Gnifrus
-
Compteur de contenus
99 -
Inscrit(e) le
-
Dernière visite
Récompenses de Gnifrus
")





-
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
55 °C pour la chambre -
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy En fait, j'ai vraiment l'impression que le besoin de ventilation est selon les types de filaments. D'ailleurs, je constate que les caractéristiques techniques du filament ASA de chez PolyLite indique une ventilation nulle, alors que celles du filament ASA de chez Qidi (le mien donc) conseillent une ventilation entre 0 et 60%. Bref, je pense qu'il faut tester. -
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy Bonjour, Oui, j'ai fait tous les tests de calibrations, et globalement, ça me donne le profil paramétré dans Orcaslicer pour ce type de filament. -
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@Savate Bonjour et désolé pour le retard dans ma réponse, mais je n'ai pas vraiment eu le temps de tester ces derniers temps. Bref, j'ai réussi à obtenir de bons résultats avec les réglages ci-dessous : mini fan speed à 10% max fan speed à 50% overhang cooling activation à 25% overhang and external bridge fan speed à 80% Je n'ose pas toucher à quoique ce soit d'autre, car j'ai peur de faire plus de mal que de bien. Merci encore !

-
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
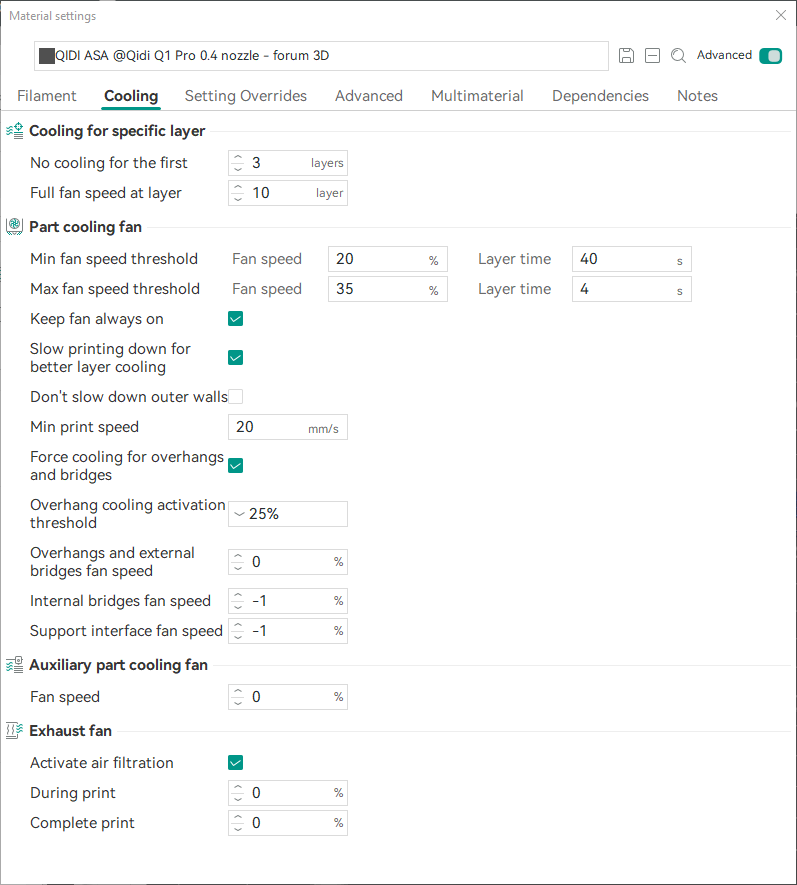
@Savate Bon, désolé, je n'ai pas pu essayer cet aprem. Pas eu le temps. Par contre, je m'interroge quand je regarde les pourcentages de ventilations réglés sur mon modèle qui comporte 62 couches. Le ventilateur ne devrait se mettre en route qu'à partir de la 4ème couche (à 20%) pour être au max à la 10ème couche (soit 35%). En relevant les valeur M106 de mon fichier gcode, je me rends compte que les valeur du ventilo sont les suivantes : Layer 1 à 3 S0 Layer 4 S10 Layer 5 S22 Layer 7 S45 Layer 8 S56 Layer 9 S68 Layer 10 S76 Layer 13 S81 Layer 12 S76 Layer 15 S74 Layer 17 S71 Layer 20 S68 Layer 21 S71 Layer 34 S74 Layer 40 S76 Layer 42 S79 Layer 44 S81 Layer 46 S84 Layer 50 S86 Layer 58 S89 Layer 62 S89 Je joins la copie d'écran de mon réglage dans Orcaslicer : Bref, je ne pige pas le fonctionnement ! Merci et bonne nuit à tous !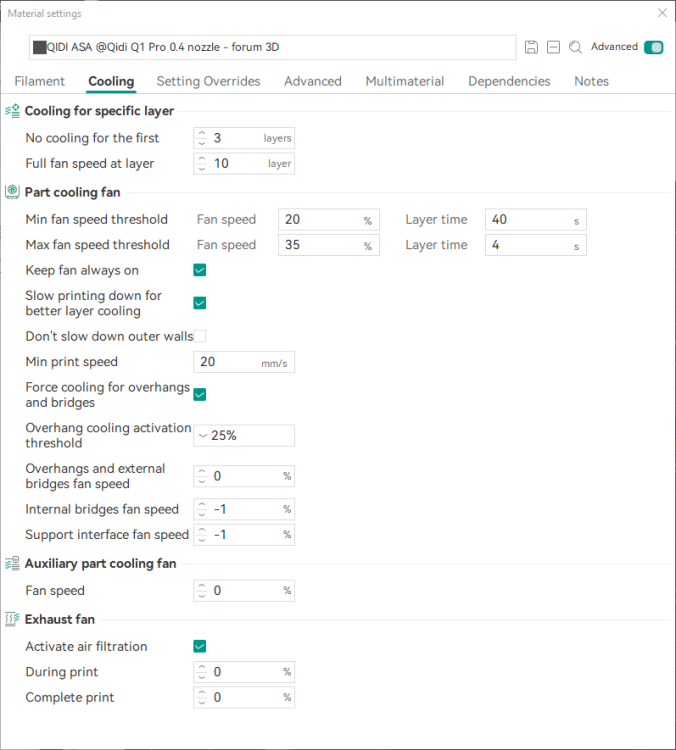
-
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour et merci Savate. Je vais ressortir un test cet aprem en modifiant ce paramètre. -
Filament ASA de chez Qidi et Warping
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je reviens vers vous parce que maintenant que mon problème de warping est réglé, je n'étais pas super satisfait de mes impressions lorsqu'il y avait des surplombs. Du coup, j'ai sorti un test pour voir à partir de quel angle mes impressions avaient besoin de supports. Et là, c'est pas top. Je vous joins les photos des impressions sans supports. Qu'en pensez-vous ? D'où peut venir le problème ? Merci par avance !

-
Finitions pièce FDM en ASA
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy Merci encore pour tous ces judicieux conseils ! Bonne journée ! -
Finitions pièce FDM en ASA
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy Bonjour et merci. Donc pas besoin d'apprêt après avoir poncé le mastic ? Enfin, peut-on peindre des pièces en ASA sans passer par la case ponçage et mastic si elles sont bonnes ? Merci encore, bonne journée, -
Finitions pièce FDM en ASA
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@diversEn fait, je verrai en fonction des coûts à engager pour améliorer ma pièce. Si en effet ça me coûte 30 €, autant racheter une bobine pour ré-imprimer et en plus, il me restera de l'ASA pour de futures pièces... J'attends de voir si pjtlivjy me répond. Merci encore et bonne nuit ! -
Finitions pièce FDM en ASA
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@divers Bonjour et merci également pour ta réponse. En fait, il n'y a que 2 parties de mes pièces qui sont assez moches, à l'endroit où il y avait des supports qui ont été difficiles à enlever. Du coup, l'impression dessous n'est pas arrondie comme elle aurait dû l'être. Je n'ai plus assez d'ASA pour tenter de les ré-imprimer correctement, et cela m'ennuie d'acheter et de commencer une bobine juste pour ça. Le prix de la bobine ASA est 1 € plus chère que la même bobine en ABS, donc ce n'est pas la ruine... Il ne s'agit pas d'une production industrielle, et j'ai du temps à passer, tant que le résultat me convient. Le passage aux vapeurs d'acétone ne me convient pas, car cela arrondi un peu les angles saillants, et n'a pas le même rendu partout, surtout comme tu le dis, si ma pièce n'est pas parfaite (j'ai fait un test qui n'a pas été très concluant). Après, il m'est aussi possible de réimprimer juste la partie ratée afin de la coller sur celle ratée après l'avoir poncée. A réfléchir... -
Finitions pièce FDM en ASA
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy Bonjour, merci pour ta réponse ! Toujours les mêmes ici ! Je vais faire comme tu me l'as dis. Je ponce, je dégraisse (avec quoi, vu que l'acétone va faire fondre l'ASA ? L'alcool isopropylique ?). Je dépoussière au souffleur. Puis je passe un mastic polyester bi-composants. Peux-tu me dire si celui-ci ou celui-là conviennent bien ? Ou bien un autre avec lequel tu as l'habitude ? Pour la suite, dans la mesure où je n'ai pas besoin de passer du mastic sur l'ensemble de la pièce, dois-je appliquer un apprêt ? Si oui lequel ? Ou bien puis je peindre directement sur le mastic (re-poncé bien sûr) et l'ASA ? (Y-a-t-il un type de peinture à prévoir ?) Désolé pour autant de questions dans un si petit post, mais je suis (aussi) novice en finitions de pièces qu'en impression ! Bonne journée, et merci encore... -
Finitions pièce FDM en ASA
Gnifrus a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Je souhaiterais obtenir une finition plus pro de pièces imprimées en ASA. J'ai bien essayé les différents tuto avec les vapeurs d'acétone, mais le résultat ne me satisfait pas vraiment. J'aimerais pouvoir utiliser une méthode que l'on voit sur pas mal de tutos avec du PLA, qui consiste à mettre du mastic à poncer pour gommer les imperfections, puis poncer finement la pièce, puis appliquer de la peinture sur l'ensemble. Le Hic est que je ne sais pas ce que ça vaut pour de l'ASA, avec les contraintes, notamment de la chaleur et des UV (cette pièce est destinée à rester sur le tableau de bord de ma voiture). Avez-vous des pistes ou tutos à me proposer ? Merci par avance à tout le monde et bonne semaine à vous ! -
Test de tolérance - Orcaslicer
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir et merci trotro. En fait c'est logique. Si je modifie la valeur de "X-Y hole compensation" avec la valeur 0.1, cela va jouer sur l'impression de ce même test, et modifier donc le réglage du "X-Y contour compensation". Je vais donc refaire une impression avec cette modification de valeur pour régler la 2ème valeur. Merci beaucoup et bonne semaine ! -
Test de tolérance - Orcaslicer
Gnifrus en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour trotro. J'avais bien vu les infobulles sur les entêtes. Mais je ne comprends pas bien la différence entre les 2. Dans le cas présent, ma clé Allen de M6 entre correctement dans le trou 0.1, alors que le motif hexagonal entre dans le trou 0.05. Je dois donc compléter la zone "X-Y hole compensation" avec la valeur 0.1 et la zone "X-Y contour compensation" avec la valeur 0.05 ? C'est bien ça ? Merci et bonne soirée.