juliena
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de juliena
")





-
Salut! J'ai reçu les nouvelles thermistances, ça n'a pas l'air de venir de là; toujours une extrusion pas propre à 230 et nickel à 180/190 La température est bien stable, pas de variations/instabilité, un bon 230 fixe +/- 1 degré de temps en temps. Je connais pas le type de thermistance que j'avais, mais les nouvelles sont des NTC 100K 3950 du coup j'ai essayé de faire un firmware avec: #define TEMP_SENSOR_0 13 mais le résultat est identique (dégueu à 230, parfait à 180) si tu as une idée EDIT: bon ça à l'air d'être bon en définissant TEMP_SENSOR_0 11 c'était listé comme une thermistance de plateau chauffant dans configuration.h donc j'avais pas testé, mais ça m'a l'air bon, extrusion OK à 230. Je suis allé voir dans marlin/src/module/thermistor et le 13 c'est pour 4000 et quelques de beta, le beta25 de 3950K c'est la 11! J'ai encore un peu de VFA/lignes diagonales mais au moins j'ai la bonne température. Niveau VFA justement, tu as déjà vu ce souci sur des X2? Merci beaucoup @MrMagounet et @Laurent08 pour votre aide sur tous ces soucis!!!
-
Merci pour ces précisions, je comprends mieux la différence UART/standalone maintenant! Quoi qu'il en soit, je devrais pouvoir extruder normalement avec les 2208 avec une vref suffisante même en stealtchop par défaut. Donc soit ils sont défectueux soit c'est autre chose dans la chaine (thermistance ou moteur?) - j'ai un heatbreak bi-metal donc PTFE court qui ne va pas jusqu'à la buse, il s'arrête dans une gorge dans la partie haute du heatbreak. - sur le sujet thermistance je suis bien d'accord, c'est assez curieux que le PETG s'imprime à 180 sans problème.. j'en ai essayé plusieurs et elles renvoient les mêmes valeurs. J'en ai commandé de nouvelles dans le doute. Un truc qui pourrait expliquer tout ça, c'est que ma chaussette silicone est un peu déchirée du côté de la thermistance sur le heatblock sinon ça passait pas (j'avais pas la bonne chaussette, ne me tapez pas!) Donc peut etre que les valeurs qu'elle relève sont faussées par l'air ambiant qui lui parvient de l'extérieur (car elle n'est plus totalement "emprisonnée" dans la chaussette). Donc si ça se trouve, à 230 elle est en fait vers 260 degrés mais renvoie une moyenne entre les 260 et les 20 degrés de la pièce et donne quelque chose vers 230 sur le TFT. Mes 180 degrés seraient peut être plus proches de 220/230 réels ce qui expliquerait que ça imprime correctement du PETG à 180 deg. Et ça expliquerait l'extrusion dégueu à 230, ma buse serait en réalité à 250/260 et le filament devient du magma coulant hors de contrôle j'ai rien pour mesure la température réelle du bloc malheureusement. Possible que mon driver/moteur soit tout à fait OK et que le problème vienne simplement de ça... si c'est le cas je suis vraiment un branquignolle et heureusement que mon PTFE ne va pas jusqu'à la buse sinon j'aurais respiré du caca!
-
merci Laurent! J'ai commandé moteur E0 + pignon (impossible d'enlever le pignon sur le moteur d'origine, pas de vis, merci artillery :D). Artillery vend le moteur 24mm de l'extrudeuse sur amazon, mais pas sur son site. 20 balles donc similaire au prix Ali, bon à savoir pour ceux qui ont besoin d'un remplacement rapide! Ça doit venir de là ou du driver, les grigris software stealthchop/square wave stepping/minimum pulse ou pas ça n'explique pas une extrusion dégueulasse (et de toutes façons à moins d'être en UART je n'ai pas la main dessus), au pire il pourrait perdre des pas mais là j'ai vraiment un truc bizarre. Pour une ligne droite, on dirait qu'il extrude en continu mais à la buse la matière sort de manière saccadée. Pourtant le moteur est centré sur la plaque de maintien, j'ai laissé un peu de jeu/backlash à la roue dentée d'entrainement du filament, je vois pas clairement si la rotation est décentrée ou irrégulière. Peut etre que l'axe est légèrement tordu.. tout à l'air correct côté PTFE/heatbreak etc. Bref, merci pour la suggestion, ça permettra au moins d'éliminer une source potentielle du problème. Si ça marche pas j'irai voir du côté mécanique courroies poulies sur X et Y, apparement la VFA avec des espacements de 2mm peut provenir des courroies/idlers/poulies. C'est un sacré tunnel cette histoire de peau de saumon/VFA pour info une comparaison du même print/même filament avec la voron 2.4 et la X2, c'est sans appel la X2 a un (ou plusieurs) trucs qui clochent! Bonne semaine à tous/toutes Julien le mien tourne de manière assez fluide curieusement. Mais il a dû se prendre une chataigne quand j'ai branché la nappe sous tension... ça ou le 2208 qui déconne mais en standalone impossible d'avoir le driver status dans le terminal. Je recois les 2209 aujourd'hui, on va voir si ça vient de là!
-
petite question supplémentaire, si je comprends bien, en legacy/standalone, je peux mettre ce que je veux dans le firmware dans configuration.adv.h section tmc_smart (stealthchop/spreadcycle on/off, interpolation, nombre de microsteps) et ça ne sera pas pris en compte/le driver tournera en stealthchop par défaut et en 16 microsteps? Car je viens de faire le test de compiler en 128 microsteps pour E0, et à la valeur de défaut des esteps 445 il me sort environ 10mm pour 10mm demandé. Si la modif de 16 a 128 microsteps pour E0 que j'ai fait dans le firmware était prise en compte, j'aurais du multiplier mes steps par 8 dans les réglages pour qu'il me sorte la bonne longueur, non?en plus de ça, j'ai activé MONITOR_DRIVER_STATUS mais M122 (ou M913 etc) renvoient "unknown command" dans la console.
-
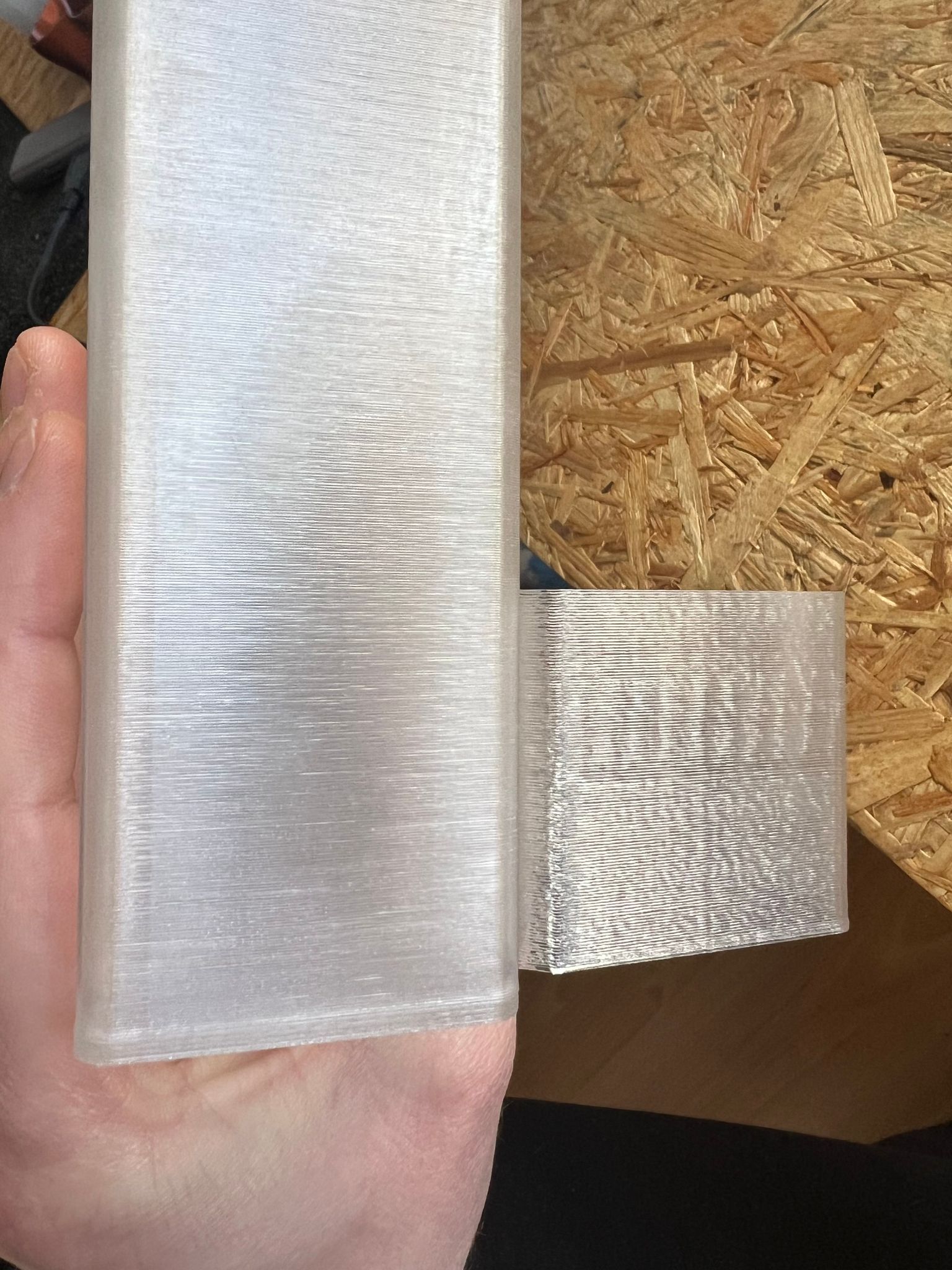
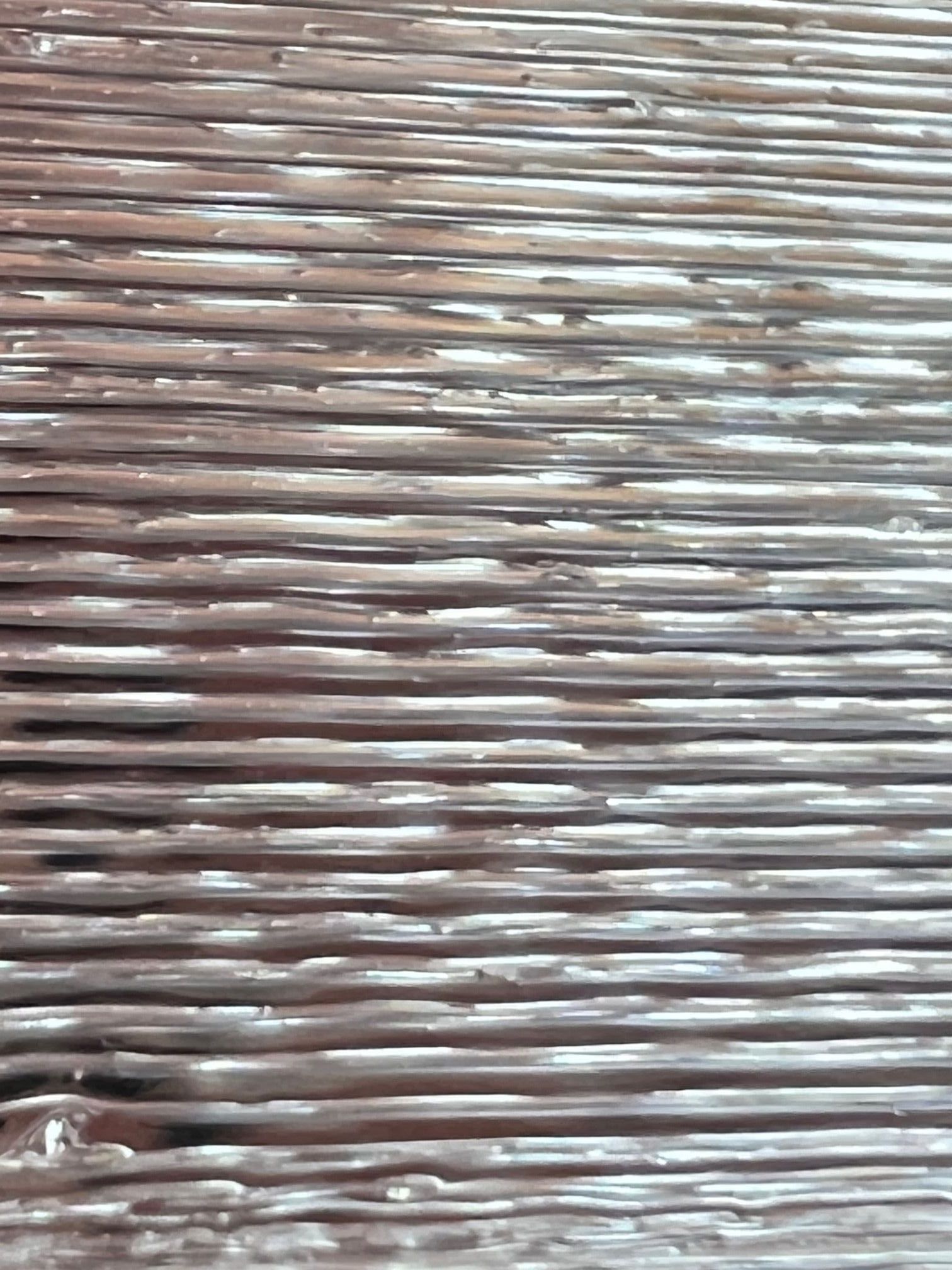
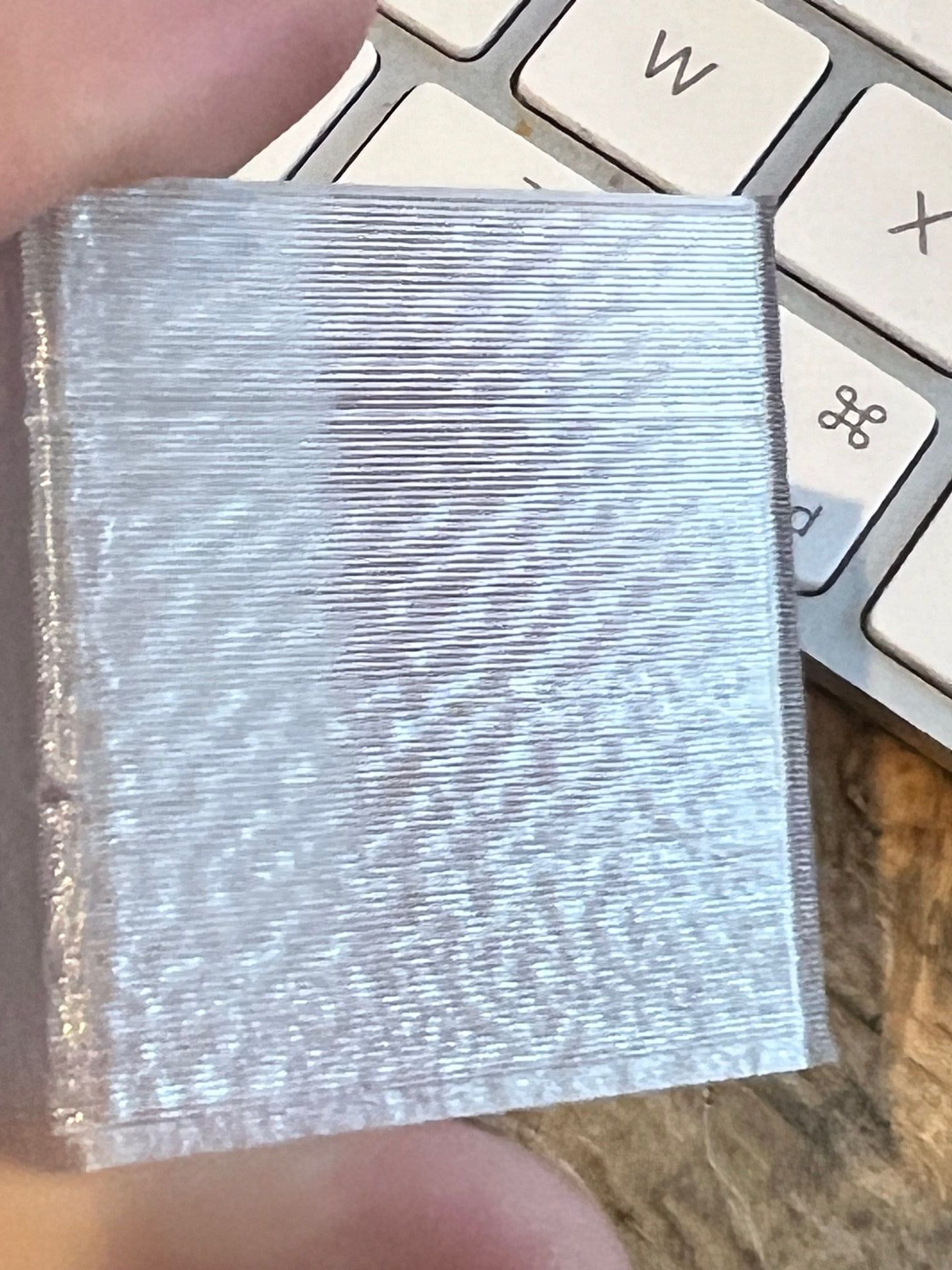
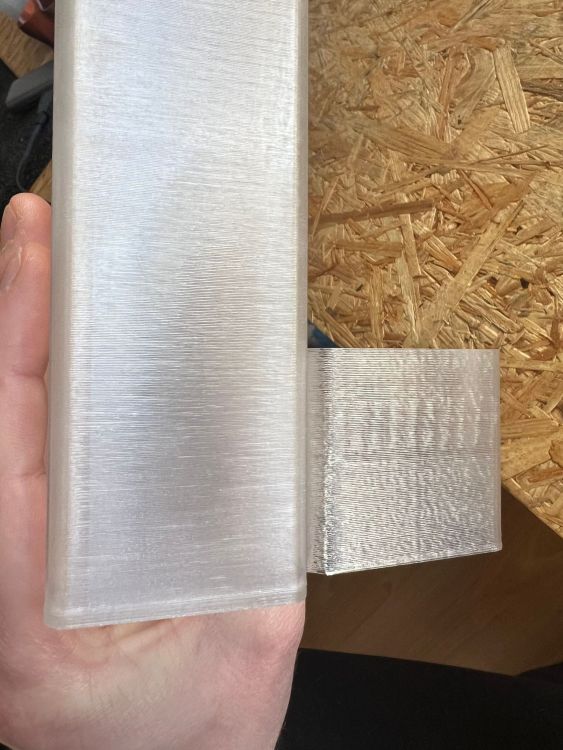
Salut @MrMagounet! Tout d'abord merci pour ces sources, j'ai compilé avec VScode et le firmware marche bien! A l'origine je suis parti dans ce projet de changer les drivers d'origine pour du 2208 car comme un idiot, j'avais rebranché la nappe du PCB de l'extrudeur imprimante allumée, ce qui avait fait un petit arc et une zone un peu marron cramée sur le connecteur du PCB de l'extrudeur. J'avais changé la nappe et le PCB de l'extrudeur car j'observais de la VFA/peau de saumon sur les parois extérieures suite à tout ça. J'ai donc pensé avoir abimé les drivers origine et mis des 2208 avec les infos de ce topic, au passage j'ai dû abimer la CM ruby car en installant les 2208, au démarrage elle marquait "aucune imprimante reliée" ou quelque chose du genre sur le TFT. J'ai donc commandé une nouvelle CM, mis les 2208 (au passage j'ai eu une boite de 5 et l'un d'entre eux chauffait beaucoup même sans rien demander comme mouvement, juste imprimante sous tension...) installé ton firmware et fait différents essais de VREF en partant du plus bas. Au final, j'ai toujours exactement le même souci de peau de saumon, ici avec un PETG transparent REFLOW dont les settings sont 230 degrés plus ou mois 10 degrés: https://imgur.com/a/Q5xvap6 1ere image: bas du cube imprimé à 230 degrés, on voit que les lignes ne sont pas belles, ça à l'air sur extrudé et surtout les lignes ont l'air d'avoir une largeur variable!! Linear Advance activée (K 0.02) ou pas, ça n'a pas d'impact (d'ailleurs ce sont des lignes droites à flow constant donc à part au début et à la fin de la ligne, la LA n'intervient pas et on le sent bien au niveau de l'extrudeur, pas de correction pendant la ligne) 2eme image: haut du cube imprimé à 185 degrés soit presque 50 degrés de moins que la préconisation fabricant...?! j'ai bien 1mm de paroi avec le flow à 100% dans le slicer comme demandé, pourtant j'ai calibré mes Esteps avec le filament à 240 pour éviter d'influer sur le résultat. 3eme image: VFA/peau de saumon visible quelle que soit la température (lignes diagonales assez prononcées). Niveau mécanique tout à l'air OK, courroies tendues, excentriques serrés mais pas trop. Est ce que tu as deja eu ce genre de soucis sur tes prints? J'ai essayé de recompiler un firmware en désactivant le Stealthchop sur E0, en pensant que forcer spreadcycle pourrait aider. Même résultat... j'ai aussi essayé square wave stepping on/off et pas mal de chose dans Marlin (avec/sans linear advance, avec/sans junction deviation, s curve...) les vref que j'utilise: E0 0,80V (moteur de 1A) X Y Z 1,36V (moteur X de 1,7A, Y rien n'est marqué dessus mais il est plus grand que X donc j'ai mis 1,36) J'ai essayé pas mal de valeurs, surtout plus faibles. J'ai fait le cube en photo avec les valeurs ci-dessus, sachant qu'avant ça pour E0 je suis monté jusqu'à quasi 1V pour voir, même résultat. Je commence à penser que j'ai possiblement abimé un des 2208, voire le ou les moteurs X/E0 (peut etre lors de ce branchement sauvage de la nappe qui a déclenché tout ça), voire ma CM, voire tout à la fois. J'ai commandé des 2209 BTT neufs pour voir (pas encore reçus), j'ai pas de moteur de rechange sous la main pour essayer ce côté la, d'ailleurs artillery ne vend pas le moteur de l'extrudeur. Il y a ce souci de température que je ne comprends pas (la même bobine imprimée sur une Voron à 230 degrés sort comme sur la X2 à 185, ya un souci mais lequel... j'ai essayé différentes thermistances qui donnent toutes les mêmes valeurs. J'ai vu dans configuration.h (ou l'autre) qu'il est possible de définir le type de thermistance et il y a une liste assez longue, tu définis la valeur 1 dans ton firmware. Je n'ai pas les datasheet de mes thermistances mais j'ai différents modèles qui donnent la même température en utilisant le 1 que tu as mis dans la config Marlin... bizarre non? Voila, je ne sais plus trop si ça vient du firmware, des moteurs, des steppers, de la thermistance.. si tu as une idée car cela fait des jours que je suis bloqué sur ce problème et ça devient menaçant pour ma santé mentale (et désolé pour le pavé) Julien


-
super merci beaucoup!!
-
Ah top, je suis preneur en effet!
-
Alors j'ai pas testé ton 2.1.2 car je sais pas comment éditer le .bin pour déclarer les 2208 et vu que le 2.0.9.3 marchait sans LA j'ai préféré pas trop toucher. Je suis en train d'essayer avec LA en extrusion absolue, pour l'instant j'ai pas eu le bug, je vais voir si ça tient! ce serait le plus simple en effet
-
Salut @MrMagounet désolé pour le temps de réponse! Tu as raison je suis revenu sur extrusion absolue sans différence sur les prints. Pour l'instant j'ai désactivé la Linear Advance qui me faisait ce bug d'extrudeur qui s'arrête en plein print, j'utilise ton firmware 2.0.9 adapté pour les TMC2208 que tu proposais en téléchargement. Tout marche bien sans LA mais j'aurais bien voulu l'avoir, je voyais vraiment la différence de qualité avec/sans, j'imprime beaucoup de PETG transparent avec des buses de 0.8, la moindre variation de pression dans la buse se voit dans les parois des prints car ça génére des petites bulles d'air. La Linear Advance avait l'air de beaucoup aider pour ça en maintenant une pression constante dans la buse. L'idéal ce serait donc ton firmware 2.0.9.3 avec les 2208 déclarés et la Linear Advance en appliquant les correctifs qui étaient proposés dans les liens Github/Reddit de mon message plus haut, en espérant que la Linear Advance ne me fasse plus ce bug. J'ai jamais compilé de firmware donc je sais pas si j'ai bien tout compris de ces correctifs, du coup je préférais te mettre les liens pour que tu voies par toi même) Merci encore pour tes réponses, j'en apprends un peu plus à chaque fois et c'est hyper intéressant de rentrer dans le détail de comment marchent nos imprimantes!
-
Hello! merci, j'utilise superslicer et cura (je préfère superslicer mais je fais pas mal de mode vase et celui de superslicer est pas foufou) Effectivement j'étais en M83 car j'ai lu que c'était mieux pour le vase mode, après j'ai fait beaucoup de prints en relative et j'ai jamais rencontré ce problème avant ce lundi! Par exemple le print que j'ai commencé tout à l'heure en désactivant la Linear Advance (mais en gardant relative/M83) s'est terminé nickel, RAS. Je vais basculer sur M82/absolute pour mes prochaines impressions avec la X2 (j'ai une voron 2.4 que j'utilise en extrusion relative la plupart du temps, je pensais que la X2 pouvait faire de même). Il reste donc ce souci d'extrusion qui stoppe avec la linear advance, je pense que j'ai bien le même bug que celui des liens que je t'ai mis dans mon message d'avant. J'ai tenté une dizaine de prints hier qui ont tous échoué, et le seul que j'ai lancé sans M900 s'est fini tout seul comme un grand!
-
Hello à tous, @MrMagounet ton firmware a fonctionné nickel une fois ma Ruby remplacée. A présent j'ai un autre problème: au bout d'environ 30min/1h de print, la roue de l'extrudeur arrête de tourner. Elle ne force pas sur le filament, c'est pas un souci mécanique, juste elle ne tourne pas. J'annule le print, je lui fais extruder un peu de matière via le menu, ça sort sans soucis. En cherchant un peu, j'ai vu qu'il existait un bug sur Marlin 2 avec les 2208, la Linear Advance peut causer l'arrêt aléatoire du moteur de l'extrudeur. Je suis en train d'essayer avec la LA désactivée, ça a l'air de fonctionner pour l'instant. Tu connais ce bug? Du coup, autre question: pourrais tu m'adapter ton firmware 2.1.2 Marlin sur base du firmware bugfix-2.1.x en déclarant les 2208 en standalone pour que je puisse utiliser la LA? Il faut aussi apparement trifouiller côté DEFAULT_EJERK (https://github.com/MarlinFirmware/Marlin/pull/26712), possiblement désactiver S-CURVE aussi (voir ici https://www.reddit.com/r/3Dprinting/comments/jqh1zk/linear_advance_stops_extruder_motor/ et ici https://github.com/MarlinFirmware/Marlin/issues/25069 pour des utilisateurs qui ont eu exactement le même souci et les solutions proposées) Merci d'avance, il y aura un Paypal car je t'avoue que je me suis arraché quelques précieux cheveux sur le problème depuis 2 ou 3 jours
-
C'est bon à savoir merci @aymeric106! J'ai commandé une Ruby de remplacement, j'essaierai ce que tu proposes en espérant que je ne la détruise pas comme sa prédécesseuse
-
Hello! J'ai reçu les pins/jumpers, j'ai fait les soudures (a peu près propres :P) et tout fonctionne... sauf le moteur de l'axe Y qui se comporte bizarrement: https://imgur.com/a/nkbsicD Les autres axes sont OK, ils se déplacent comme il faut et avec la bonne distance. J'utilise les Vref suivantes: E0 0.96v, 1.10v X, 1.22v Y et Z. J'ai interverti les 2208 de l'axe Y et Z pour voir si le driver de Y était foireux, même problème... Les soudures sont pas ouf mais les pins tiennent bien, j'ai pas débordé sur les pistes d'a coté. D'où ça pourrait venir selon vous? Je précise que pour des petits déplacements de 0.1 ou 1mm, le moteur à l'air de tourner correctement mais dès que je lui demande 10mm ou 100mm, il fait ce bruit aigu et ne tourne pas! EDIT aie aie aie j'ai essayé de la rallumer, j'ai un message "aucune imprimante connectée" sur le TFT est ce que j'aurais pas mis HS ma Ruby tout seul par hasard? @MrMagounet j'ai retrouvé un topic ou tu proposes de mettre un cavalier sur BOOT0 et 3.3V pour forcer le mode DFU, j'ai essayé mais ça ne fonctionne pas, STM32 me dit "NO DFU DETECTED" donc pas moyen de reflasher. J'ai remarqué que le dissipateur du driver de Y était devenu brulant après seulement quelques minutes de mise sous tension, pour faire mes tests de connection USB, alors que les trois autres sont froids!
-
Merci pour tes précisions, j'ai pensé pouvoir esquiver mais je vais devoir m'y mettre Niveau firmware, j'ai flashé avec celui que tu proposes pour les 2208, tout va bien de ce côté la (d'ailleurs le firmware est génial, tellement de choses en plus/mieux pensées que dans le stock, je regrette vraiment pas d'avoir flashé!) J'ai commandé le même kit de pins/jumpers que @Daoud333, en espérant que ça ne soit pas trop la boucherie! En tout cas un grand bravo/merci pour ton travail sur les firmwares etc. et ta réactivité sur ce genre de questions
-
Bonjour à tous, J'avais des soucis de peau de saumon/moiré/artefacts sur les prints de ma X2 donc j'ai décisdé de passer en TMC2208. J'ai pris les MKS en pensant que je n'aurai pas à souder sur la CM d'origine mais apparement j'ai lu en diagonale car j'ai le souci de déplacement (pour 10mm demandé, elle bouge de 20mm, sur les trois axes). @MrMagounet @Daoud333, vous me confirmer qu'il n'y a rien à faire logiciellement et que je suis obligé d'acheter des pins/jumpers et de faire les soudures sur la CM d'origine? Je vous avoue être une grosse quiche en soudure donc si je peux éviter... merci!!