fresmo
-
Compteur de contenus
5 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par fresmo
-
Bonsoir à tous. Je suis sur une cr10 qui m.as rendu bien des services. Mais aujourd'hui un petit problème de taille. La dame a du mal à pousser le filament. Alors pour être précis. La buse est neuve Le tube ptfe capricorn neuf Tout le hotend nettoyer. La rouge cranté neuve. C est une exteudeuse métal. Pourtant rien n'y fait. Quand je demande à pousser dans le vide pas de souci. Mais des que c est de l extrusion dans le hotend là c est très aléatoire. Sur la roue cranté j ai beaucoup de poussière de filament preuve que ça coincé dessus.. Cela arrive avec n importe quel bobine Et température. Est-ce possible un défaut de la poulie rainuré ? Une roulement u604zz en cherchant ? Ou tout autre chose ? Merci de vos lumières
-
Bon j'ai rechanger mon Gcode et diminué la vitesse pour le moment la seconde couche ce passe bien. faut croire qu'une vitesse trop élevé surtout en déplacement fait perdre les repère. pour des petites pièces les déplacement ne sont pas significatif. mais la c'est une pièce beaucoup plus grande. j'en ai deja fait qui font presque tout le plateau mais c'était la première que je faisait en 120 ; cela ne fait pas longtemps que j'ai opter pour cette vitesse Dans cura la vitesse de deplacement est impacté par la vitesse d'impression meme si on peux la definir manuellement a 60 le dep est à 150. a 120 il place a 250 je crois que c'est trop pour l'imprimante pour bien se reperer je referais un test avec 120 en impression et 150 en dep
-
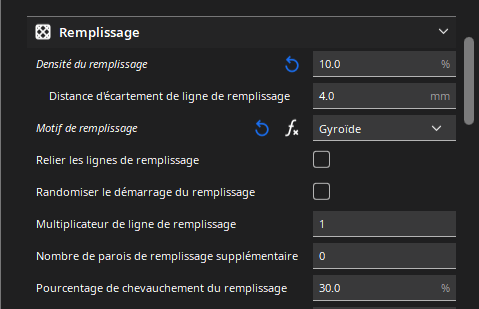
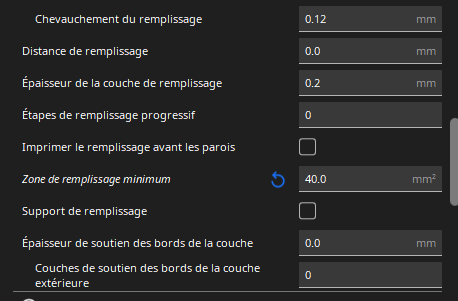
bon alors cette fois j'étais la au moment du problème. Lors de la seconde couche, il fait l'extérieur le brim les support plus les bords extérieurs. la ca se passe bien puis la tête recule pour faier le remplissage et la la buse frotte. ca s'entends. Du coupe la plateau dois être ralentis et ca créer le décalage. voir ma réponse pendant que tu écrivais.. ca frotte sinon pour le slicer ca fait plus de deux que j'utilise celui et pas de souci. j'ai même imprimer deux petites pièces juste avant et pas de souci mais sur une plus grosse... je viens de refaire le levelling on verra je précise j'ai un bltouch J'ai suivi les recommandations du concepteur. j'ai un doute sur 40 mm2 peut être pas fait pour une cr10 ma vitesse 120 j'imprime comme cela depuis longtemps Perimeters 4 perimeters for the case itself; 3 perimeters for internal components. 0.20mm layer height with 0.4 nozzle (the only nozzle size I have) I played it safe with these settings. You could use more height or use a larger nozzle, but I can not vouch for the rigidity. 5 top layers, 4 bottom layers 10% gyroid infill. Solid infill threshold area : 40mm² No skirt (heatbed size restriction for mini) 3mm brim to avoid detaching / curling. Your miles may vary here. Some parts worked flawlessly without brim, others would curl up, especially corners of larger bottom pieces. Use the autopaint supports feature in PrusaSlicer 2.6+ to generate supports, they work marvelous. Support style snug (less cleanup)
-
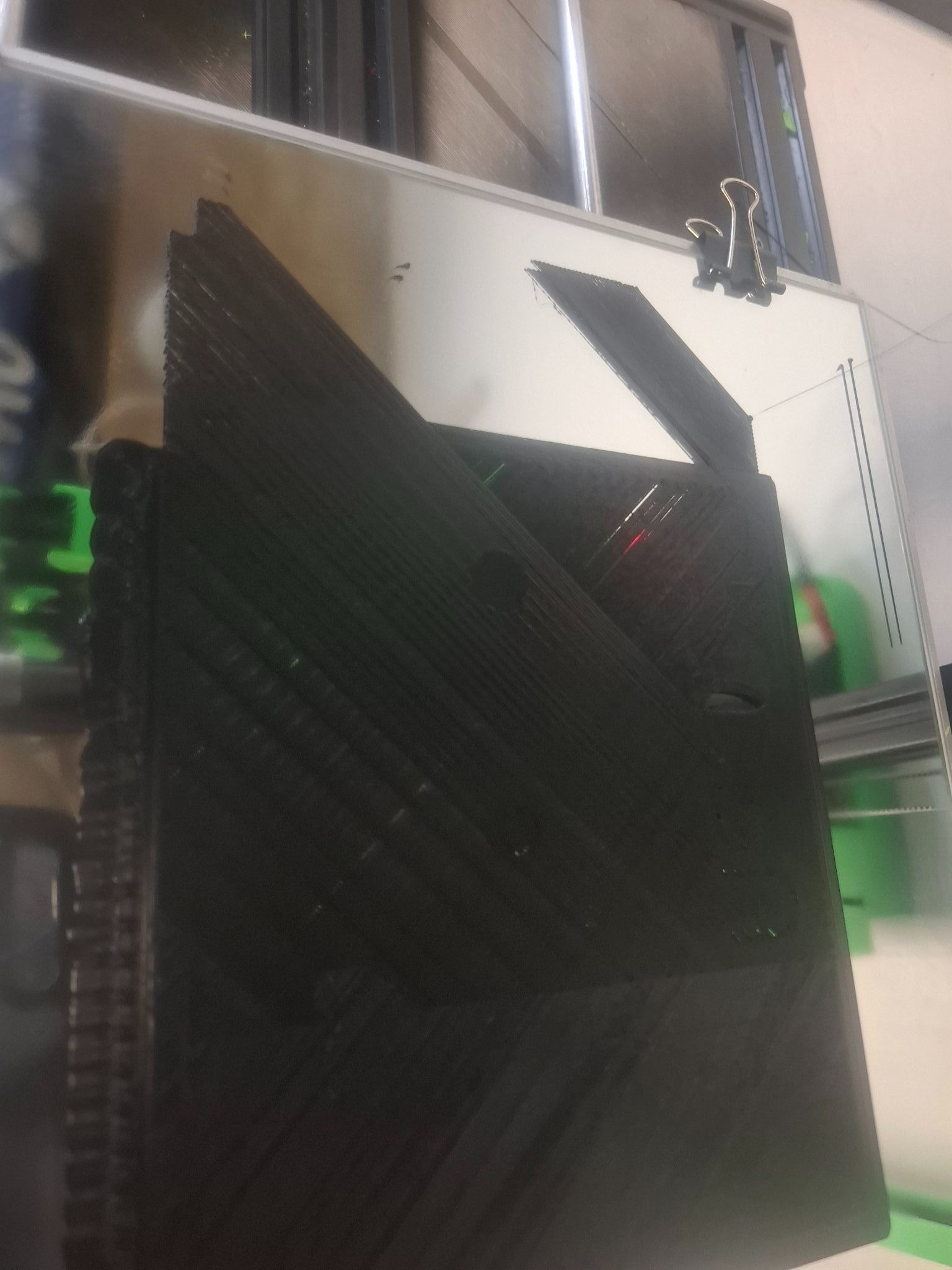
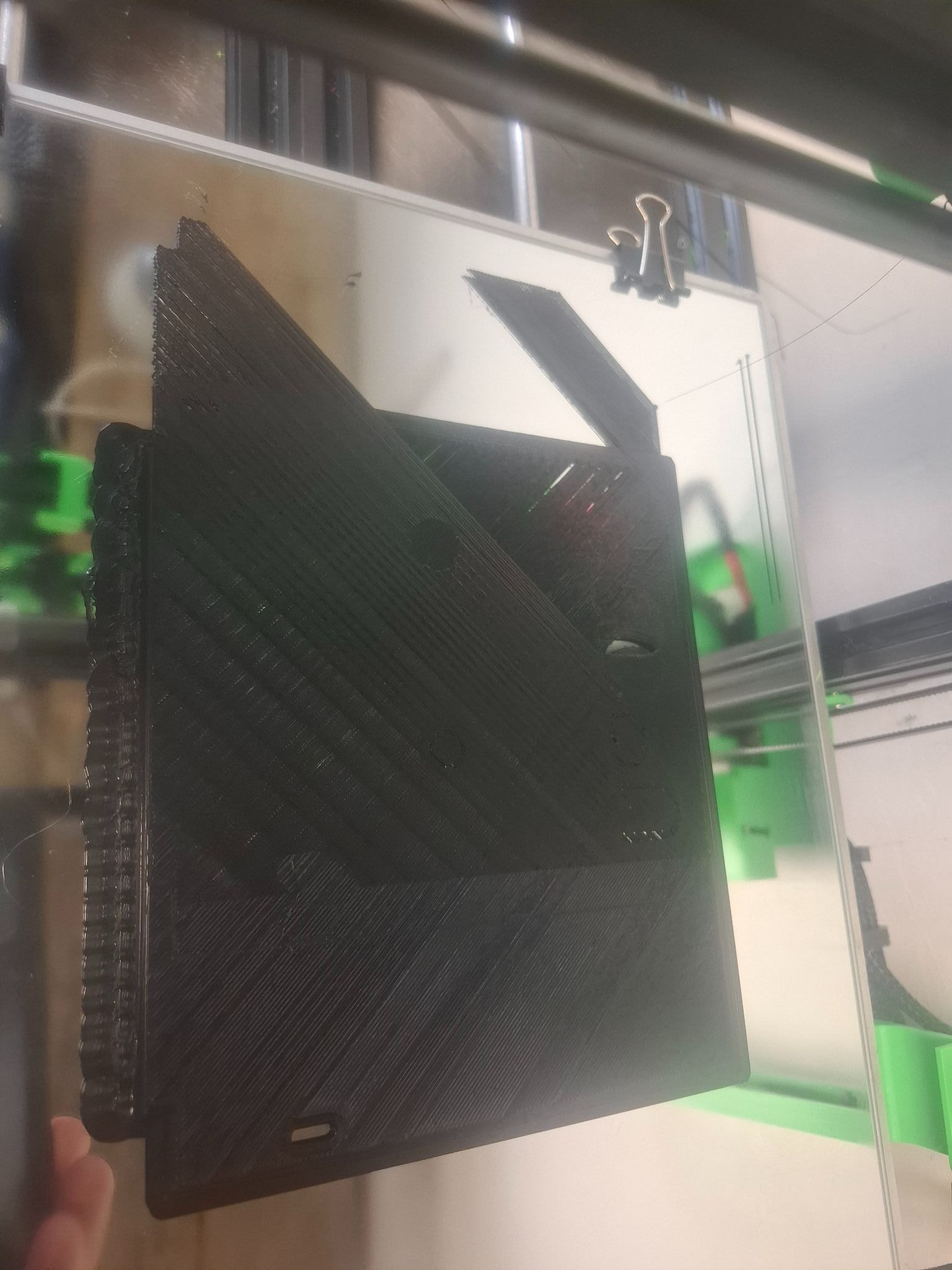
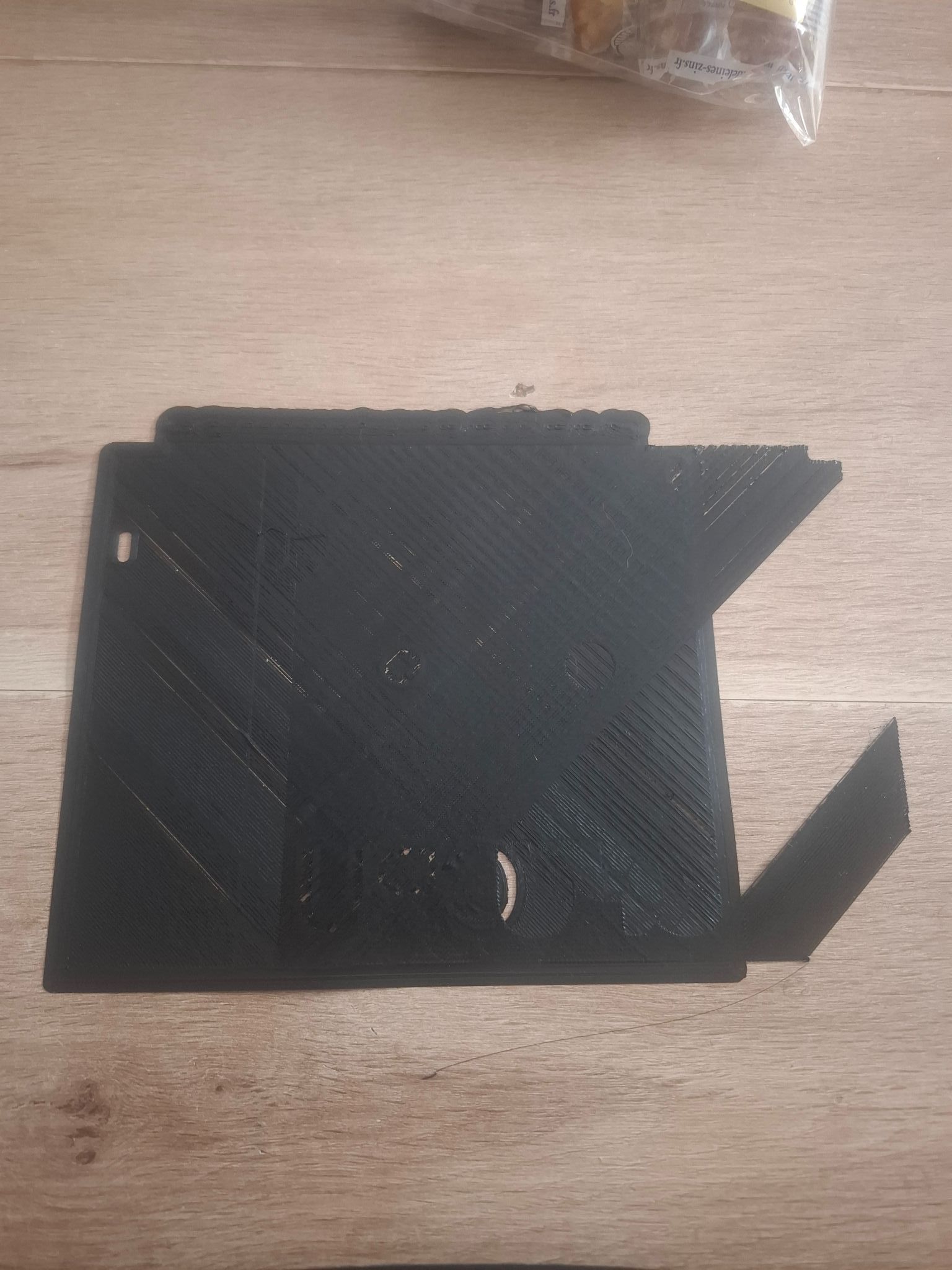
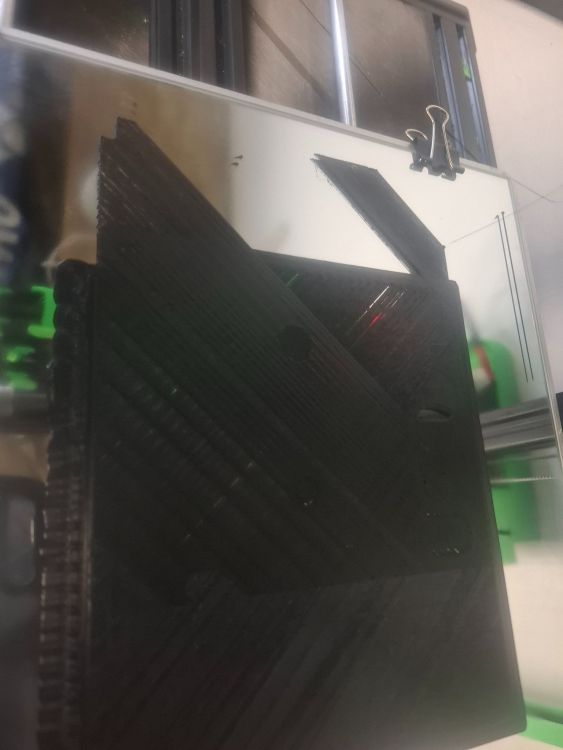
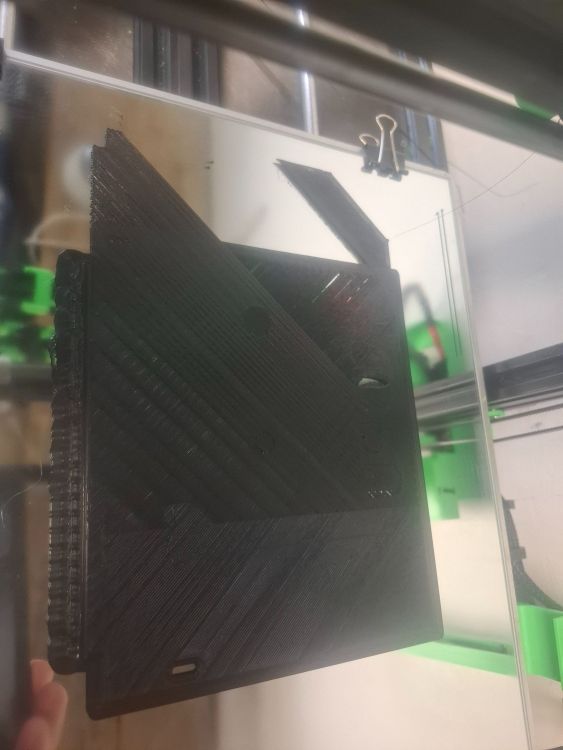
Bonjour à tous; voila j'ai un gros souci sur un nouveau print. le projet de base le voila: https://www.printables.com/model/485778-mini-itx-server-rackmount-2u L'imprimante CR-10 v1 Le filament Geeetech HS-PLA Noir DOnc je me lance dans ce projet: et lance la première place Mais Horreur décalage à la deuxième couche. voir photo. j'en suis a ma 3eme tentative. le décalage est systématique, a la seconde couche et toujous vers le haut du plateau j'ai essayer de décaler la pièce, avant arrière gauche droite dans cura. je l ai orienté différemment. idem la pièce ne s'est pas décollé elle reste bien fixée au plateau. l'erreur est trop systémique et trop parfaite pour être du as un défaut matériel. Je précise aussi la 1er couche ok. la seconde commence bien avec le contour et les supports sont au bon endroit. ensuite viens le remplissage et la drame. Je penche pour une erreur de mon slicer et probablement un paramètre mais je vois pas bien quoi ? des idées ? Merci Le gcode CCR10_Rackmount CPU.gcode
-
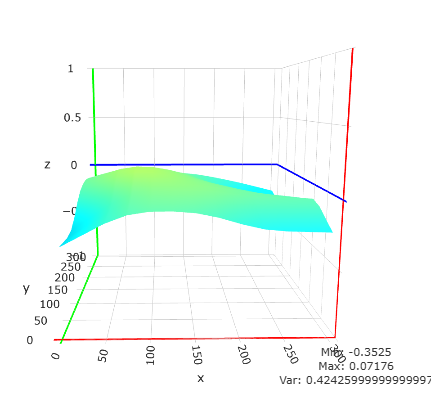
bonsoir a tous. debutant, j'ai recement acquis une CR-10 d'occase. j'ai fait plusieurs prints et c'était plutôt bien. En ce qui concerne la carte mere c est une SKR mini E3 V2. c'est l'ancien propriétaire qui a fait le changement et un amis a lui qui l'as flasher. les fichier de config original sont perdus. dommage je la trouvai plutot bien réglée. Bref j'ai decidé d'y ajouter un BLtouch et donc flash avec nouveau firmwre. c'est le dernier en date. mais je m'arrache les cheveux pas moyen de faire un print propre. soit la buse est trop haute soit trop basse., Pendant le print, je vois bien l'axe z bouger ce qui m'indique que le leveling ce fait bien, mais pour le coup c'est n'importe quoi, pourtaint j'ai fait un g29 avant . j'ai fait plusieurs fois le Z-offset suivant ce lien: https://www.lesimprimantes3d.fr/forum/topic/42024-bltouch-z-offset/ mais la des fois entre deux ca change et pas q'un peux genre des fois je suis en positif des fois en negatif Bref ca fait une semaine que je m'arrache les cheveux, je vais finir par regretter le réglage par vis. Aider moi SVP Configuration.h Configuration_adv.h