The_Moye
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par The_Moye
-
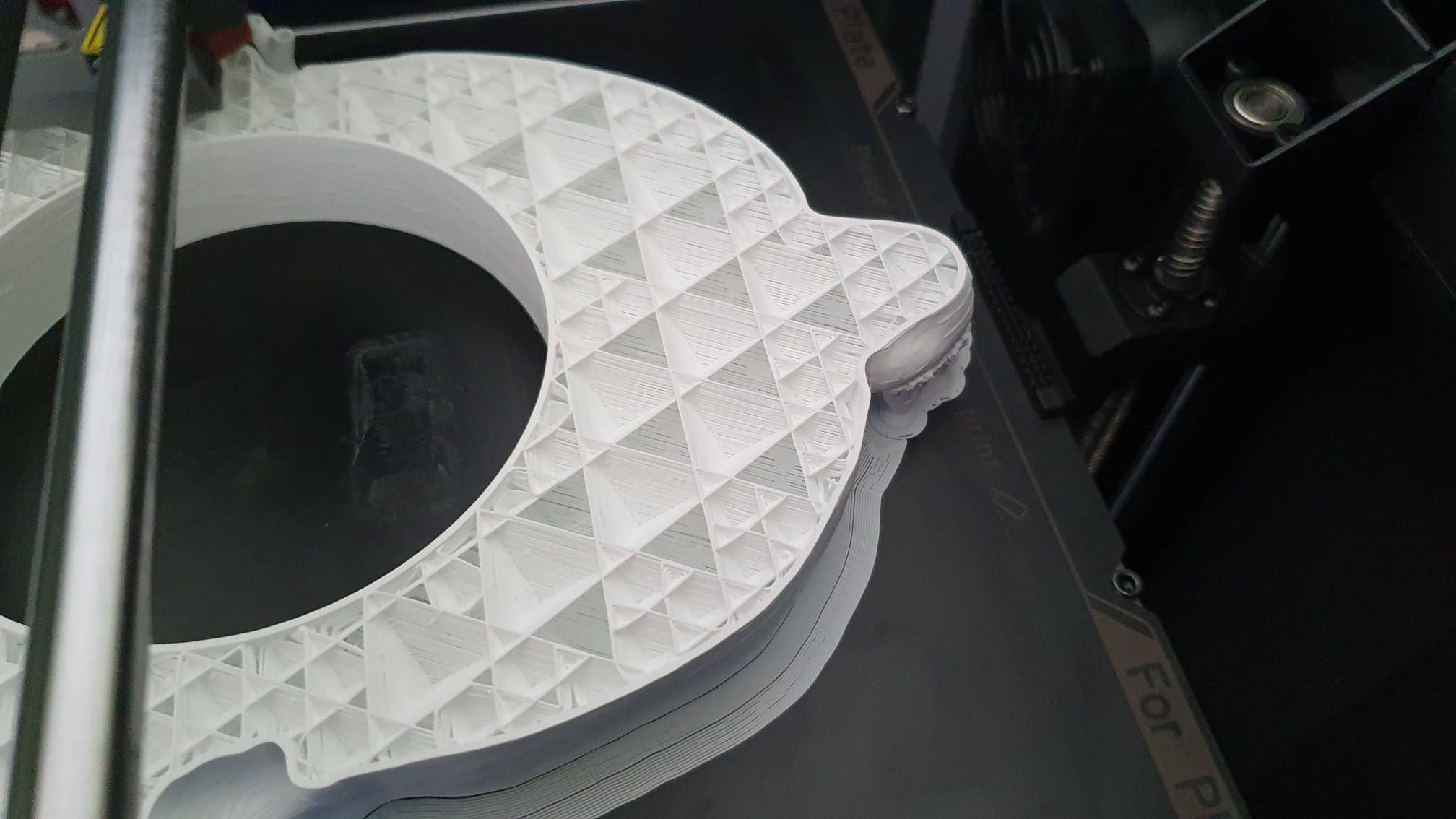
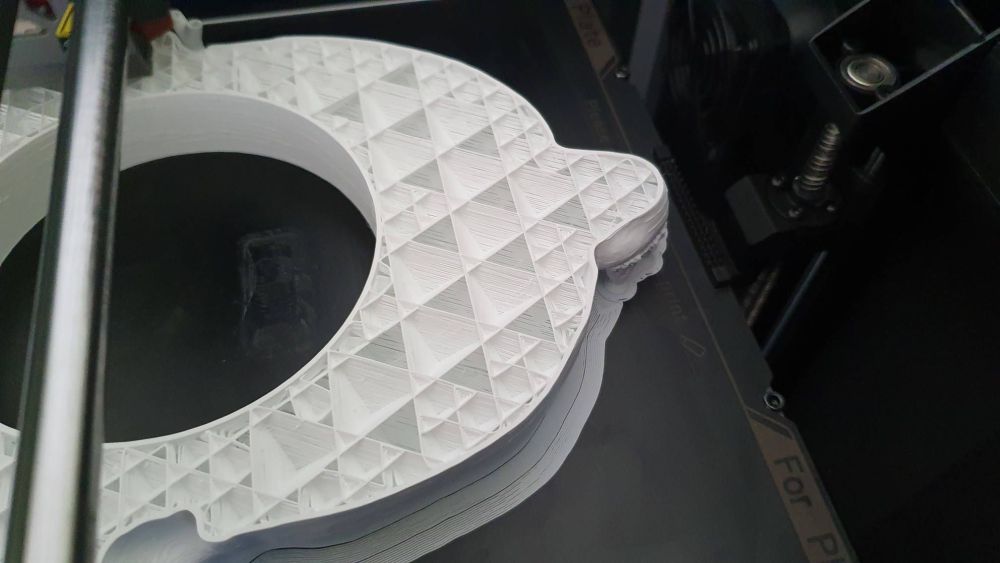
 Il y a bien plusieurs 'M104 S' dans le gcode qui a servit à imprimer les tours : M104 S220 ; set nozzle temperature M104 S215 ; set nozzle temperature M104 S210 ; set nozzle temperature M104 S205 ; set nozzle temperature M104 S200 ; set nozzle temperature Ils sont tous là ! De toute façon j'ai zieuté l'impression et le slicer indiquait bien les changements de température Est-ce que ce ne sont pas juste les coutures ? J'ai réglé le paramètre à 'Random', je trouve ça plus sympas que les mettre toutes au même endroit. C'est peut-être moins facile à rattraper par contre Ben sur la photo que j'ai envoyé au post précédent, il semble qu'il y ai des trous dans le premier layer. Mais c'est peut-être normal ? Une fois détaché c'est plutôt propre : J'ai voulu tester les coutures 'Scarf' mais je suis guère convaincu. Il y a surement des réglages à faire là aussi. Ce coup-ci le remplissage sélectionné dans le slicer a bien l'air d'avoir fonctionné. La pièce est bien robuste, surement trop. Je pourrais peut-être alléger le modèle final. Par contre j'ai encore eu peur pendant l'impression : on dirait vraiment que le remplissage ne s'applique qu'un calque sur deux, on dirait que le fil en cours d'impression 'vol' au dessus de celui du dessous : Mais au touché ça a l'air bien solide. Je note la présence de quelques 'cheveux d'ange' aussi. Oups, trop tard
Il y a bien plusieurs 'M104 S' dans le gcode qui a servit à imprimer les tours : M104 S220 ; set nozzle temperature M104 S215 ; set nozzle temperature M104 S210 ; set nozzle temperature M104 S205 ; set nozzle temperature M104 S200 ; set nozzle temperature Ils sont tous là ! De toute façon j'ai zieuté l'impression et le slicer indiquait bien les changements de température Est-ce que ce ne sont pas juste les coutures ? J'ai réglé le paramètre à 'Random', je trouve ça plus sympas que les mettre toutes au même endroit. C'est peut-être moins facile à rattraper par contre Ben sur la photo que j'ai envoyé au post précédent, il semble qu'il y ai des trous dans le premier layer. Mais c'est peut-être normal ? Une fois détaché c'est plutôt propre : J'ai voulu tester les coutures 'Scarf' mais je suis guère convaincu. Il y a surement des réglages à faire là aussi. Ce coup-ci le remplissage sélectionné dans le slicer a bien l'air d'avoir fonctionné. La pièce est bien robuste, surement trop. Je pourrais peut-être alléger le modèle final. Par contre j'ai encore eu peur pendant l'impression : on dirait vraiment que le remplissage ne s'applique qu'un calque sur deux, on dirait que le fil en cours d'impression 'vol' au dessus de celui du dessous : Mais au touché ça a l'air bien solide. Je note la présence de quelques 'cheveux d'ange' aussi. Oups, trop tard
-
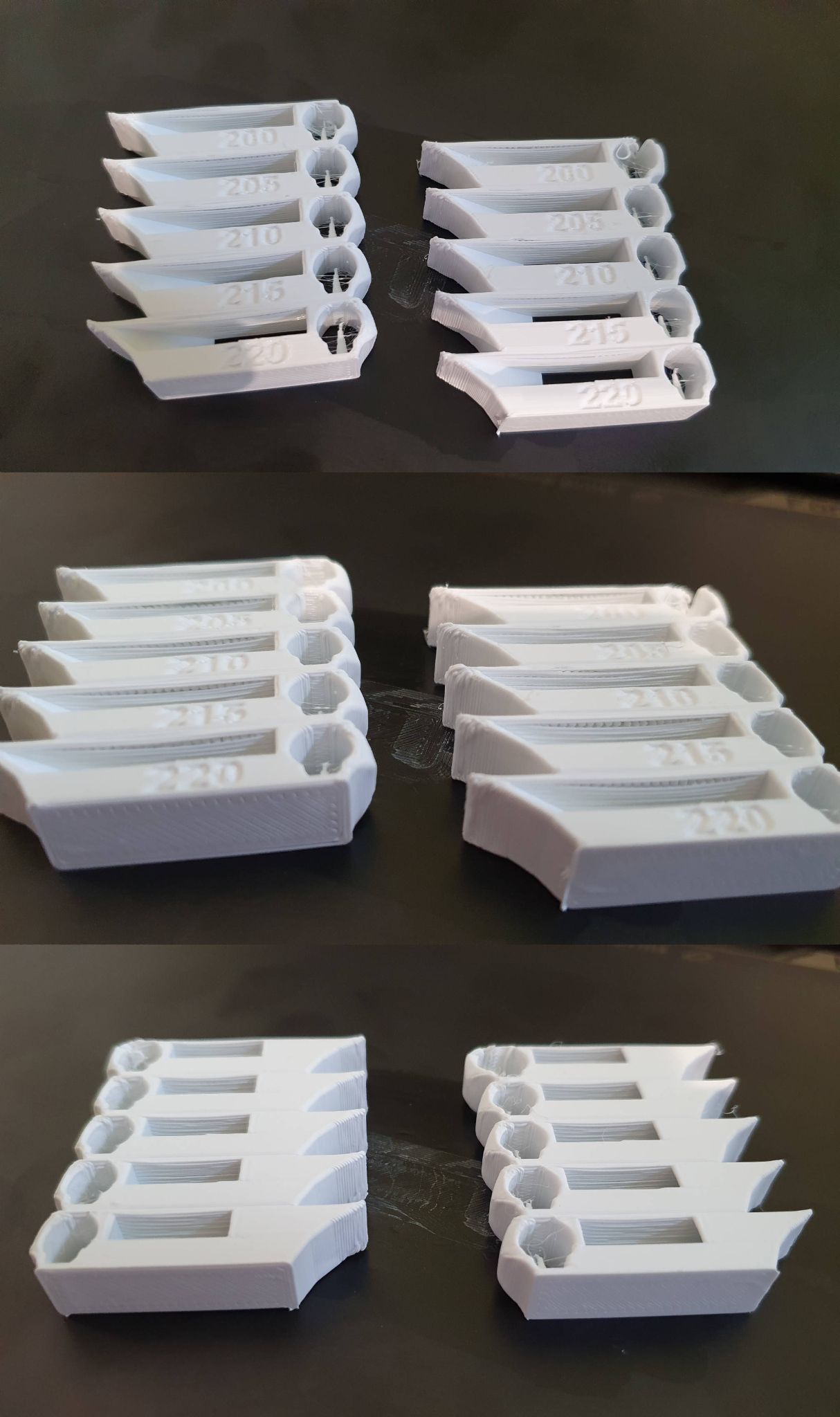
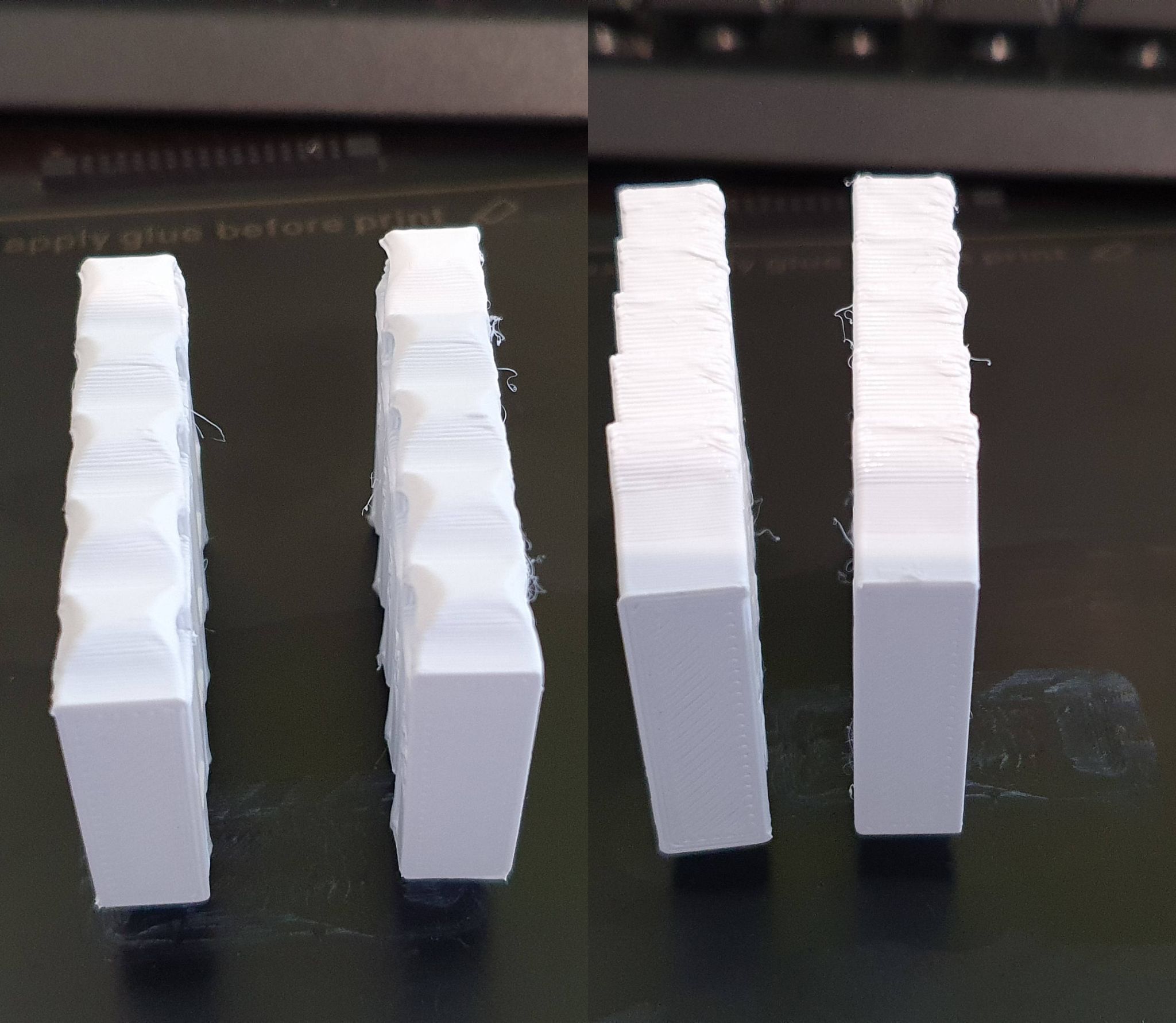
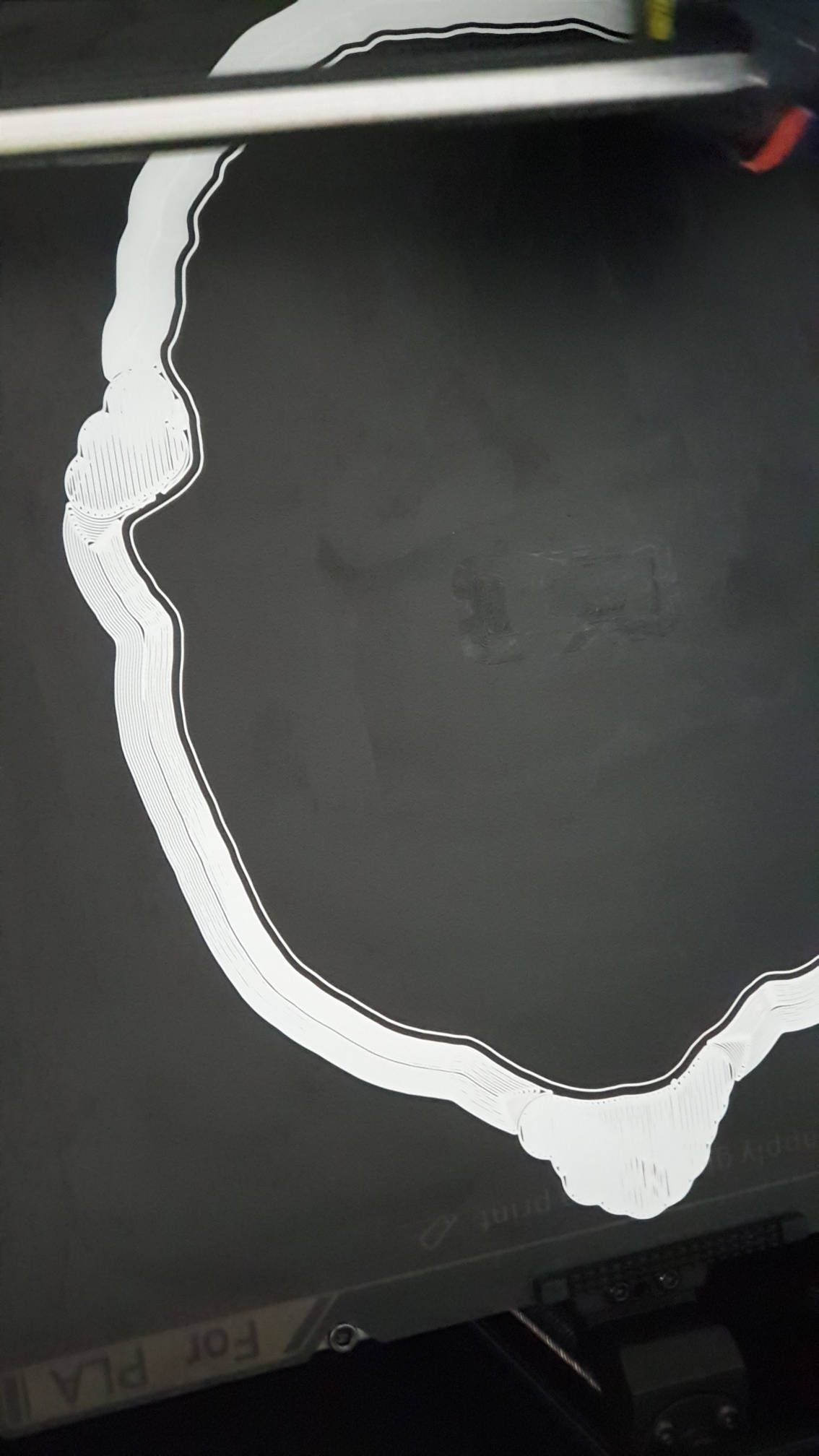
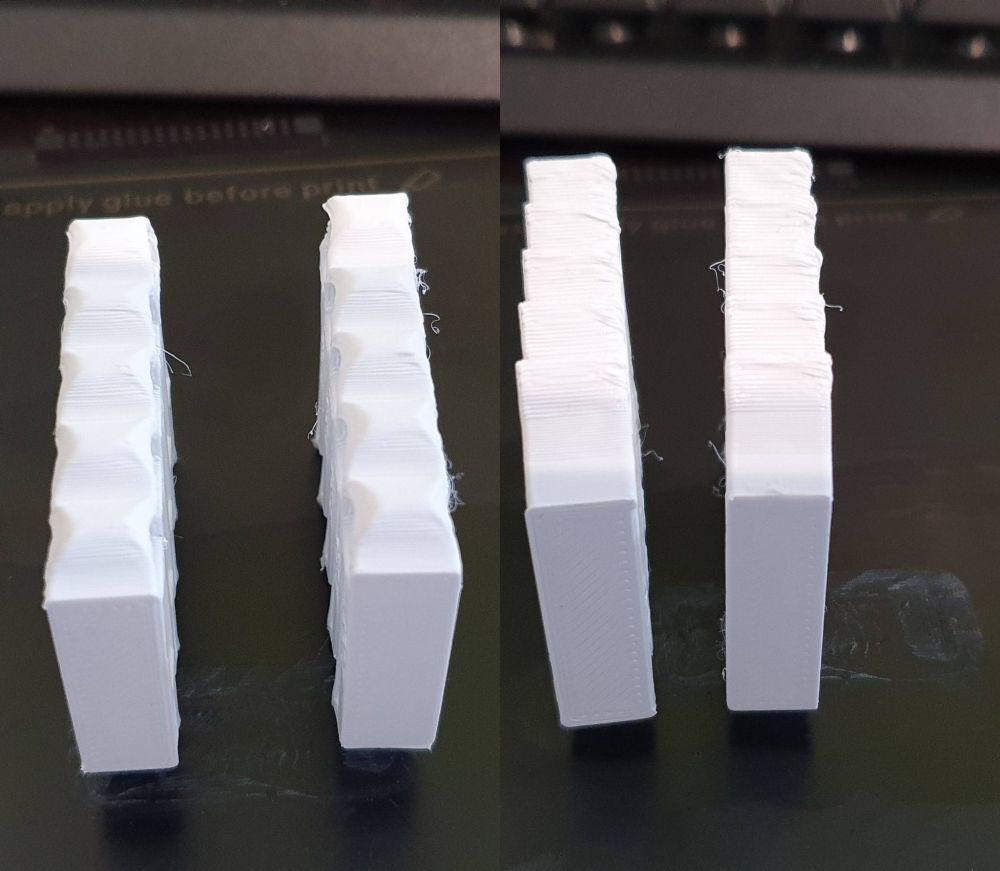
Ben il y a bien le signe '%' d'indiqué, et sur le filament 'Red Traffic' de la même marque il est écrit '50-100%'. Je pense qu'ils se sont gourré à l'impression. En fait en explorant un peu les menu du Slicer de Creality, j'ai trouvé un 'Calibration -> Temperature' qui propose direct de créer une tour. Voici mes résultats : À gauche les paramètres de filament sont ceux que j'ai indiqué en début de post (j'ai juste changé le ventilo pour qu'il soit à 100%). À droite j'ai tenté de coller au plus près au paramètres de filament donné par Creality pour leur HyperPLA Haute vitesse. Je ne sais pas ce que vous en pensez mais c'est loin d'être parfait, non ? On remarque bien les 'dessous flottant' qui ont tendance à tomber et ne pas se coller les uns aux autre autant sur l'axe vertical que sur l'axe horizontal. Que me conseillez-vous ? Ben perso je trouve que la surface de mon buste (en petit) est tout à fait correcte, non ? Aurais-je du caca dans l’œil ? Je viens de lancer un nouveau test de grand objet, en baissant le pourcentage de vitesse de l'impression à 75%. Le premier layer semble déjà partir en cacahuètes : Je laisse imprimer un peu pour voir si cette fois-ci mon remplissage a été pris en compte (il y a eu une MAJ du Slicer et j'ai mis à jour le firmware de l'imprimante (c'était déjà fait lors de mes impressions de tour de température, mais pas pour la grosse pièce)). Entre temps j'ai eu une réponse de la part de FormFutura : c'est bien une erreur d'impression sur le carton de la bobine pour le filament 'Snow White'





-
Bonjour @hyoti, Je laisse la porte fermée mais je retire le capot supérieur, la température du caisson reste basse. @pascal_lb Avec tous ces tests, j'ai peur que ma bobine y passe Edit : Ce qui me perturbe c'est que j'ai de très bons résultats sur mes petits pièces, j'ai peur de les perdre en cherchant à imprimer correctement ma grande pièce
-
Bonjour Maître @pascal_lb, Je ne dois pas plutôt couper le ventilo ? J'ai une autre bobine EasyFil ePLA (Traffic Red) de chez FormFutura et pour celle-ci la mention sur la bobine concernant le ventilateur est 'Fan Speed 50-100%'. Du coup j'imagine que leur ePLA blanc nécessite une ventilation bien moins forte ? Il ne faut pas en tenir compte ? Edit : Sur leur site internet, il semble y avoir des valeurs communes de 'Fan Speed 50-100%' pour toutes les bobines de EasyFil ePLA. Peut-être est-ce une erreur d'impression ? Je leur ai envoyé un message.
-
Bonjour @Guillaume3D et merci pour cette réponse, Ah je serais trop haut en température de filament ? Instinctivement j'aurais eu tendance à penser l'inverse : si ça colle pas c'est que c'est pas assez "mou" J'ai trouvé ceci : 3d-print-temperature-tower , ça te semble correcte ? Par contre dans l'explication ils indiquent qu'il faut changer la température au fur et à mesure que l'on monte la tour (logique mon capitaine) mais je ne suis pas sûr de trouver ce paramètre dans le slicer de Creality. Je peux modifier le GCode par contre, peut-être que ça peut le faire ? Sinon il y a ce générateur de tour en ligne, je vais potasser le truc ! Je ne suis pas certain d'avoir tout compris moi même Je suis parti des paramètres du filament HyperPLA fournis avec mon imprimante, en modifiant les valeurs qui semblaient différente pour le PLA haute vitesse de chez Formfutura. Mais il y a des paramètres qui ne sont pas explicites je trouve. Sur la bobine il est indiqué "Fan speed : 0.5 - 1%" mais ils ne précisent pas quel ventilo. Je pense que c'est le ventilateur qui souffle sur le plateau, pour refroidir le filament dernièrement posé. Il y a un autre ventilateur sur la buse, mais je pense qu'il ne sert qu'à refroidir l'extrudeur (mais j'en sais foutre rien, dans le slicer Creality Print il semble s'appeler "Model Fan", est-ce que "Model" désigne le modèle en cours d'impression ?). Et lorsque je créer un profil pour mon filament, les ventilos ont encore d'autres noms : 'Part Cooling Fan', 'Auxiliary Part Cooling Fan' et 'Exhaust Fan'. Je n'ai pas de doute sur le 3eme, mais les deux premiers me laissent pantois Oui ça peut être une solution mais j'avoue qu'elle ne m'enchante pas trop : je perdrais l'impression réseau et la surveillance avec la camera à moins de passer l'imprimante en root et de faire sauter la garantie Merci pour ton retour, je vais tâcher d'imprimer une tour d'ici peu !
-
Bonjour @louloudu22 et merci pour cette réponse rapide ! Je ne comprends pas, qu'appelles tu mon pourcentage de flow ? Est-ce le paramètre "Flow Ratio" de mon filament ? Il est à 0.95 par défaut. Il faut que j'ai un "Flow Ratio" différent pour les grandes pièces ? Parce que pour les petites pièces je n'ai pas de problème (j'ai par contre toujours laissé les paramètres de "Sparse infill density : 15%" et "Sparse infill patern : Grid" pour mes petites pièces). Et sur cet essai de grosse pièce, à par le départ des murs qui n'a pas collé au layer le plus bas, chaque layer est correctement attaché à celui du dessous : les contours de ma pièce sont propre, ni décalage horizontal ni décalage vertical. Le z-offset est à 0, mais je n'ai aucun problème pour le premier layer : ça colle parfaitement et ça se détache bien. Ouais j'ai lu qu'il faut que ce soit déshumidifié, mais bon... J'ai guère la foi de préchauffer le truc à chaque fois que je souhaite imprimer Pis les "chambres de préchauffages" là, c'est cool mais j'ai déjà peu de place... En ce qui concerne mes autres questions, tu as des idées ? Le "HoneyComb3D" ne te semble pas ne pas avoir été pris en compte lors de mon impression ?
-
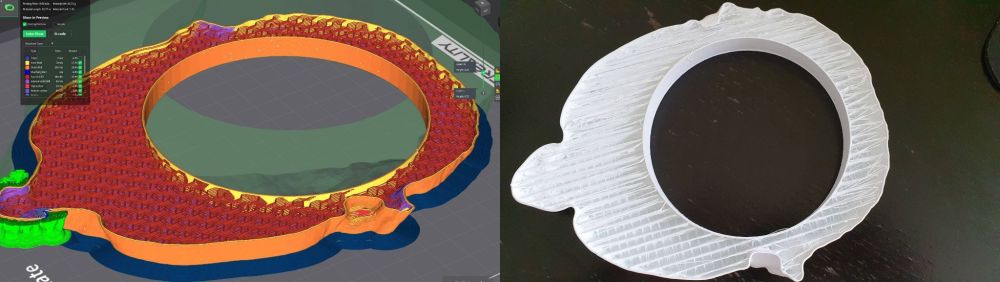
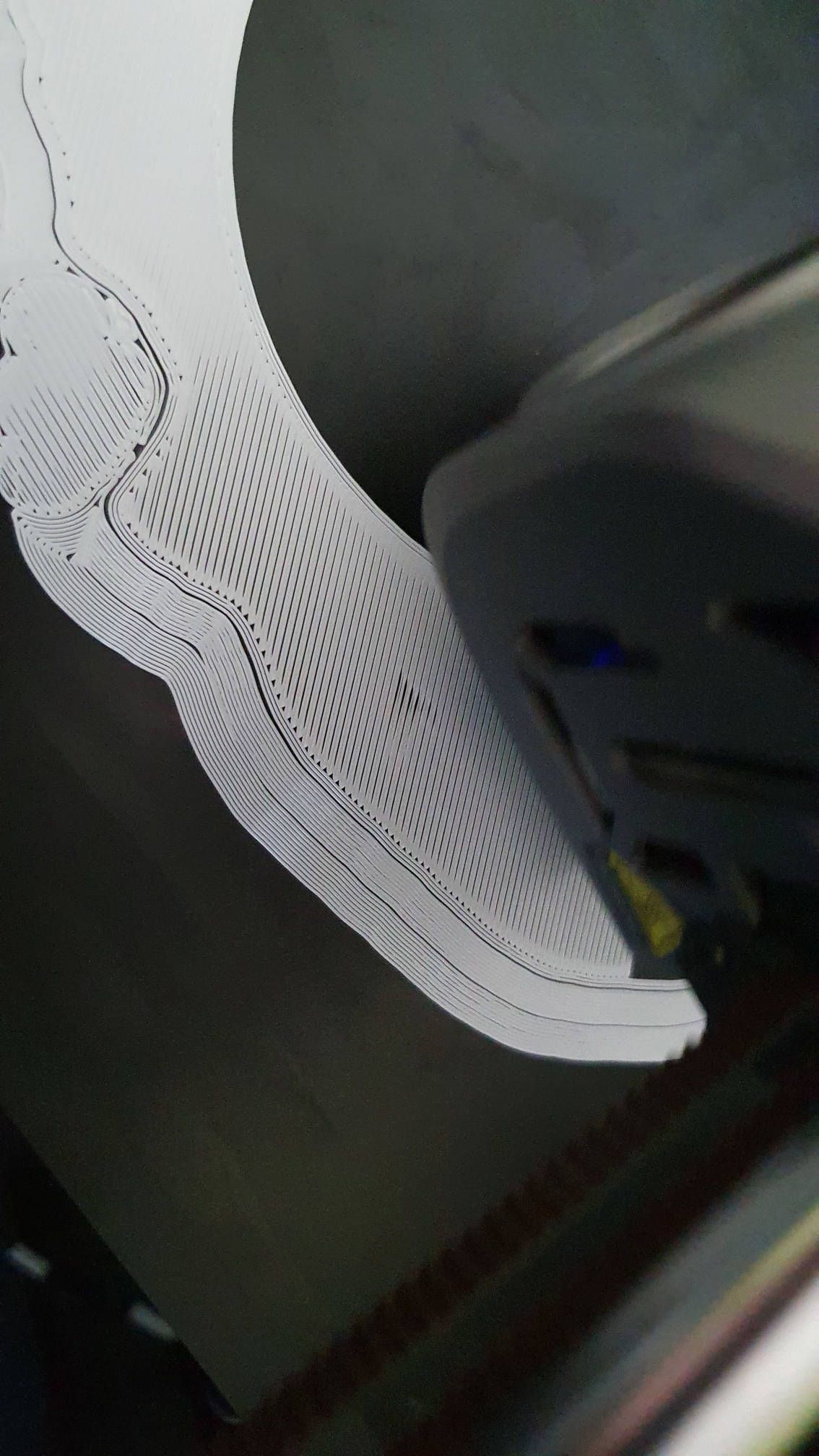
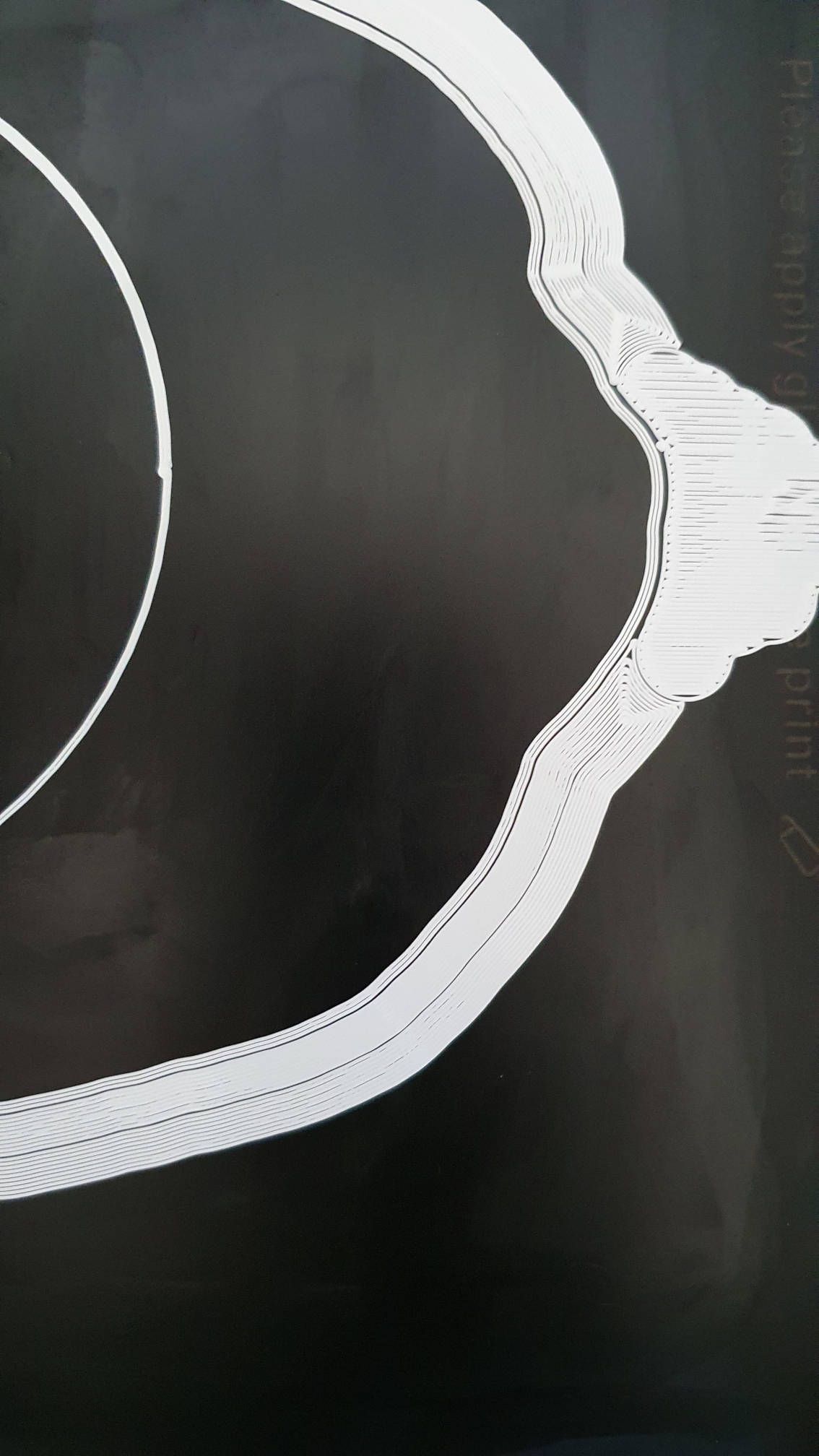
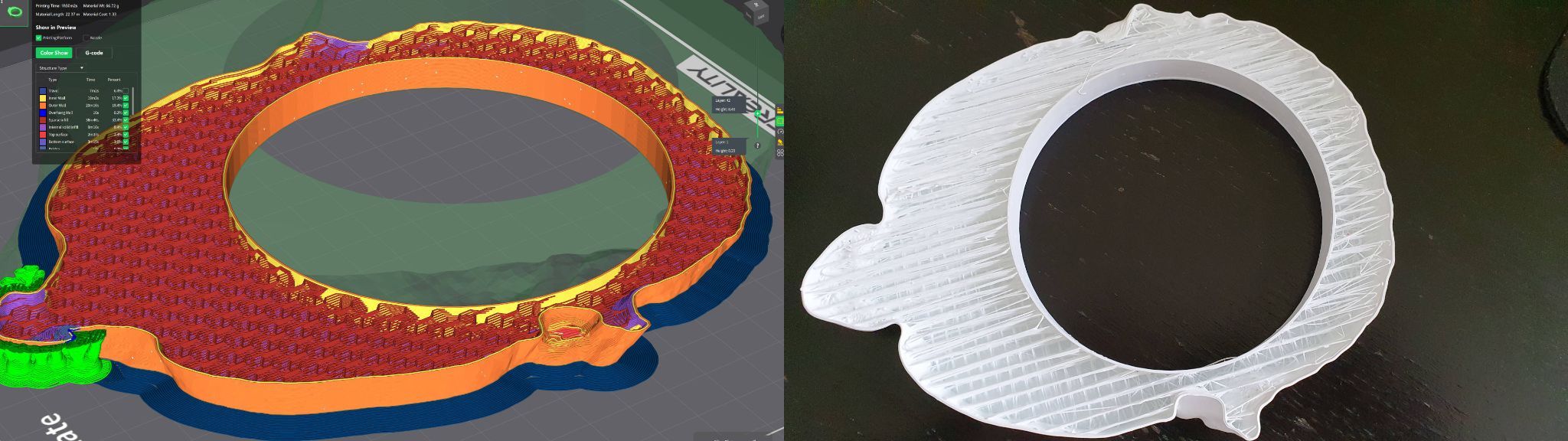
Bonjour à tous ! J'ai fait l'acquisition il y a 3 semaines d'une Creality K1C ainsi qu'une bobine de PLA EasyFil ePLA Snow White de chez Formfutura. J'ai fait quelques essais sur des petites pièces en utilisant les paramètres suivants, pour la grande majorité non changé par mes soins. J'ai juste tenté de respecter les informations relatives au filament imprimées sur sa boîte ainsi que celles trouvées sur le site du fournisseur : Material Parameters : PLA 1.75mm Softening temperature : 110 Recommended Nozzle temperature : max 220 / min 200 Chamber temperature : 35 (contrôle de la température active désactivé) Print temperature : Buse : First layer 220 / Other layers 220 Bed temperature : First layer 50 / Other layers 50 Pas de ventilation (latérale) pour les 3 premiers layers Part cooling fan : Min fan speed threshold : Fan speed 100% / Layer time 30s Max fan speed threshold : Fan speed 80% / Layer time 3s Keep fan Always on : coché Slow printing down for better layer cooling : coché Auxiliary part cooling fan Fan speed : 20% Retractation : Length : 0.8 mm Z hop when retracting : 0.4 mm Z hope type : normal Retraction speed : 30 mm/s Deretraction speed : 0 mm/s Travel distance threshold : 2 mm Retract on layer change : décoché Wipe while retracting : décoché Wipe distance : 1mm Retract amount before wipe : 100% Slicer Parameters : 0.20mm Standard Layer Height : 0.2mm First Layer Height : 0.2 mm Infill : Sparse infill density : 10% Sparse infill patern : 3D Honeycomb Speed : First Layer : 60 mm/s / infill 105 mm/s / initial layer travel speed : 100% Other Layers : Inner wall : 300 mm/s Outer wall : 200 mm/s Small perimeters threshold : 0 mm Small perimeters : 50 % Sparse infill : 250 mm/s Internal solid infill : 250 mm/s Top surface : 200 mm/s Gap infill : 300 mm/s Overhang Speed : Slow down for overhangs activé Mes petites pièces sont correctement imprimées, je n'ai rien à redire : Mais lorsque j'ai voulu tenter ma première pièce ça ne s'est pas passé du tout comme je le pensais. J'ai un premier doute concernant les vitesses de ventilation. Sur la boîte du filament est indiqué "Fan speed 0.5 - 1%". A quel ventilateur cela fait-il référence dans les paramètres du Matériel (Part cooling fan ou Auxiliary part cooling fan) ? J'ai un second doute concernant l'utilisation du paramètre "Sparse infill pattern". J'ai choisit un "3D HoneyComb" à 10%. Voici le rendu que ça a dans le slicer par rapport à ce que ça donne à l'impression : Dans le logiciel les couches successives ont l'air de s’élargir puis se rétrécir alors qu'à l'impression elles se contentent de se superposer. Est-ce une erreur de ma part ou du logiciel ? (Creality_Print V5.0.3.8744 Release). Dans le logiciel (je sais pas si c'est bien visible sur mon screenshot) on dirait que les couches de remplissage ne sont pas exactement posées les unes sur les autres, comme s'il y avait un flottement. Est-ce là aussi une erreur de ma part ? A l'impression enfin chaque couche de remplissage est "flottante", elle ne colle pas à celle au dessus. Il y a aussi des endroits ou la couche de remplissage ne semble pas adhérer au tour de ma pièce et enfin d'autres endroits où les fils volent carrément librement, pointant vers le haut. Enfin, la première couche suivant les couches imprimées à plat sur le plateau ne sont pas du tout accrochées : Avez-vous des pistes pour résoudre ces problèmes ? Est-ce qu'il me faut changer certains paramètres lorsque je souhaite imprimer une pièce plus grande ? Merci pour vos lumières