GuillaumeTevo
-
Compteur de contenus
33 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par GuillaumeTevo
-

Projet Superman extérieur grandeur réelle
GuillaumeTevo en réponse au topic de GuillaumeTevo dans Projets et impressions 3D
Tout d'abord, bravo pour ta réalisation c'est Top . J'ai bien un trou dans le dos sous la cape où je peux insérer un tube qui peut être coulé au sol dans le béton, ce qui me fait peur c'est le reste du corps qui lui sera que de plastique. A moins de bien recouvrir de résine époxy ? Ça résistance sera suffisante ? Je viens de la regarder, je ne vois rien concernant la rigidification. -
Projet Superman extérieur grandeur réelle
GuillaumeTevo en réponse au topic de GuillaumeTevo dans Projets et impressions 3D
Oups désolé merci beaucoup -
Projet Superman extérieur grandeur réelle
GuillaumeTevo a posté un sujet dans Projets et impressions 3D
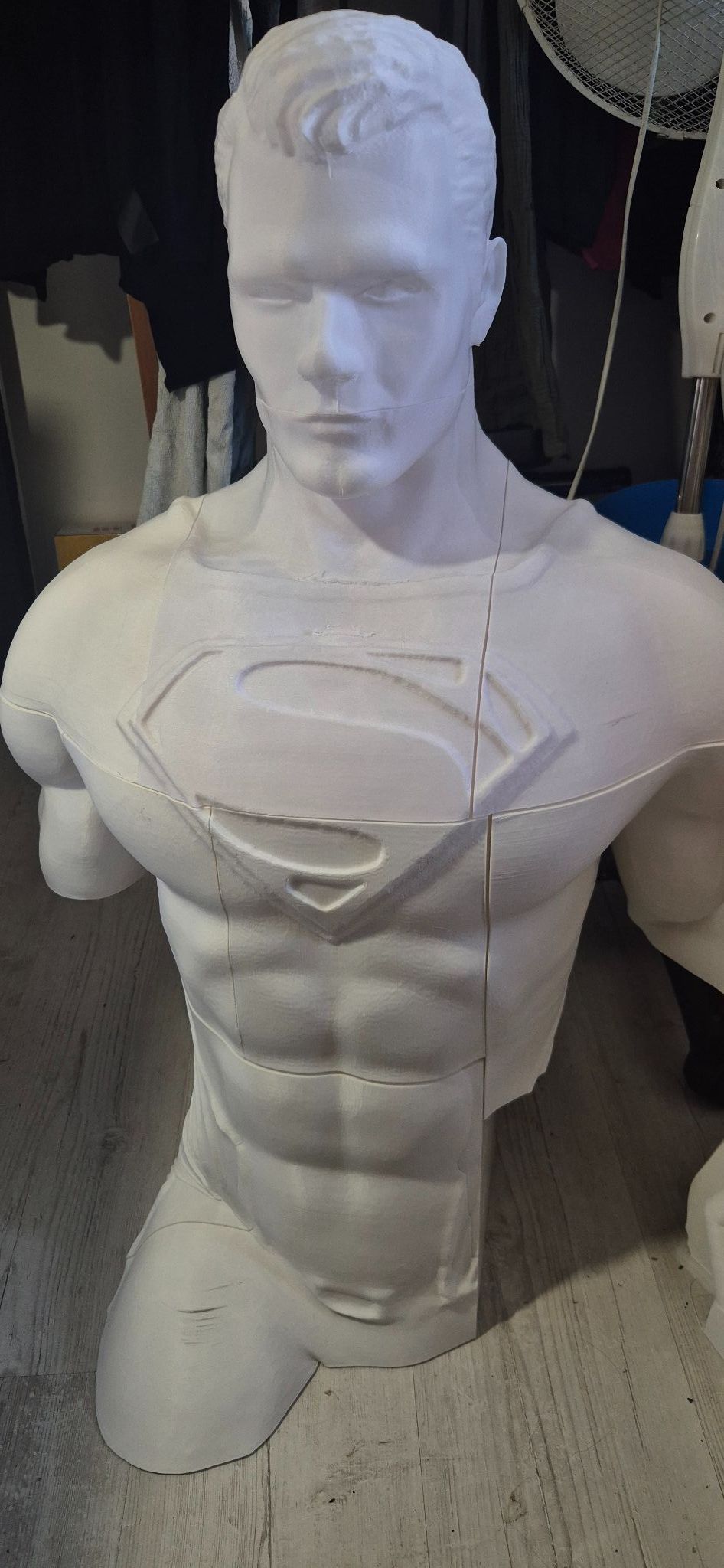
Bonjour, Je viens solliciter votre expérience, j'aimerai créer une statue Superman pour le jardin de 1.80m de hauteur. J'ai agrandit un modèle puis découper avec Luban 3D J'ai imprimé les blocs en PLA puis assemblé . Je sais que dans l'état le PLA n'est pas fait pour l'extérieur et la prise au vent serait énorme. Je cherche donc des idées pour concevoir un moule ou autres idées. J'ai aussi pensé à le recouvrir de résine epoxy mais le poids ne serait pas beaucoup supérieur. Merci d'avance de vos lumières et critiques .
-
Bonjour , J'ai le sentiment que le réglage du niveau du lit ne s'enregistre pas , preuve est que même apres une exagération d'un +2000 en valeur sur premier point où on distingue bien l'ecart au plateau à l'oeil , la buse revient quasi au contact des que je relance . Je suis en Marlin 2.1.2.5
-
Parois non fermés ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Je suis reparti du réglage de la Creality, merci de ton aide -
Parois non fermés ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Je pense que oui j'ai du touché un truc, c'est la version 2.2.0 Peux tu m'envoyer l'export de tes préréglages ? Ok , je viens de voir c'est sur les parametres imprimmante , en prenant la creality CR10 tout va bien -
Parois non fermés ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Sous orca je ne trouve pas la raison de cette paroi extérieure qui ne se ferme pas -
Parois non fermés ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Sous Orca ? J'ai aucun probleme sur Simplify -
Parois non fermés ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
ah oui pardon : Passe fil.stl -
Bonjour, Je cherche la raison pour laquelle les parois ne sont pas fermées par endroits, vous pouvez le voir facilement sur le screen. J'imagine que je peux jouer sur des parametres ?
-
Impression ASA - Couper ventilation ?
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
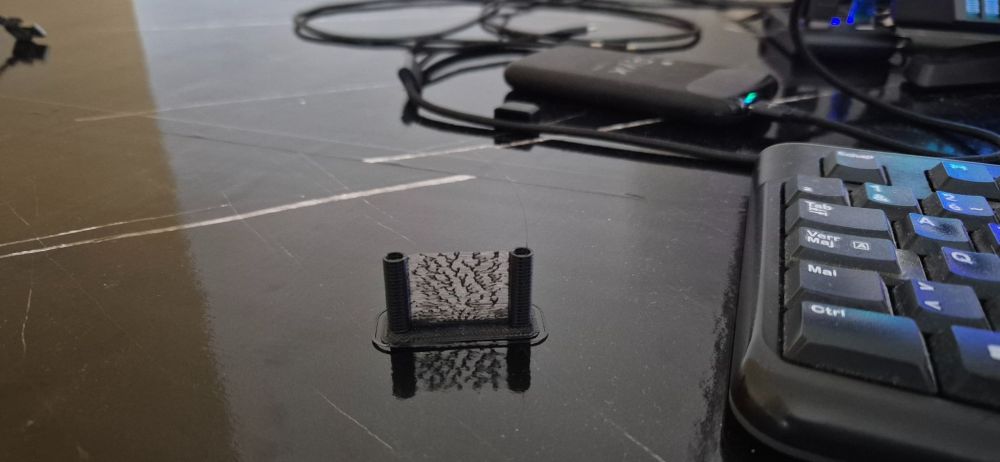
Eh bien contre toute attente ça fonctionne, du fait de moins de choc thermique la pièce a bien adhéré tout le long de l'impression. Pour ceux qui auraient le même problème, monter la température du bed peut effectivement solutionner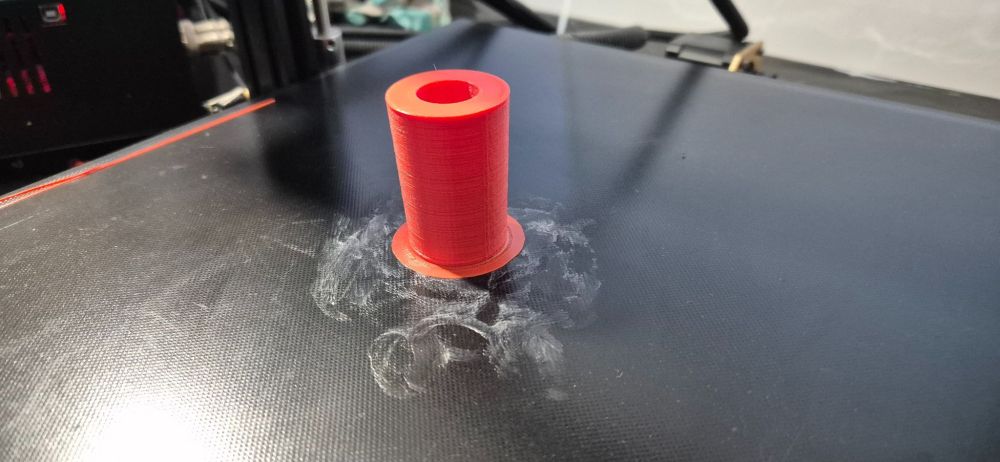
-
Impression ASA - Couper ventilation ?
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Vu que j'ai pas d'autres idées que de fermer, je tente bed a 140. Je suis a Z 6.00 pour l'instant ça tient -
Impression ASA - Couper ventilation ?
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Eh bien j'ai oublié d'ajouter qu'il y a quelques semaines, avant les fêtes j'ai imprimé une piece nettement plus grande avec ce filament et elle ne s'était jamais décollé. J'en arrive a me demander si le réglage était réellement différent. -
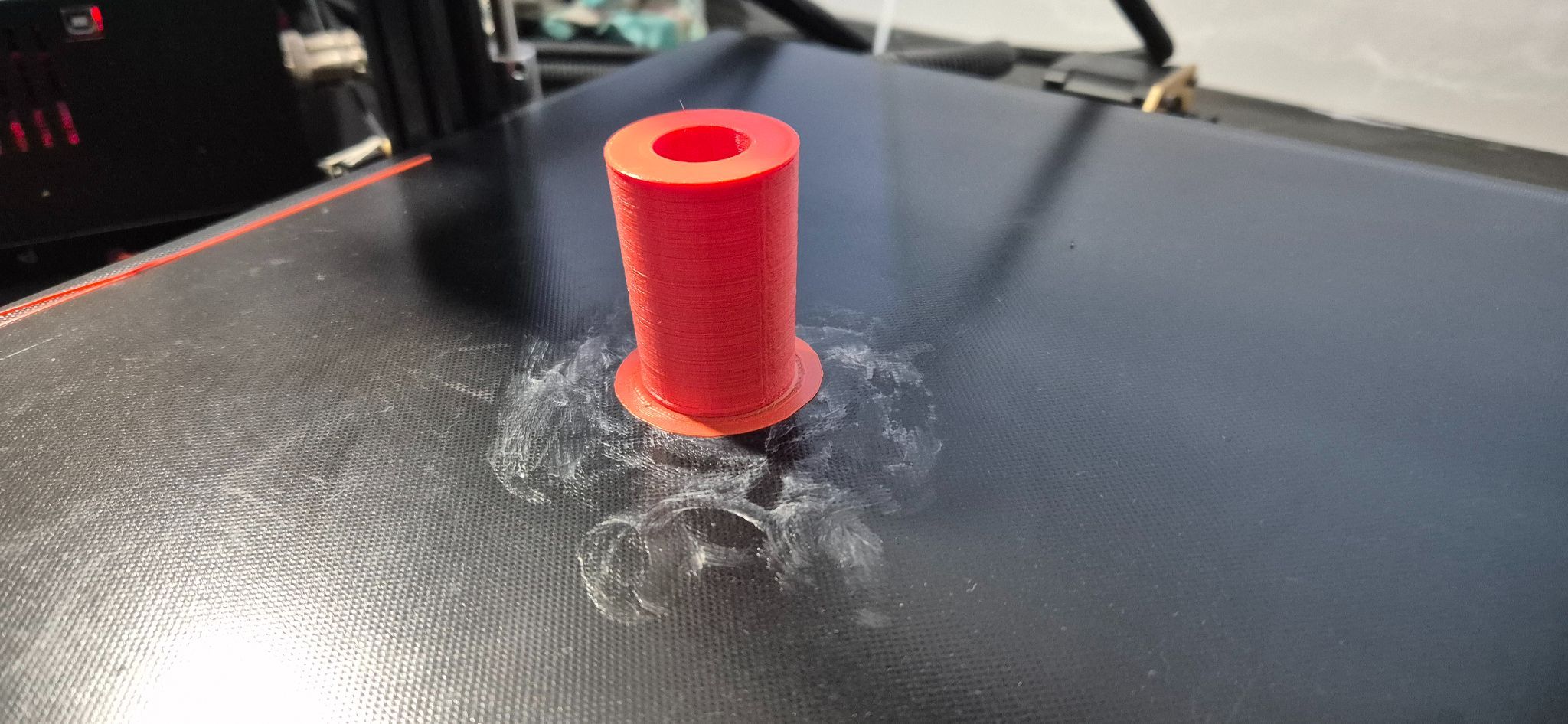
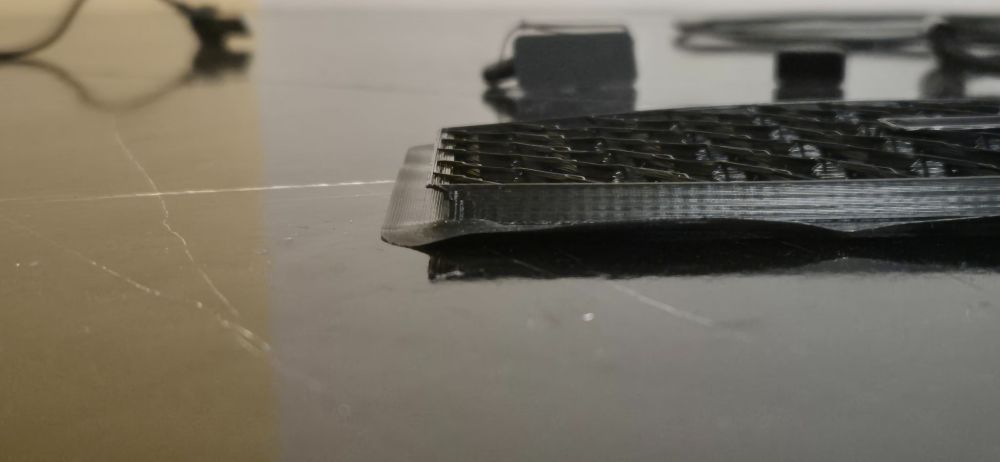
Bonjour, Je viens vers vous car je désespère après une vingtaine de tentatives. Mes impressions se décollent après 2 ou 3 couches. J'ai essayé avec différentes températures aux alentours de 250-260 pour la buse et 90 a 110 pour le bed. Laque et colle sur le plateau. Les réglages sont sont ceux pour la creality 10 sur ORCA. J'ai réduis la vitesse impression première couche a 20mm. J'ai vu qu'il était conseillé de réduire voire couper la ventilation. J'ai toujours la ventilation refroidissement a 100%. Sur Marlin 2.1.2.1 je ne vois pas cette option mais seulement pour le ventilateur de buse, qui lui est bien coupé.
-
TORNADO Arête devant être verticale se décale ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
C'est confirmé. Finalement aucun problème sur Simplify il s'agit donc de réglages. Je vais donc faire un rapport des réglages qui fonctionnent sur Simplify et ceux actuellement en place sur ORCA qui provoquent ce décalage. J'aimerais vraiment passer a ORCA car il me semble bien plus optimisé et personnalisable...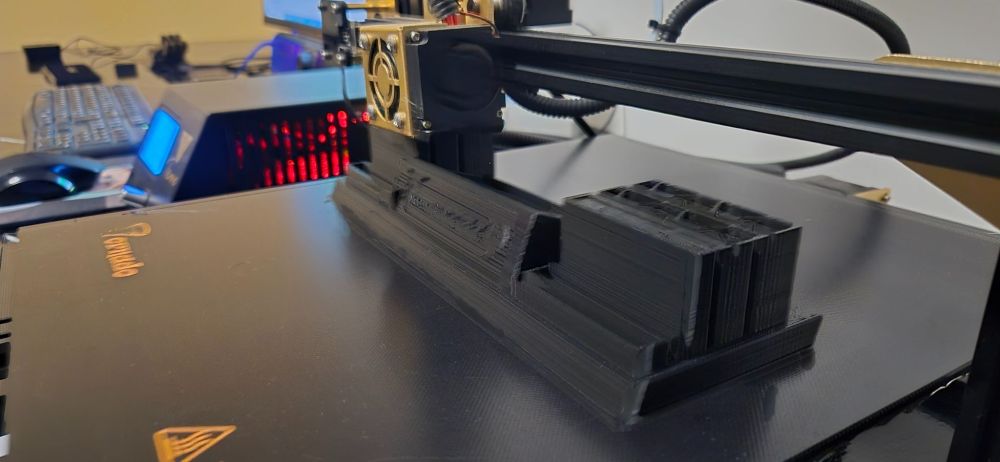
-
TORNADO Arête devant être verticale se décale ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Merci pour ces contrôles à effectuer. La seule chose que je n'ai pas vérifié sont les vitesses, rien ne "bloque" en tout cas ( filaments ou points durs). Je viens de lancer le même print sur Simplify où les réglages jusque là ne m'ont jamais fait ça, je posterai ensuite les settings des 2 logiciels si tu veut bien m'aider à voir où ça cloche ( si bien sûr le print est bon sur Simplify) Une chose est sûre, ça ne le fait que sur l'axe Y après un nouvel essai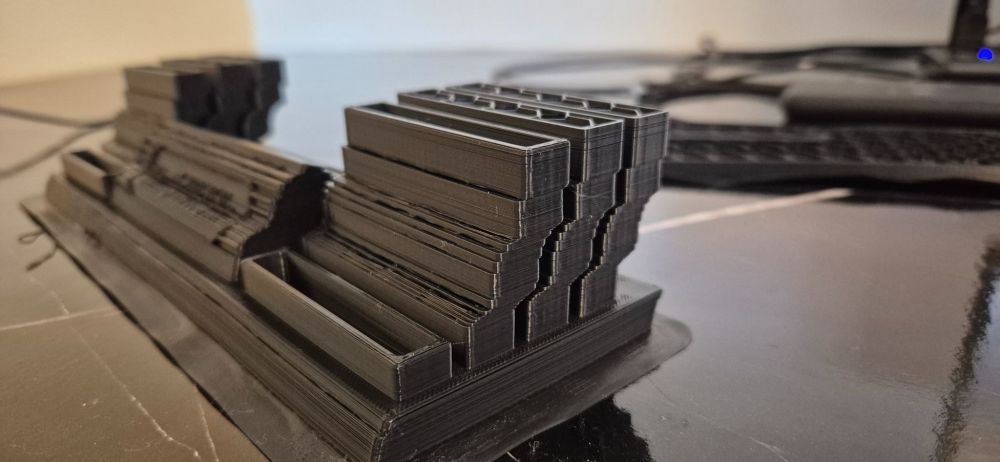
-
TORNADO Cheveux d'anges sous ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Ça fonctionne bien, merci de ton aide . -
TORNADO Arête devant être verticale se décale ORCA SLICER
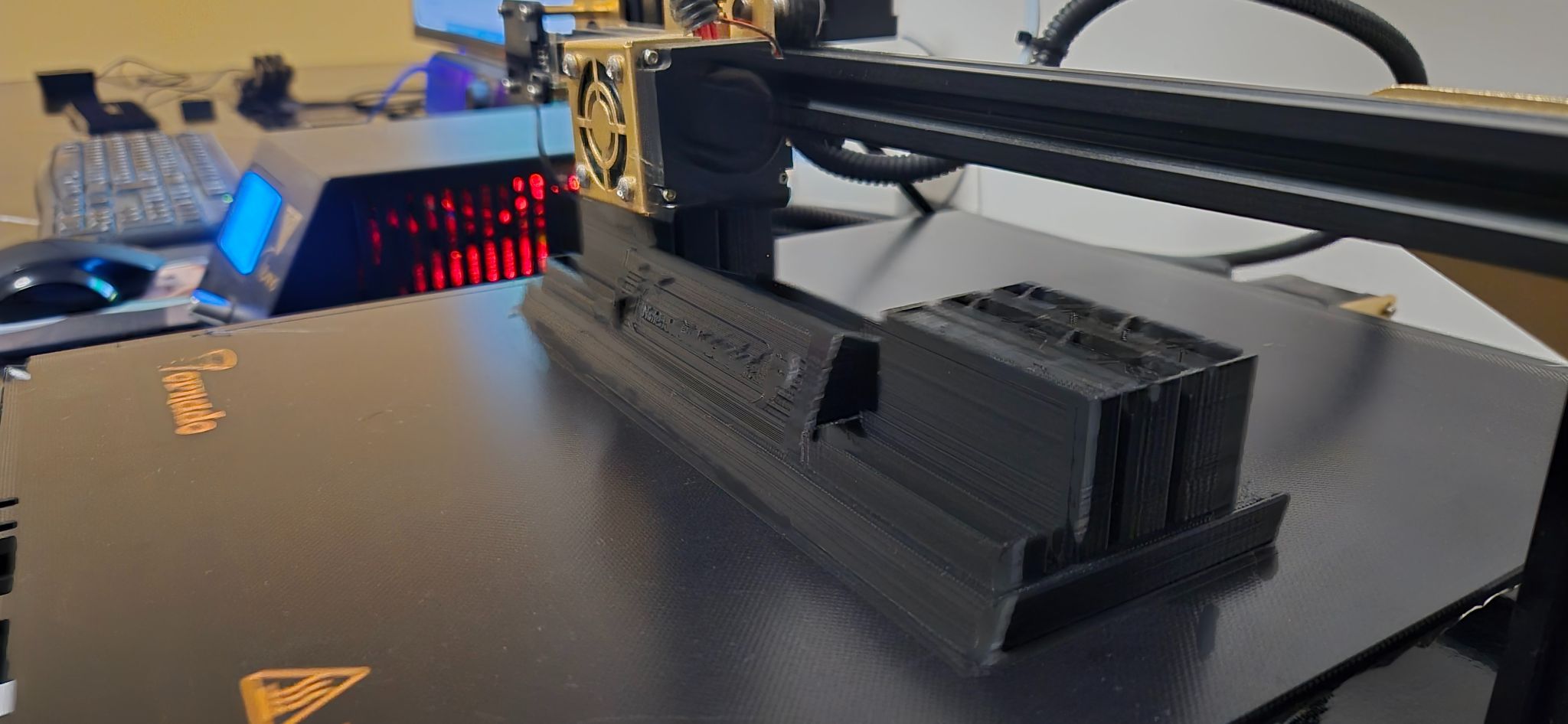
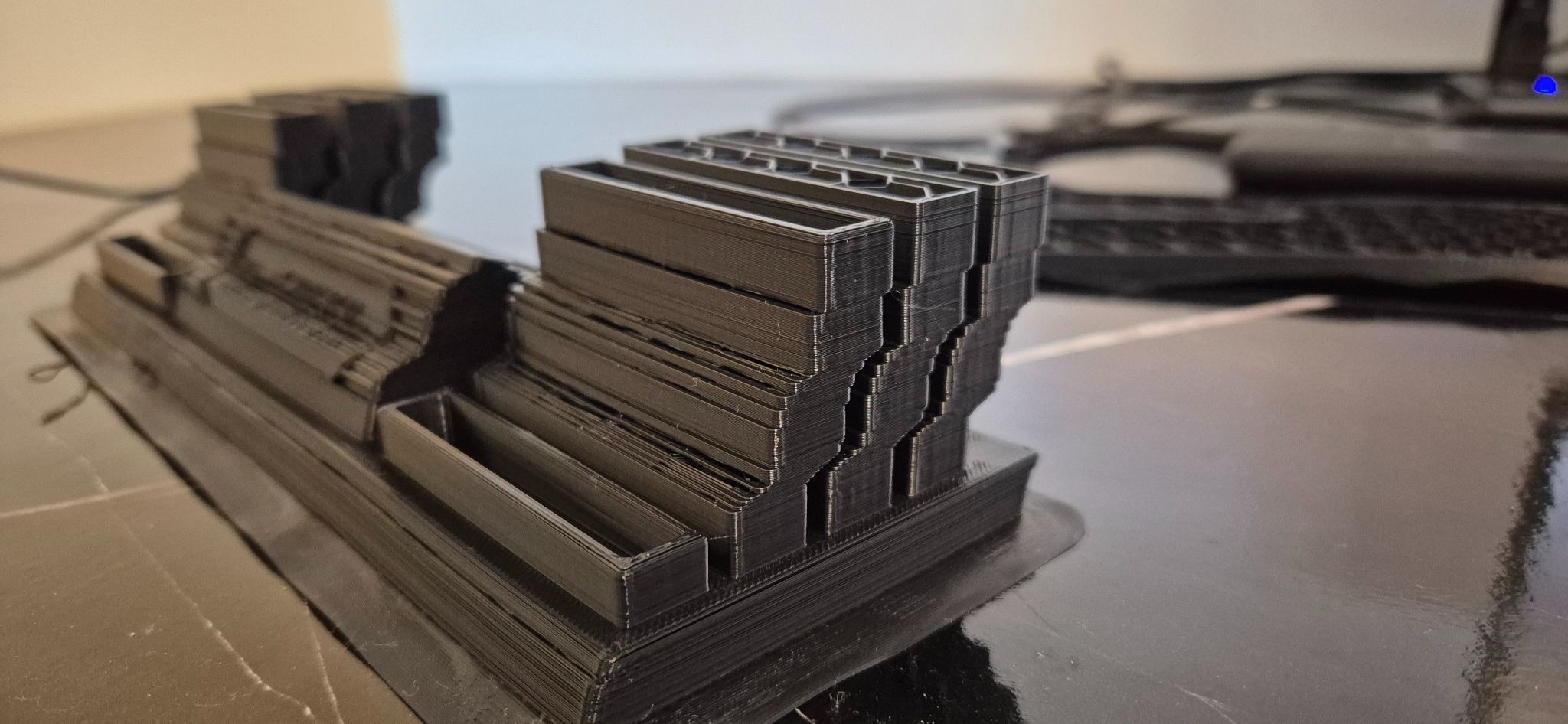
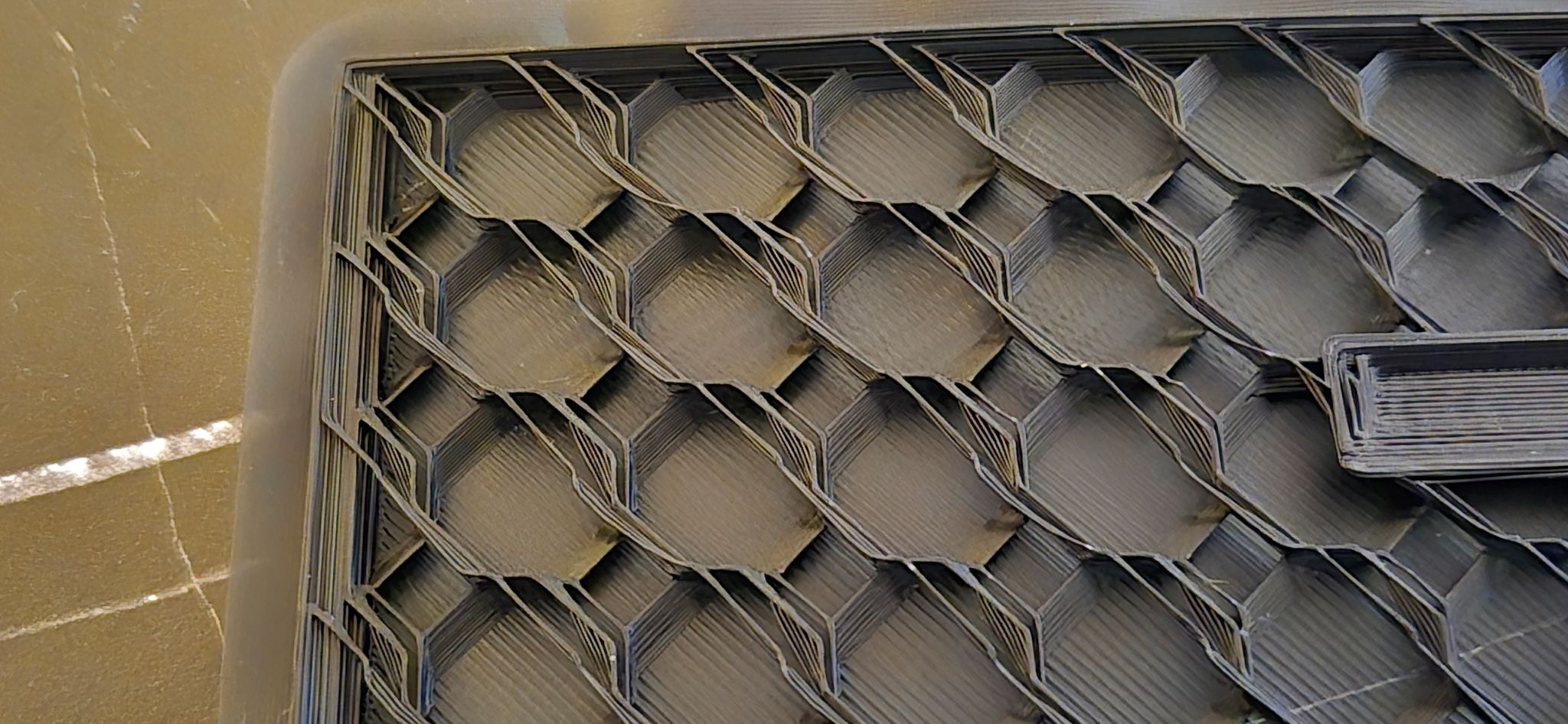
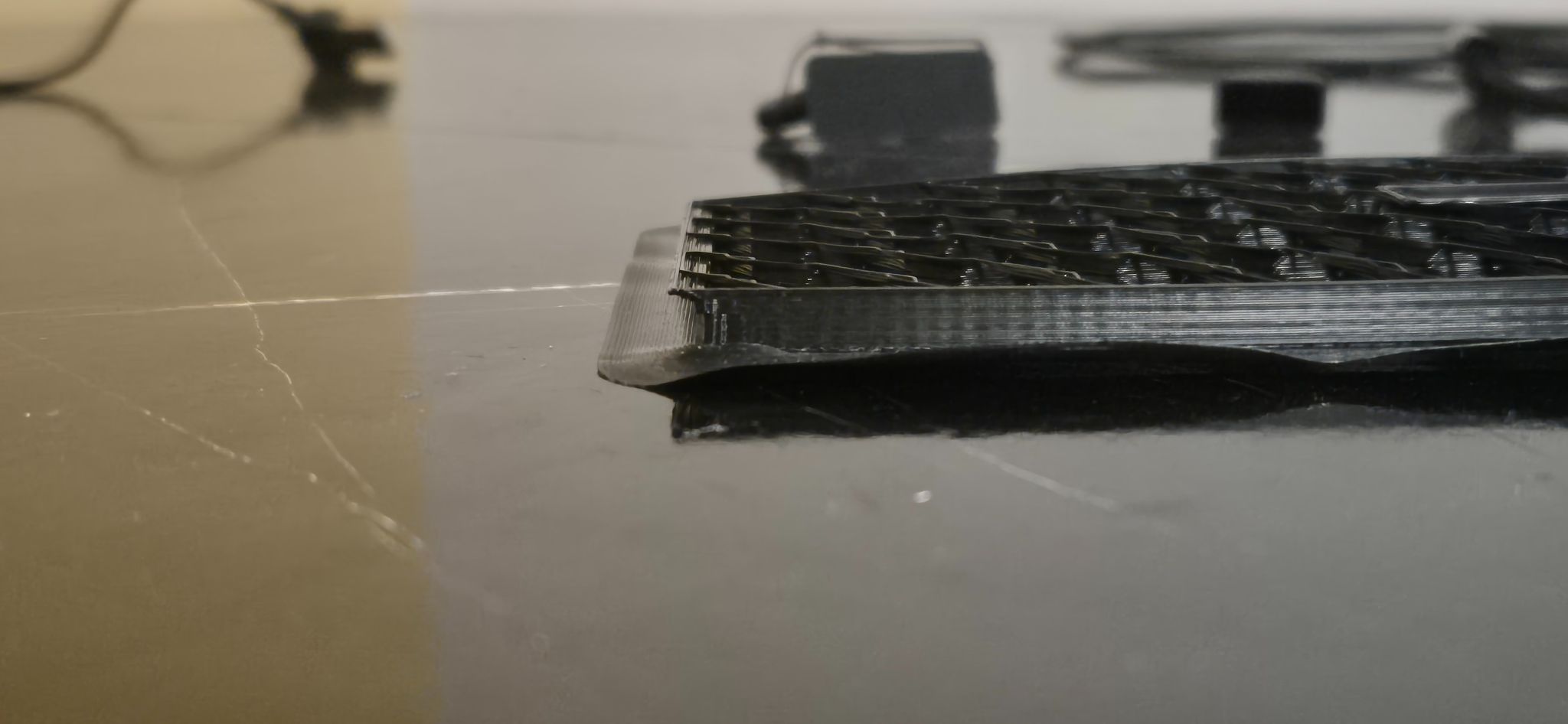
GuillaumeTevo a posté un sujet dans TEVO 3D / TevoUP
Bonjour, Me voici avec un problème étonnant. J'essaie d'imprimer un fichier qui sur le logiciel s'affiche bien avec des arêtes verticales . Au bout de quelques couches lors de l'impression, sa se décale ( voir photos) on le voit bien du coup aussi sur le remplissage en nid d'abeilles. Une idée d'où celà peut il venir ? Merci d'avance de bien vouloir m'aider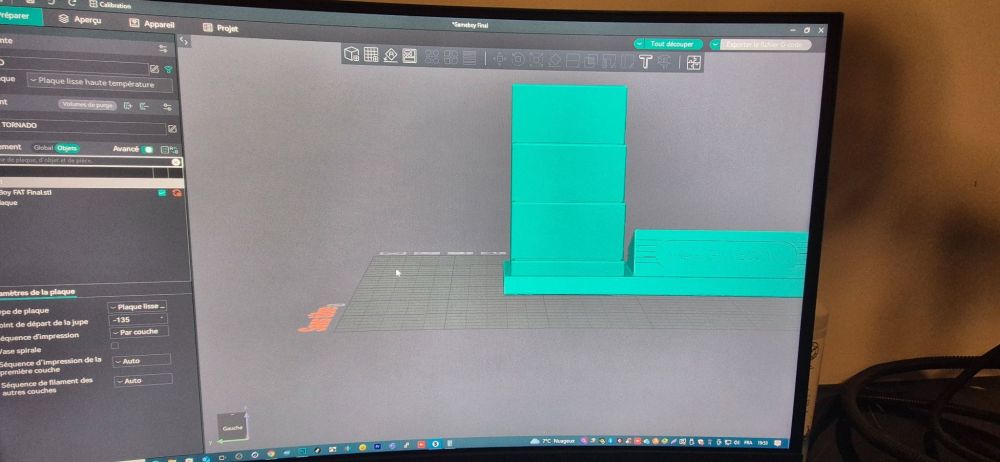

-
TORNADO Cheveux d'anges sous ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
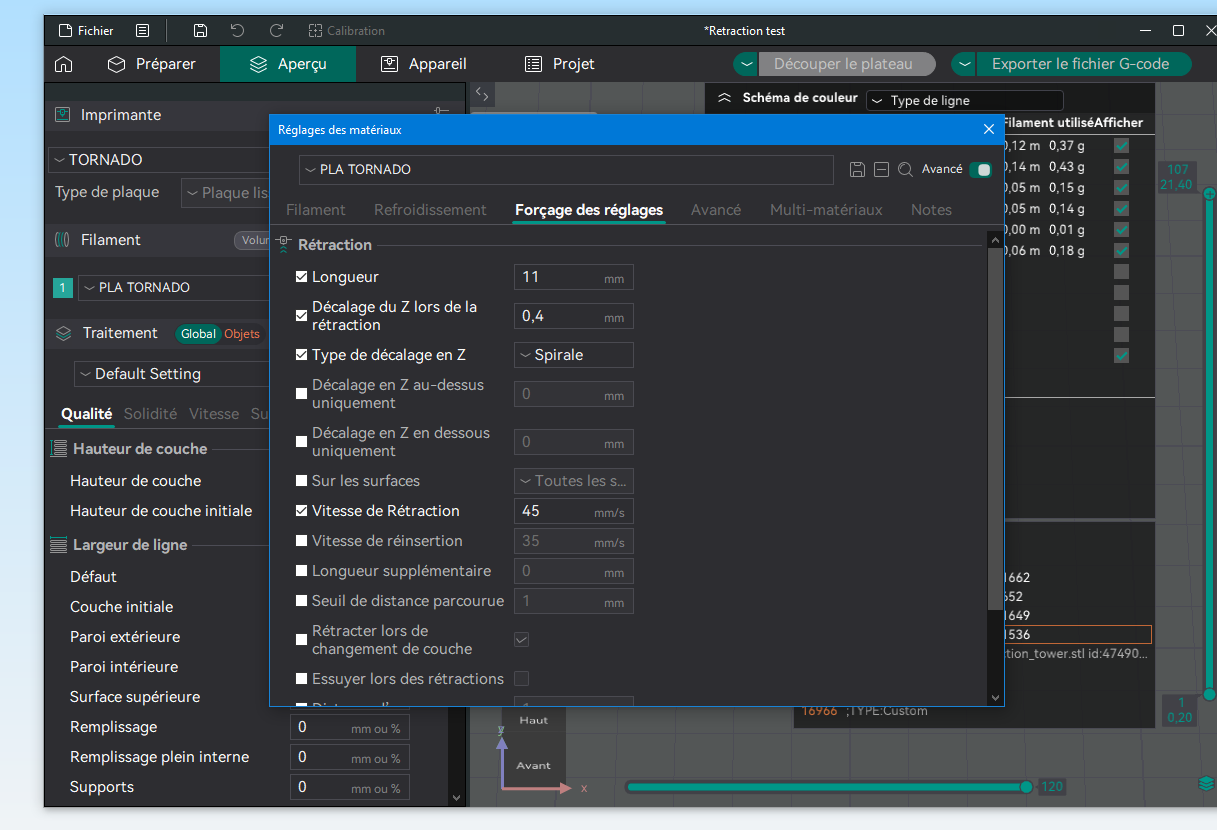
Je viens De cocher sur les surfaces " Toutes". Vitesse de réinsertion equivalente ( 45mm/s ) , je n'ai toujours aucune rétraction. Je ne comprend pas pourquoi car sur simplify la rétraction se fait bien Edit : je viens de lancer malgré tout un print quelconque, ça fonctionne, on dirait que c'est uniquement avec le print du test de rétraction de ORCA . Je vais récupérer un stl de test rétraction sur le net et je vais essayer avec ... -
TORNADO Cheveux d'anges sous ORCA SLICER
GuillaumeTevo en réponse au topic de GuillaumeTevo dans TEVO 3D / TevoUP
Hello et merci de te pencher sur mon problème, aucun problème de tube PTFE car j'ai oublié de souligner qu'avec Simplify par exemple, la rétraction se fait bien et se fait même entendre. La je confirme, aucune rétraction ne se fait . Je passe tout juste a ORCA, jusque là j'étais sous Simplify -
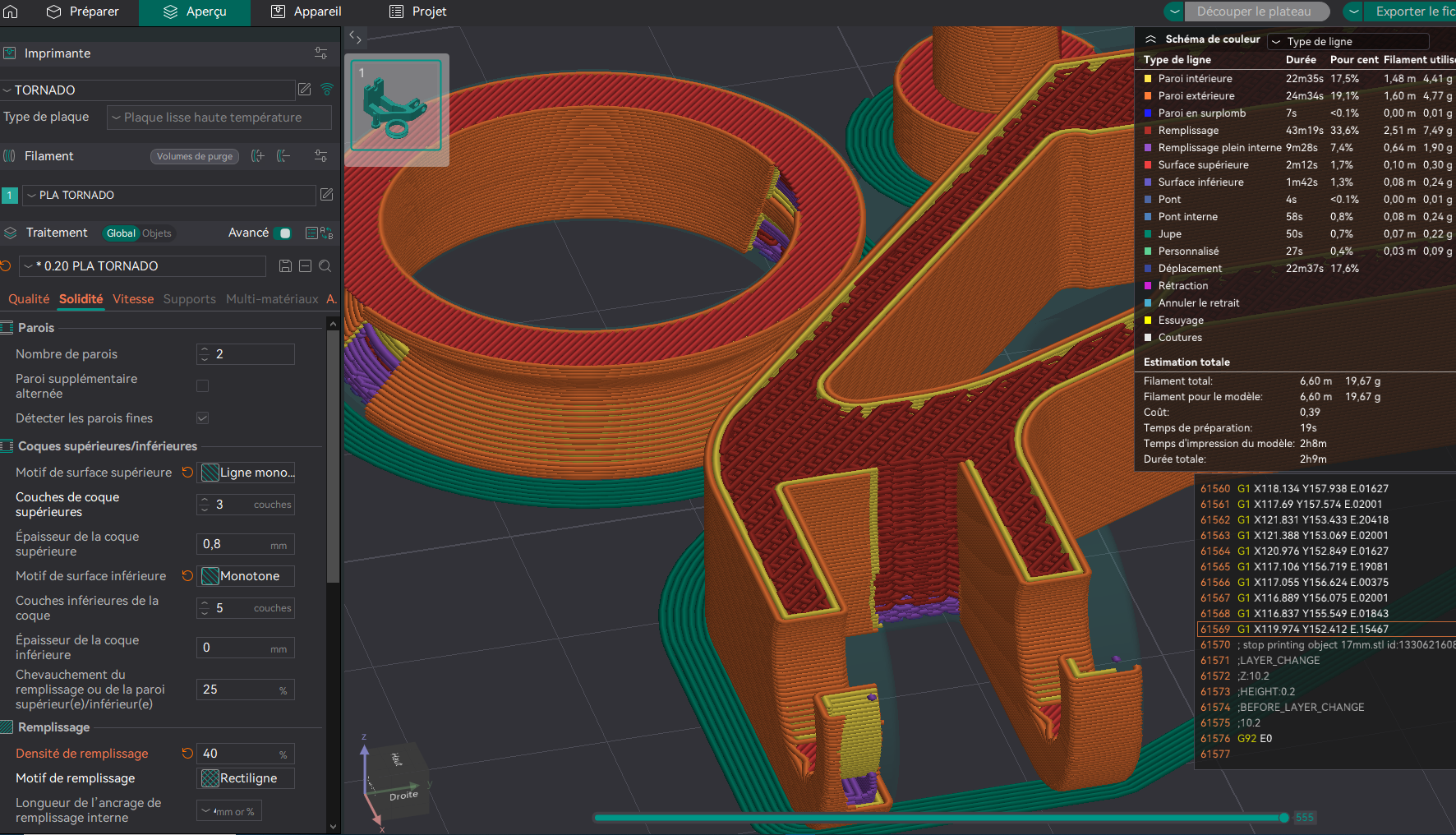
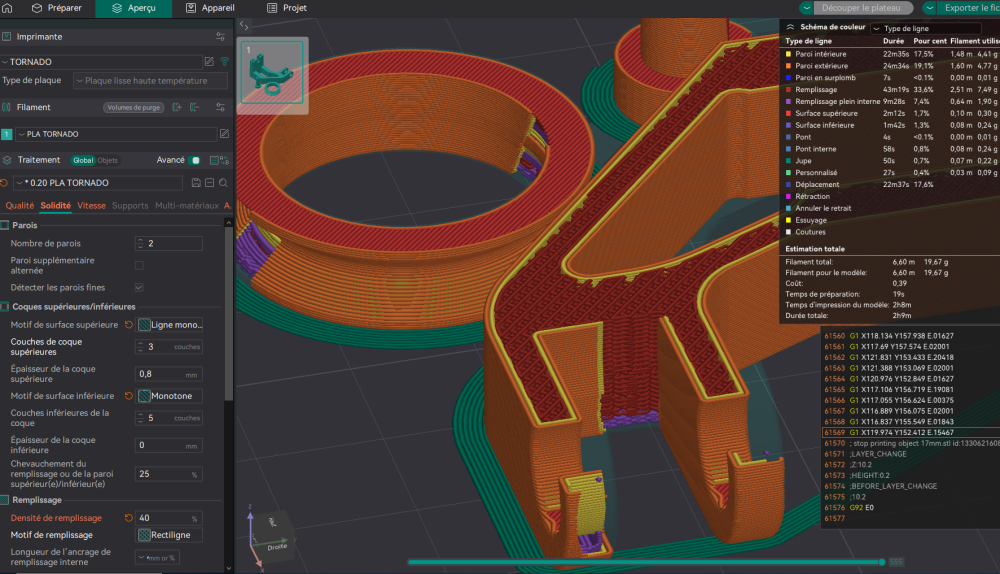
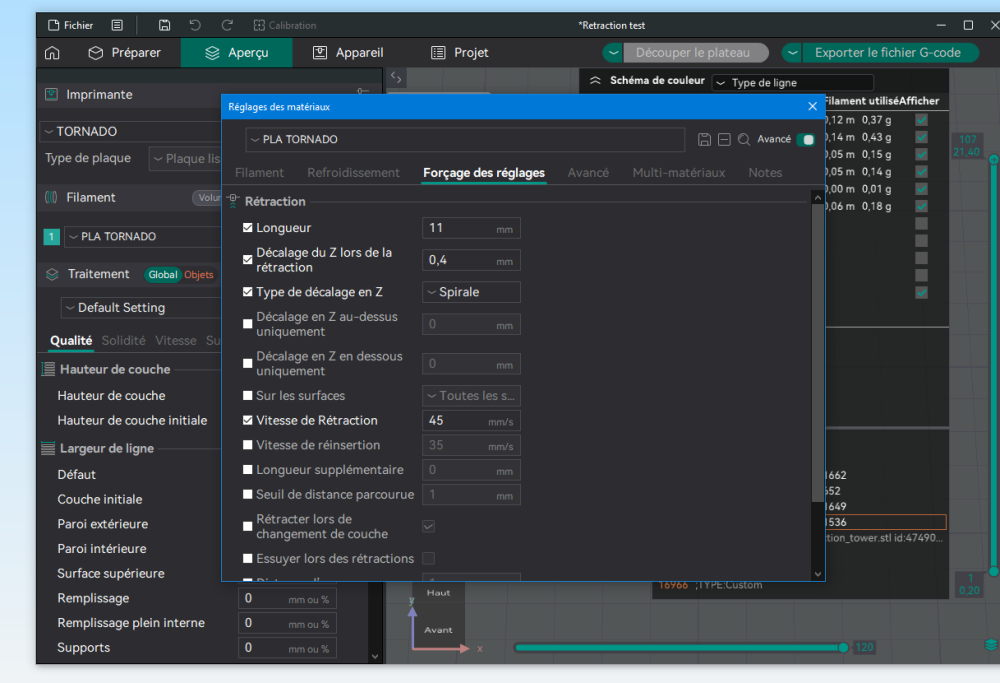
Bonjour, Je viens demander votre aide, en effet j'ai beau mettre une valeur ( pourtant élevée )de retraction sous Orca Slicer, j'ai toujours des filaments ( cheveux d'anges ) lors de l'impression test retraction . Je me suis arrété à une valeur de rétraction de 11 mm que je trouve déjà énorme. Je n'entends dailleurs pas le filament se retracter. Dois je regarder sur le Gcode si la commande de rétraction est bien interprétée par l'imprimmante ? Vous trouverez aussi les paramètres que j'ai mis . Merci de votre aide
-
Probleme tranchage Simplify 3D
GuillaumeTevo en réponse au topic de GuillaumeTevo dans Discussions sur les logiciels 3D
Je le saurai à l'avenir, merci -
Probleme tranchage Simplify 3D
GuillaumeTevo en réponse au topic de GuillaumeTevo dans Discussions sur les logiciels 3D
Merci pour votre aide. J'ai une tevo tornado. J'ai bien envie de me pencher sur Orca slicer du coup pour remplacer Simplify. Je pourrai y ajouter les scripts gcode de démarrage et fin comme j'avais bien réglé pour mon imprimante dessus? -
Probleme tranchage Simplify 3D
GuillaumeTevo en réponse au topic de GuillaumeTevo dans Discussions sur les logiciels 3D
Oh je test ça dès que je rentre merci beaucoup, je l'ai acheté sur cults3d sinon -
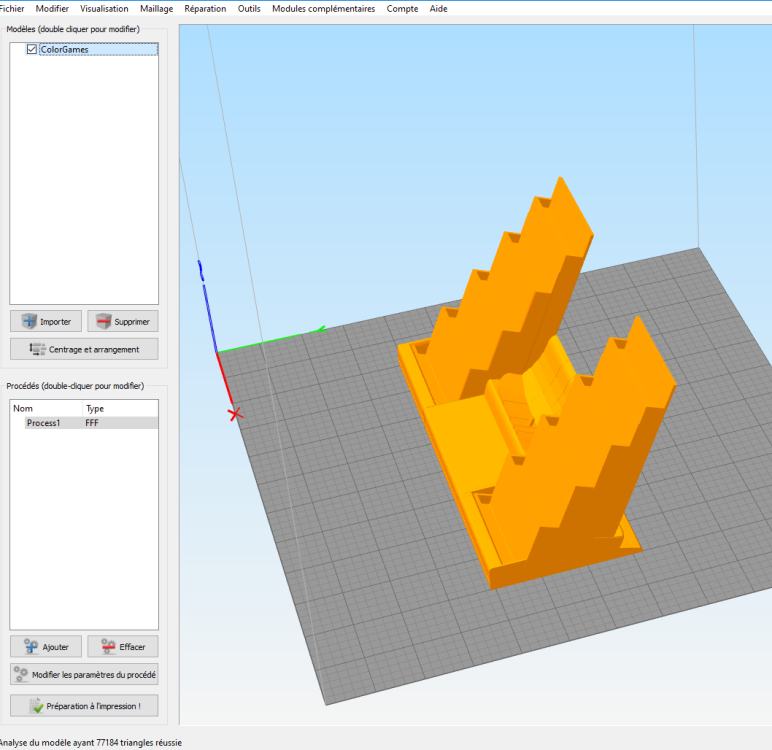
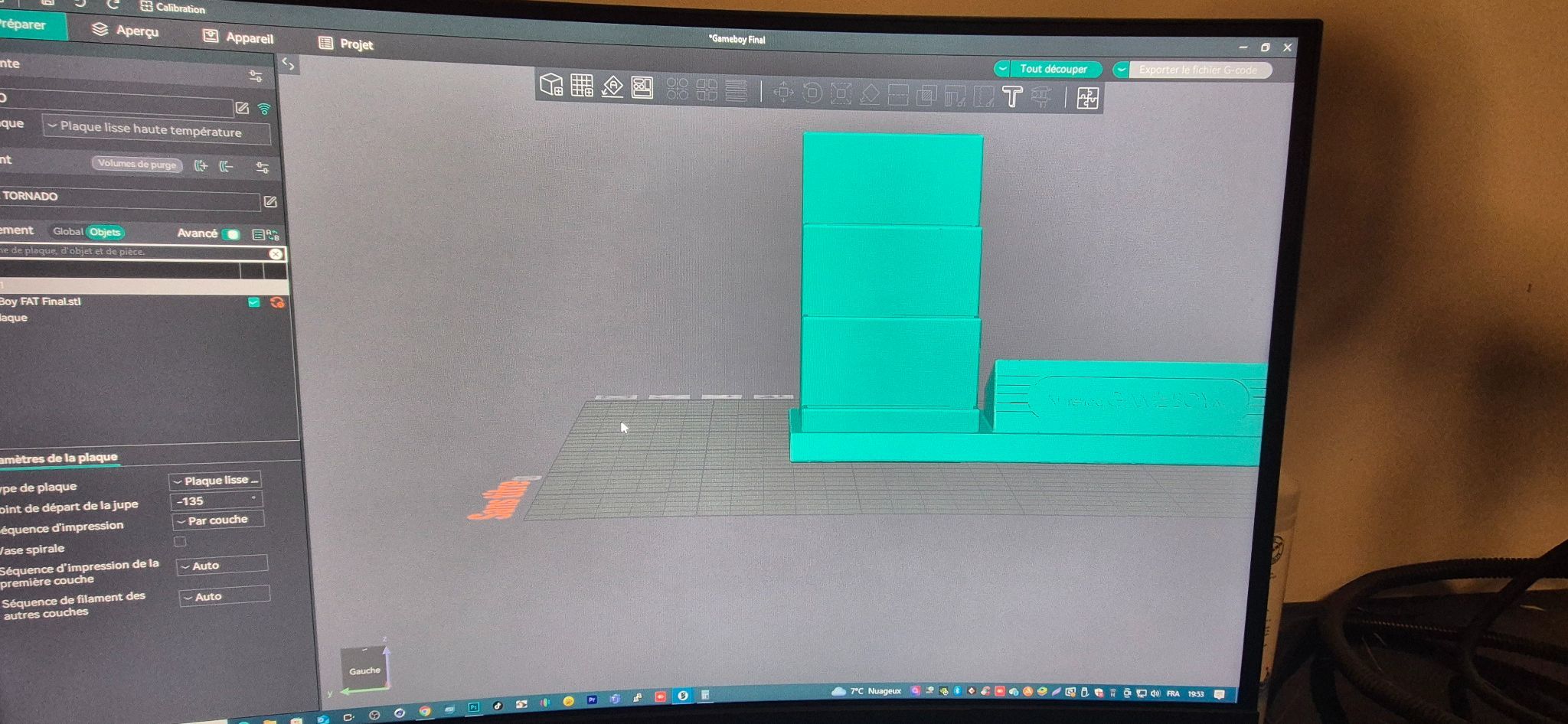
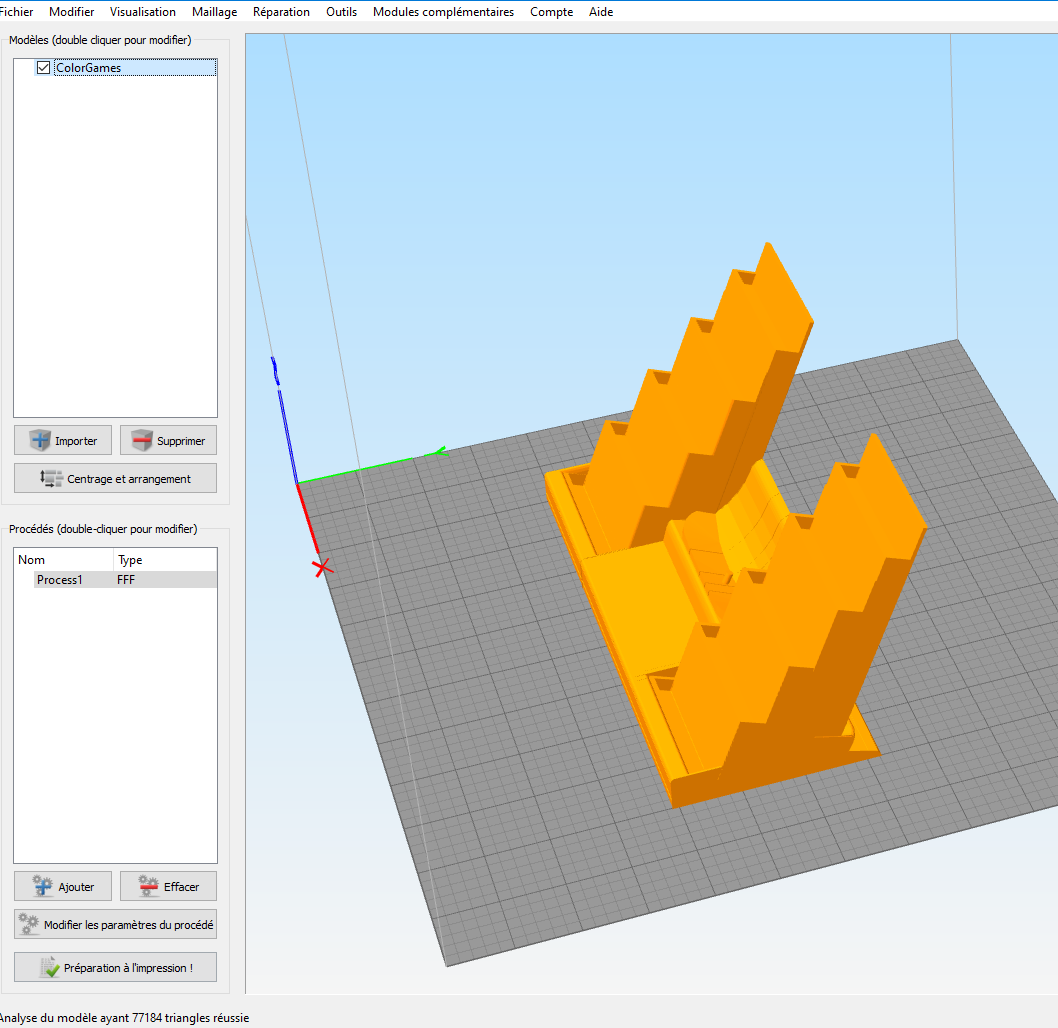
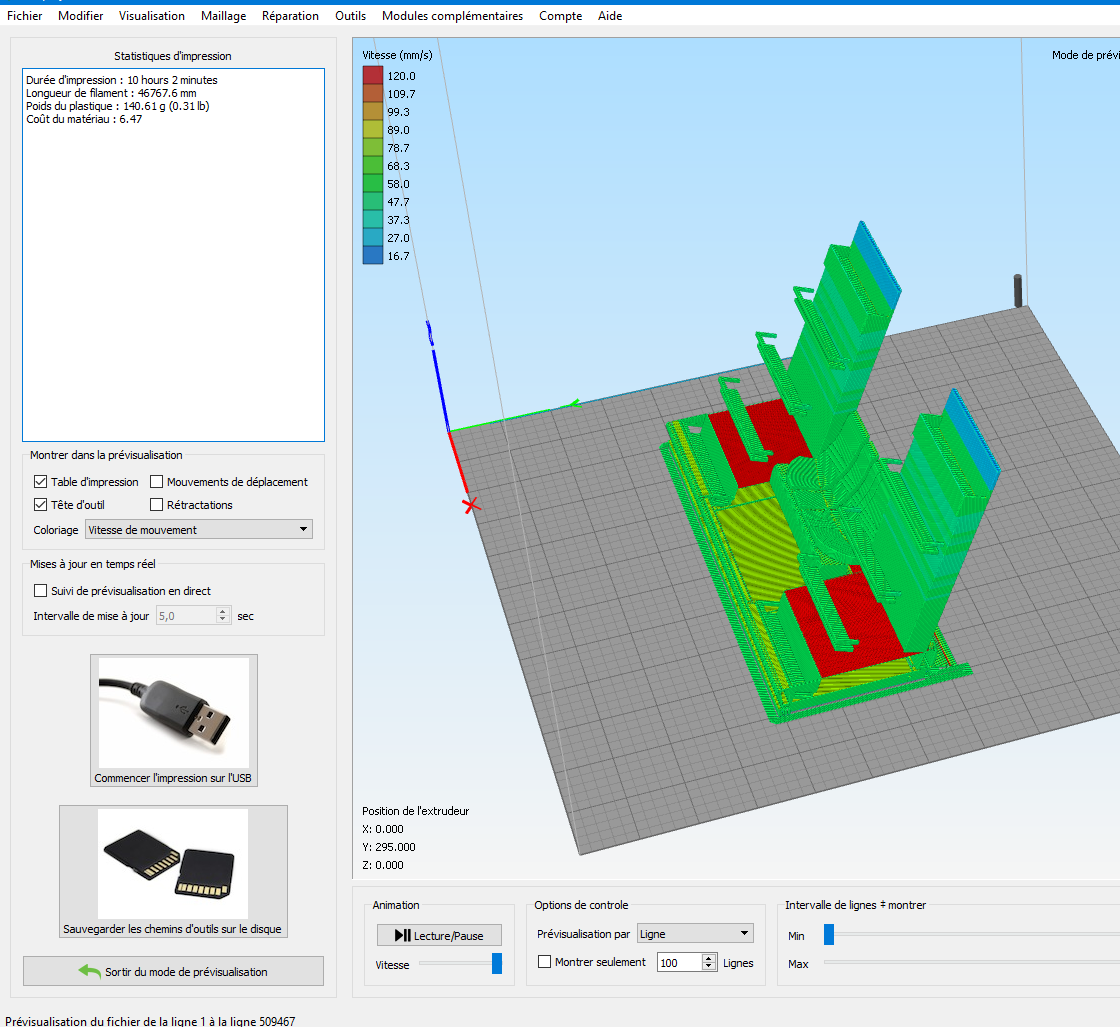
Bonjour, J'ai un soucis dès lors que je lance le tranchage sur Simplify, c'est la 1ere fois d'ailleurs. Le visuel est parfait avant découpage mais après il y a des parties aériennes ( Voir photo jointe ) . Je n'ose donc même pas lancer l'impréssion. Je voudrai rester sur simplify car j'ai des scripts adaptés à l'imprimmante et pas envie de tout refaire sur autre slicer . Pouvez vous m'aider à savoir d'où celà pourrait venir ? Je joins: - Le fichier STL en question - Les paramètres de procédé Simplify - Les 2 Photos <Modération> Fichier joint ".zip", du modèle en question, supprimé. Car provient d'un modèle payant sur Cults3D. Merci de ne pas partager illégalement des fichiers normalement payants. </Modération>