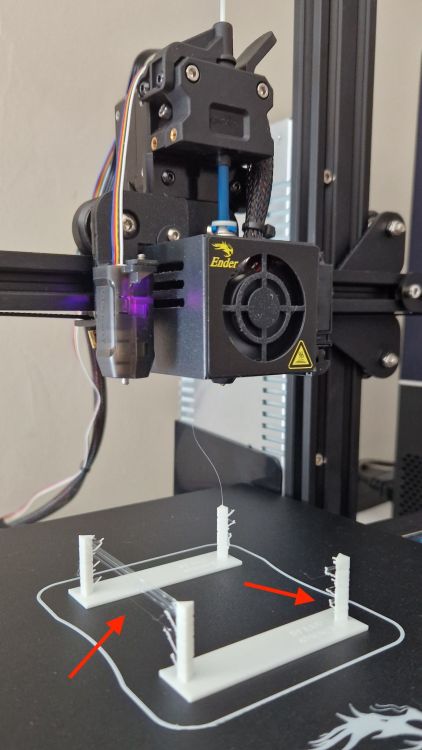
Bonjour, Après un montage d'un extrudeur direct drive sur ma Ender 3, je cherche le réglage parfait pour la rétraction et éviter toute forme de stringing. Pour cela, j'ai imprimé une tour de rétraction, à la vitesse de 40mm/s, avec une rétraction entre 0.1mm et 1.0mm à l'image d'une tour de température (voir l'image ci-dessous) Après une première tour, j'ai choisi d'en imprimer 2 autres sous la forme d'un carré, cette fois entre 0.6 et 1.5mm Pour obtenir aucun stringing ni départ de stringing, le bon réglage semble se situer à environ 1.2mm, toujours à la vitesse de rétraction de 40mm/s. Pour valider cela, je me lance dans une nouvelle tour mais cette fois, uniquement à 1.2mm en m'attendant à obtenir quelque chose de parfait... Perdu ! Pour information, j'imprime avec le profil dynamic de Cura pour la Ender 3 à une température de 200° sur du PLA, les impressions sortent très bien à l'exception de la génération de stringing que j'aimerai compenser. Auriez-vous une idée pour résoudre le soucis ? Je ne sais pas s'il faudrait augmenter ou réduire la vitesse de rétraction, la vitesse d'impression ou la température. Ou même un tout autre réglage. Merci pour votre aide.
-
[Ender-3] Impossible de supprimer le stringing
SamMeridius en réponse au topic de SamMeridius dans Creality
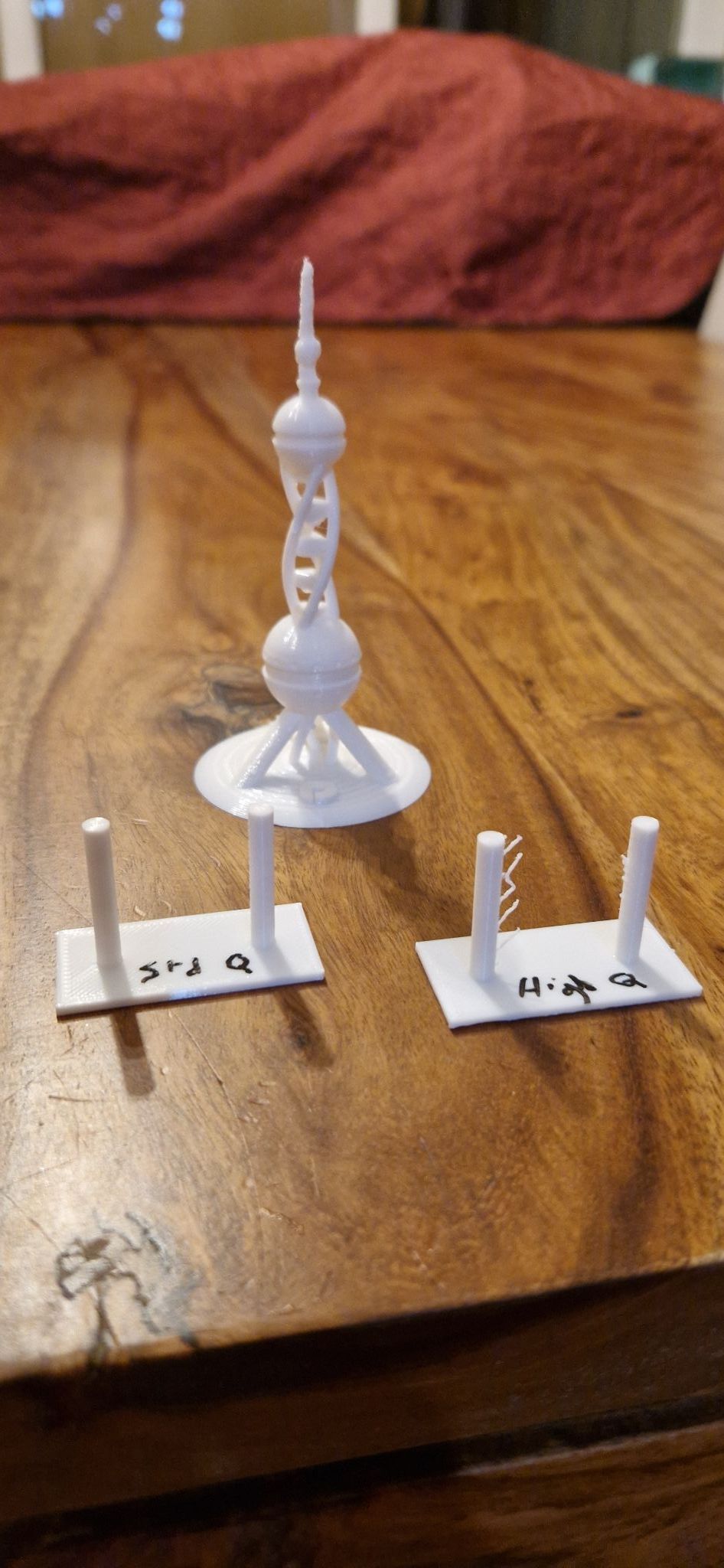
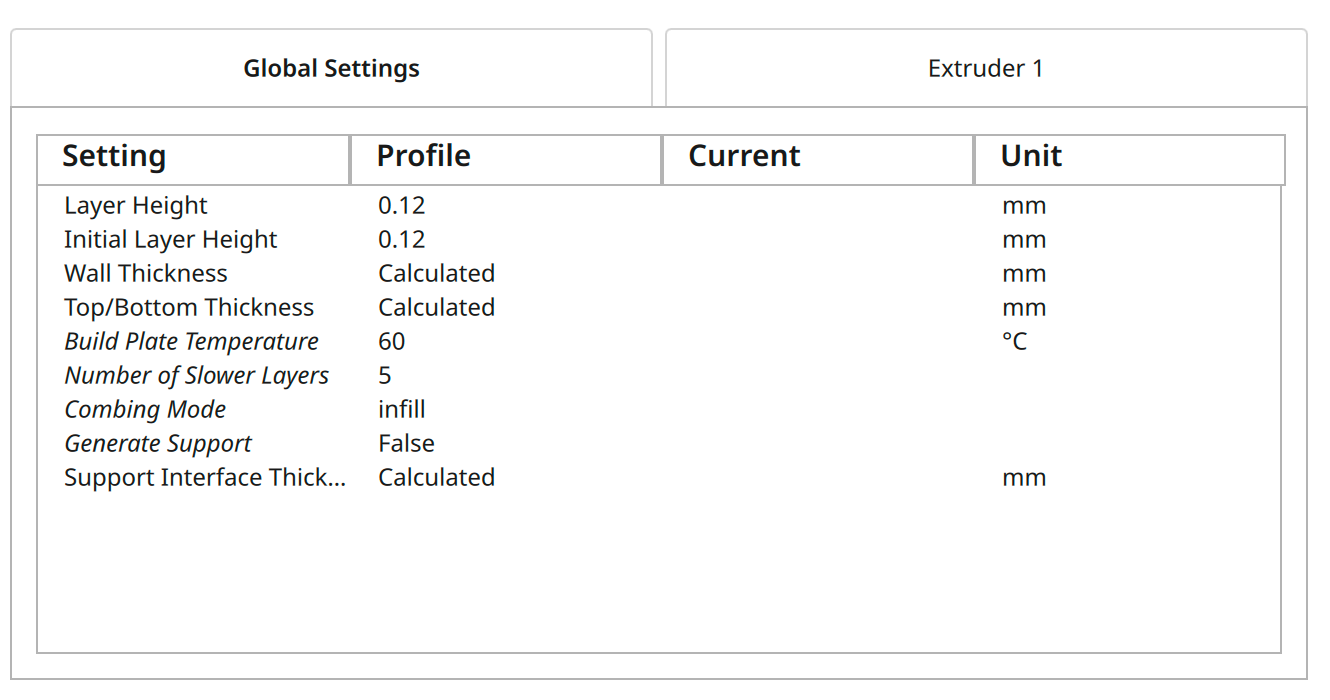
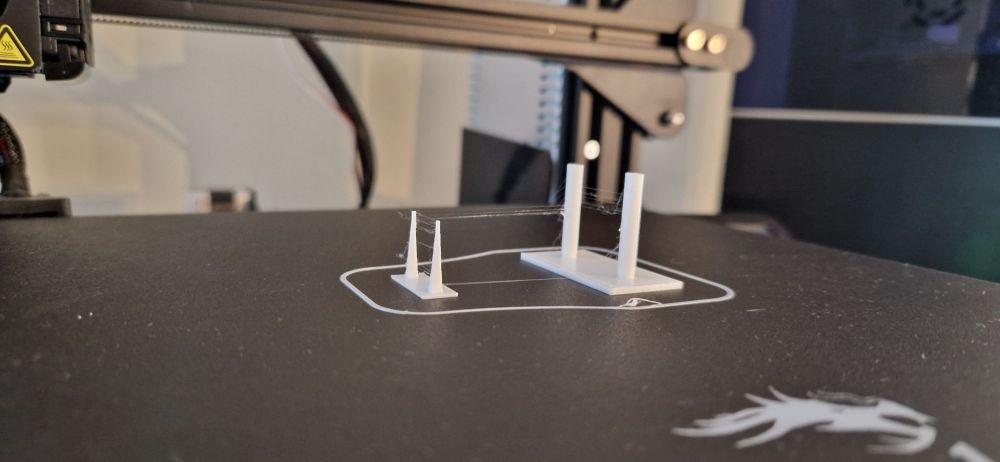
Merci à tous pour vos conseils. J'ai commencé par nettoyer tout le système puis je suis reparti sur les profils de Cura pour la Ender 3 : La configuration standard m'a donné un résultat très propre (à gauche), j'ai même pu sortir une tour (à l'arrière) avec cette même config. Par contre, la "Super Quality" m'a donné un résultat moins bon (à droite), sachant que la seule différence est surtout dans l'épaisseur des couches à 0.12mm. On voit bien les défauts sur la colonne de gauche du modèle. Si vous avez une explication, je suis preneur Soit le nettoyage était nécessaire, soit j'ai vraiment raté un truc sur ma config custom qui n'avait pour autant rien d'exceptionnel. Je vais y aller plus en douceur. Merci @Duncan4031 pour ton retour, j'ai également commandé un extrudeur à double engrenage avec un PTFE Capricorn, je teste ça dès que je le reçois. @Funboard29 merci pour le lexique, je ne connaissais pas le LW-PLA. En l'occurrence chez moi, c'était surtout un mauvais réglage J'ai pas prévu de faire ça tout de suite, mais j'ai bien en tête la possibilité de déplacer l'extrudeur directement sur la tête de chauffe, l'opération ne me fait pas peur et je compte bien tirer tous les avantages de ma Ender 3 mais je veux d'abord mieux maitriser les basiques. J'étais déjà très fier d'avoir réussit à remplacer la carte mère par une carte silencieuse et un écran tactile, c'est plus pratique. Prochaine opération prévue, le remplacement des ventilateurs.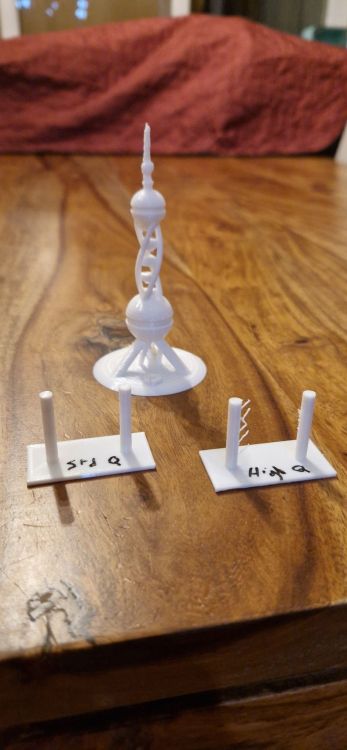
-
[Ender-3] Impossible de supprimer le stringing
SamMeridius en réponse au topic de SamMeridius dans Creality
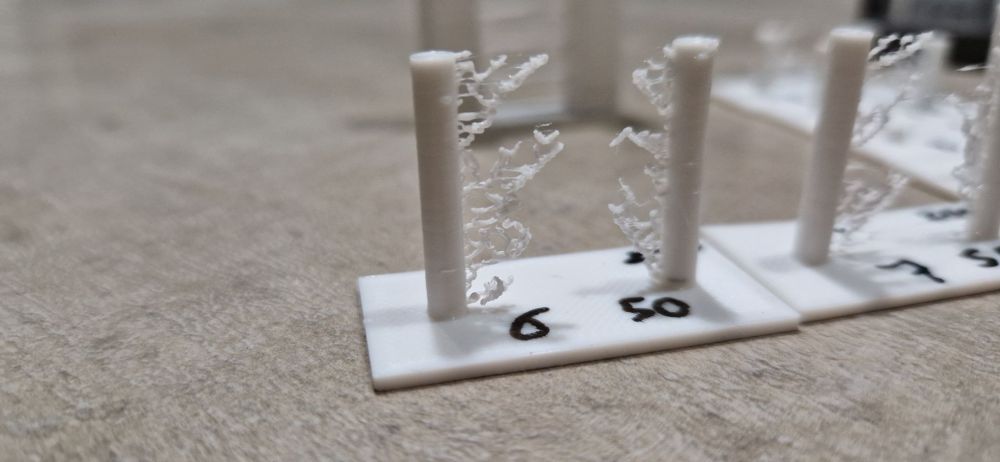
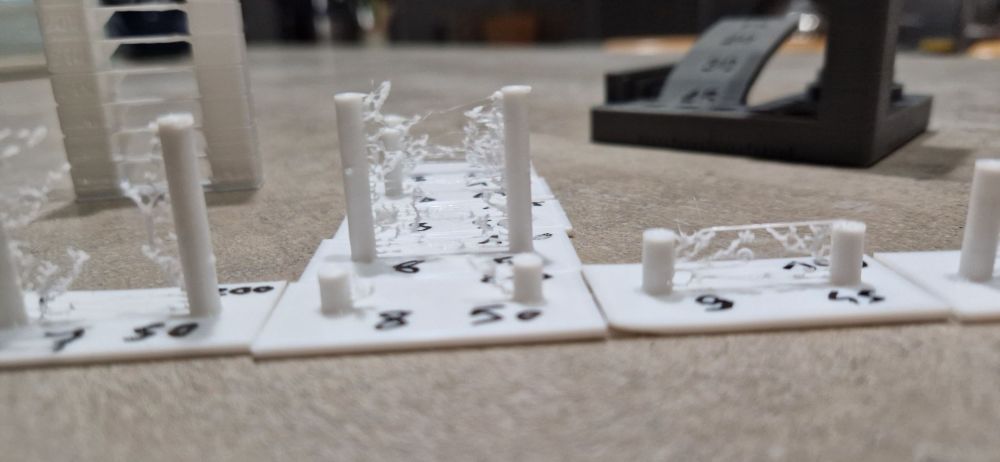
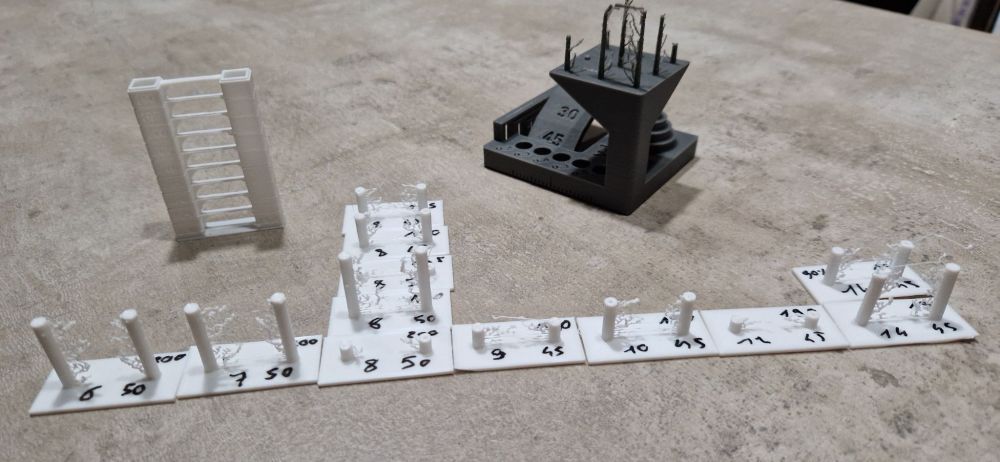
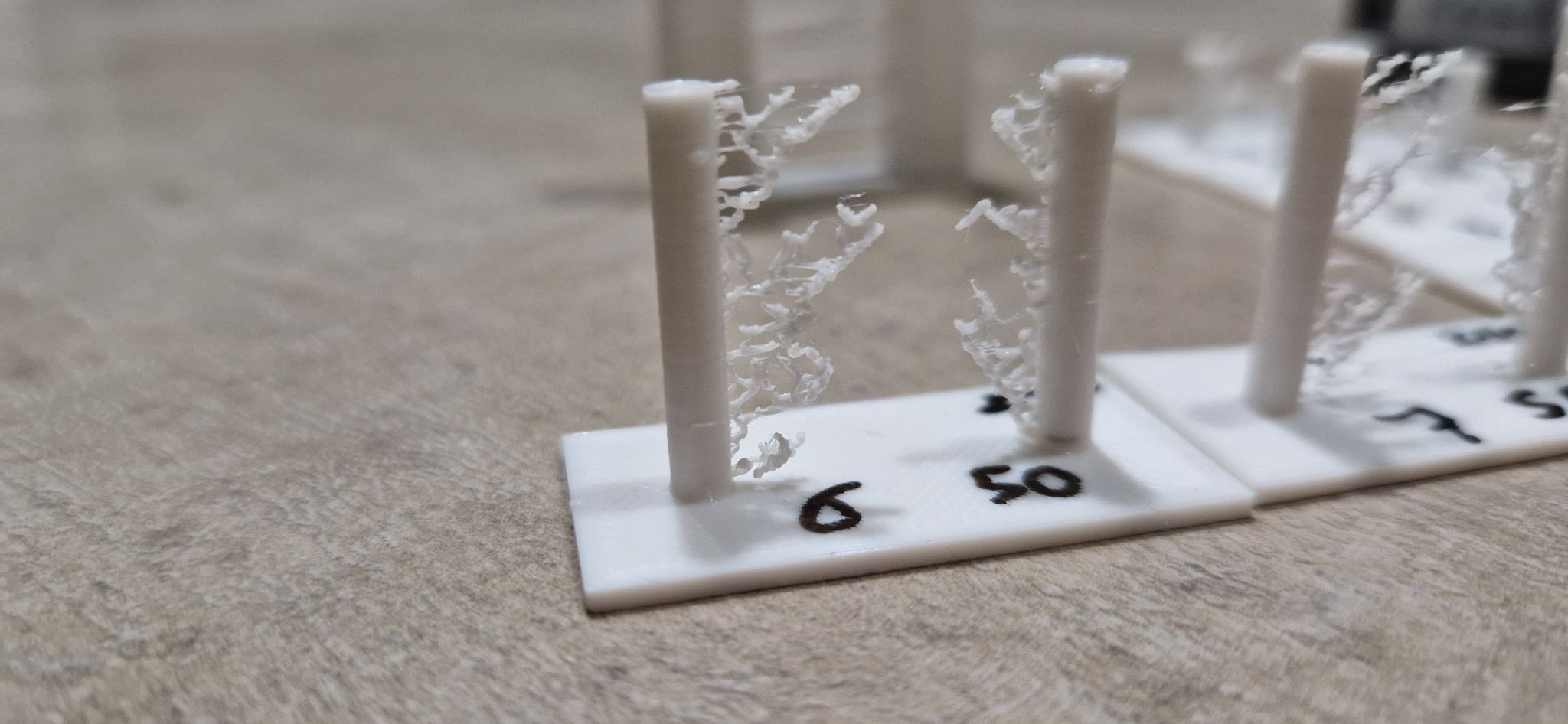
Bonjour, Merci pour vos réponses. @lariflette77 j'ai suivi cette vidéo pour les réglages justement, j'ai commencé à 6mm et 50mm/s mais malgré toutes les modifications faites ensuite, je n'y ai vu aucune différence. @Funboard29 c'est quoi du LW-PLA ? Tu as raison, je devrais être autour des 5mm et 45mm/s. Merci pour tes conseils, je vais repasser sur des réglages initiaux et contrôler plutôt l'imprimante pour voir si j'ai un soucis du côté de l'extrudeur ou du PTFE. Côté slicer, j'utilise Cura. J'ai bien la rétraction activée et aucun réglage spécifique qui pourrait la désactiver à ma connaissance. Je n'ai modifié que la température et les réglages de rétraction. Je contrôle mon imprimante et je vous tiens au courant. Merci.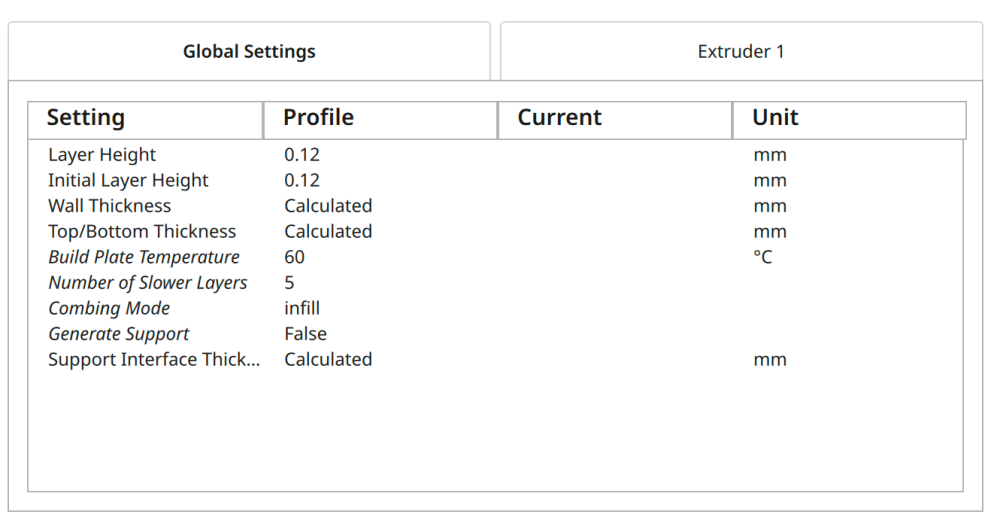
-
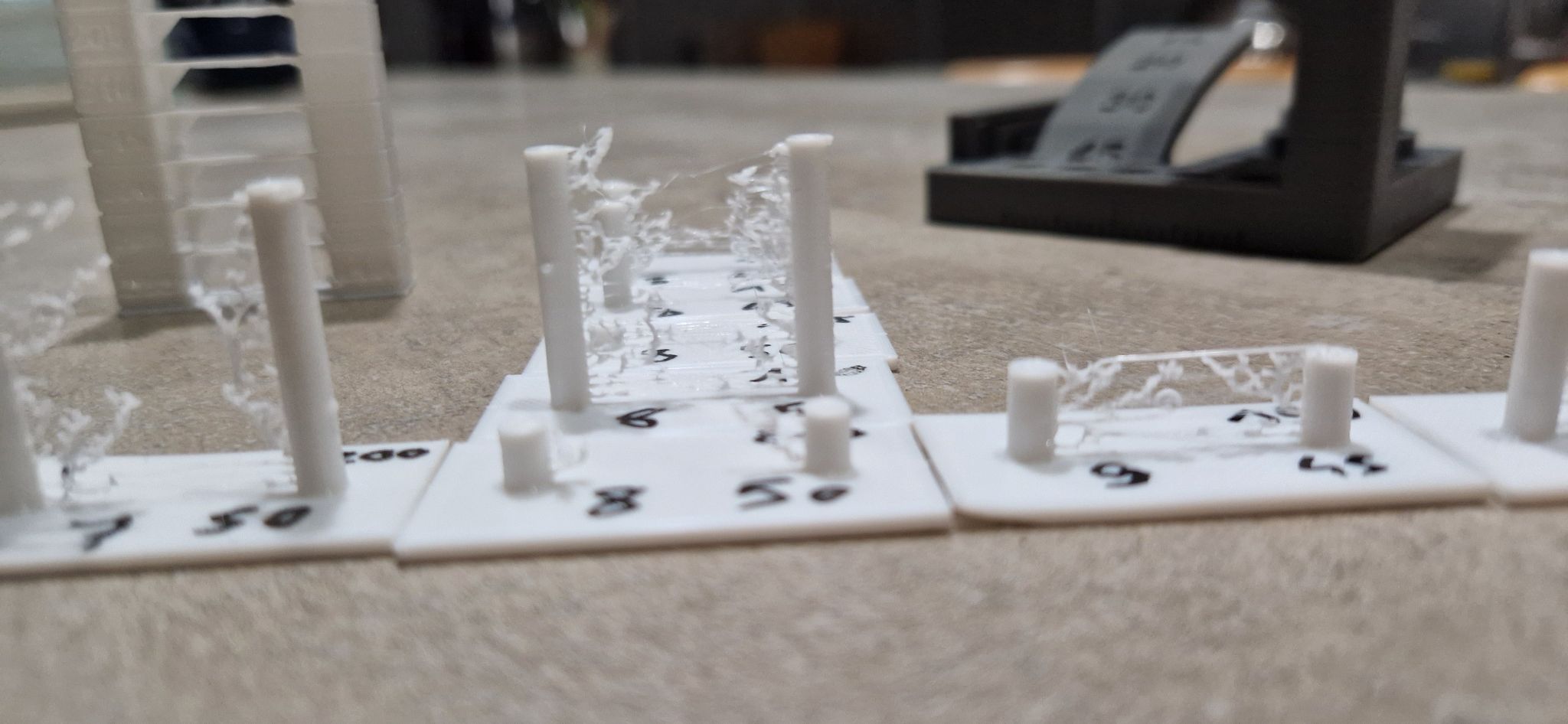
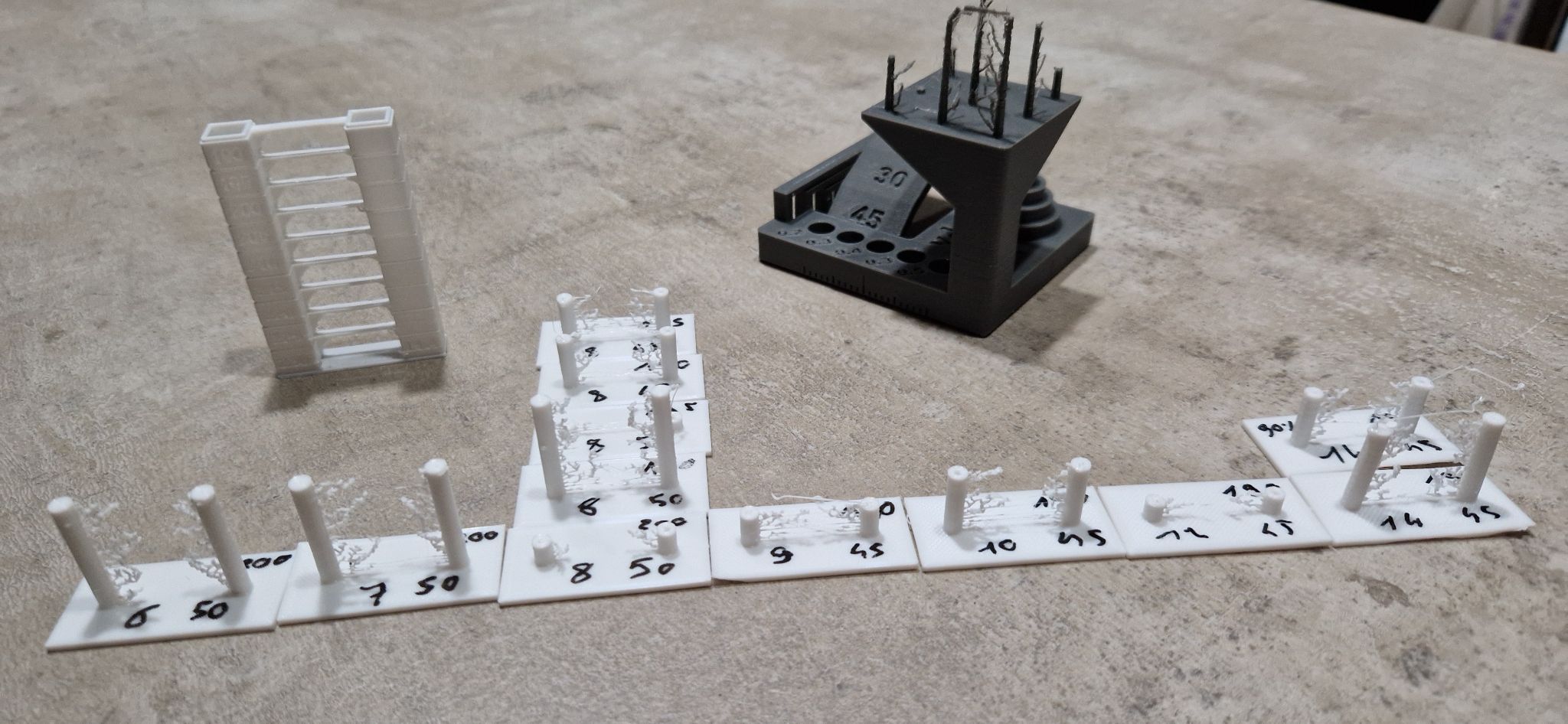
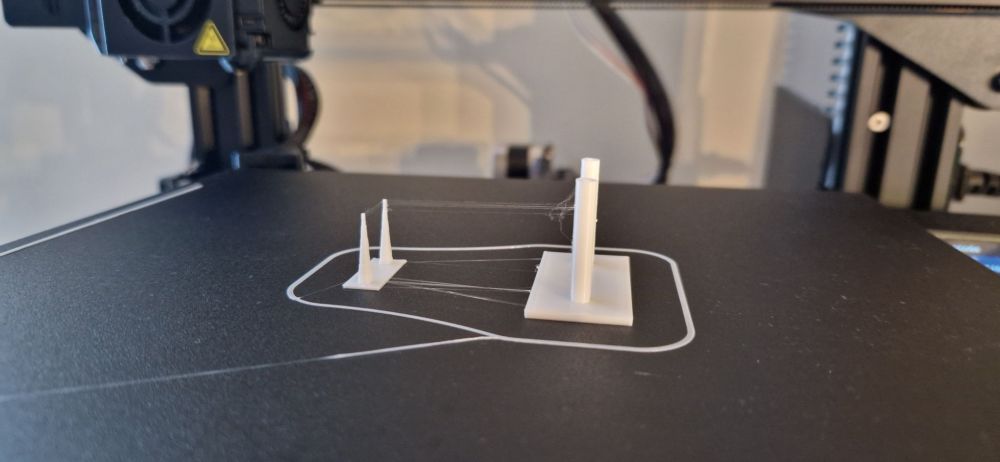
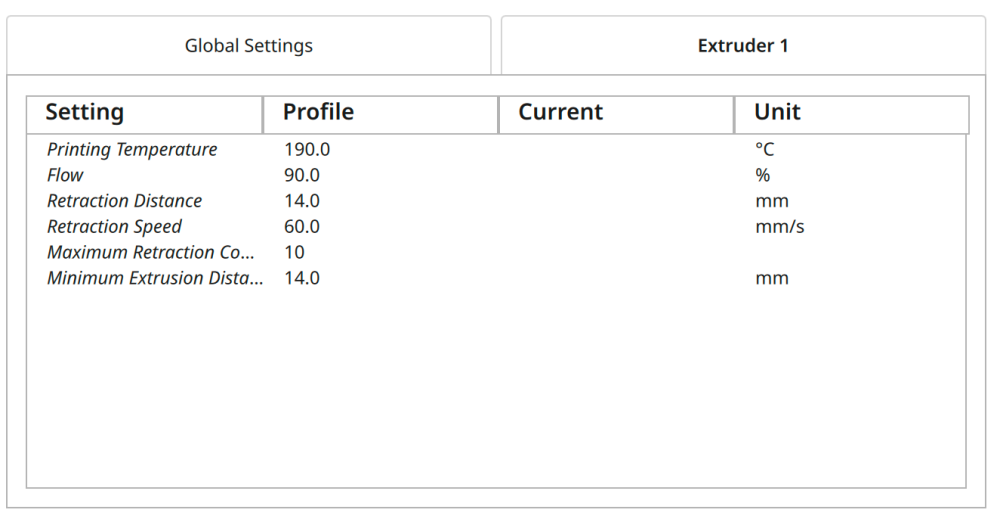
Bonjour, Malgré de nombreuses tentatives de configuration, je n'arrive pas à supprimer le stringing de mes impressions de test. J'ai une Ender-3 et j'utilise du PLA Blanc de la marque Creality. J'ai essayé en départ avec un filament PLA+ gris mais même résultat. J'ai réalisé une tour de température et là j'utilise un simple modèle de test avec 2 petites tours sur un support. Je suis descendu à une température de 190° pour limiter la viscosité du filament, en dessous j'ai de la sous extrusion. J'ai testé différentes distance et vitesse de retraction, entre 6mm et 14mm, vitesse entre 25 et 50mm/s et en dernier lieu, j'ai même réduit le débit à 90%. Mais j'ai toujours du stringing et pire, je ne vois aucune différence entre les différentes impressions, ni amélioration ni dégradation, du coup je ne sais même pas quelle autre confiruation changer. J'ai regarder un max du contenu sur le sujet mais à 14mm, je suis déjà loin de toutes les config que j'ai pu voir pour un système bowden où en général, je vois plutôt du 6mm. Du coup, je sollicite votre aide, si quelqu'un a déjà été confronté à ce problème et si il sait comment le résoudre pour obtenir une impression de meilleure qualité. Merci à vous.