ViPer94
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par ViPer94
-
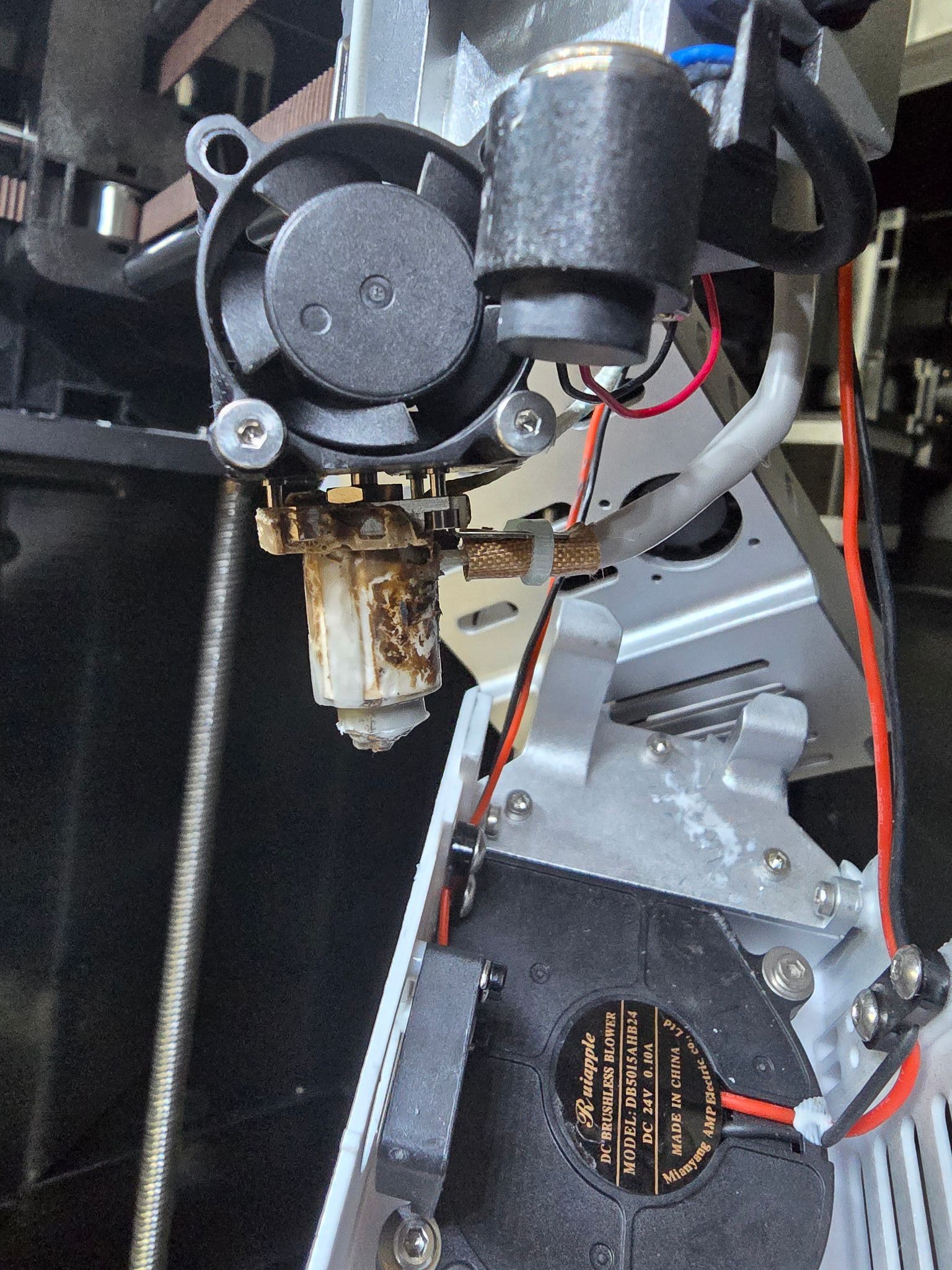
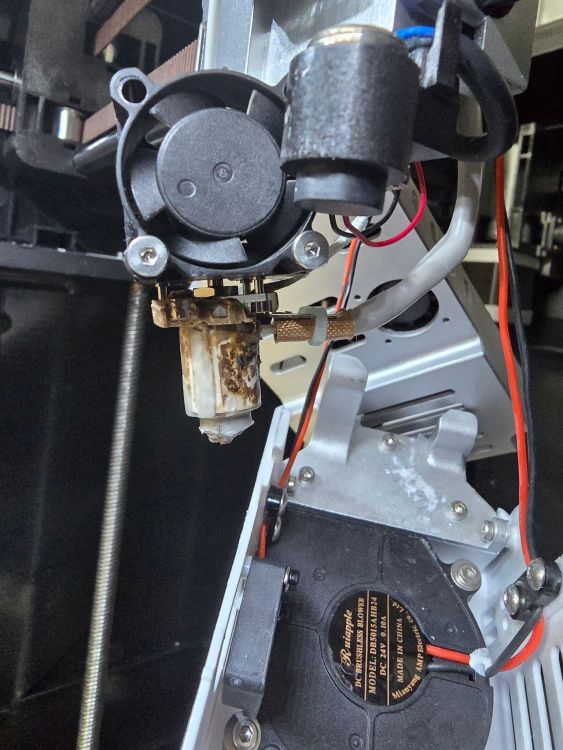
En effet, une partie de la chaussette s'est détériorée avec la chaleur et le filament est resté collé dessus.
-
Merci pour vos retours. Je vais poser la question à Qidi qui a un SAV au top. Je ne comprendrai pas qu'un constructeur te vende une imprimantes capable de chauffer jusqu'à 350°C si les périphériques ne tiennent pas la température...
-
J'ai encollé l'adhésif Kapton avec de la Magigoo et c'est beaucoup mieux. Pas encore complètement réussi mais vers le mieux. Pas contre la chaussette de ma buse fond et encrasse ma buse...J'ai commandé une plaque chez PPprint pour faire un essai.... J'ai aussi créé une discussion autour des chaussettes Qidi.
-
Bonjour à toutes et tous, J'ai commencé mon (long) apprentissage de l'impression du PP. La température de la buse étant de 325°C, j'ai remarqué que les chaussettes d'origines ont tendance à fondre, encrassant la buse avec tout le bordel qui va derrière, amalgame sur la buse, bouchage de buse, etc... Faut-il buser sans chaussette - et avoir froid aux pieds - ou existe des chaussettes renforcées ? Merci pour vos retours.
-
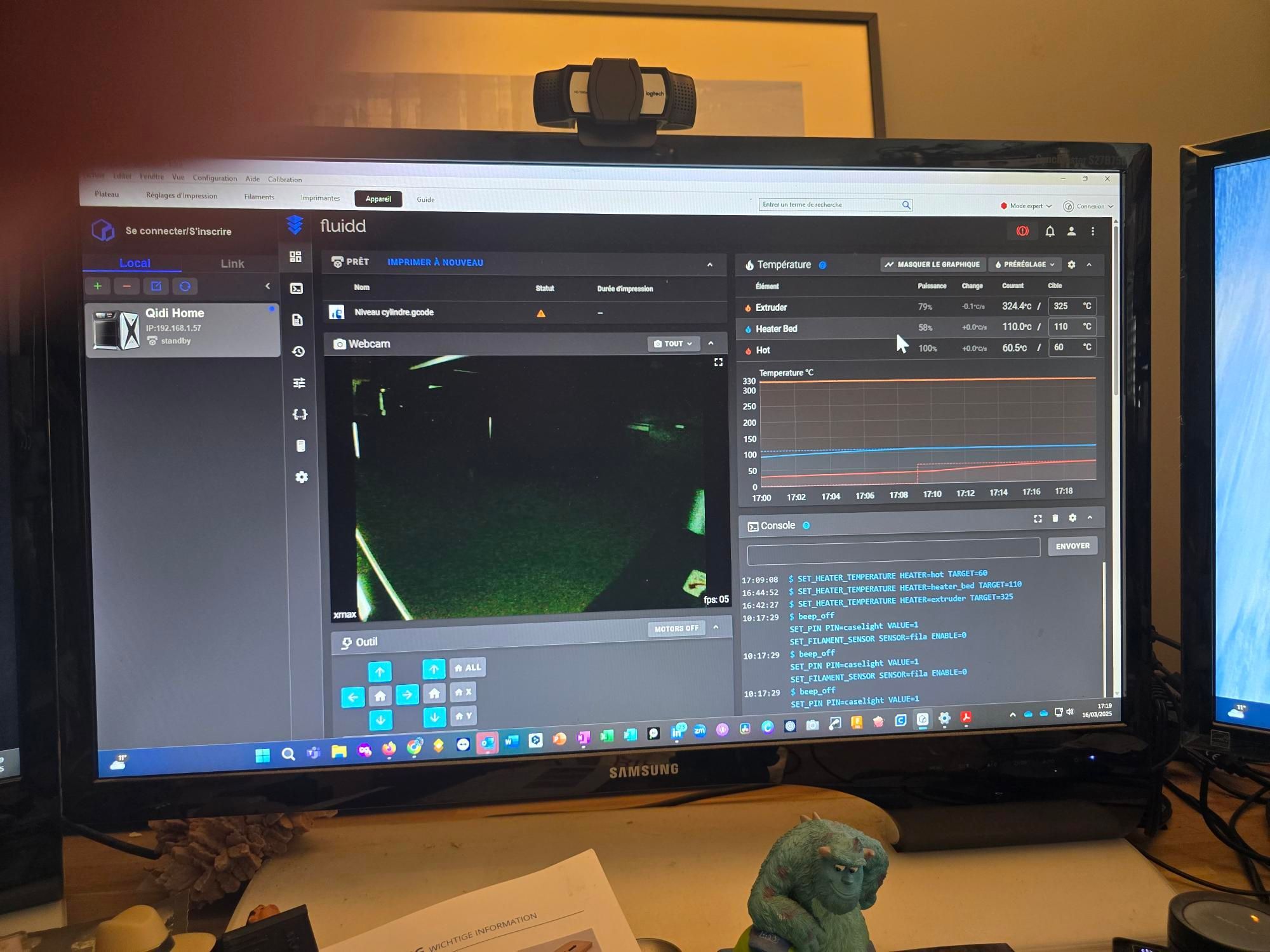
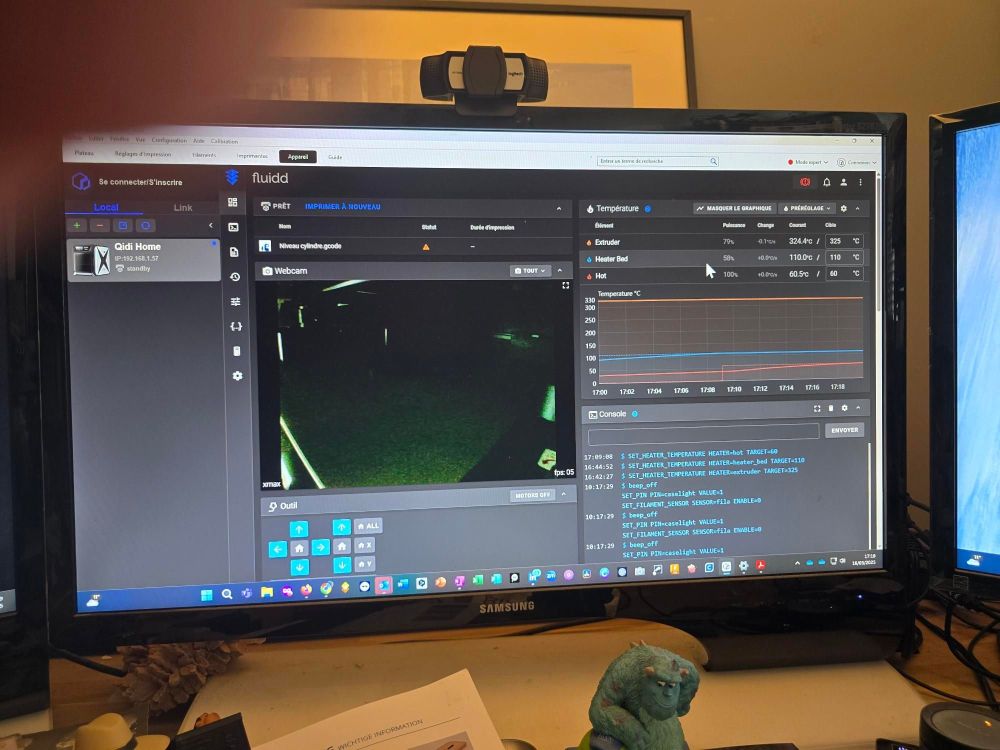
Je viens de tester l'adhésif Kapton......la couleur est jolie. Rien n'a adhérer dessus, seule la buse a amalgamé le PP. J'ai chauffer le plateau à 118°C, la chambre à 60°C, fais le niveau Z pour palier à une éventuelle dilatation, monté la température de la buse à 325°C. j'ai réduit la vitesse à 80 mm/sec Rien n'y fait. Rien n'adhère Je vais tester le scotch brun....will see
-
Bonjour, J'ai testé le TPU à différentes densités. Ca marche mais ayant des supports nécessaires du fait de la forme de ma pièce, impossible à enlever les supports. Je laisse tombé le TPU. J'ai relancé une impression en PPS mais le filament n'a pas collé à la plaque malgré la colle Magigoo PP utilisée. Le filament s'est aggloméré autour de la buse. Est-ce une question de calibration du Z en fonction de la température ? Je n'ai pas enlevé la fonction de nivellement du plateau avant chaque impression. Normalement la possible dilatation du lit devrait être pris en compte ? Je fais une nouvelle tentative bientôt. J'ai acheté un film Kapton pour que le filament adhére...will see. J'ai une plaque Qidi PEI nervurée standard, faut-il une plaque lisse pour appliquer le film ? Merci encore pour vos retours d'expériences.
-
imprimer de l'OBC 3DXtech sur Qidi Xmax3
ViPer94 en réponse au topic de ViPer94 dans Consommables (filaments, résines...)
Merci pour ces précisions. Quant à connaitre les températures vitreuses négatives ou positives des filaments, je suis loin de cela. Il va falloir que je suive une formation sur les filaments et leurs comportements. Pourquoi n'y a t'il pas une bibliothèque de profils types de la part des fabricants de filaments ? -
Bonjour, Il s'agit essentiellement d'acétate d’éthyle, d'alcool isopropyle, de méthyl éthyle cétone. A priori le TPU pourrait être compatible mais je n'est pas encore testé avec des densités élevées, je l'utilise à 10-15% pour faire des règles souples.
-
Bonjour Merci pour ton message. J'ai bien lu ton topic très éclairant mais je ne suis pas suffisamment curieux, qualifié, pour mettre les mains dans le cambouis de l'imprimante. Aussi je considère que le constructeur doit être en mesure de soutenir les performances annoncées. Bref, j'ai contacté le SAV Qidi qui m'a indiqué que c'était la Hotend qui devait être changée pour répondre à la température demandée. Comme j'avais déjà changé l'ensemble en prévision de mes impressions techniques, je suis allé plus loin dans mes expérimentations. Je suis un débutant en impression 3D et je m'en sers pas régulièrement non plus. Bref. J'ai commencé par chauffer la buse à 315°C, puis le lit à 110°C, puis l'enceinte à 60°C et cela à marcher. Bon après j'ai eu des problèmes d'adhérence du support mais le fait est que les valeurs de températures demandées ont été obtenues. Je vais faire d'autres essais en alternant les parties à chauffer - lit, chambre et hotend notamment - pour voir si c'est pas un problème de gestion de la puissance de l'électronique qui n'est pas en cause. Si je demande toutes les températures en même temps, la puissance demandée est trop forte par rapport à la puissance de l'alimentation. A suivre
-
Bonjour à toutes et tous, Je dois imprimer des pièces avec du PP ou PPS pour qu'elles puissent être en contact avec des solvants. les températures de buse sont préconisées entre 315-340°C, de plateau entre 120-140°C et de la chambre à 60°C. Je me suis mis dans les limites basses qui sont dans les limites des capacités de l'imprimante mais lorsque je lance l'impression, j'ai ce message MCU 'mcu' shutdown: ADC out of range This generally occurs when a heater temperature exceeds its configured min_temp or max_temp. Once the underlying issue is corrected, use the “FIRMWARE_RESTART” command to reset the firmware, reload the config, and restart the host software. Printer is shutdown Lorsque je regarde les performances annoncées de la XMax3, je suis dans les clous et pourtant ça plante. Quelqu'un aurait de l'expérience sur des impressions de ce type ?
-
imprimer de l'OBC 3DXtech sur Qidi Xmax3
ViPer94 en réponse au topic de ViPer94 dans Consommables (filaments, résines...)
Bonjour, les solvants en contact sont acétate d'ethyle, alcool isopropyle, methyl ethyl cétone, que des belles choses :-). Les températures températures que tu indiques ne correspondent pas à celles préconisées par le fabricant ou Atome 3D qui sont celles-ci. Qu'en penses-tu ? Température de l'extrudeuse : 170-210°C Température du lit : 60-100°C Préparation des lits : Le ruban d'emballage (à base de PE ou PP) est une excellente option à faible coût, Magigoo PP Bed Prep Chambre de construction fermée : 23-60°C. Bien qu'elle ne soit pas nécessaire à 100 %, une chambre d'impression fermée contribuera à assurer une impression plus réussie Il est recommandé d'imprimer avec le bord jusqu'à ce que vous soyez à l'aise avec l'OBC. Nous recommandons également l'utilisation d'un ventilateur de refroidissement (20 à 50 %). La vitesse d'impression est généralement de 30 à 50 mm/s. J'avoue être un peu perdu. -
imprimer de l'OBC 3DXtech sur Qidi Xmax3
ViPer94 en réponse au topic de ViPer94 dans Consommables (filaments, résines...)
Bonjour, Merci pour ton retour. Non je n'ai rien calibré car à la fois jusque là tout allait bien, même sur du TPU, et surtout parce que je suis assez novice. Je vais regardé les tutos pour voir comment faire. Sur les températures, est-il nécessaire de laisser le couvercle supérieur légèrement ouvert ? La règle risque d'être en contact avec des produits chimiques du type acétate, alcool isopropylique notamment et qu'elle est à poser sur un support arrondi, rendant sa flexibilité impérative. Ce qui est étonnant c'est que les premières couches sont bonnes et que par la suite ça part en espèce de cheveux. J'ai réglé pour le plateau une première température de 75°C pour la première couche et de 70°C pour les autres. Faut-il que je garde la même température ou une température plus élevée pour les couches supérieures ? -
imprimer de l'OBC 3DXtech sur Qidi Xmax3
ViPer94 a posté un sujet dans Consommables (filaments, résines...)
Quelqu'un.e a une expérience pour imprimer ce filament ? La mienne n'est pas bonne. J'essaye d'imprimer un règle souple. Avec du TPU95 j'obtiens un bon résultat vue à droite ou en bas, mais à gauche ou en haut, c'est la cata. J'ai une temp de lit de 75, de filament de 190 avec une vitesse de 25mmm/sec. Je ne sais pas si je dois régler de la rétractation ni à quoi est dû ces filaments en surface. J'ai regardé une vidéo sur Youtube mais je ne comprends pas certains réglage de débit notamment, de réglage du ventilo que je ne trouve pas sur le slicer Qidi. Merci par avance pour vos aides toujours précieuses.
-
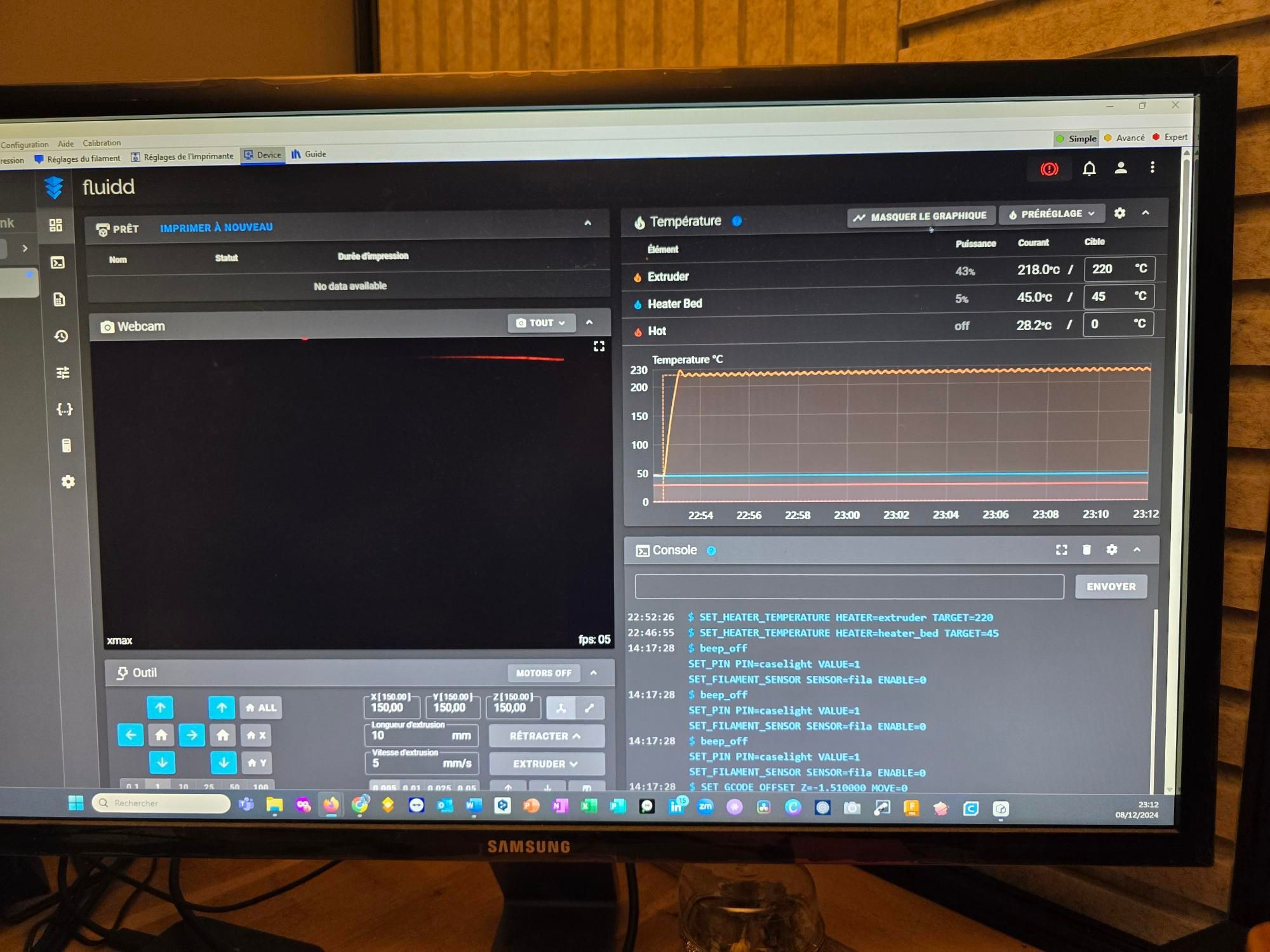
Bonjour, En changeant de filament du PLA vers le TPU 95, je ne sais pas pourquoi la température de l'extrudeur n'arrive plus à se stabiliser. Je ne pense pas que ce soit un problème avec ce changement mais je n'arrive plus à imprimer. J'ai redémarrer plusieurs fois l'imprimante sans succès. Une idée pour un bleu de l'imprimante ?
-
Par manque de temps j'ai changé la tête avec une nouvelle avec des buses bimétal et tout est rentré en ordre. Il faut juste que je trouve le temps de nettoyer l'ancienne. Merci pour vos aides
-
Merci pour ces conseils qui vont agrémenter mon week-end
-
Bonjour, J'ai commencé à démonter la tête d'impression et je crois qu'elle a pris un coup de chaud.
-
Bonjour, Lors d'une impression de plusieurs pièces sur le plateau, j'ai eu des amalgames de PLA formant un joyeux border allant jusqu'à déboiter la face avant de la tête d'impression. J'ai tout remis en place et nettoyé le capot avant mais je n'arrive plus à imprimer correctement, des amalgames se formant après le début d'impression. J'ai vérifier le Z, ok. J'ai vérifié l'avancée du filament et lorsque je demande 5 mm de filament il en sort 85 mm... Merci Monsieur ++ Je suis novice et j'aimerai savoir si c'est un problème de température (je chauffe le PLA Eryone à 220 °C comme d'hab) ou un problème de gestion du débit. La température affichée sur Qidislicer montre que celle-ci est bonne et constante. je suis un peu perdu. Merci par avance pour vos aides toujours précieuses
-
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Désolé pour mon silence en retour de vos aides précieuses. En fait, j'ai changé de slicer pour utiliser Qidislicer et depuis plus de soucis.... Je pense que la vitesse d'approche de la tête sur les butées de fin de course était trop rapide ce qui ne permettait pas au capteur de force des moteurs de déceler la fin de course de la tête à l'extrémité de la machine. Je ne sais pas si ce sont les termes techniques exacts mais cela fonctionne. Merci encore pour votre aide. Hug -
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour tes explications. Si je comprends bien, les moteurs ont des sorte de capteurs de force qui dès qu'ils rencontrent une résistance à l'avancement, ils en déduisent qu'ils ont atteint l'extrémité du plateau. Mes problèmes viendraient donc de la gestion des moteurs puisqu'ils ne s'arrêtent pas lorsque l'axe arrive en bout de course et que la courroie saute allègrement avec un bruit de claquement. La tête a perdu la tête -
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
Rien n'a changé avec la MaJ. Par contre, il y a quelque chose qui m'interpelle. Lorsque je démarre le "Home" quand je suis en mode manuel sur l'écran de l'imprimant, il indique X 10 mm Y 10 mm quand j'appuie sur "Home" au démarrage de la tête X -7 mm Y 10 mm puis X 3 mm et Y -9,5 mm pour arriver à X 134,5 mm et Y 158,1 mm. Est-ce un cycle normal ? Est-ce qu'il faudrait réinitialiser les valeurs X et Y dans les commandes de l'imprimante et comment ?
-
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai commencé à lire les infos de mise à jour. La manip sur Orcaslicer n'était donc pas une bonne idée.... et que cela a rendu mon imprimante inopérante. D'après mes modestes connaissances techniques, il semble que ce soit la gestion des capteurs de fin de course de la tête d'impression qui ne font plus leur office. Mais comment remettre tout ça en ordre ? Y a t'il un moyen de tout remettre propre ? Si je fais une mise à jour de l'imprimante 4.3.13 est-ce que cela solutionne mes problèmes ? D'autres parties de programmes sont elles nécessaires ? -
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
Milles mercis pour votre aide à tous les 2, je me sens moins seul et désemparé. -
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ton retour. Pour un déb comme moi, je trou e que rien n'est clair, ni dans les explications constructeur ni dans les logiciels. -
Qidi Xmax3 - Réinitialiser X Y
ViPer94 en réponse au topic de ViPer94 dans Entraide : Questions/Réponses sur l'impression 3D
En effet