Decoodt
-
Compteur de contenus
11 -
Inscrit(e) le
-
Dernière visite
Récompenses de Decoodt
")




-
Re tout le monde, petit retour si des gens se perdent sur le forum avec le même problème. Le problème est bien parti ! j'ai du faire entre 25 et 30h d'impression et tout est parfait donc le problème venait bien du réglage des galais en caoutchouc coulissant pour le guidage de l'axe Z cependant après environ 20h d'impression avec le paramètre "surfaces floues" dans l'onglet expérimental de cura 5.8 (qui, via des vibrations, permet d'avoir des surfaces texturés pour cacher un peu les couches d'impressions) mon plateau c'est complètement déréglé et la vis permettant de régler le galais de guidage (qui a créé mon problème) c'est déréglé aussi donc ca reste quelque chose a vérifier de temps en temps. voila voila, encore merci a tous ! PS : l'impression et la CAO sont devenu mon occupation a temps plein, un vrai kiff
-
je crois bien que j'ai finalement résolu mon problème !!! je vais encore tester sur plusieurs impressions mais j'ai vu sur un forum américain qu'un gars avais le même problème et il disait que ces trois roulement qui maintenait la partie non motorisé de l'axe Z avaient du mal a tourner a la main et en effet le roulement réglable était en appui contre le châssis et impossible a tourner a la main, je l'ai donc réglé pour qu'il y ai un petit jeu et une fois le niveau du plateau fait l'impression c'est bien déroulé je vous tiendrais au courant pour mes prochaines impressions
-
Oui j’avais fait une marque à 150mm et après 100mm extrudés il restait 47mm et quand j’avais fait cette calibration j’étais avec un E-step de 101,8 donc la nouvelle valeur etait de 98,8 pour l’instant j’ai remis les paramètre d’usine de l’imprimante donc mon E-step est à 92,6 et les impressions sont correctes (passé les deux premiers mm) donc dès que je suis chez moi je calibre le plateau a chaud et je re teste
-
J’ai réfléchis et j’ai pensé à quelque chose de bête mais est ce que ce problème serait possible si la calibration de la hauteur du plateau est faite à froid ? Et qu’avec la dilatation du plateau (et de tout le support du plateau) au fur et à mesure des premières couches donne cet effet là ?
-
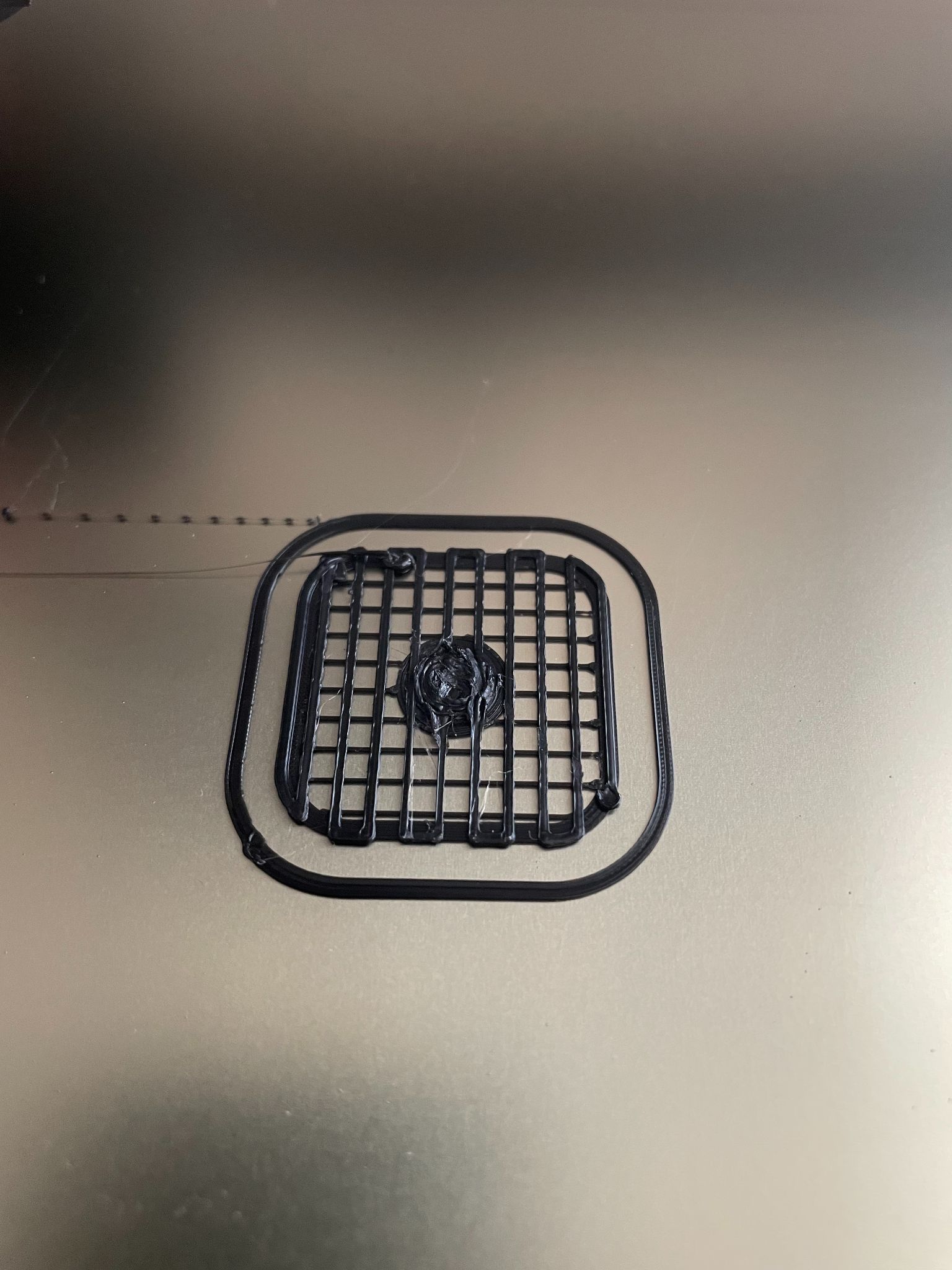
j'ai mis le liens dans le premier post normalement pas tout a fait pour le X j'ai 20.14, le Y 19.96 et le Z 19.09 ca me donne vraiment l'impression que les incréments en Z ne bouge pas pour les 10 premières couches surtout que lors de ma dernière impression ca s'est mis en pause et j'ai bien vu qu'en sortant de la zone d'impression de la pièce le plateau c'est remonté comme si la buse était en force dessus (je pense donc qu'on peut écarter la cause de sur extrusion) pour faire claire, le corps de la pièce que j'ai imprimé ensuite est un rectangle de 2mm de haut et dans cura j'ai des bordures haut et bas de 0.8mm ca nous fait donc 0.4mm de remplissage a 10% en carré entre le haut et le bas et quand l'impression était au niveau de ces 0.4mm de remplissage en carré comme le déplacement était plus rapide le filament n'arrivais pas a être extrudé (ca faisait du clogging) et quand c'est re passé sur une couche pleine la buse raclais toujours légèrement la couche inferieur (donc ca veut dire qu'il y avais plus de 0.4mm de différence entre la position normale de la buse et la réalité) en effet j'ai essayé et la première couche était vraiment sous extrudé et le reste ne changeais pas vraiment oui c'est du PLA en 1.75 que j'imprime a 200°C avec le plateau a 60°C a 40mm/s et j'enlève bien le surplus de plastique qu'il pourrait y avoir sur le bout de la buse a chaud avant l'impression et tout est nickel après que la buse ai raclé
-
oui j'avoue
-
je pense que c'est normal, ca permet juste a la pièce d'être surélevé pour tester les support sou toute la pièce
-
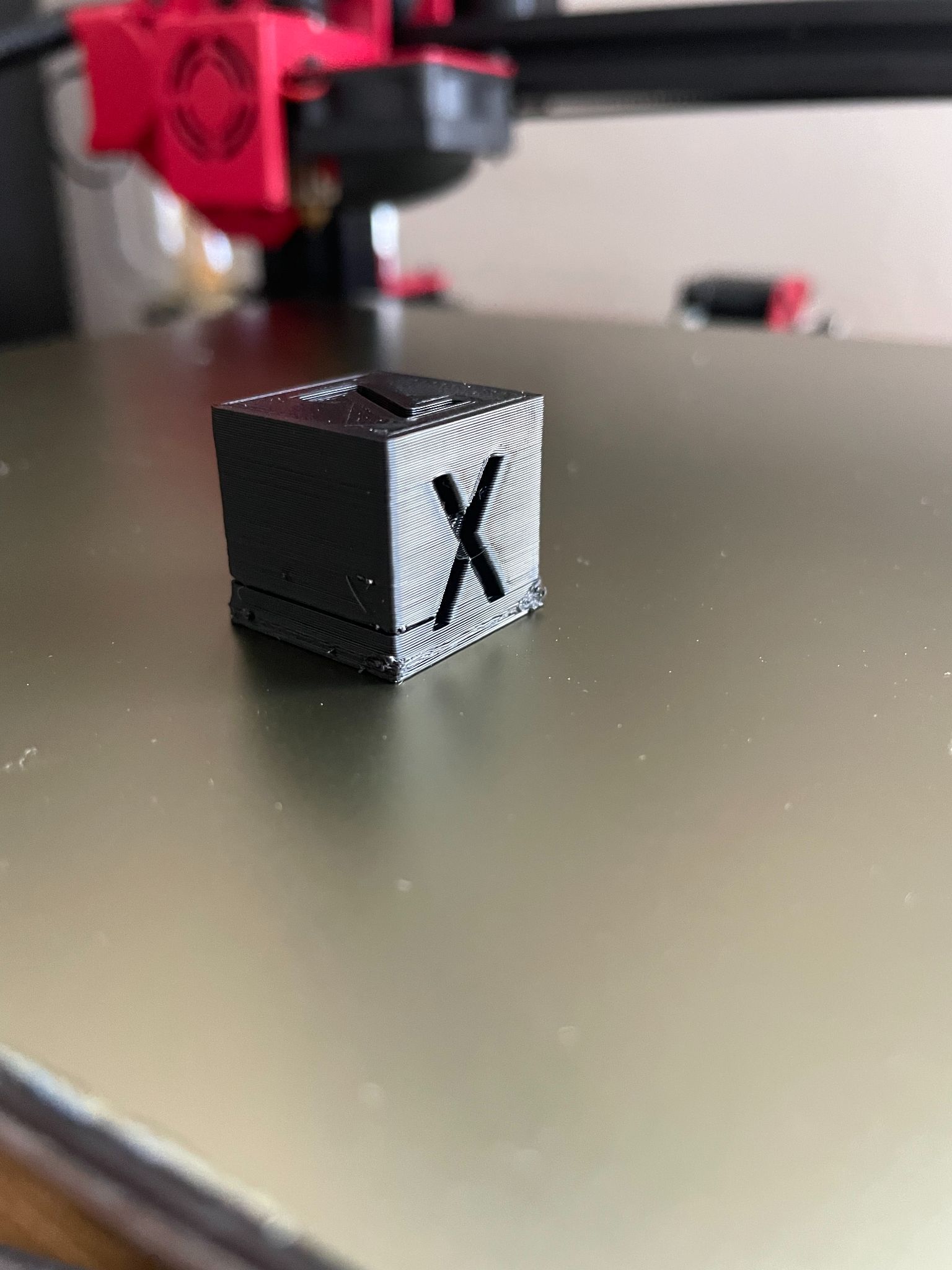
merci pour vos réponses, j'ai donc échangé les gcodes par ceux de @pommeverte et ai lancé l'impression du cube de calibration et quand le remplissage c'est lancé j'était a ça sachant que j'ai laissé la valeur de 92.6 d'usine de la machine. la première couche était en effet bien moins écrasé mais on voit clairement que la première couche de remplissage ressemble plus a de la gravure plastique... n'y a t'il pas un autre paramètre qui jouerais sur les Z qui pourrait être mal optimisé ? et a savoir que j'avais réussi au début avec l'ancien plateau et un autre filament a imprimer une toute petite pièce (un lapin de 10x10x20mm) sans aucun soucis de ce genre. je pense donc regarder le gcode de démarrage de ce fichier car je ne sais pas avec quel logiciel il a été préparé. je vous montre le cube une fois l'impression terminée (petit spoil lorsque le remplissage n'est pas plein les bordures sont presque parfaites) et @hyoti la pièce imprimé est celle ci, c'est donc fait exprès que l'impression soit dans ce sens et merci @KpDp_3D pour les info, je vais feuilleter ca et arrêter de toucher au débit sur cura voila le cube terminé, on vois que le défaut de couche du début a élargie la base mais les parodies restes propres sur le reste. le X et le Z sont correctes et il a eu un peu de mal pour le Y. je viens aussi de voir dans le paramètres de cura en avancé que la largeur de ligne de remplissage est a 0.4 pour une buse de 0.4 et je me dit qu'avec l'écrasement léger de la buse lors de la dépose du plastique il doit forcement y avoir du chevauchement de remplissage et ca a chaque couche ce qui fini par faire le problème de 'boudin'. qu'en pensez vous ??




-
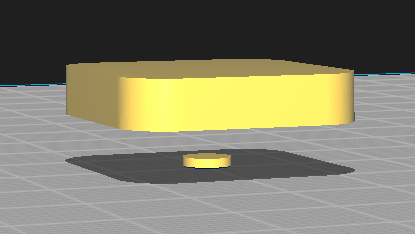
j'ai effectué plusieurs tests d'abord j'ai essayer en insérant la ligne dans le gcode de démarrage pour mettre une extrusion a 98.8 et j'ai lancer une impression pour vérifier et j'était toujours en sur extrusion (j'ai vérifié et la commande apparait bien dans le gcode de la pièce) et j'ai réinitialisé les paramètre de cura. et j'ai ensuite vérifié les paramètres d'usine de la machine et on est a 92.6 donc j'ai re lancé une impression pour vérifier les changement en enlevant la ligne du gcode et en laissant les paramètres de la machine jouer et au final toujours le même problème. j'ai donc essayé en re mettant la ligne de gcode avec une extrusion a 92.6 comme les paramètres d'origine de la machine et encore le même problème. la pièce en question si je laisse l'impression se terminer (supports impossibles a enlever) la pièce possède un petit cylindre a sa base pour sur élever la partie principale sur supports et c'est ce petit cylindre qui fait un gros paquet qui semble refléter le problème de boudin sur les plus grosses impressions j'ai l'impression que rien ne change, je vais essayer l'impression du cube de calibration pour voir si le problème ne viens pas de la pièce en elle même.



-
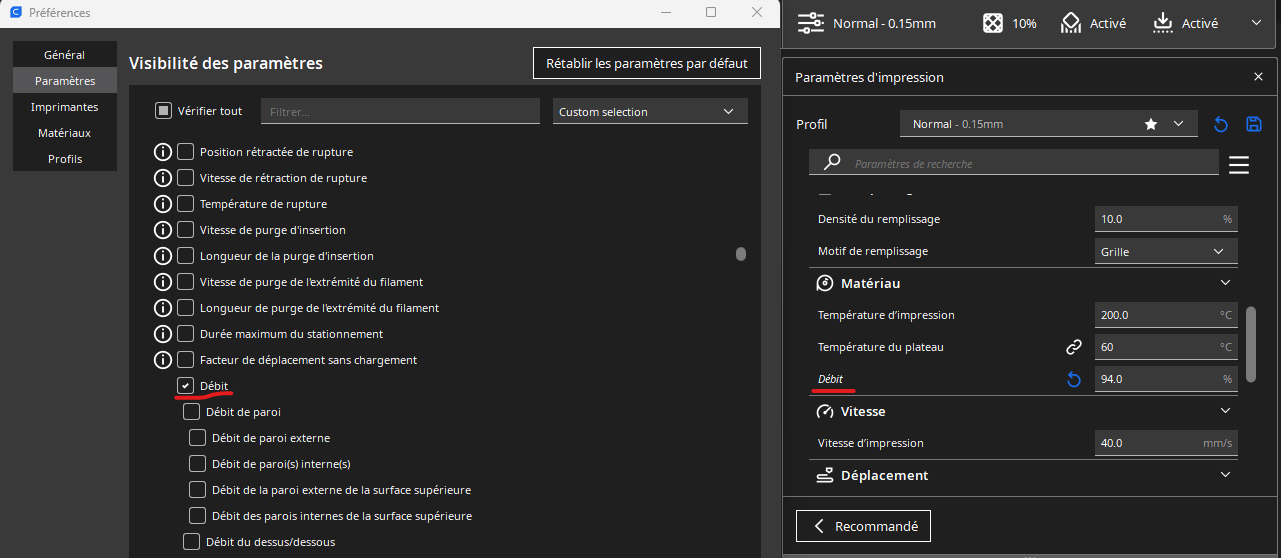
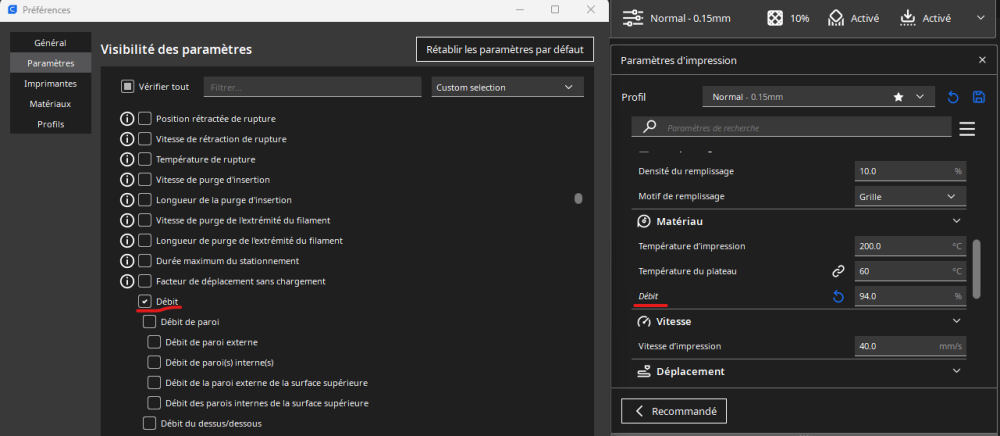
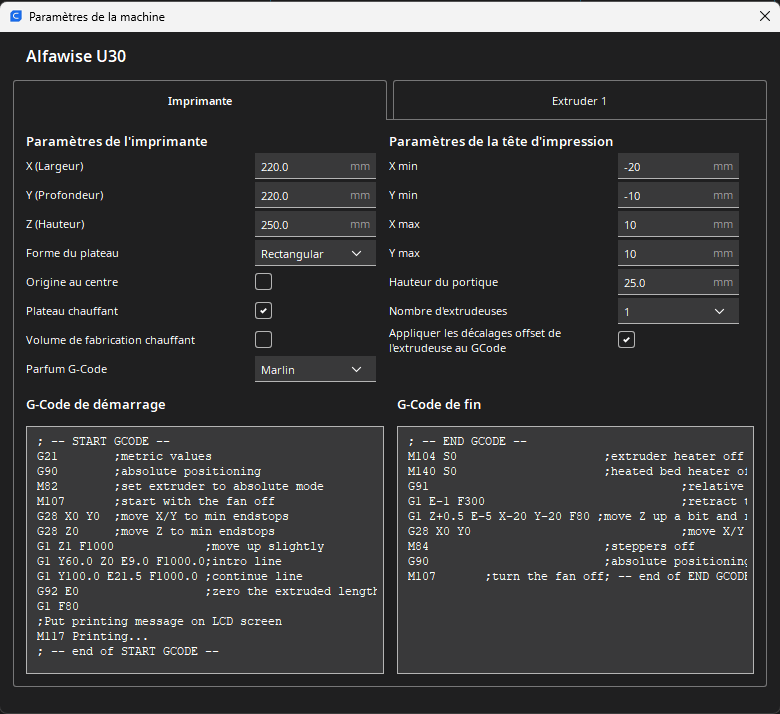
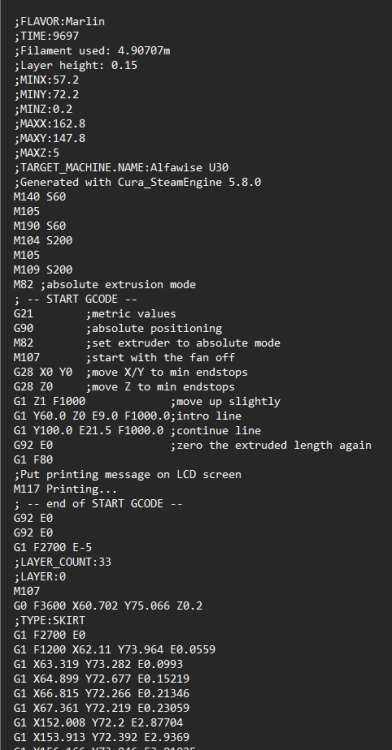
je n'ai pas encore essayer de modifier les paramètres internes de la machine via gcode mais je pensais que tous les paramètres modifiés (comme le débit) étaient envoyé dans le gcode de démarrage, mais n'en étant pas sur j'ai préféré modifier ce paramètre dans les deux interfaces mais en effet je ne vois pas de M92 dans le gcode de démarrage. dans ce cas je ne comprends pas a quoi cela sert de modifier ces paramètres dans l'interface graphique de cura et je ne sais pas ce qu'est marlin, c'est l'OS de l'imprimante ? car d'apres le screenshot que j'ai envoyé il semblerais que mon imprimant soit sous marlin aussi et même en regardant le gcode de la pièce en elle même avec le réglage de débit a 0.94 dans cura on trouve aucune trace de M92 E94 M500 je vais re essayer en modifiant le gcode directement merci !
-
Merci pour la réponse ! et oui lorsque je change des paramètres dans l'imprimante je sauvegarde tout et redémarre l'imprimante pour vérifier que tout est bien enregistré. Pour ce qui est le cube test je ne l'ai pas fait, tu parle du cube avec les X,Y et Z dessus ? et oui j'ai fait la calibration de l'extrudeur avec un scotch a 150mm et ai extrudé 100mm pour trouver un reste de 47mm a la fin avec un réglage d'extrusion a 101.8 ce qui m'a donné le 98.8 que je cite dans le post. Et en effet j'ai bien le profil de mon imprimante dans cura ! Et l'Alfawise U30 est comparable a une Creality Ender 3 je pense
-
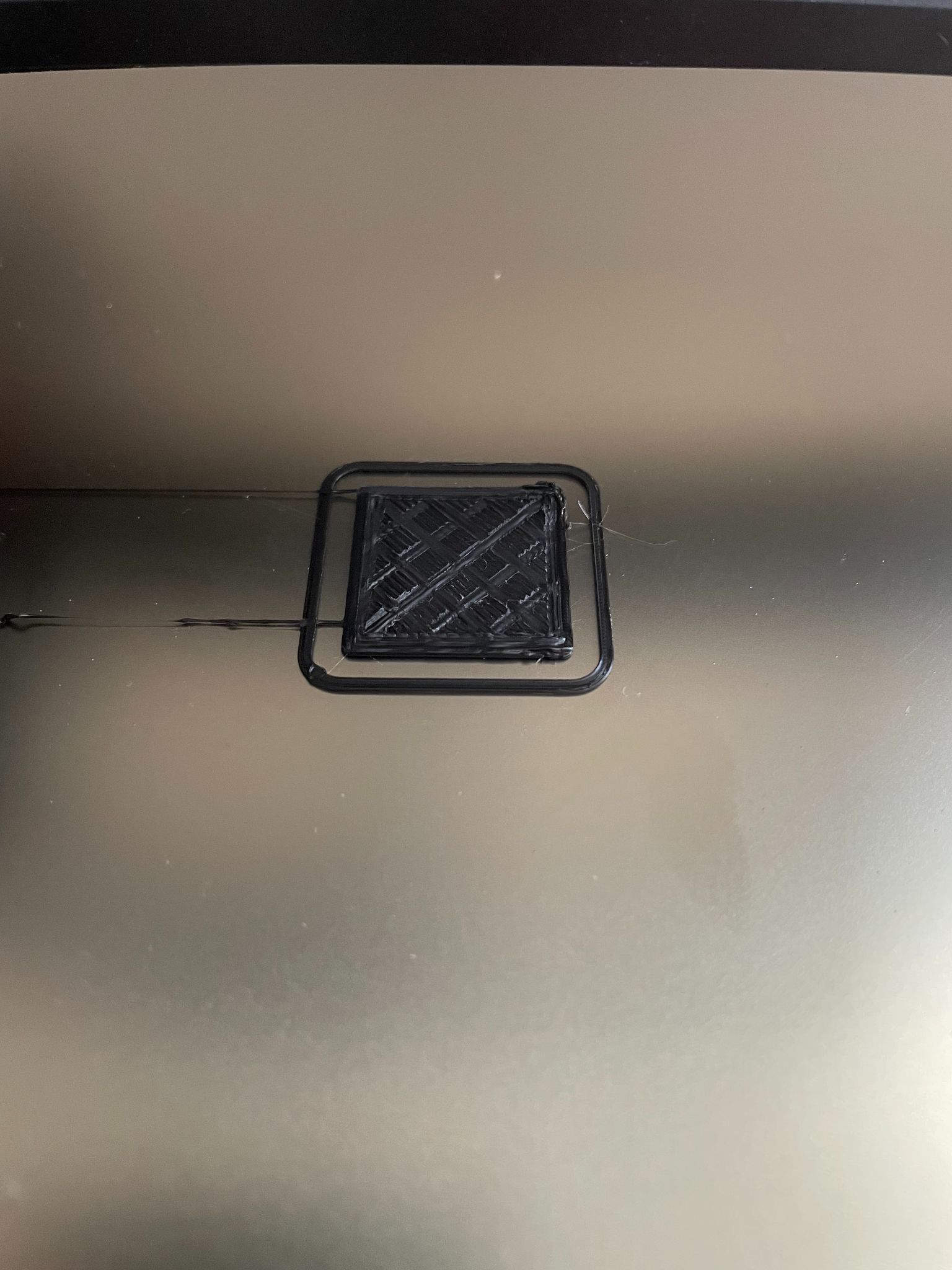
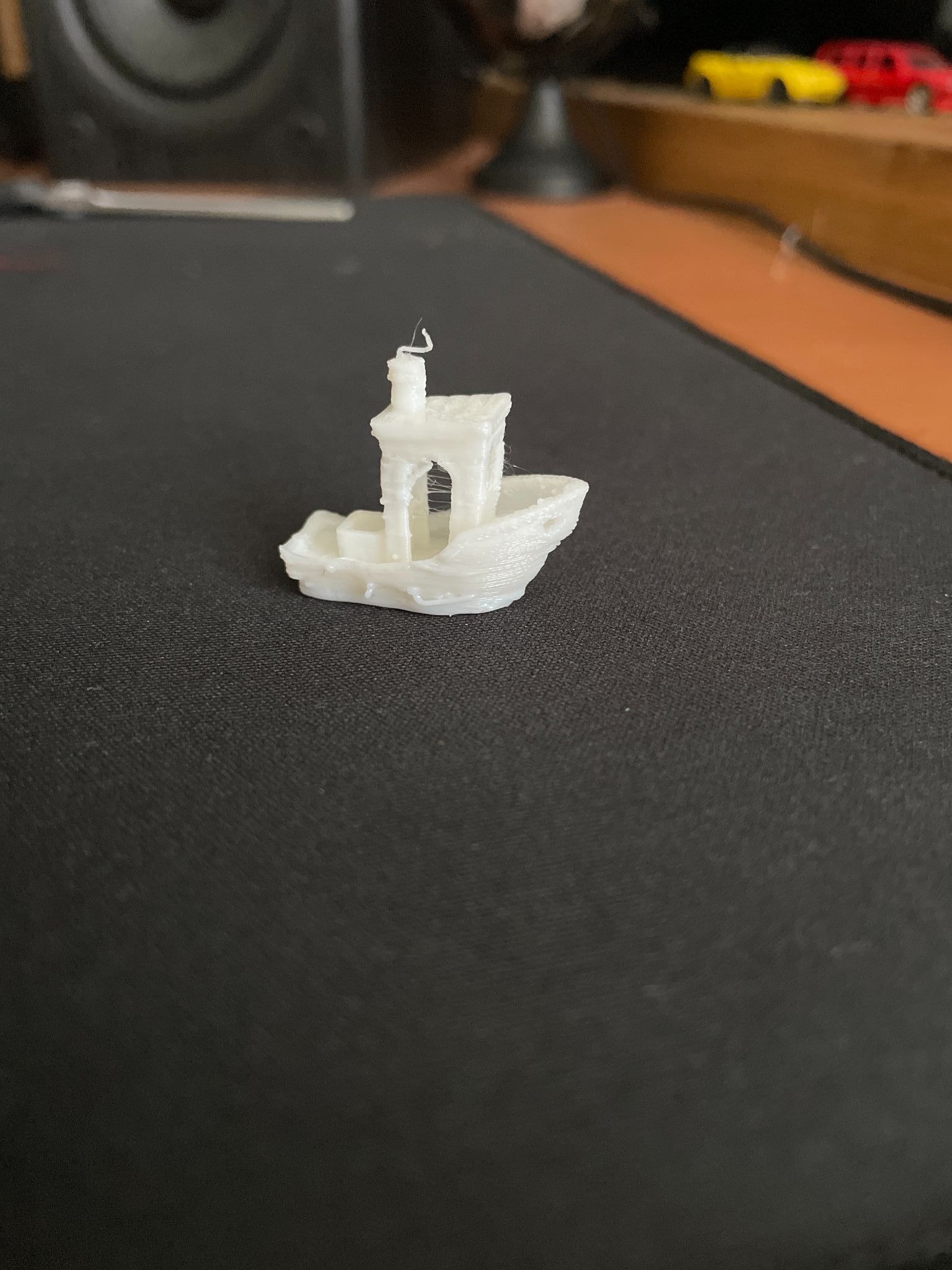
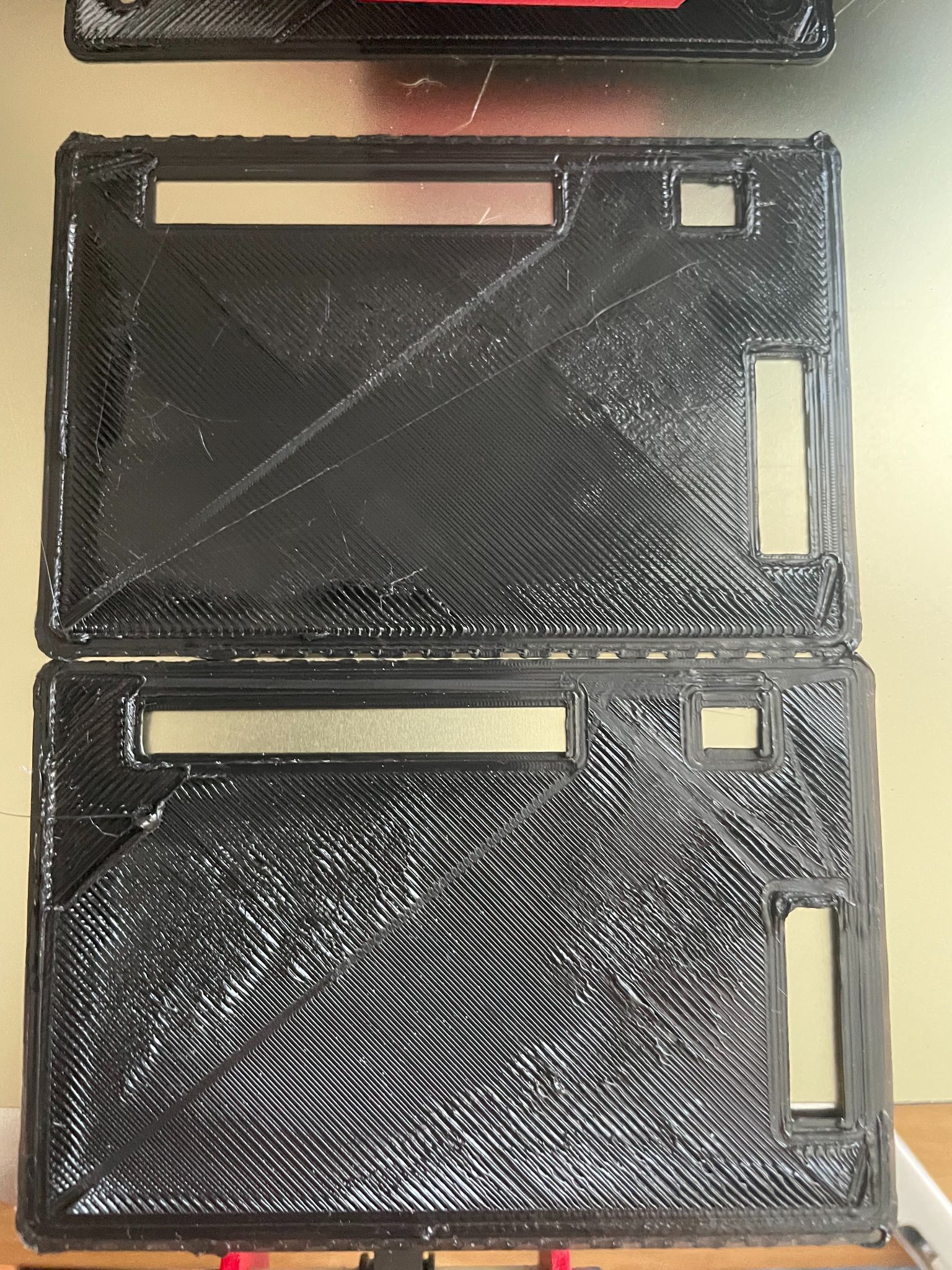
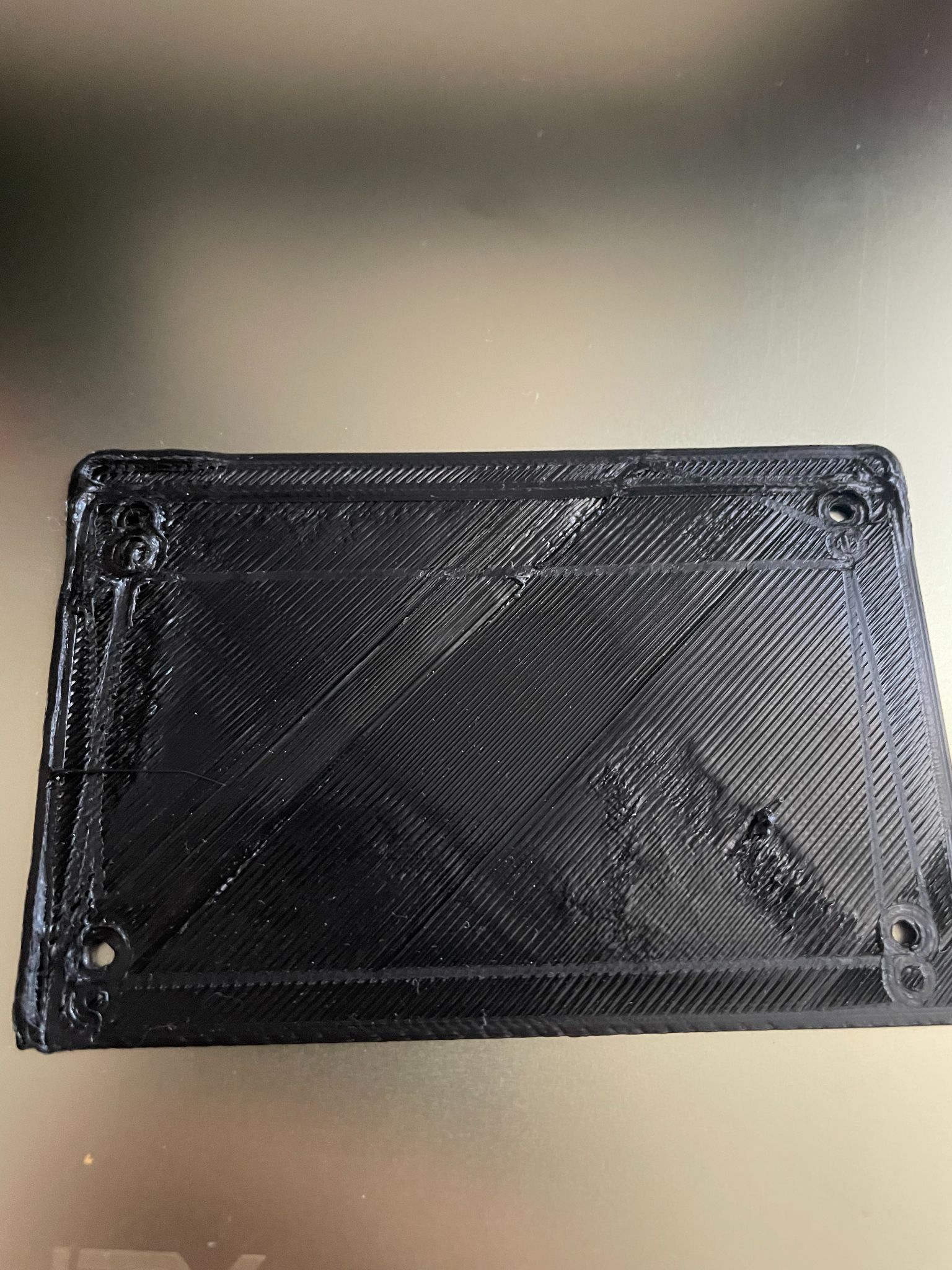
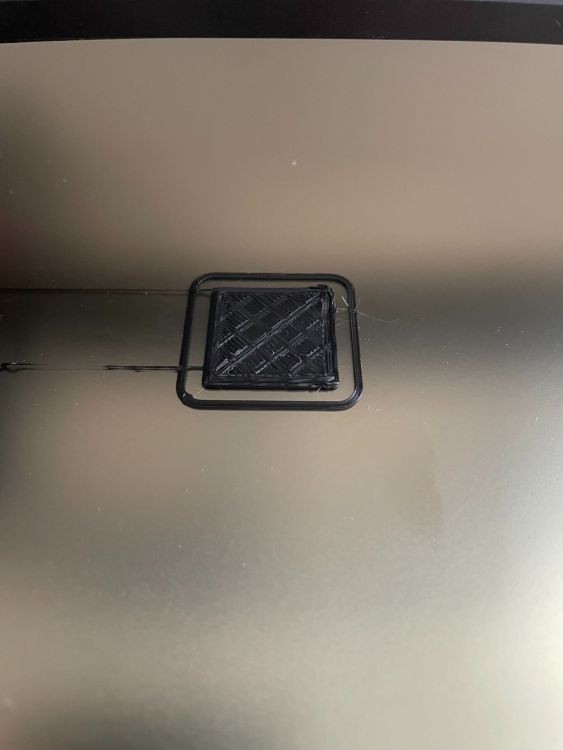
Bonjour à tous, J'ai toujours voulu avoir ma propre imprimante 3D, et après un passage dans un vide-grenier, j'ai pu me procurer une Alfawise U30 d'occasion. Après l'acquisition de cette imprimante, j'ai immédiatement réalisé un Benchy en échelle 1/10. Comme je n'avais pas encore effectué de calibrations, le résultat n'était vraiment pas satisfaisant. Je me suis donc lancé dans la calibration des températures et de la hauteur du plateau. Je me suis rendu compte que le plateau était vraiment en mauvais état. L'ancien propriétaire avait collé un revêtement autocollant par-dessus le revêtement d'origine, qui était déchiré à deux endroits. J'ai donc décidé de le remplacer par un revêtement en deux parties magnétique PEI de Creality. Après avoir calibré le plateau (repositionnement du capteur fin de course et nivellement à la feuille de papier), j'ai testé l'impression d'un projet personnel : une boîte pour une carte ampli Bluetooth. Cependant, dès la 3ᵉ ou 4ᵉ couche, j'ai remarqué que la buse passait sur la couche précédente en poussant le surplus de cette couche tout en extrudant encore plus de plastique. Cela a progressivement créé un gros boudin, qui a fini par décaler complètement les couches supérieures en butant dessus. Je me suis alors penché sur le calibrage de l'extrudeur et ai trouvé un E-step de 98.8, alors qu'il était configuré sur 101.8 lors de l'impression. Après avoir ajusté, l'impression semblait s'améliorer au début, mais le problème est rapidement réapparu (cf. photo 1 : en bas à 101.8, et en haut, l'impression était en cours à 98.8). J'ai donc effectué plusieurs impressions test pour calibrer l'extrudeur. Cependant, que ce soit à 98.8 ou à 94, l'impression reste identique (ces valeurs sont configurées à la fois sur l'imprimante et sur Cura 5.8). L'impression de la pièce est satisfaisante dans l'ensemble, mais les supports sont impossibles à enlever. Pour les tests, j'ai imprimé une sorte de pavé creux avec un remplissage en grille sur un support standard (Simple Extrusion Test Part par CNC Kitchen | Téléchargez gratuitement un modèle STL | Printables.com). Le problème persiste cependant lorsque j'imprime des pièces en superposition de couches pleines. J'ai même réessayé ma pièce en couches pleines avec l'extrudeur réglé à 94, mais le problème persiste. J'ai également tenté de modifier le flow rate à 85% après la troisième couche pour essayer de rattraper le surplus pendant l'impression, sans succès. J'ai donc vraiment l'impression que la machine ne prends pas en compte les changement de débit d'extrusion malgré qu'ils soit identiques sur cura et dans les paramètres internes de l'imprimante. Et sur cura j'ai bien la bonne imprimante de renseignée. Pour info, j'imprime avec du PLA en 1.75 à 200°C avec un plateau à 60°C et une buse en 0.4. Les couches d'impression sont de 0.15 et je me suis aussi dit qu'il pouvais y avoir un problème si le pas minimum de l'imprimante doit être un multiple de 0.1 mais je n'en suis pas sur. J'ai déjà regardé sur d'autres discutions et je n'ai pas de points dur sur l'axe des Z. Merci d'avance pour votre aide !