Fanfouet69
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Récompenses de Fanfouet69
")





-
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, merci pour les infos, je vais essayer de modifier en ce sens. Oui du coup le sujet n'est pas forcément adapté, mais je n'ai pas voulu "poluer" le forum avec un autre sujet -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Parfait , là j'ai eu mes réponses effectivement. merci pour ce petit cours Par contre j' n'explique pas mon problème de "mille feuilles" verticale -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
ça me donne ça J'avoue que là pour moi ça ne me parle pas, pas assez encore expérimenté de ce coté Mais le rouge pas bon signe à mon avis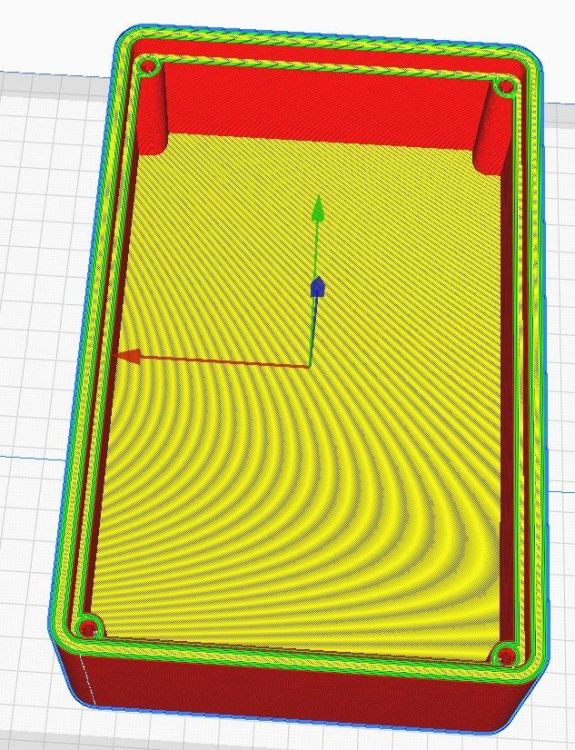
-
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
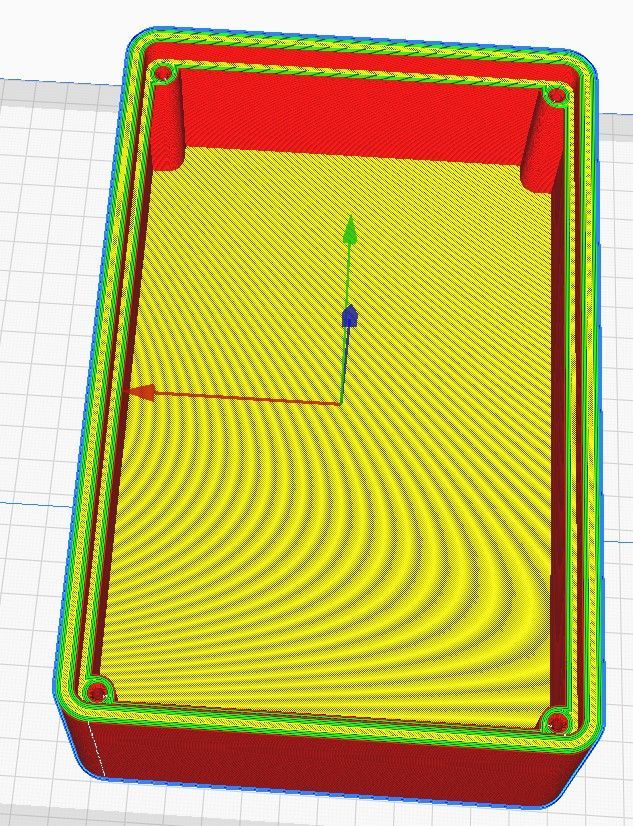
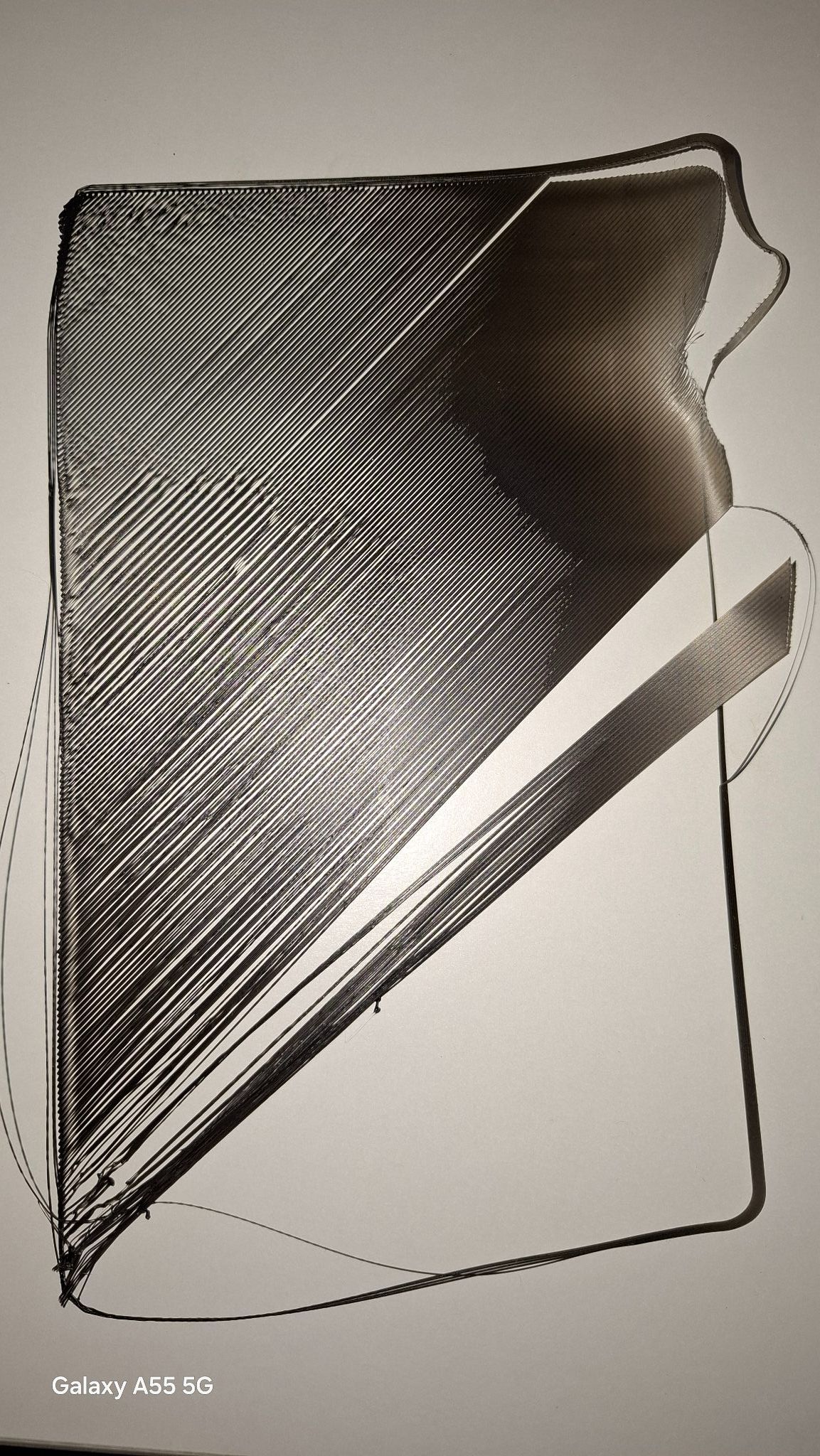
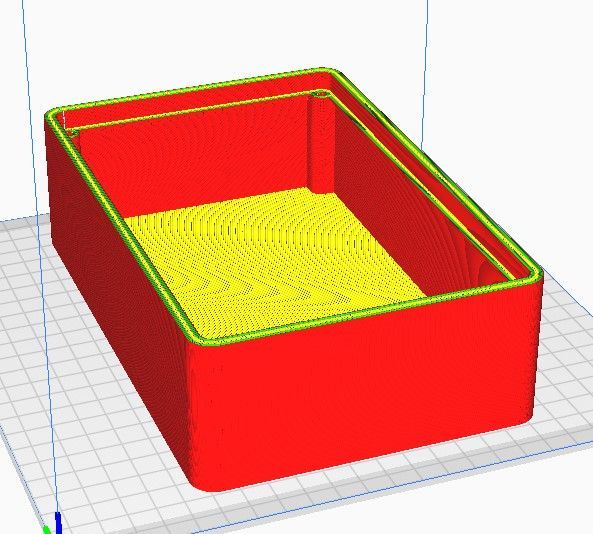
Bonjour, A chaque jour sa peine .. J'ai fais 2 essais avec le même constat : Les parois extérieurs et intérieurs ne se collent pas. j'ai changé les températures bed à 80, buse à 250, rien ne change, je ne comprend pas là. Pour rappel je suis en PETG. Ventil à 20 Les couchent horizontales vont super bien après un réglage minutieux du bed, mais là en verticale je ne comprends, d'autan plus sur les 4mm d'épaissuer, l'intérieur est bien fait, et ça le fait sur les 4 parois de la boîte. Une idée où est mon problème ? Merci beaucoup
-
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Oui je confirme et j'avais un peu oublié ce détail dans la guerre du plateau va juste falloir que je reprenne la procédure complète avec le capteur, car du coup hier soir je l'ai fait un peu à la volé, par chance c'est pas trop mal -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
c'est ce que je pensais que le plateau n'était pas assez chaud. J'ai changé la buse, et apparemment elle n'a pas la même hauteur, je n'avais pas changé la valeur négative de Z ... ça allaire beaucoup mieux ce matin après une nuit d'impression. -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, les nouvelles du jour : elles sont bien meilleurs - j'ai changé mon plateau et c'est déjà bien, pas parfait mais bien mieux. je revenais de loin .. - Je suis passé au PETG. par contre je pense que j'ai quelques réglages à faire car c'est pas lisse la première couche. Vitesse extrudeur ? températures ? autres ?... là je compte sur vous je suis sur un bed à 70° et 240° pour la buse avec une ventilation à 20% Merci à vous pour vos conseils
-
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
c'est ce que je fais oui , jamais utilisé d'alcool iso. et le rendu est niquel. Bon quand tu as un plateau bien plat .. -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour le résumé Je confirme mon plateau c'est un vrai gruyère ... J'attend le nouveau demain -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
c'est tout à fait ça, il y à des jours ... J'ai pris une bobine Anycubic, sur leur site, à part 230] c'est tout ce que j'ai trouvé -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Voilà le résultats de 3 tentatives hier soir, avec des températures de plateau et extruder différentes. Un petit morceau est bien, ensuite ça fait les fils. Je ne comprends pas le pourquoi.. Je reçois le PETG aujourd'hui en espérant que ce soit mieux.
-
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Les nouvelles du soir : après encore 3 essais ce soir, c'est de pire en pire. J'ai donc vérifié mon plateau à l'œil, et là le constat est sans appel : plateau complètement voilé. là où la buse est à la bonne taille, à d'autres ça accroche elle peu même plus passer, et d'autres où j'ai le double d'espace. je pense que même le calibrage automatique ne compense pas. j'ai tourné la plateau pour essayer de produire ma pièce là où c'est le moins pire.. je reçois un nouveau plateau jeudi. Pour le PETG, quelles sont les paramètres d'impression optimum ? -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Merci beaucoup. Je vais regarder tout ça. -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Je vais faire un essai à 250 et plateau à 95 pour voir. Oui j'ai fais un calibrage, j'ai effectivement quelques petits défauts que je n'arrive pas à corriger mais ce n'est pas forcément à cet endroit les plus gros défauts. Pour la conception, j'ai fais une paroi de 4 mm d'épaisseur. D'ailleurs, à ce sujet, qu'elle style de remplissage tu aurais fait ? Effectivement en lisant les caractéristiques du PETG, c'est peu être un très bon compromis. Je vais commander une bobine pour voir quand même. Faut que je regarde du coup les paramètres à mettre. -
Problème Impression ABS
Fanfouet69 en réponse au topic de Fanfouet69 dans Entraide : Questions/Réponses sur l'impression 3D
Résistant au choc oui et contrainte de serrage de vis, il va y avoir 4 moteurs de fixer dessus et ca va être soumis a des vibrations. Pas de contrainte de température par contre c'est pour ça que j'ai pensé à l'abs, après il y à peu être chose d'équivalent. Température d'extrusion, j'ai essayé 230 et 240° Ce que je trouve bizarre c'est que le problème se produit toujours au même endroit. Ailleurs ça se passe bien. Bon après je ne sais pas, je n'ai pas pu aller plus loin.