Boost
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Boost
")





-
Texture divergente impression
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
Bon je pense avoir trouvé une solution. J'ai réduit la vitesse du outer wall de 200mm/s à 50mm/s et le résultat :
-
Texture divergente impression
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
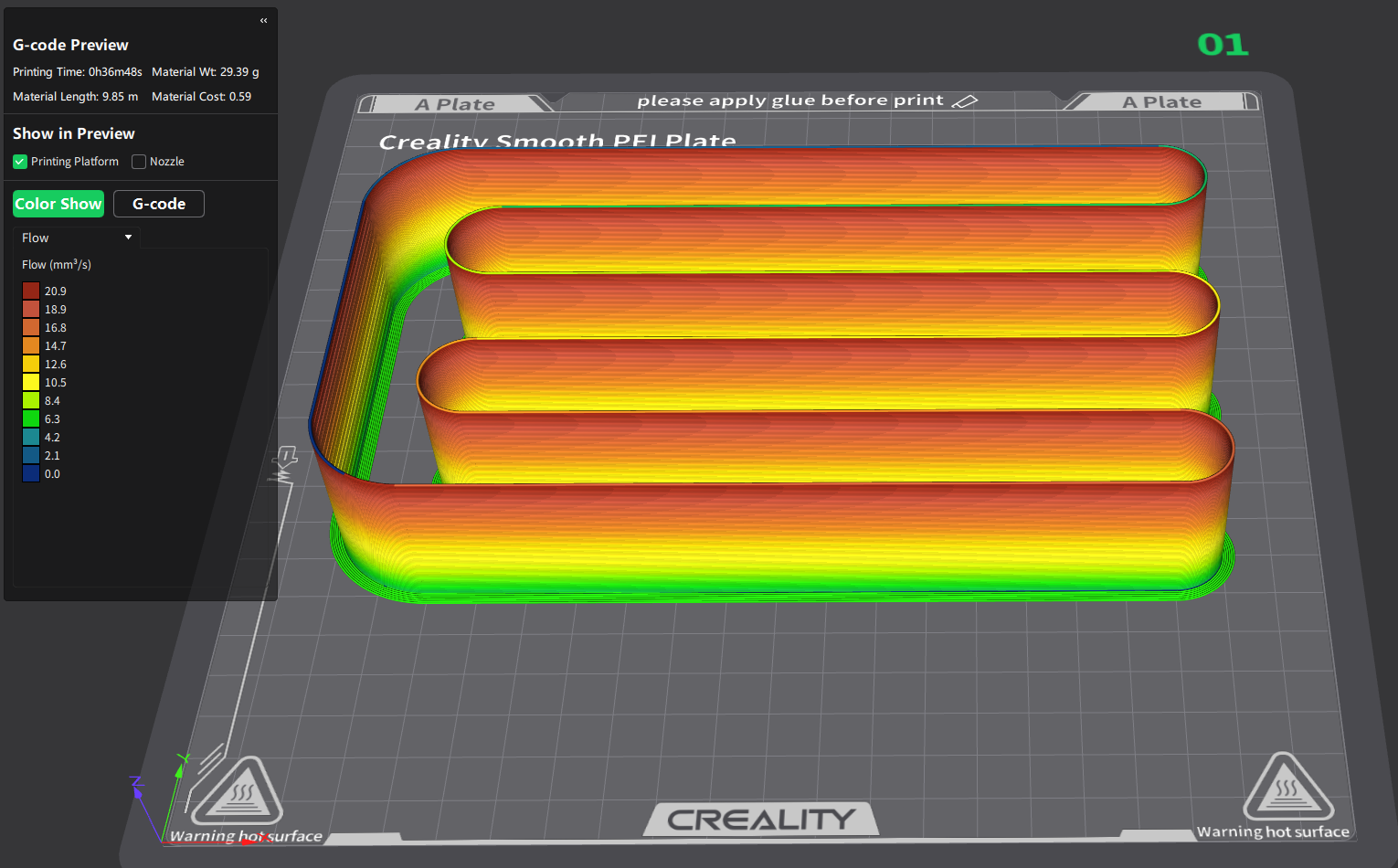
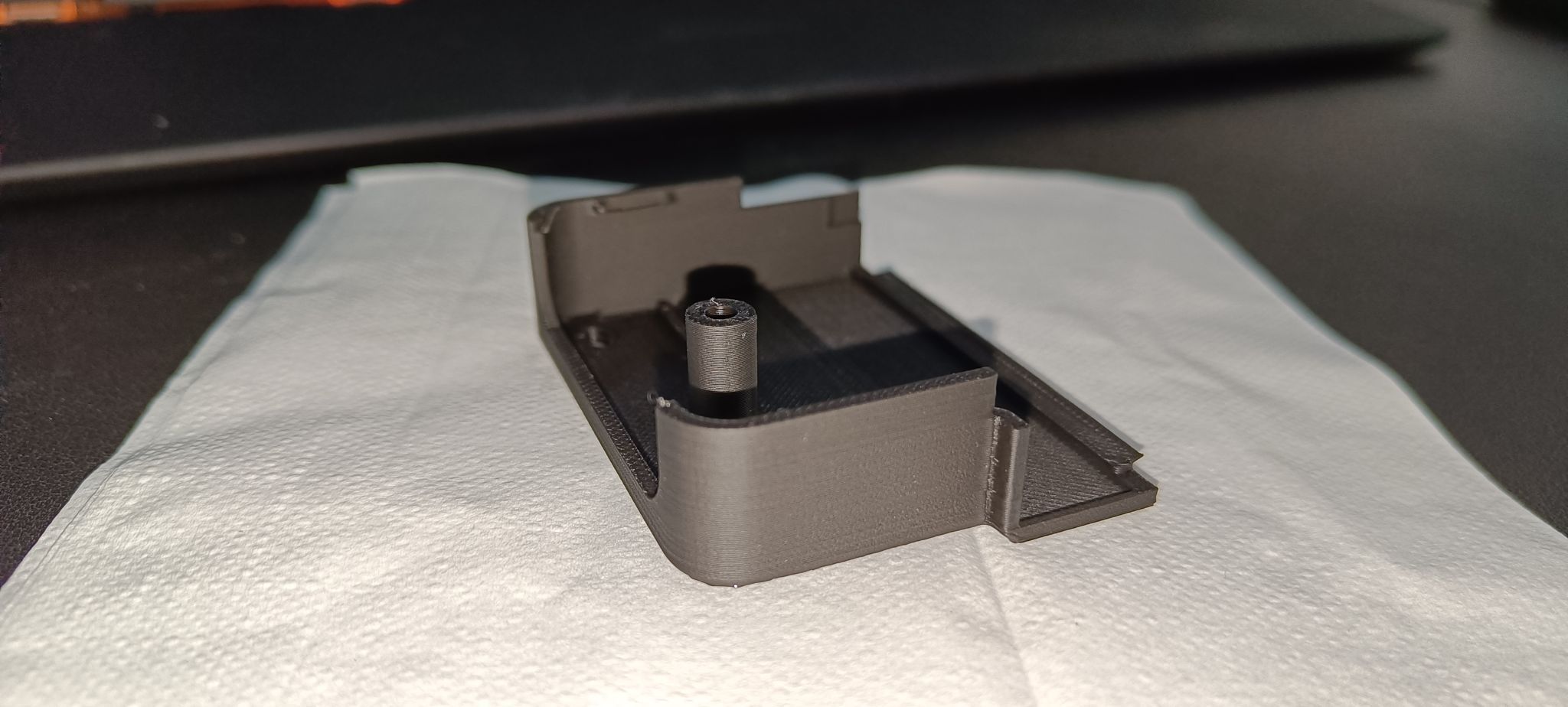
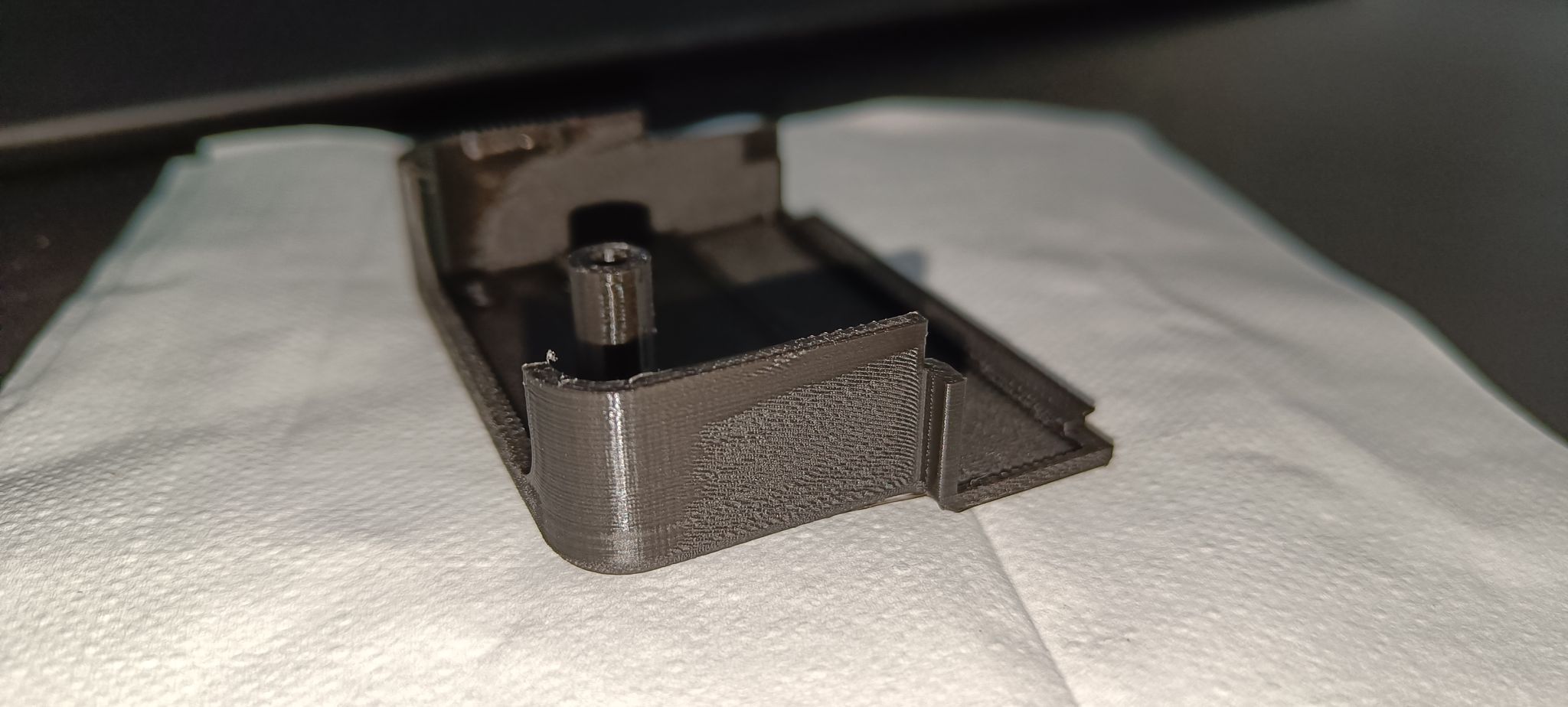
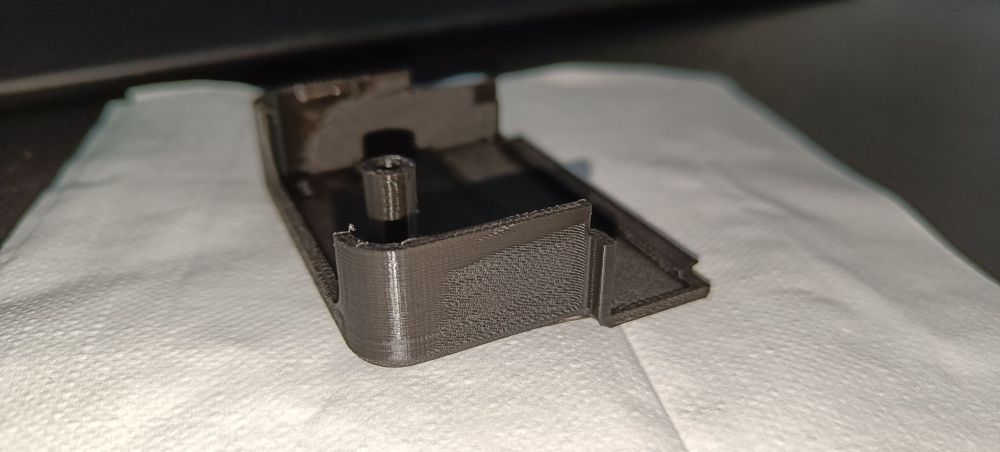
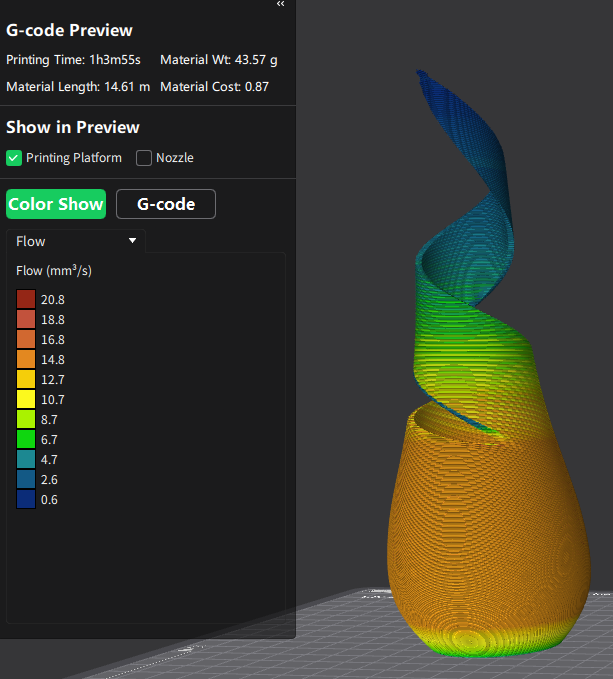
Alors pour une raison que j'ignore, je n'arrive pas à trouver cette option dans mon soft (Creality Print), je ne peux regler aucun flow, même en mode advanced. Toutefois, j'ai trouvé un test pour tester le max flowrate : Je l'ai imprimé et voici le resultat : Mis à part les imperfections en haut, je n'ai pas de changement de texture, la surface reste lisse Est-ce que ce test apporte un peu de matière à reflexion ? Autre petite chose, j'ai imprimé 2 fois le même objet. en 0.20mm : en 0.08mm : Je me demande du coup si il n'y a pas un souci au niveau capacité de la machine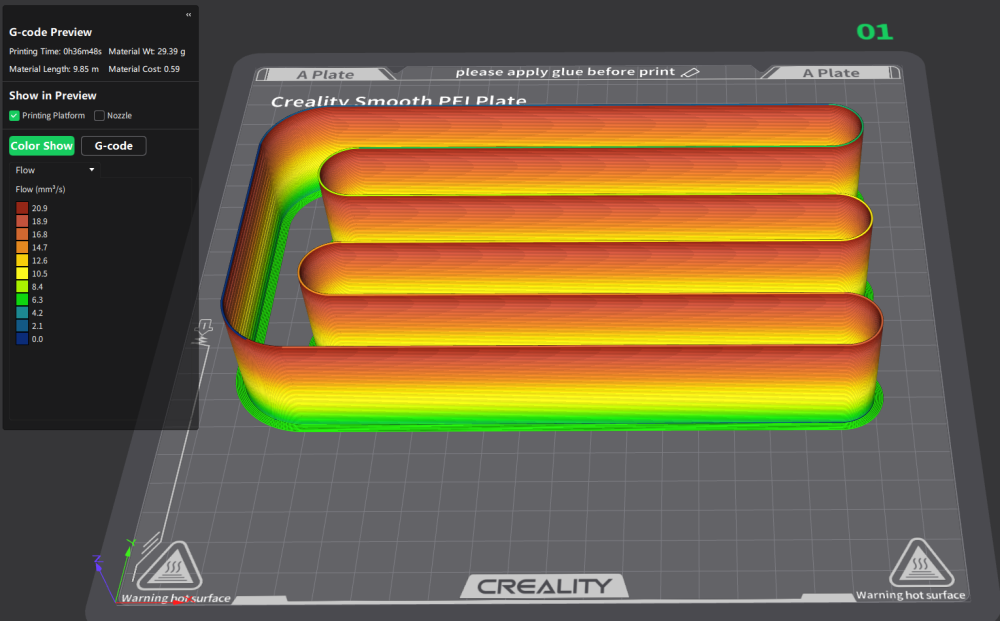

-
Texture divergente impression
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
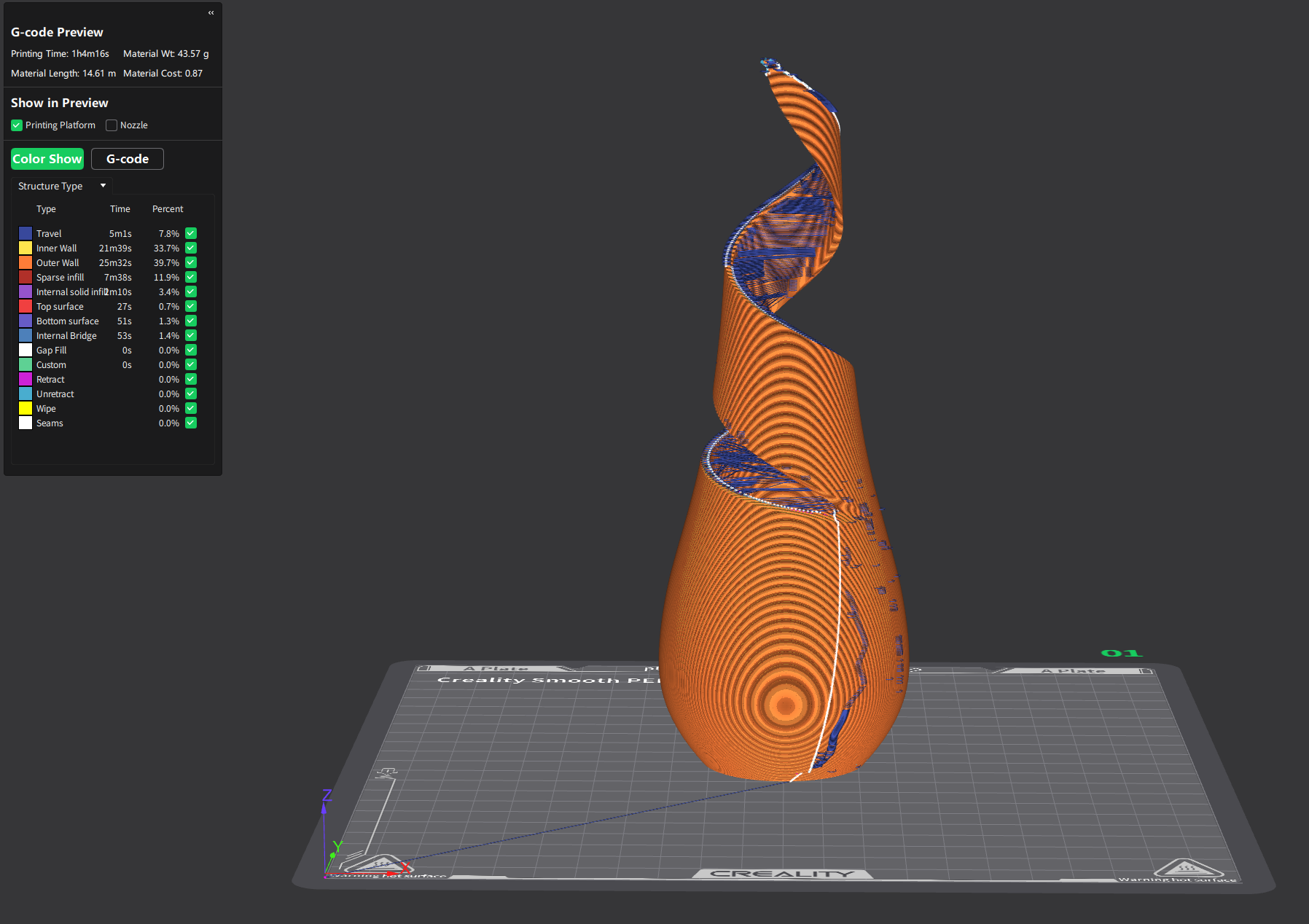
Ahh nice ! J'avais jamais remarqué que je pouvais changer d'onglet. J'ai ces données, tu penses que c'est lié ?
-
Texture divergente impression
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ta réponse J'avais pensé à l'humidité, mais le filament utilisé était composé d'une fin de bobine environ 10g que j'ai soudé à une bobine neuve sortie du sachet. En effet, ce sont des filaments PLA, même provider, même couleur. Pour la fin de bobine usagée, elle est stockée dans une boite anti-humidité et est chauffée instanément à 50° si le seuil d'humidité de 40% est dépacé. Cela étant fait depuis 4-5 semaines. Pour le profile utilisé, j'ai bien changé le matériel de Hyper PLA à Generic PLA, j'ai même il y a quelques jours imprimé des boites qui se sont avérées être propre et ne pas présenter ce souci. Je refais un test en ce moment même avec ces boites pour voir si le problème vient du filament ou non. J'imprime à 230°C et Bed à 45°C selon les recommandations Generic PLA by Creality. Les premières couches sont imprimés à 30mm/s et le reste est à 200mm/s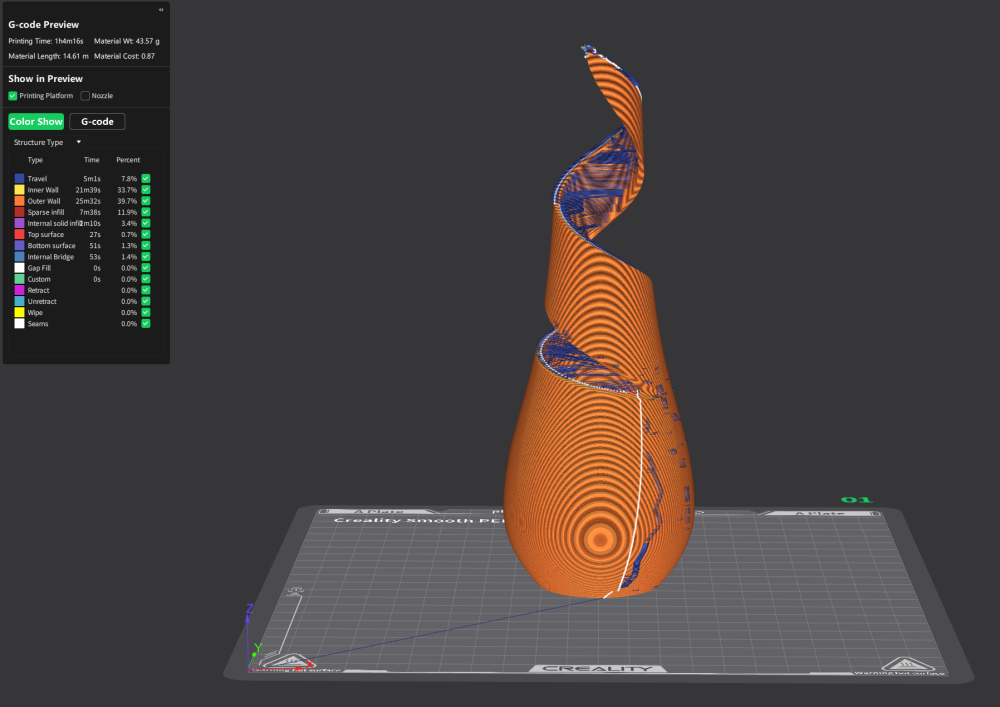
-
Texture divergente impression
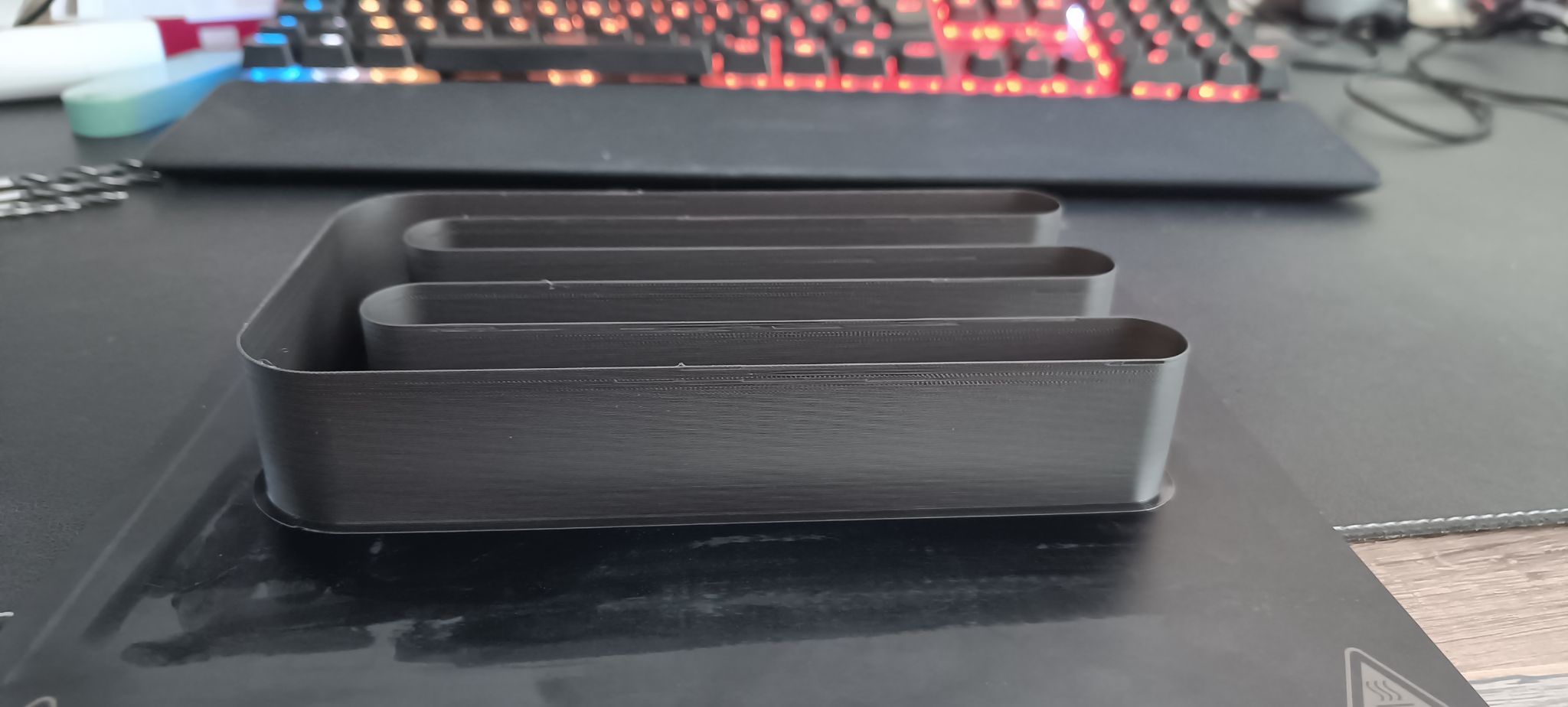
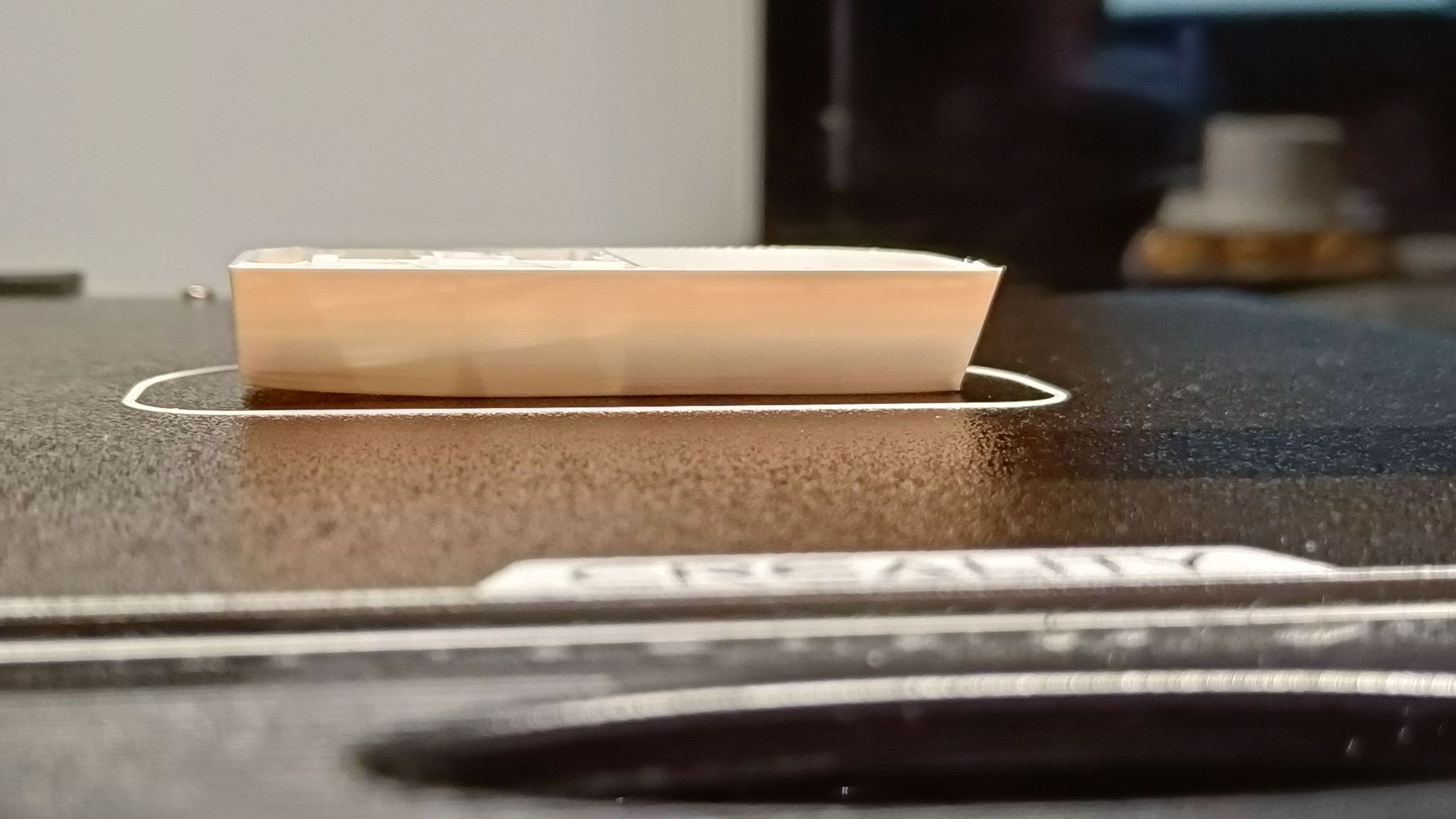
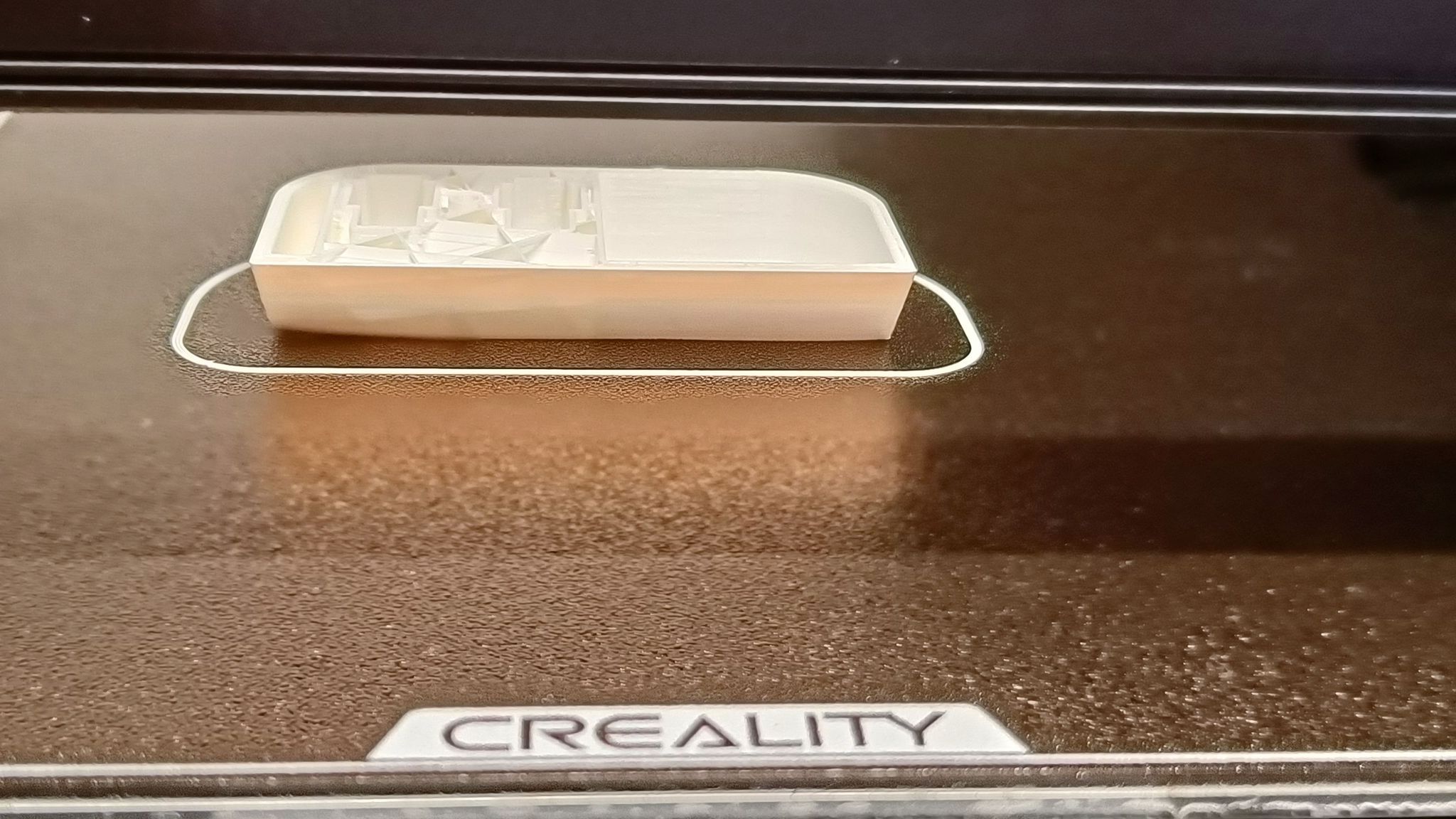
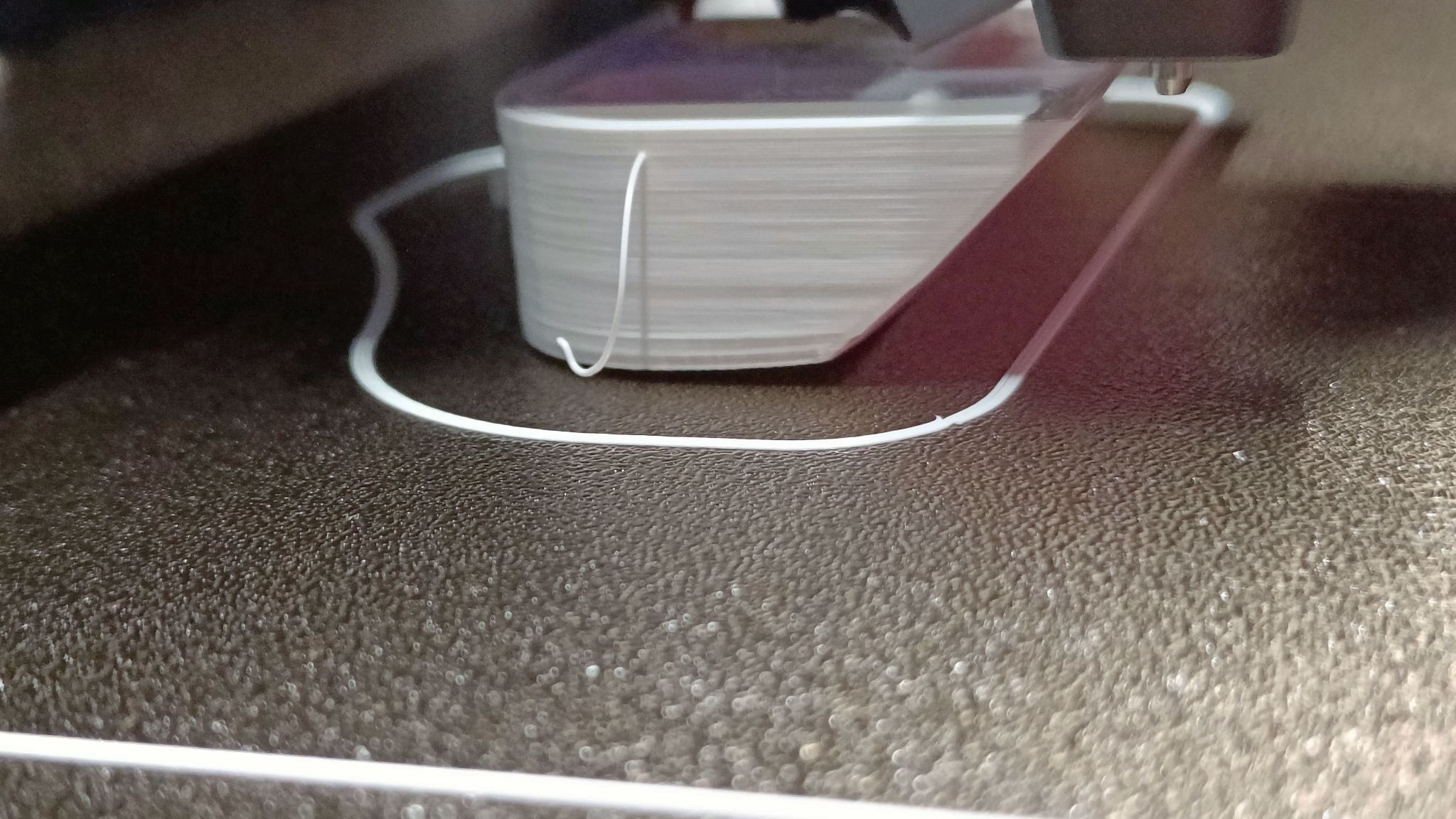
Boost a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
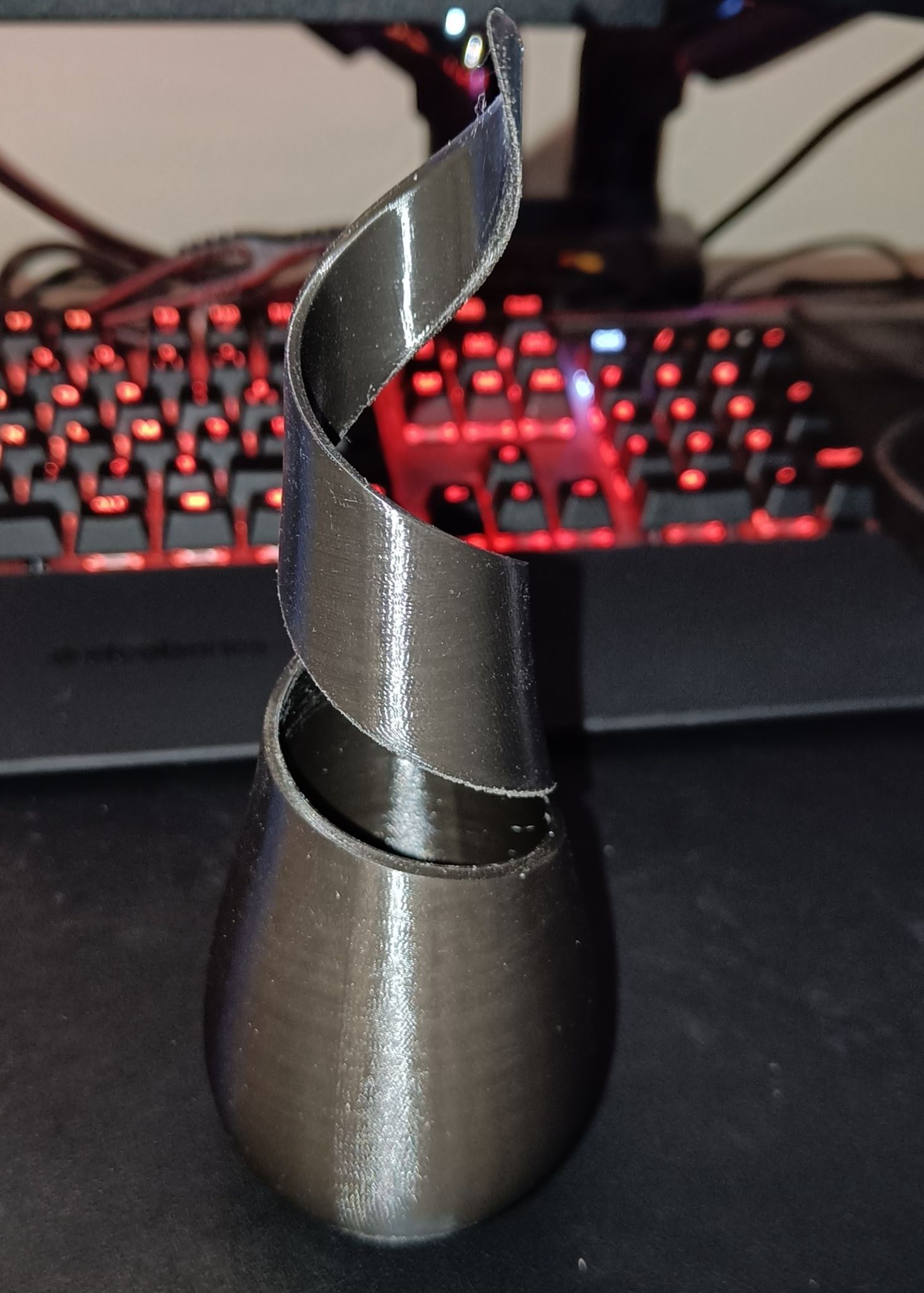
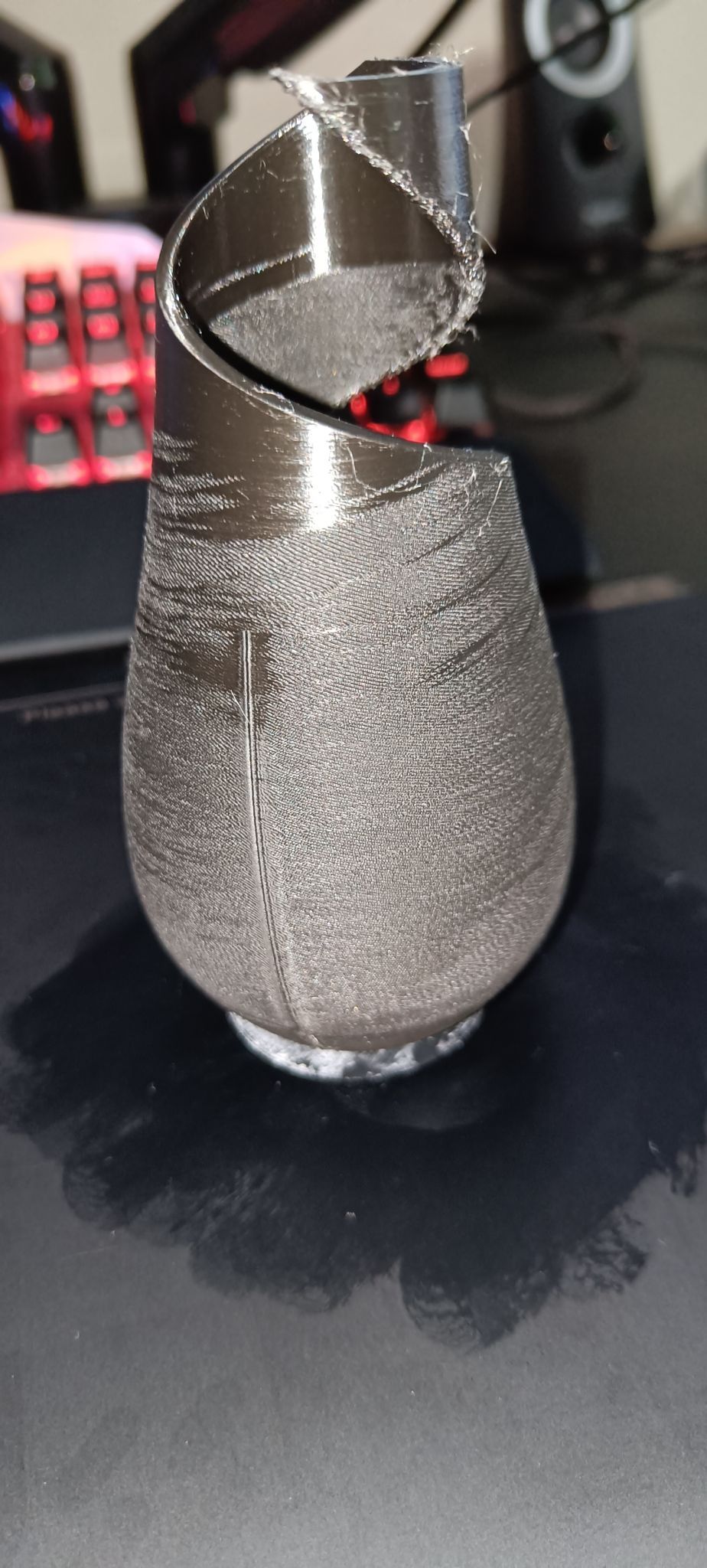
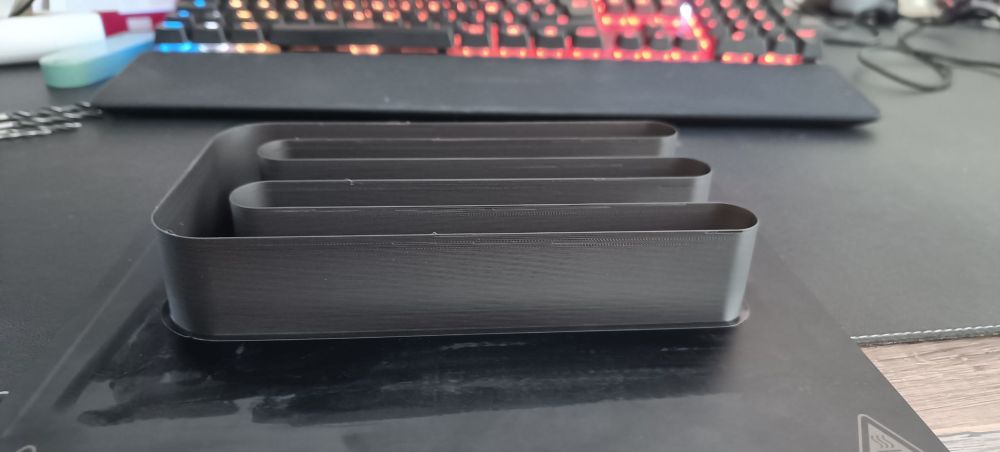
Bonjour à tous ! Nouvellement acquise, j'ai mis en pratique l'impression 3D sur la K1C de creality. Je rencontre pour la première fois des divergences au niveau des impressions et de leurs textures Voici quelques exemples ci-joints. Pour le vase, voici le modèle de base : https://cults3d.com/fr/modèle-3d/art/giroid-vase J'ai beaucoup de mal à comprendre pourquoi ce phénomène se produit. Avez-vous une idée ? J'imprime pour le vase à 0.08mm avec les paramètres creality. Pour le lapin, je suis à 0.20mm. Le vase a un effet brossé sur la partie claire, et lisse sur la partie foncée. Pour le lapin, l'ensemble semble lisse. Merci



-
Creality Ender-3 S1 Pro Bed / Prints pas droit
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
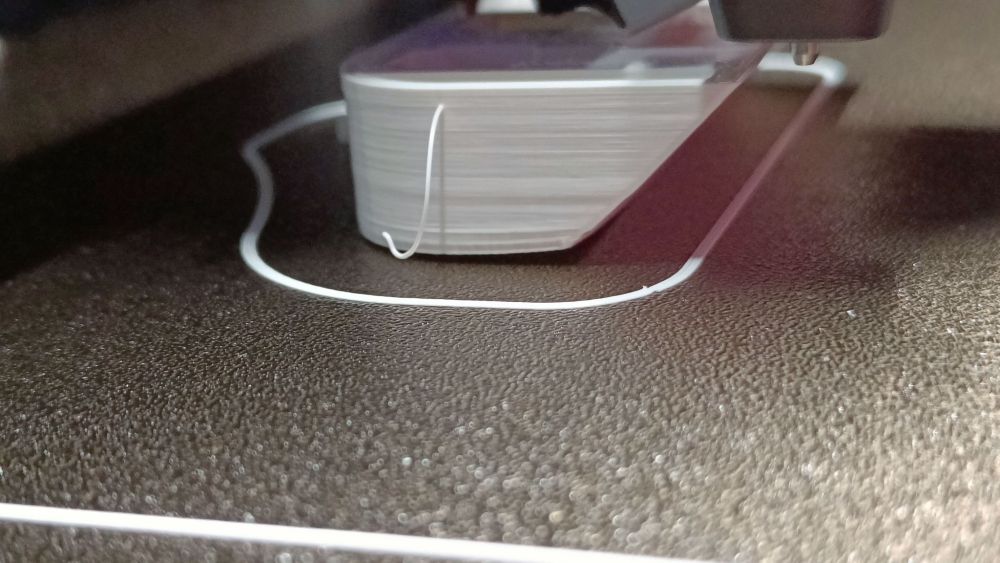
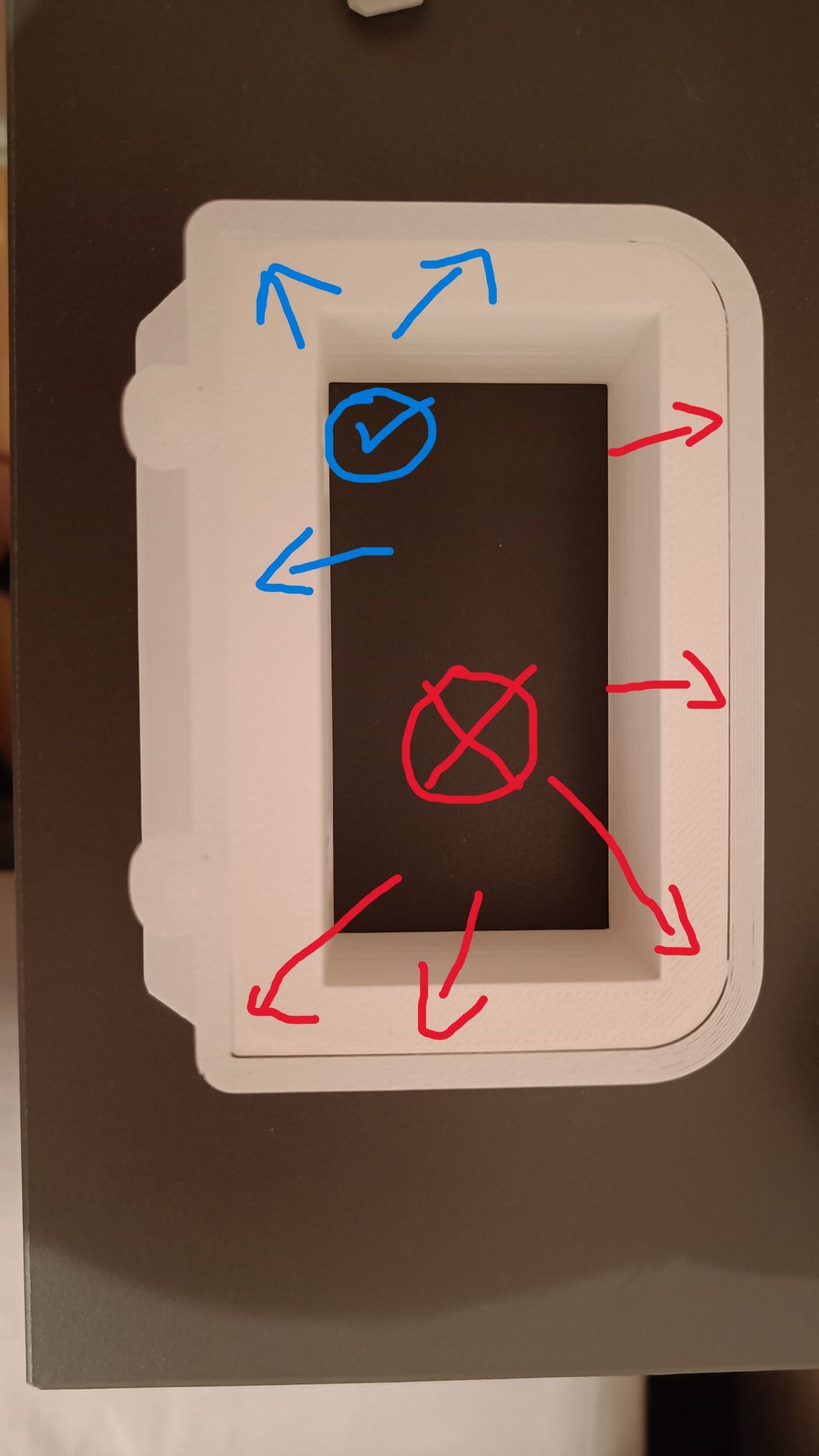
Alors justement, la cuve se situe sous l'objet quand il est au centre, mais si je mets l'objet sur le bord, la partie présente dans la cuve est le bord. La partie de l'objet qui se situera au centre du plateau sera plus basse que l'ensemble de l'objet. Pour être précis, la cuve se situe toujours au centre du plateau, si je bouge l'objet, l'objet est concave sur la partie qui se situe au centre du plateau. Pour ce qui est du warping, j'utilise une bordure, qui est bien jointe entre chaque filament sur 20 passages. Sur une impression de plus de 30h, la bordure arrive à tenir l'objet en adhérence au plateau complètement. De plus, je dégraisse le plateau à chaque fois, pour prévenir le décollement. J'ai testé avec un réglé rigide il y a quelque temps et on peut voir que sur les bords jusqu'a environ 2-3cm en direction du centre le réglé est bien en contact avec le plateau, mais à partir de 2-3 cm en direction du centre il ne l'est plus. -
Creality Ender-3 S1 Pro Bed / Prints pas droit
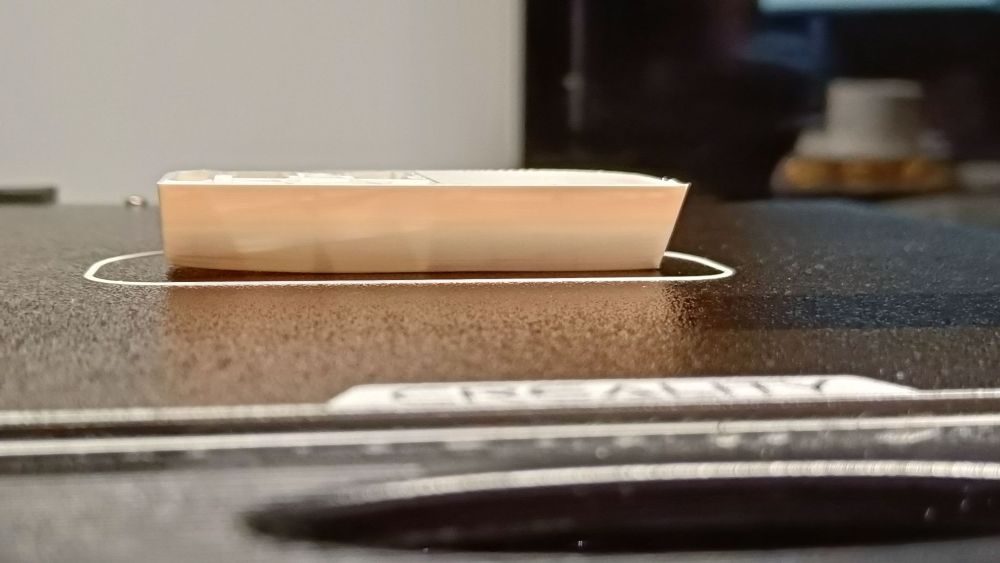
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
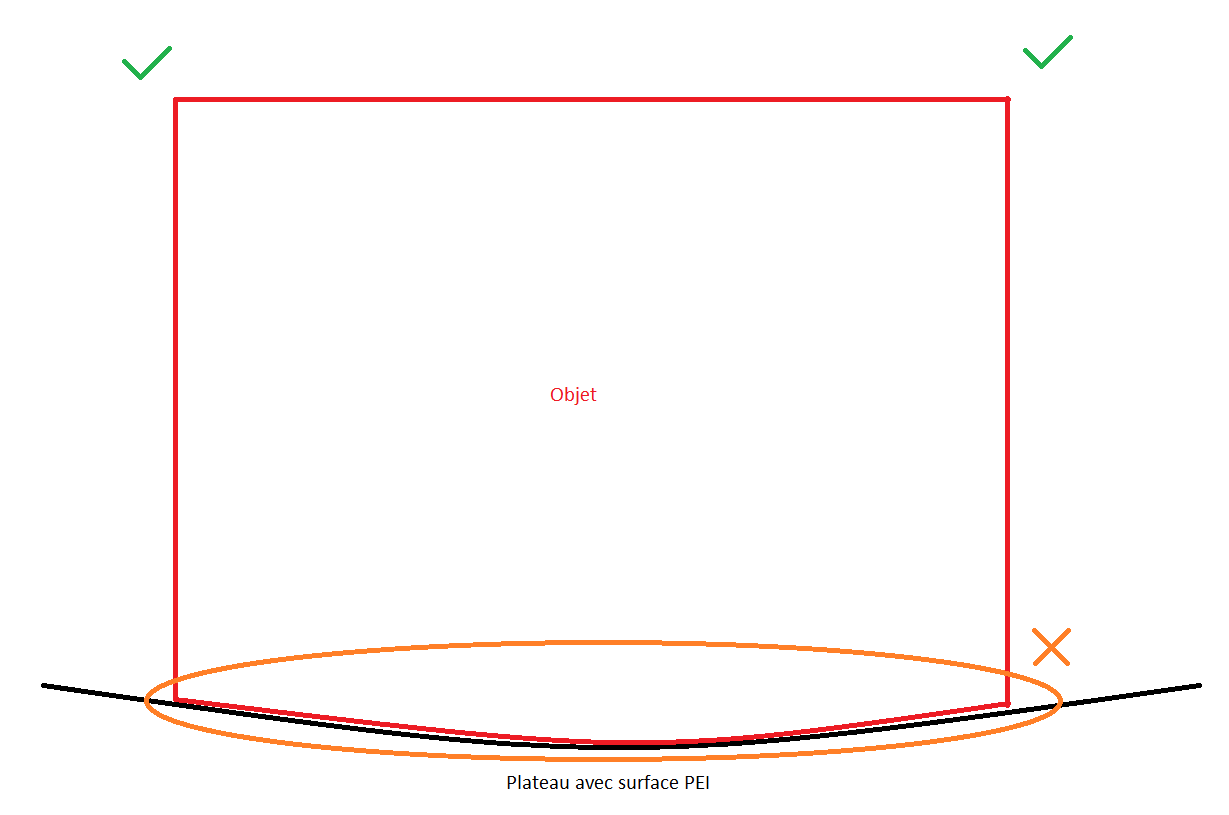
Bonjour tout le monde ! Je reviens vers vous concernant mon problème, avec l'expérience, j'ai réussi à faire des impressions qui adhèrent au plateau en écrasant un peu la première couche et en faisant le leveling a la main ou quelques fois en utilisant l'auto leveling de la machine. Ceci dit, j'ai toujours un souci et là, je pense que c'est un souci hardware. Mes impressions sont imprimées en cuve. J'ai beau essayer de resserrer les galets, les courroies, refaire le nivelage a la main ou par la machine, le résultat est le même. L'objet est bien en adhérence, mais une fois sorti, il est en cuve sur 1-2mm. Ce qui fait que je n'ai jamais de surface plane a 100%. Donc je me retrouve avec des objets qui sont bancals... (Surtout les gros, car plus je m'éloigne du centre, plus l'effet s'intensifie.) Avez-vous une idée de comment corriger cela ou il faut que je fasse une demande SAV parce que le souci provient de la machine ? Voici un dessin pour vous montrer ce qu'il se passe :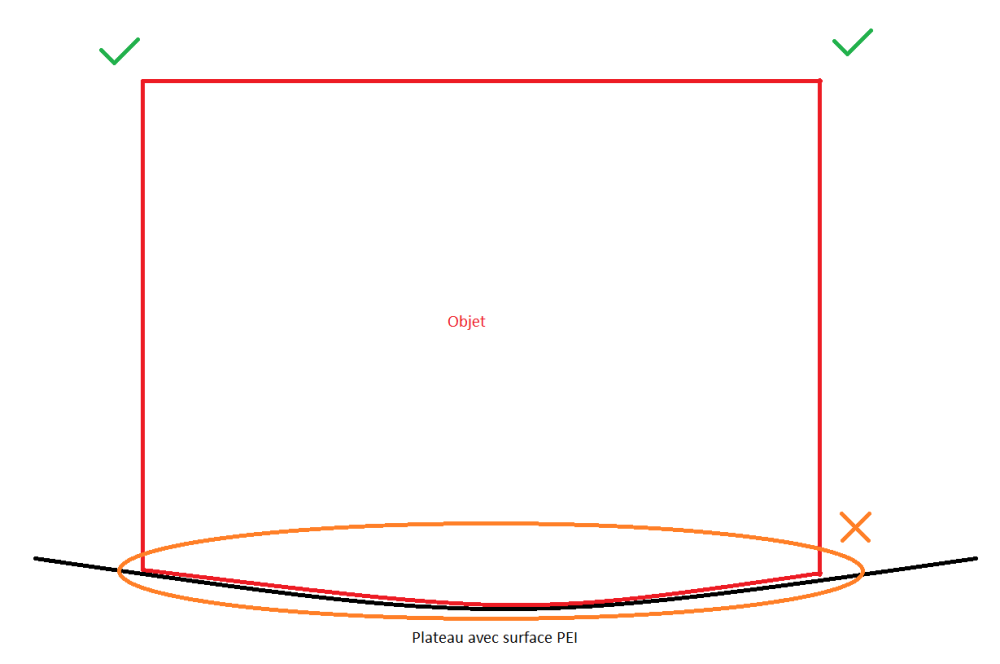
-
Creality Ender-3 S1 Pro Bed / Prints pas droit
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
Oui, j'ai bien verifié, tout les galets sont bien serrés (sauf un sur l'axe Z, que j'ai resséré), ils sont tous bien en contact et ont tous une resistance quand je les tournes à la main. Y compris ceux en dessous du plateau -
Creality Ender-3 S1 Pro Bed / Prints pas droit
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
Alors j'ai réajusté la tension des courroies. Cela ne semble pas avoir changé grand-chose. J'ai alors descendu l'offset de 0.05 de la buse pour l'impression, ce qui fait que la première couche est un peu plus "écrasée" et du coup devient un palliatif au souci de la bordure qui n'est pas en contact avec l'objet. Ceci dit, je trouve que c'est une solution temporaire et ça convient tant que je n'arrive pas sur les bords, parce que, comme dit plus tôt, mon plateau semble être en cuve. Donc, sur les bords, la buse est beaucoup trop proche du plateau et les premières couches sont "écrasées" au maximum. -
Creality Ender-3 S1 Pro Bed / Prints pas droit
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
Bon après avoir nettoyé le plateau, en effet l'adhérence semble nettement s'être améliorée ! Merci beaucoup pour ce super conseil ! J'ai du coup, l'autre souci, qui lui n'est pas reglé, je suppose d'ailleurs que le problème sur la photo ci-jointe est concerné parce ce mauvais bed leveling. Avez-vous une idée ou un conseil pour corriger ça ? Ou en tout cas pour que la fonction "Nivelage Auto" native de mon imprimante soit efficace ?


-
Creality Ender-3 S1 Pro Bed / Prints pas droit
Boost en réponse au topic de Boost dans Entraide : Questions/Réponses sur l'impression 3D
D'accord, je ne connaissais pas du tout ce phénomène de Warping, je vais faire comme tu me l'a dis, nettoyer le plateau au PAIC + eau tiede et une éponge propre. Je test ça de suite. Merci de l'info, je te tiens au courant du résultat. -
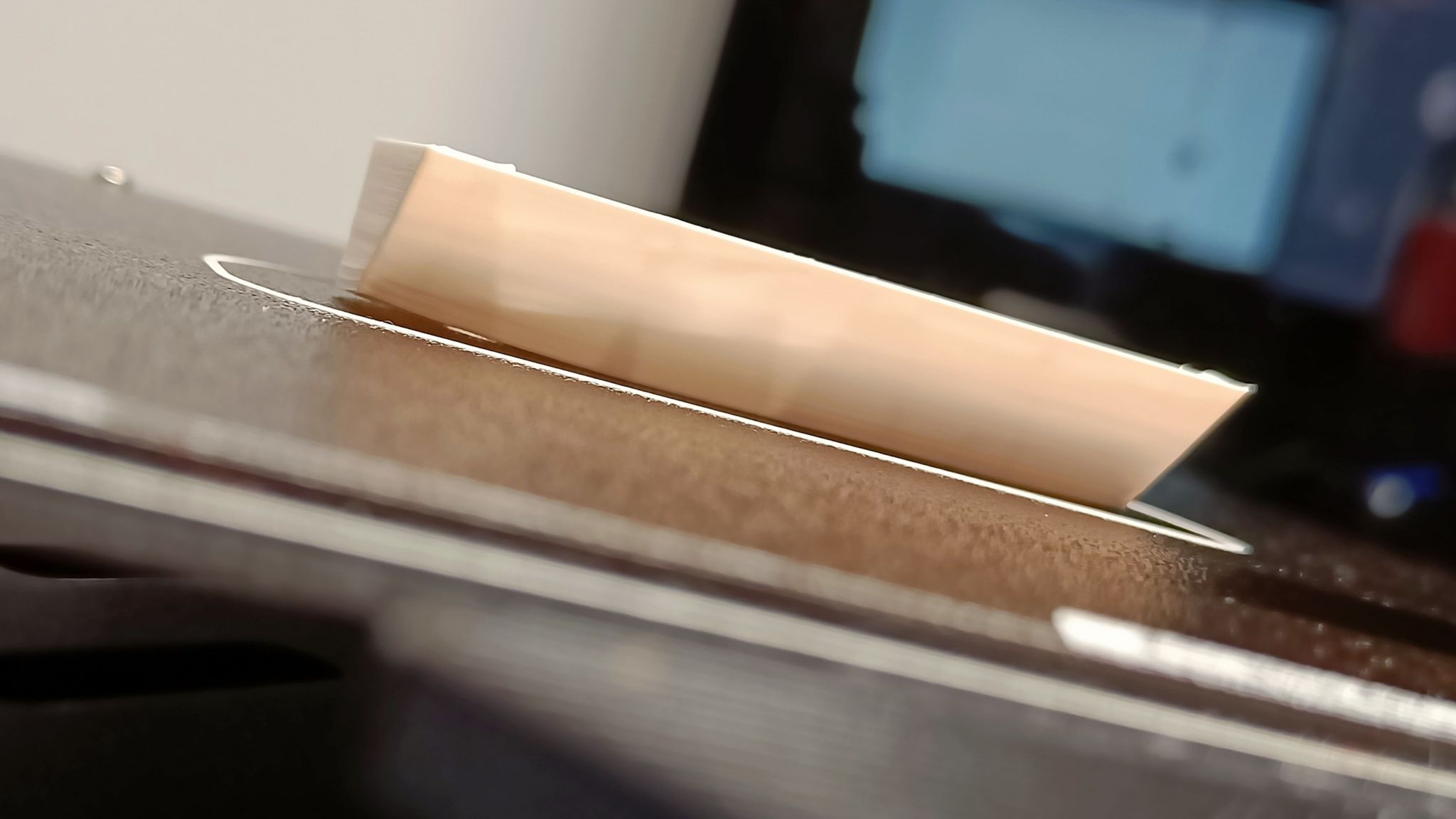
Bonjour, J'ai vu pas mal de topic sur ce souci, j'ai beaucoup de mal à faire un leveling propre avec cette imprimante. Même l'option auto leveling ne fonctionne pas bien, la buse fini par gratter le plateau PEI sur les cotés J'ai mis à jour le firmware, de l'écran et de l'imprimante, j'ai eu accès à la correction du leveling qui m'a pas mal aidé, mais j'ai toujours un souci. Le premier, c'est qu'il semblerait que le plateau soit creusé au milieu. Quand je fais le niveau avec une feuille A4, j'obtiens sur les 4 points une résistance normale, et quand je la fais sur le point du centre, la buse ne touche quasiment pas le papier. Ce qui fait que je dois baisser la buse pour qu'elle touche le papier au milieu, mais du coup, ça frotte sur les côtés.... En corrigeant à la main le leveling (qui de base est fait automatiquement), j'arrive à avoir à peu près la buse au même niveau partout. Mais c'est très loin d'être parfait. J'ai un autre souci, il semblerait qu'il y ait un problème dans mes paramètres, ou je ne sais pas, peut-être que c'est lié au fait qu'il y ait un creux au milieu du plateau, mais mes pièces sont toutes imprimées en cloche. Quelque photo du souci ci-joint. Est-ce que je m'y prends mal pour faire le bed leveling ? Est-ce que je règle mal la chauffe du plateau ou de l'extruder ? J'imprime en PLA, blanc. J'ai testé : - 220°C Bed 50°C - 200°C Bed 50°C - 220°C Bed 60°C - 200°C Bed 60°C Dans ces quatre configurations, le résultat est quasiment le même. J'ai joué sur la hauteur de buse dès les premières couches en pendant que c'était dû à l'adhérence, mais non, même en écrasant la première couche sur le plateau, l'objet fini par se bomber. Merci d'avance pour votre aide.