Olivier_V
-
Compteur de contenus
61 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Olivier_V
-
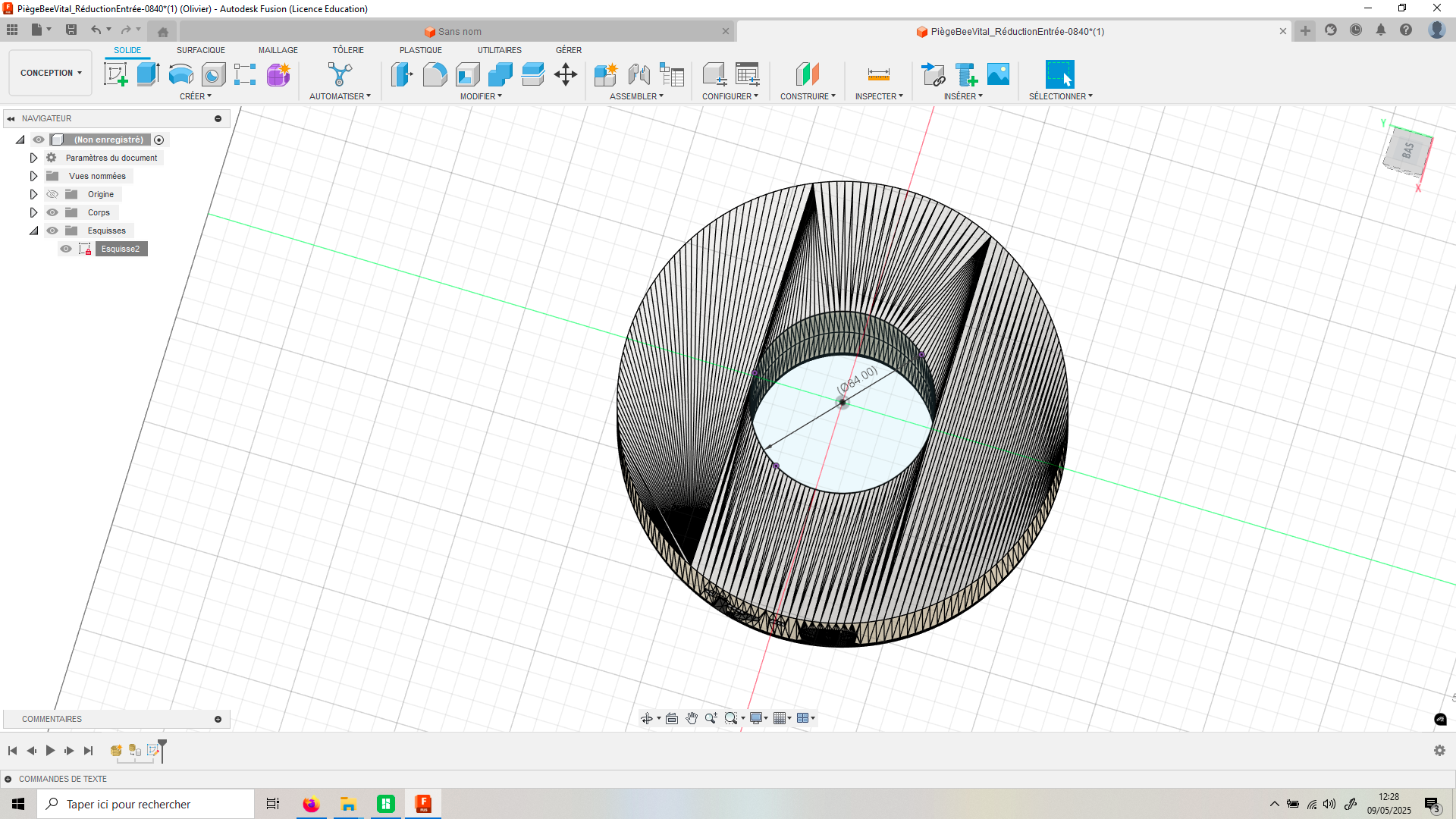
Après divers test j'ai modifié le paramètre rétrécissement et mis 99,11 dans le filament. Ainsi le diamètre extérieur est correct. Mais pour le trou intérieur j'ai aussi dû mettre 0,075 dans le paramètre compensation du trou.
-
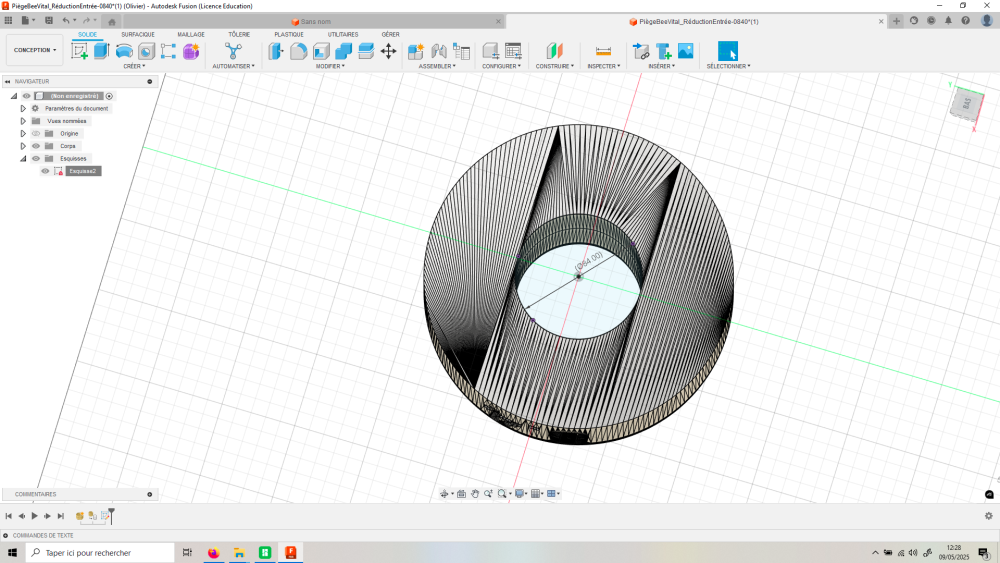
Merci pour vos réponses. @divers Le diamètre extérieur est bien censé faire 20,4 mm mais à l'impression j'ai 19,8 mm. Donc les dimensions du modèle sont correctes. J'ai aussi vérifié avec fusion et j'avais 8,4 mm pour le trou intérieur (qui s'imprime plutôt autour de 8 mm. - Je vais essayer une pièce test - Comprendre quoi faire avec le menu dont tu a fait une capture... Vaste programme - Au pire essayer d'imprimer en agrandissant à 103 % ce qui devrait donner l'attendu. Sur le site d'où vient la pièce (https://www.thingiverse.com/thing:6637299) ils disent de suivre ce tuto pour calibrer le flux : https://www.thingiverse.com/thing:5413456 Qu'en pensez-vous ? Est-ce à faire et adaptable à Bambu Studio (ou Orca) ? Merci [AJOUT] Sur le site anglophone ils m'orientent vers ce modèle à partir duquel déterminer le coefficient de réduction dû au refroidissement de la matière. Qu'en pensez-vous ?
-
Bonjour, J'essaie d'imprimer des petites pièces avec un partie cylindrique vide qui devrait être de 8.4 mm mais qui sort entre 7.9 et 8 mm. J'ai vérifié et le modèle fait bien 8.4 mm. Le diamètre extérieur prévu à 20.4 mm fait 19.9 mm. Mon filament est du PETG blanc de chez Bambu que j'avais calibré en flow rate 0.9677 et k=0.044 D'où vient le problème ? Merci Source imprimée : https://www.thingiverse.com/thing:6637299

-
Merci !
-
Je ne sais pas combien il y avait dans l'enceinte ; je compte y ajouter un thermomètre mais n'ai pas encore eu le temps de m'en occuper. Pour l'adhérence je n'en sais pas plus, en tout cas ça n'a pas fendu. J'avais lu ça et là que plus on imprimait chaud plus ça adhérait fort... ? Tu refroidis en combien de temps ? En continuant à chauffer ? Ou tu laisses juste refroidir "naturellement" ?
-
Bonjour, En changeant pas mal de paramètres (j'ai fait un peu le contraire de ce qui a été dit plus haut) j'ai réussi à faire une bonne impression : - buse 270 ° - bed 100° (le maxi de ce que peut la P1S - vitesse 50 mm/s Et aussi - (évidemment car ça je l'avais déjà fait) préchauffage de l'enceinte pendant 30 minutes - refroidissement très progressif en modifiant le G-code pour laisser le plateau 30 minutes à 50° en fin d'impression. - ajout d'un raft Avec ça plus de délamination ! Le raft est par contre impossible à enlever totalement (seuls les bords qui dépassent se détachent) ; pas très grave puisque c'est dessous. On peut donc y arriver sans enceinte régulée comme l'est celle de la P1S

-
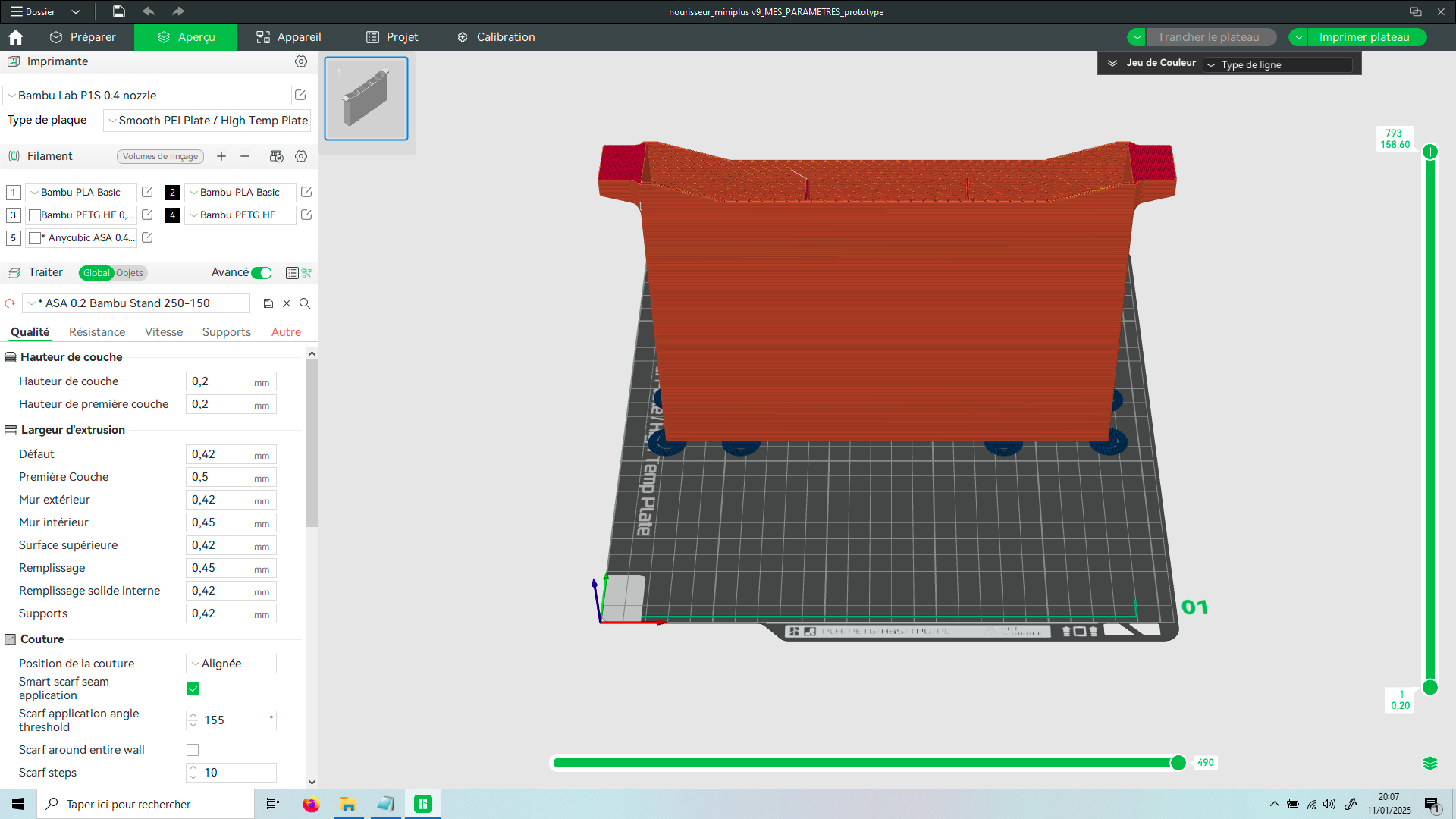
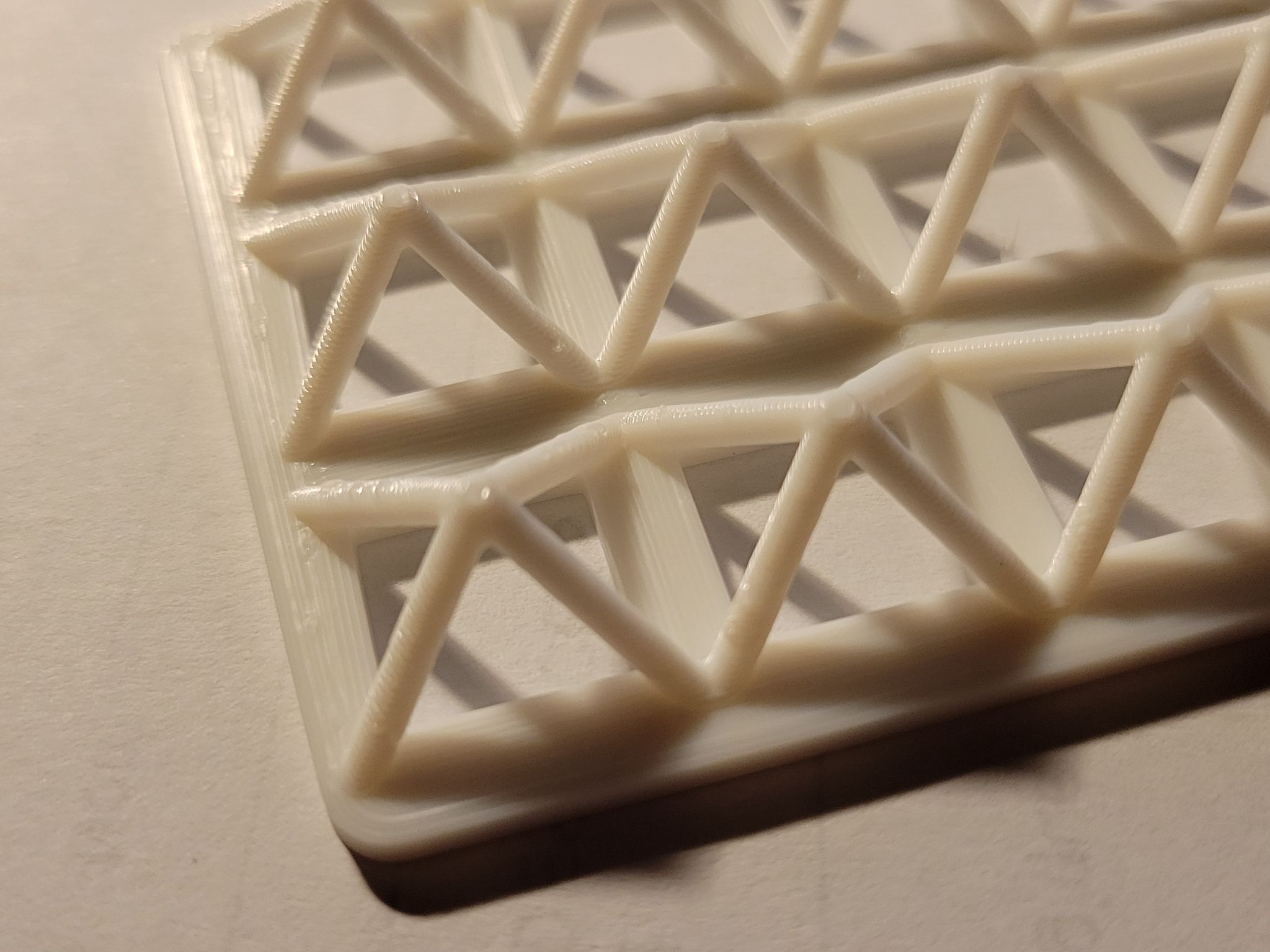
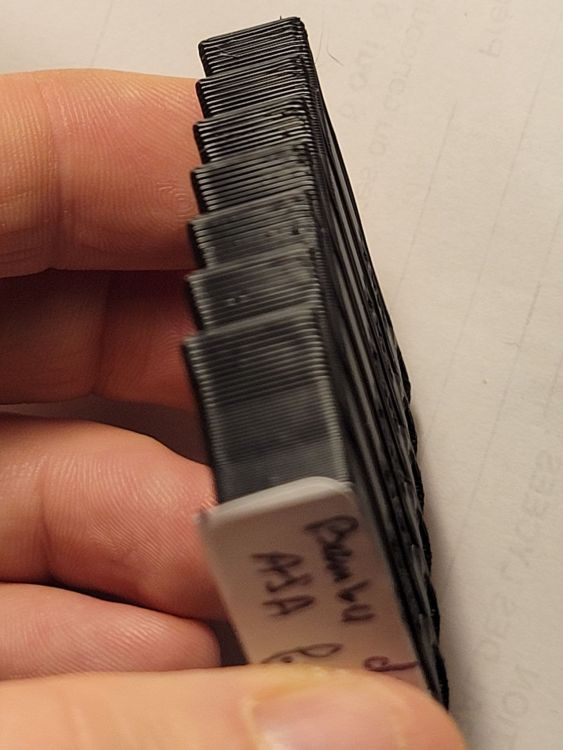
Bonjour, J'ai imprimé une nouvelle pièce et ai à nouveau deux soucis : - le plus embêtant : la pièce s'est fendue à environ 2/3 de la hauteur - warping sur les deux bords. Pour le warping, peut-être faut-il juste que j'ajoute une jupe plus grande ? Pour le fait de se fendre c'est plus embêtant... d'autant plus que ça s'est fendu du côté ou le warping est le moins important. De l'autre côté elle a déjà travaillé en bas par warping plus fort donc contrainte de force a donc été moins forte. La pièce est haute et pas très épaisse (les parois font 1.65 mm) Paramètres d'impression : - ASA Anycubic - 255° (1ère couche 260 °) - ventilation constante 30 % ; pas de refroidissement pour les 4 premières couches - aux fan 0 % ; chamber fan 0 % - préchauffage du plateau à 100° pendant 20 minutes (évidemment enceinte fermée pour ma P1S) - plateau nettoyé tout propre + 3Dlac ; température 100° (ma P1S ne monte pas au delà) - vitesses : murs extérieurs 150 mm/s, murs intérieurs 250 mm/s, remplissage 250 mm/s Que puis-je améliorer ? Merci nourisseur_miniplus v9_MES_PARAMETRES_prototype.3mf




-
Merci pour ton avis. Je continue doucement mon petit bonhomme de chemin avec des matériaux non "chargés" en fibres. Je passerai bientôt à des matériaux CF, avec les changements de matériel qui vont avec (buse + extrudeur en acier trempé si j'ai bien compris)
-
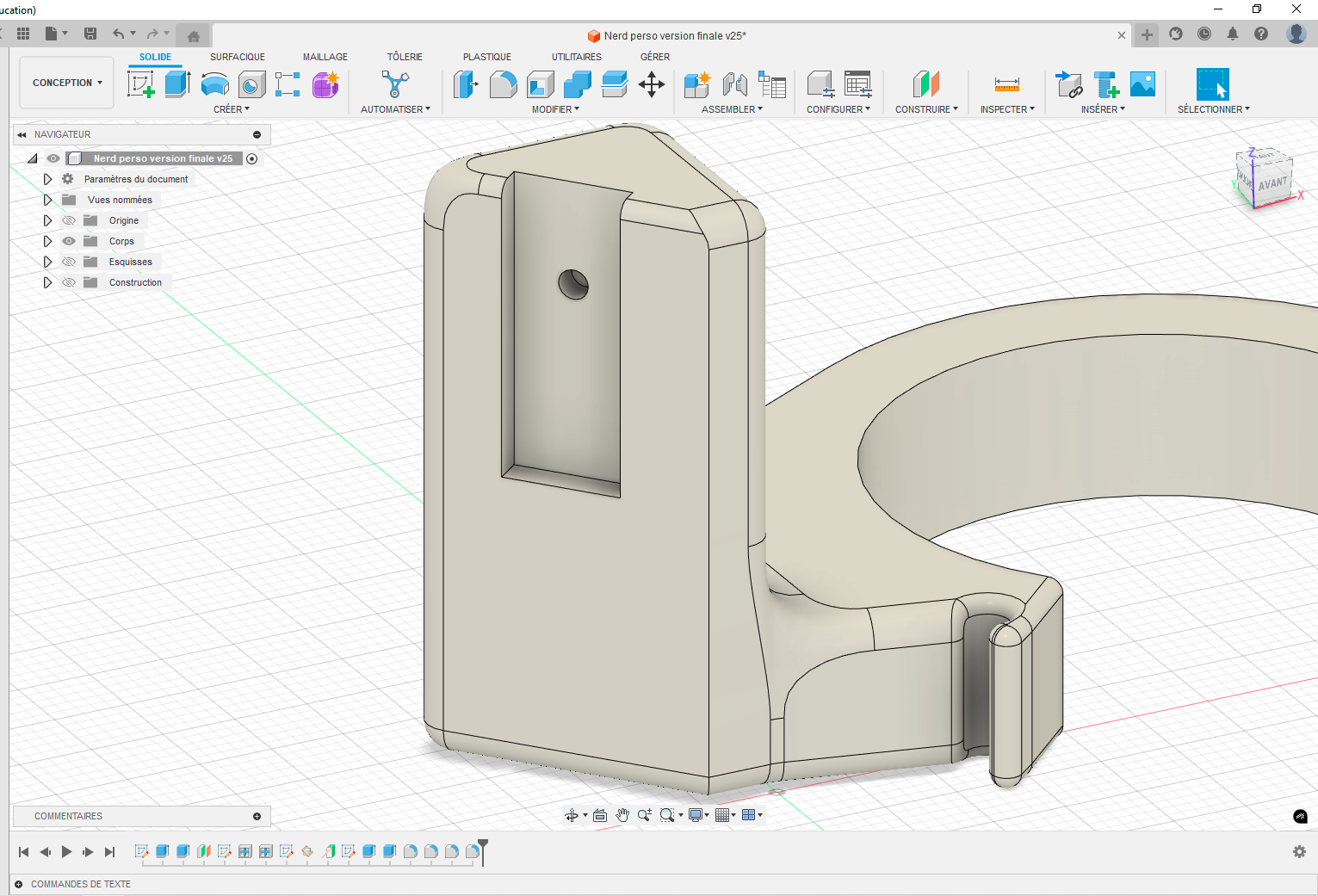
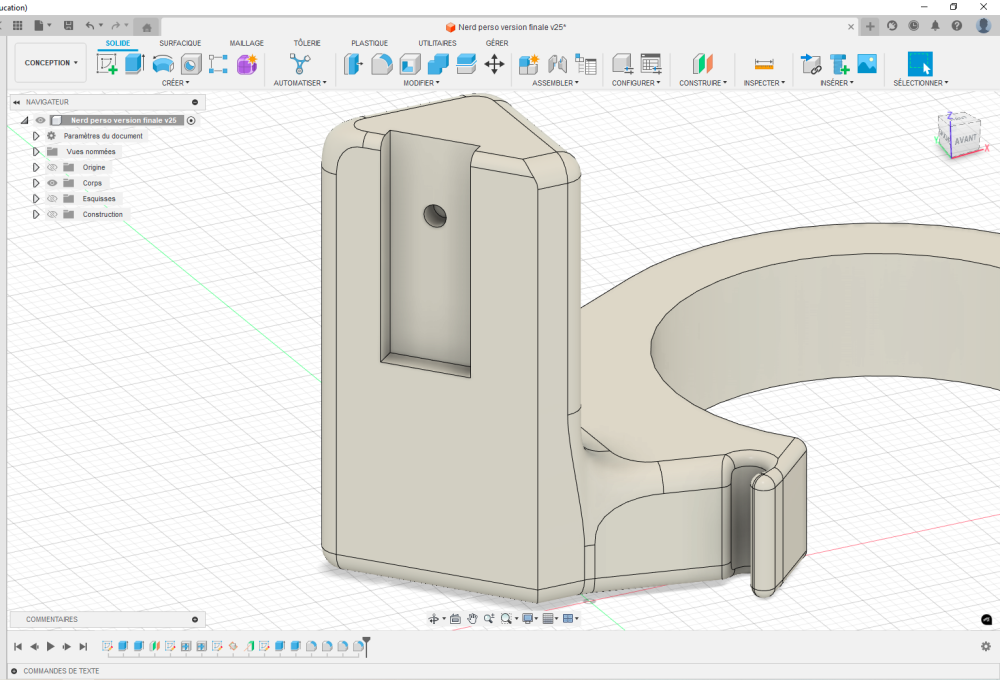
La pièce subit juste un effort au moment où je la clipse (et déclipse) sur le tuyau de la boucle du Revo (puisque tu sembles comprendre de quoi je parle : la pièce reçoit le Nerd et vient se clipser sur le DSV). C'est au moment où je clipsais que ça avait tendance à casser avec les pièces que les copains m'avaient fait. La mienne, bien que aussi solide au niveau des murs, est un peu plus souple (j'ai l'impression que c'est le PETG de Bambu qui est plus souple). Il faudrait que je vérifie mais il me semble que le diamètre de la pièce est de 38 mm pour un tuyau de 40 mm sur laquelle elle vient. Donc il y a un petit effort "constant" de maintien. De l'ASA normal j'en ai de chez Bambu. Mais je n'ai pas vu de déformation en PETG cet été due à la chaleur. Il faut dire que certes c'est sur le bateau au soleil mais je mets en général quelque chose dessus (un bout de serviette,...) Et d'après les données Bambu leur ASA n'est pas vraiment plus solide... mais pourquoi pas, j'essaierai https://bambulab.com/fr/filament-guide
-
C'est une pièce qui va dans l'eau de mer, se retrouve au soleil au chaud sur un bateau... sur mon recycleur... Le PETG de Bambu est en tout cas beaucoup plus souple que d'autres PETG dans lesquels des amis m'avaient imprimé des prototypes. Il semble convenir, mais tu verrais quoi comme matériau ?
-
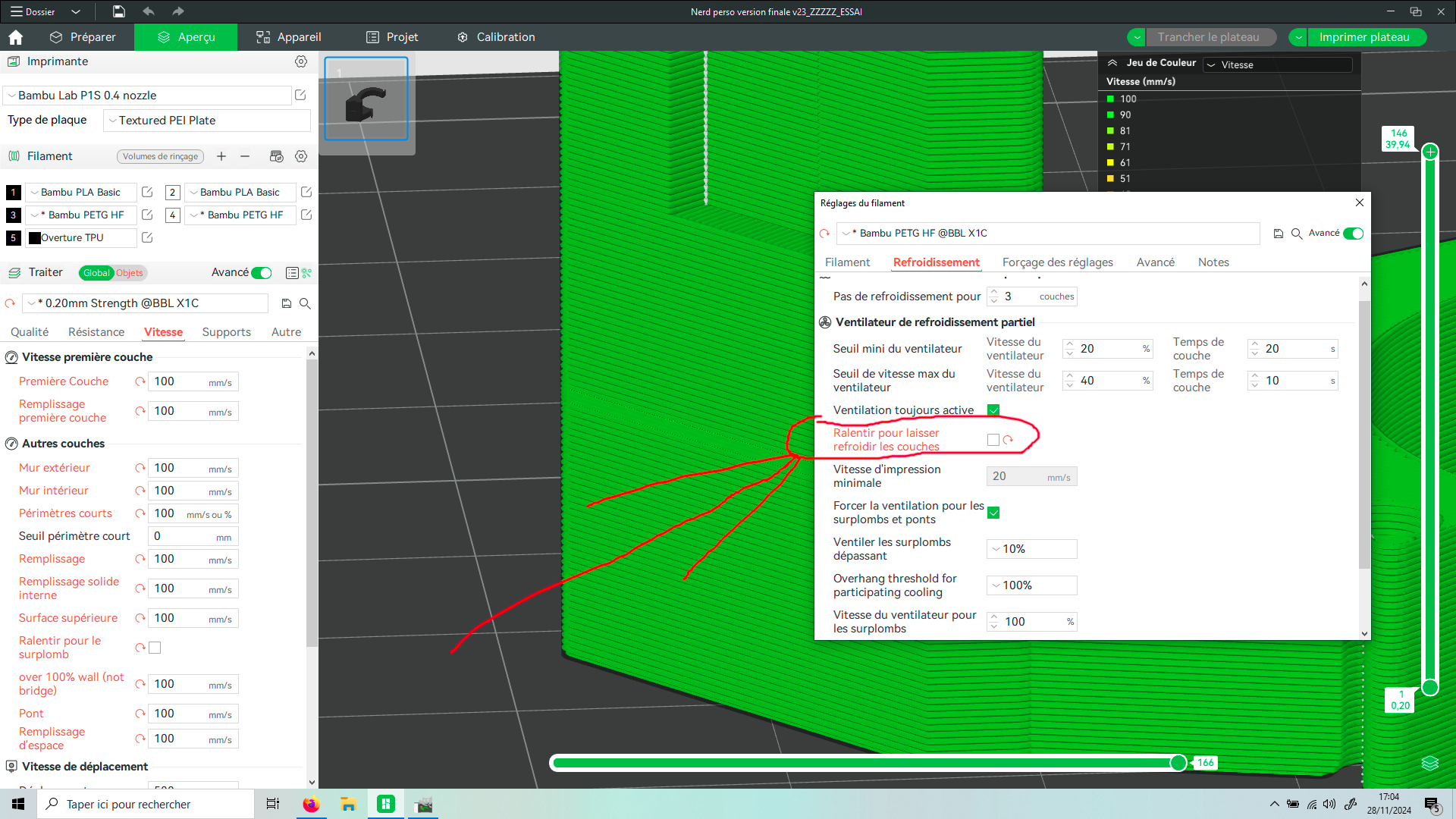
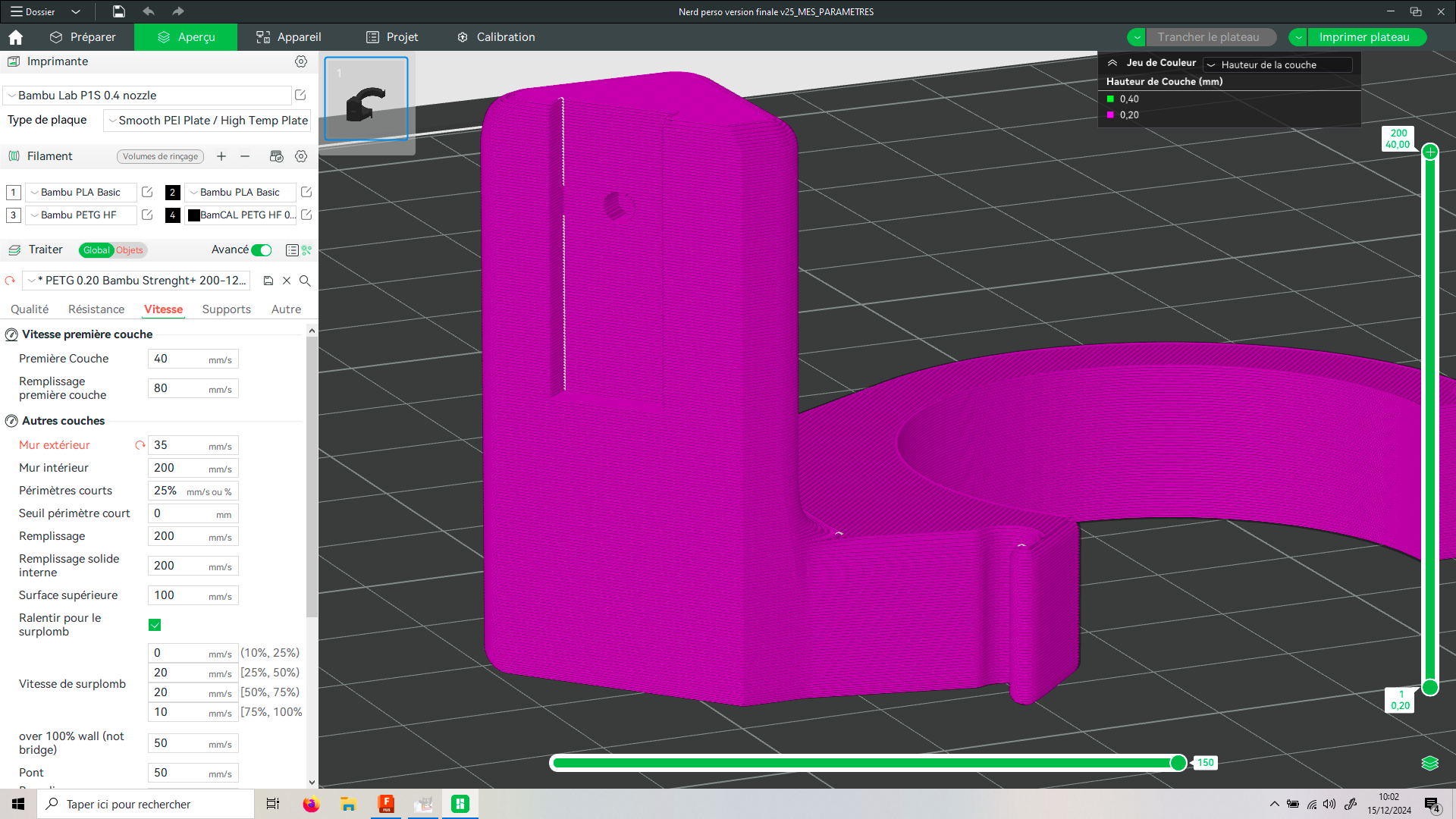
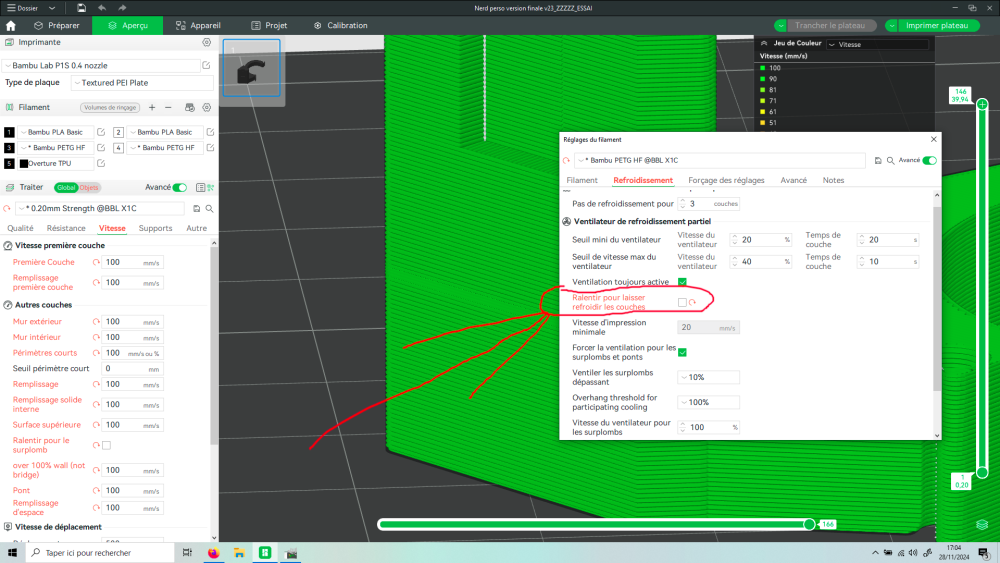
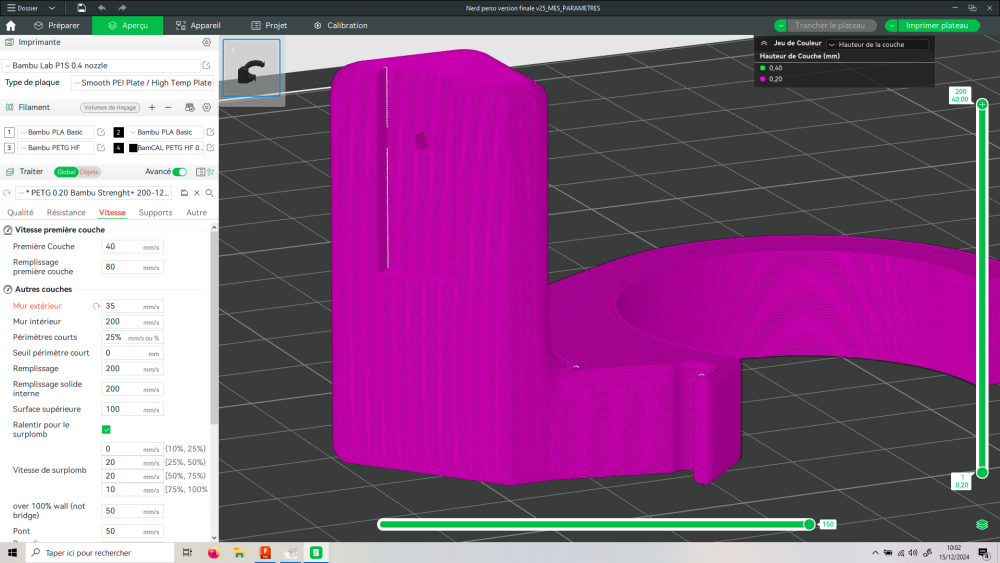
Tout stock... Je ne suis pas du niveau à faire autre chose pour le moment Ce qui ralentit la partie qui monte c'est cette option qui est cochée par défaut. Je n'ai pas essayé d'imprimer en décochant cette option mais ai abaissé la vitesse du mur extérieur à 35 mm/s pour ne plus voir de différence de vitesse pour tout l'extérieur de la pièce.
-
C'est le PETG-HF de chez Bambu
-
Merci. Je ne pensais pas que c'était à ce point ! Ce n'est pas tant que cet aspect est bien gênant, mais c'est surtout pour comprendre qu'est ce qui influe sur quoi en débutant que je suis toujours... J'essaierai quand même d'imprimer à vitesse constante de bas en haut aussi pour (au moins) les murs extérieurs + intérieurs avant d'étudier les solutions que tu proposes
-
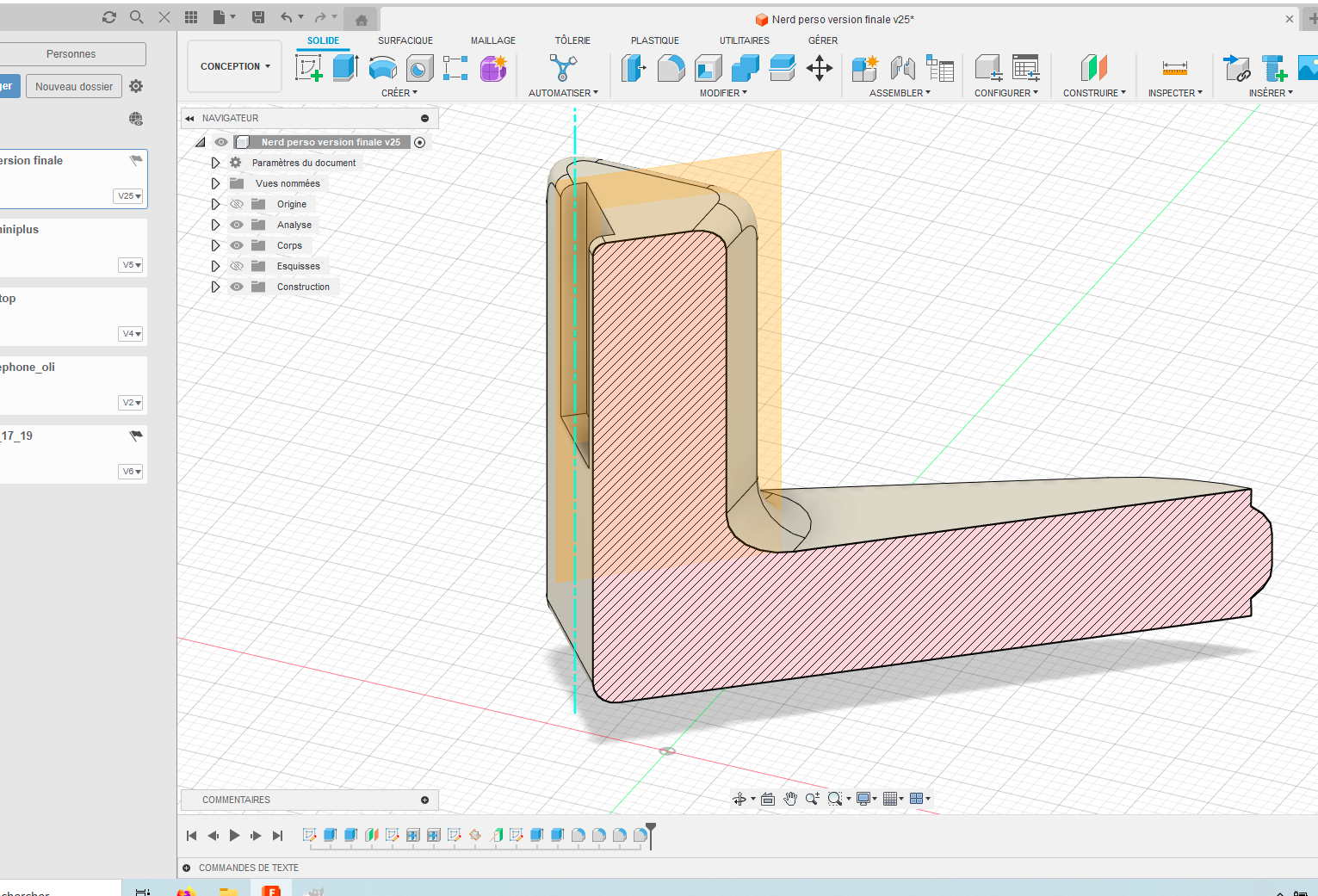
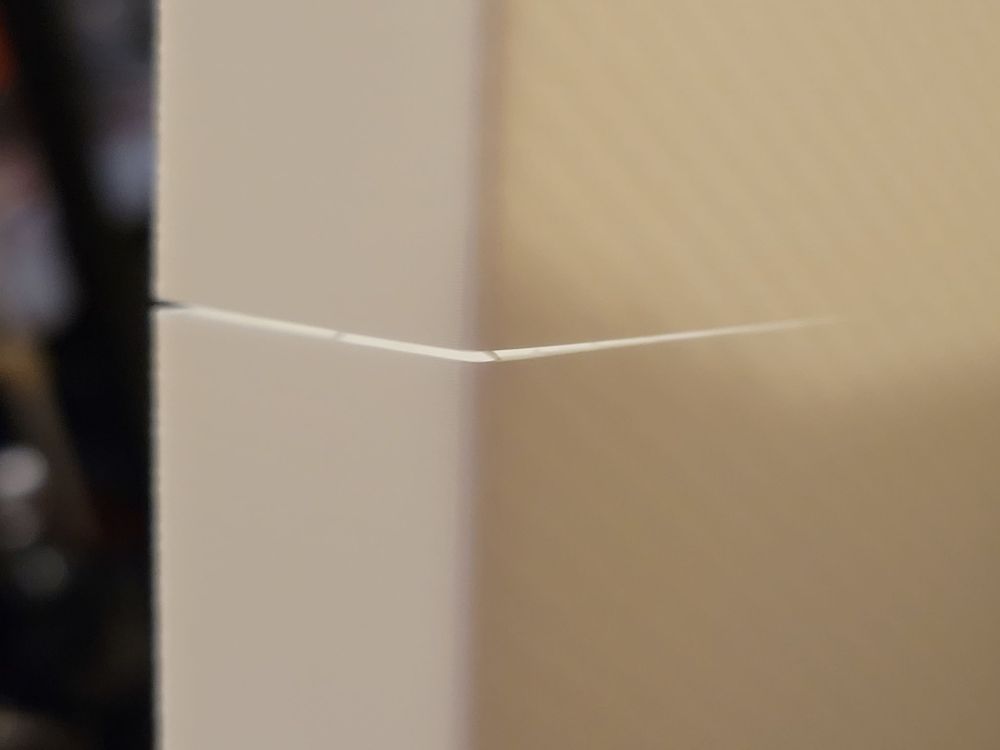
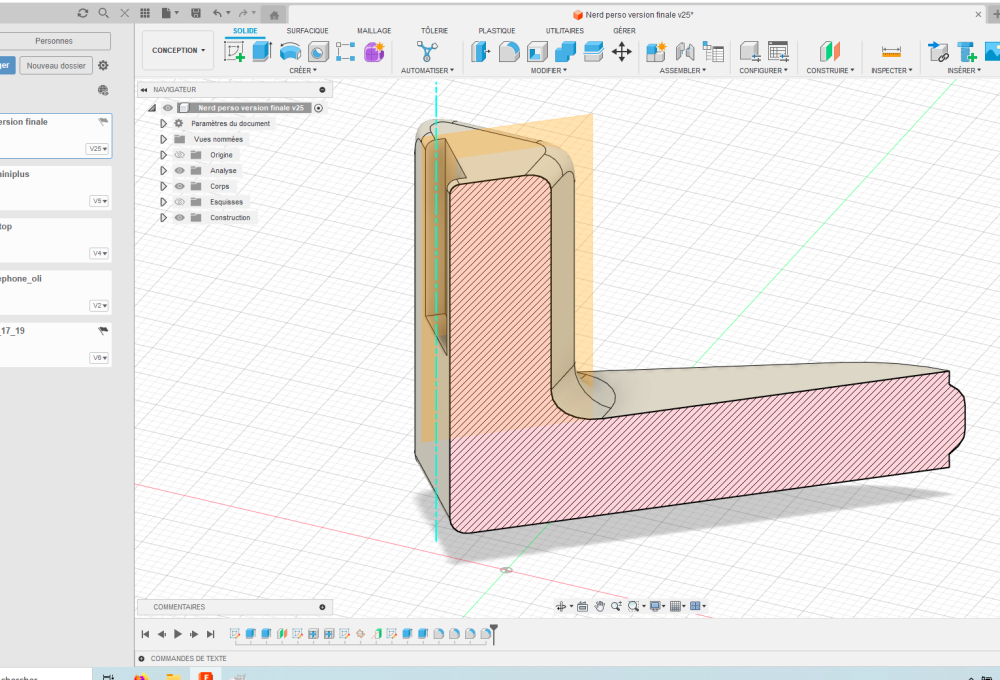
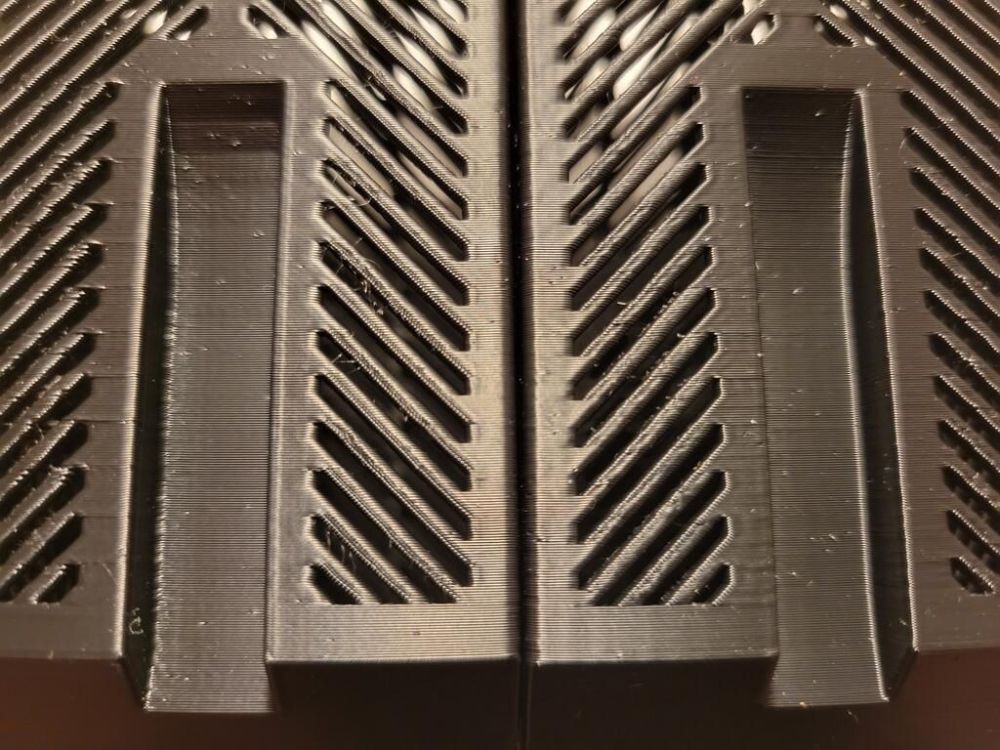
Bonjour, Après quelques autres modifications j'ai réimprimé la pièce en veillant à ce que les couches aient la même hauteur et que la vitesse du mur extérieur soit la même. Pour rappel, sur la partie qui monte, la vitesse est limitée par les paramètres du filament, option "ralentir pour laisser refroidir les couches". J'ai ainsi remarqué que la machine ralentissait à 35 mm/s et donc mis mes murs extérieurs à 35 mm/s aussi. Malgré cela j'ai toujours une différence d'aspect : la bas est plus brillant même si ce n'est pas visible sur la photo. Tout ce qui est à l'intérieur (murs intérieurs en particulier) se fait à une vitesse différente. C'est la seule piste qui me vienne à l'esprit pour expliquer encore cette différence. Avez vous une autre idée ? Nerd perso version finale v25_MES_PARAMETRES.3mf

-
Merci encore pour cette manière de faire. Ça fonctionne très bien avec le trou vertical
-
Merci encore !
-
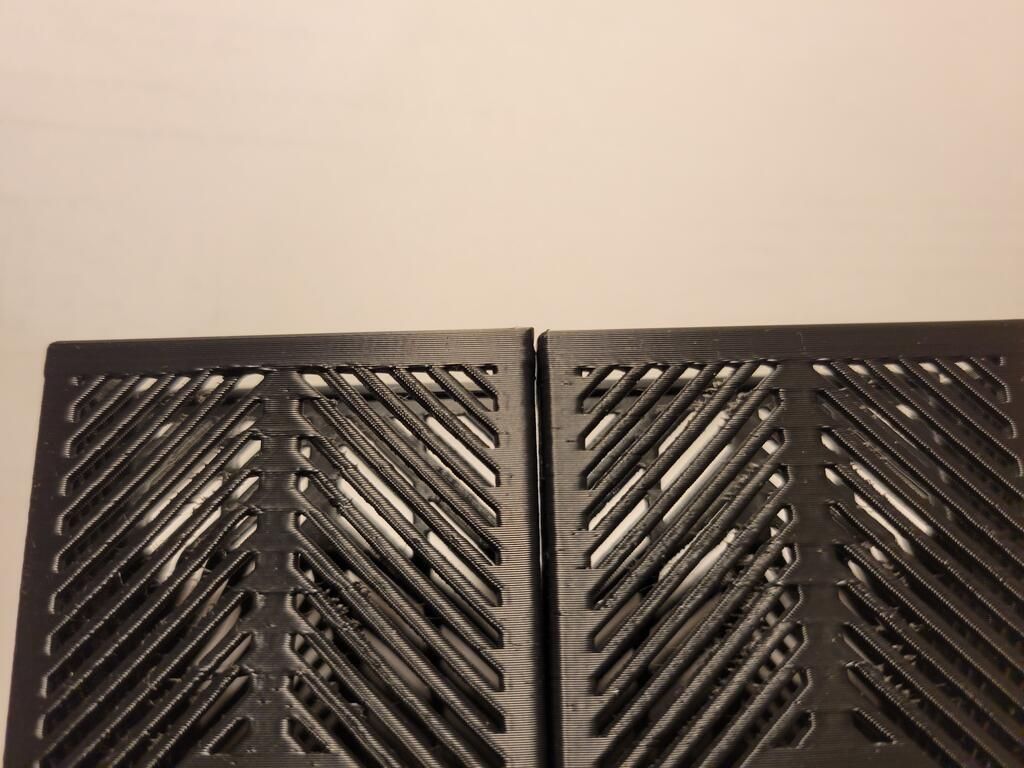
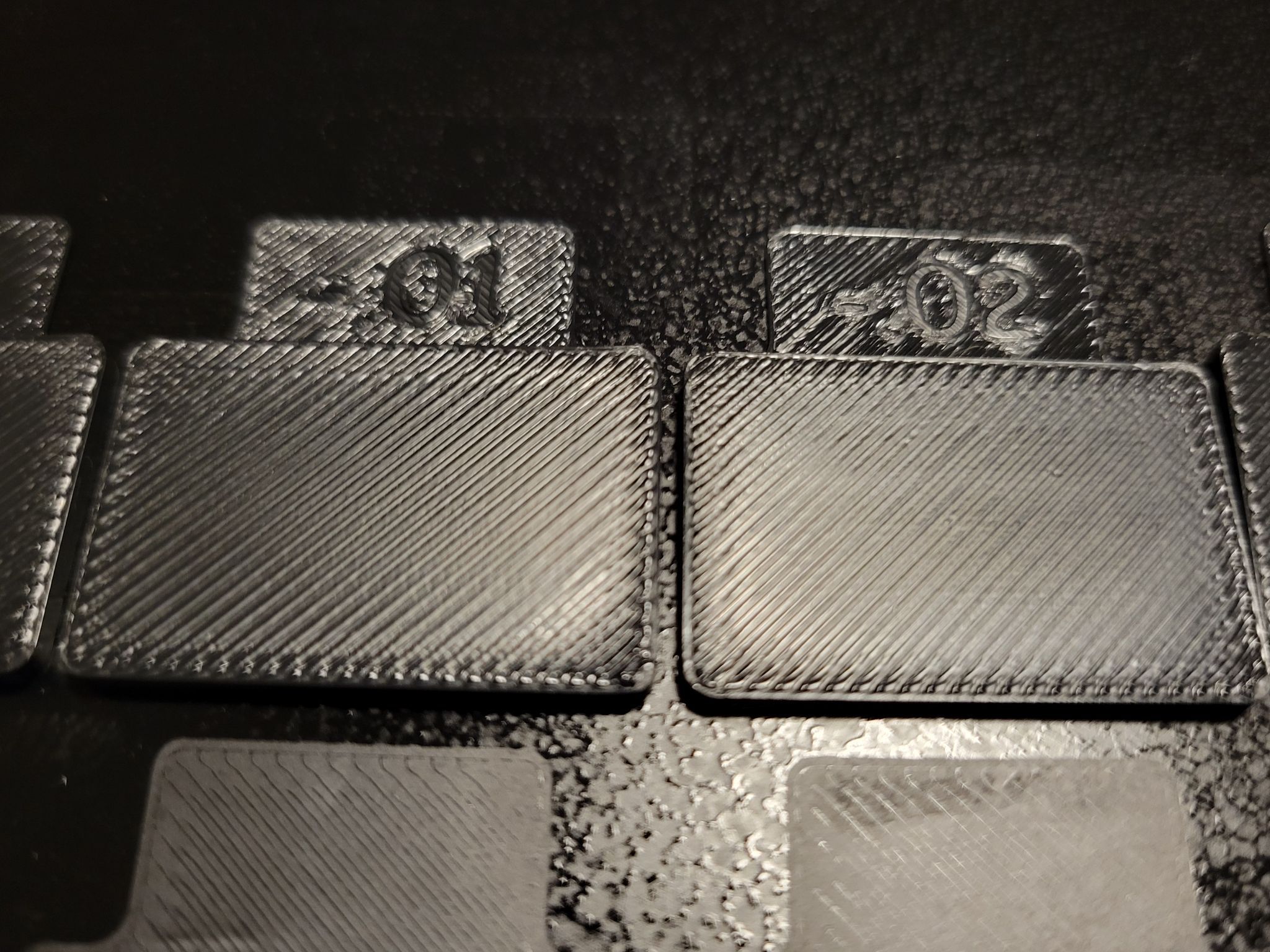
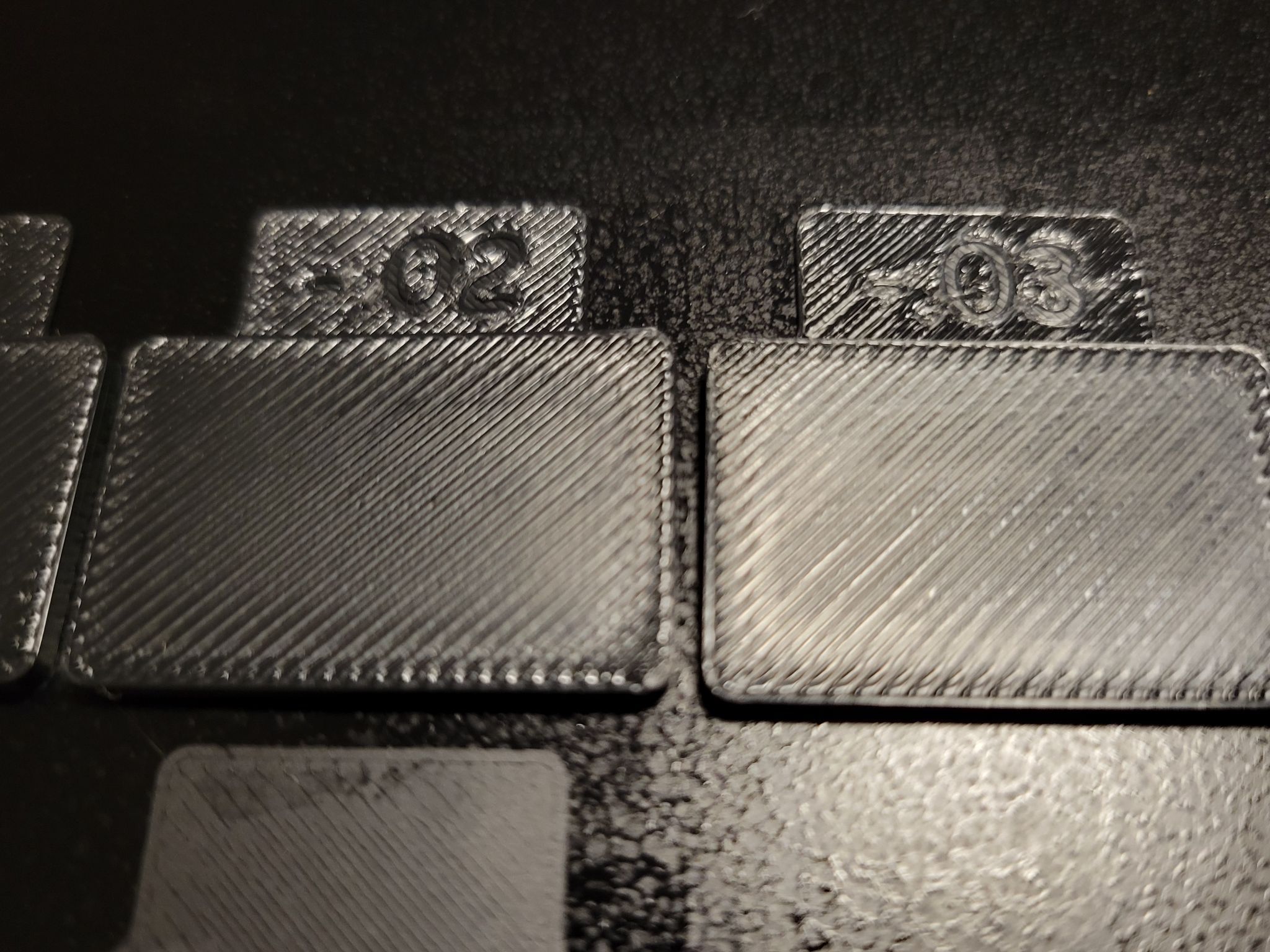
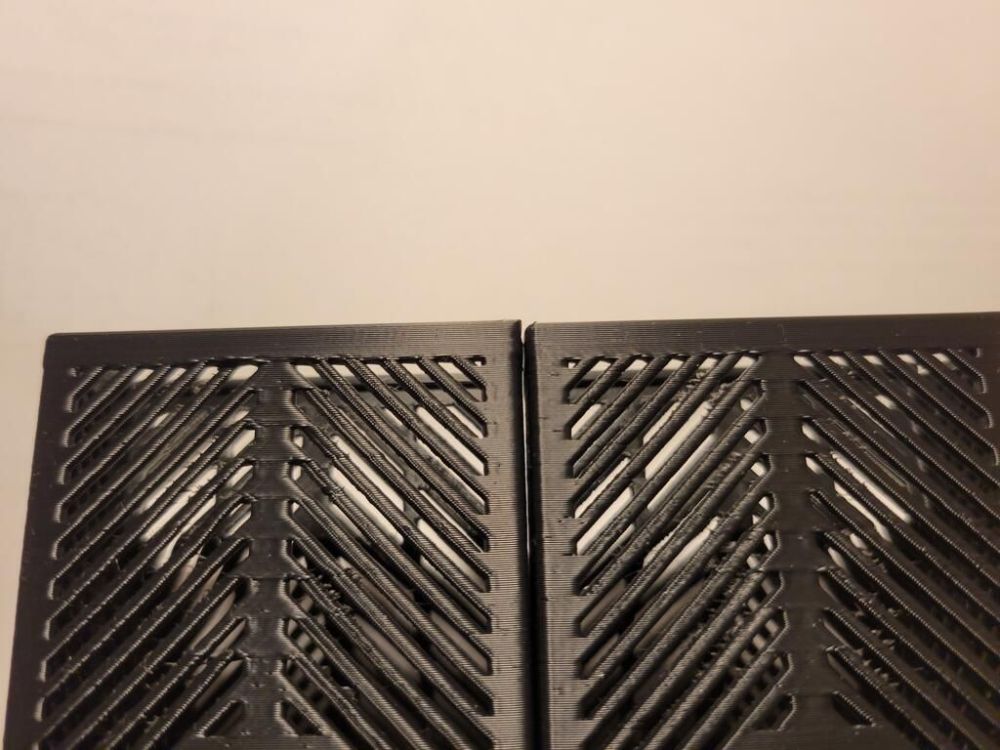
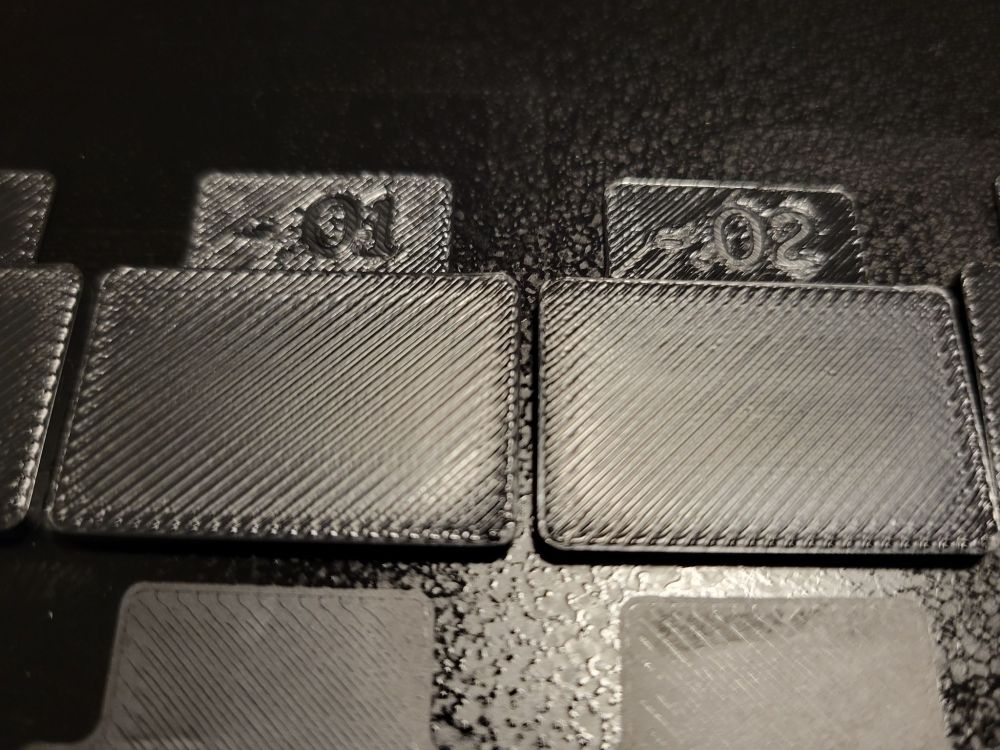
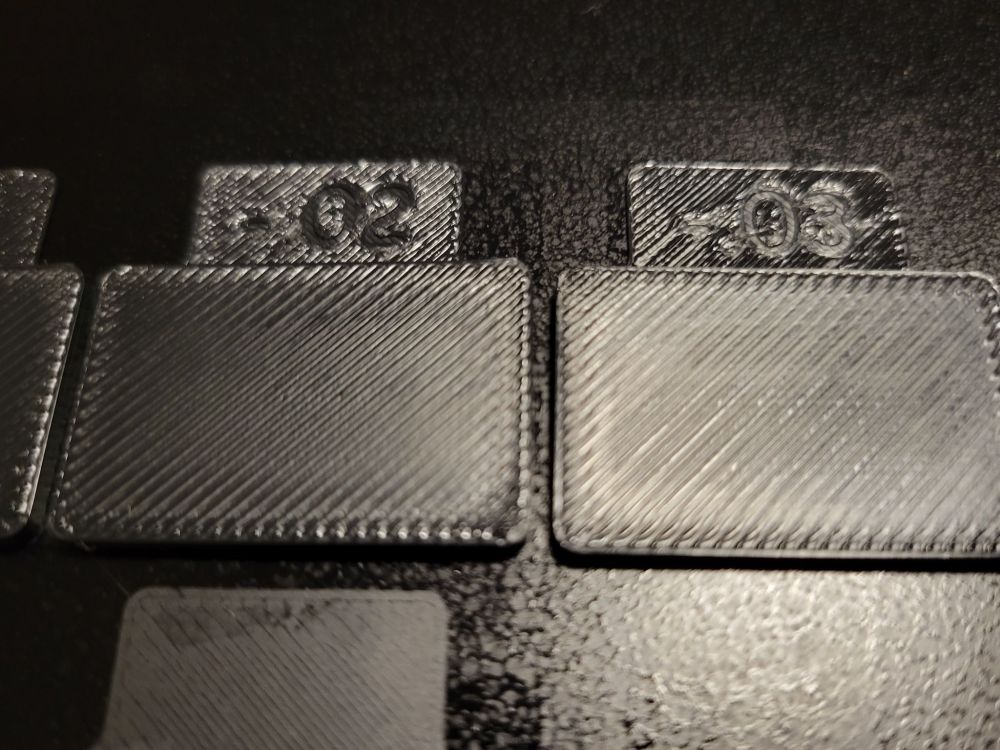
Bonjour, J'ai imprimé la même pièce en 255° Part Fan 30 % et avec les paramètres par défaut 270° et Part Fan 10 % J'ai eu un bon warping sur la version 255°. Pour le reste il y a des détails moins bien ça et là sur l'une comme sur l'autre donc difficile de les départager là dessus. Voici les photos : à gauche 255° Part Fan 30 % comme vous me l'avez conseillé, à droite tout par défaut Bambu 270° et Part Fan 10 % Si j'ai bien compris il faudrait que la version 255° je tente : - de démarrer plus chaud ? 270° ? - de ralentir la vitesse de la première couche ? - d'imprimer des premières couches moins épaisses ? - d'augmenter de 5° ou 10° la température du plateau ?



-
ok ! J'ai quand même refait un flow rate comme mon 0.96 vous paraissait trop élevé. Je suis reparti de 0,95 et effectivement ça se joue entre -0.01 à -0.03 soit entre 0,94 à 0.92. 0.92 paraît plus lisse au touche mais moins au visuel. Difficile de décider, je vais taper au milieu et mettre 0.925 sauf si votre oeil plus aiguisé arrive à choisi mieux. Question supplémentaire @Savate : pour le ventilateur de surplomb je le laisse à 80 % ? Ou le met aussi à 30 % ?
-
Merci encore pour vos conseils qui me permettent de progresser. Donc est-ce que ressayer disons de 260 à 250 avec 40 % de ventilation pour éviter l'empilement et tester la ventilation corrélée à la température est une bonne idée ? Ou je refais une pile entière 270-240 avec 40 % de ventilation pour voir ?
-
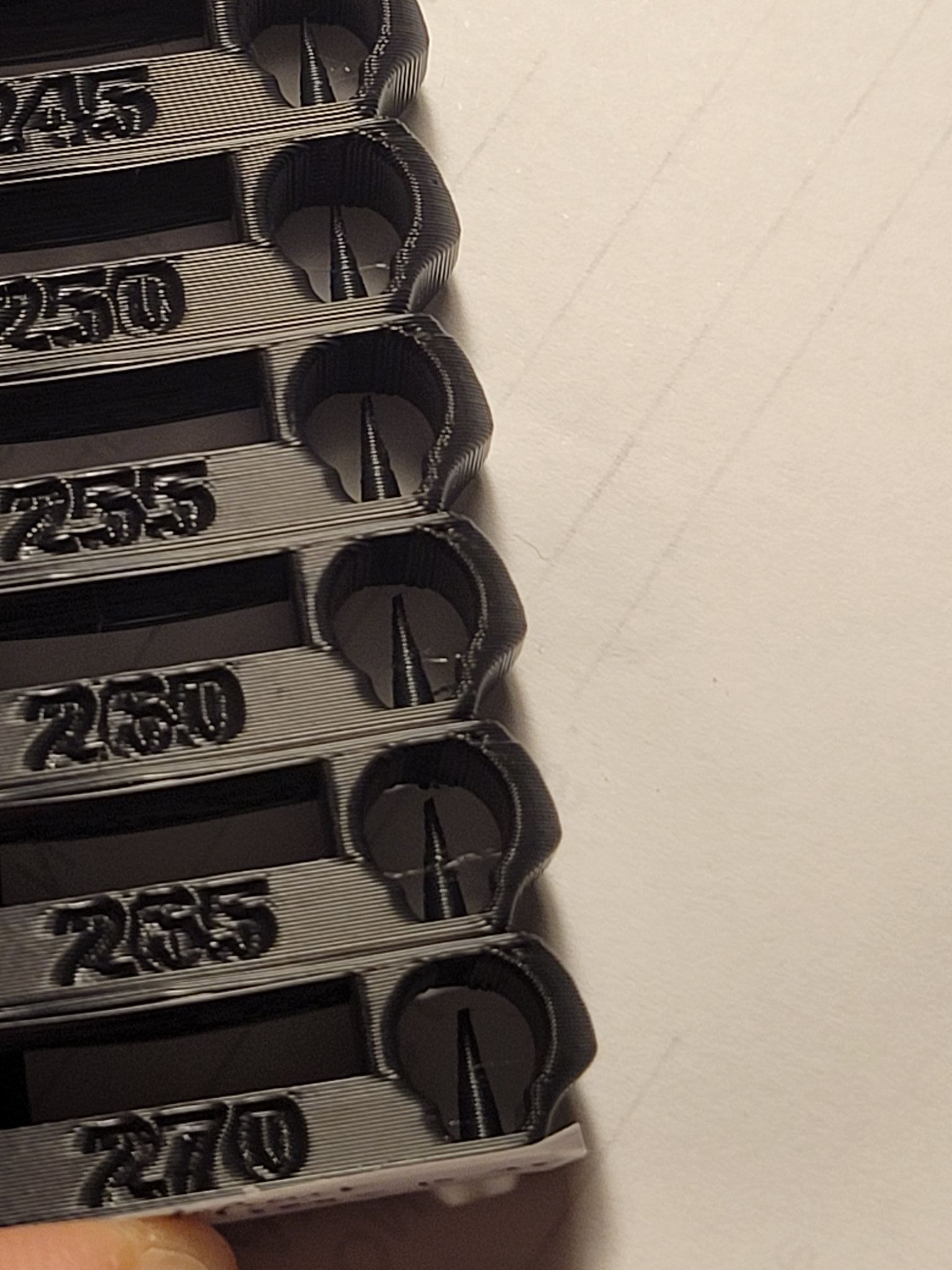
Maintenant que mon ventilateur est rebranché ça se passe mieux... J'ai fait une tour de température 240-270 avec tous les paramètres par défaut du profil Bambou histoire de ne pas tout bidouiller en même temps, en particulier ventilation à 10% après 12%, surplombs à 80% Et il semble que 270° soit finalement le mieux que 255°, en particulier sur le surplomb. Qu'en pensez-vous ?



-
Ah oui quand même... Je vais remettre un gros coup d’accélérateur alors
-
Merci. Donc si j'ai bien compris : - le paramètre donné à tout slicer (dont Orca) écrasera les paramètre k enregistré dans l'AMS - le paramètre k enregistré dans l'AMS sera utilisé par Orca si rien n'est renseigné dans Orca comme paramètre k. C'est bien ça ?
-
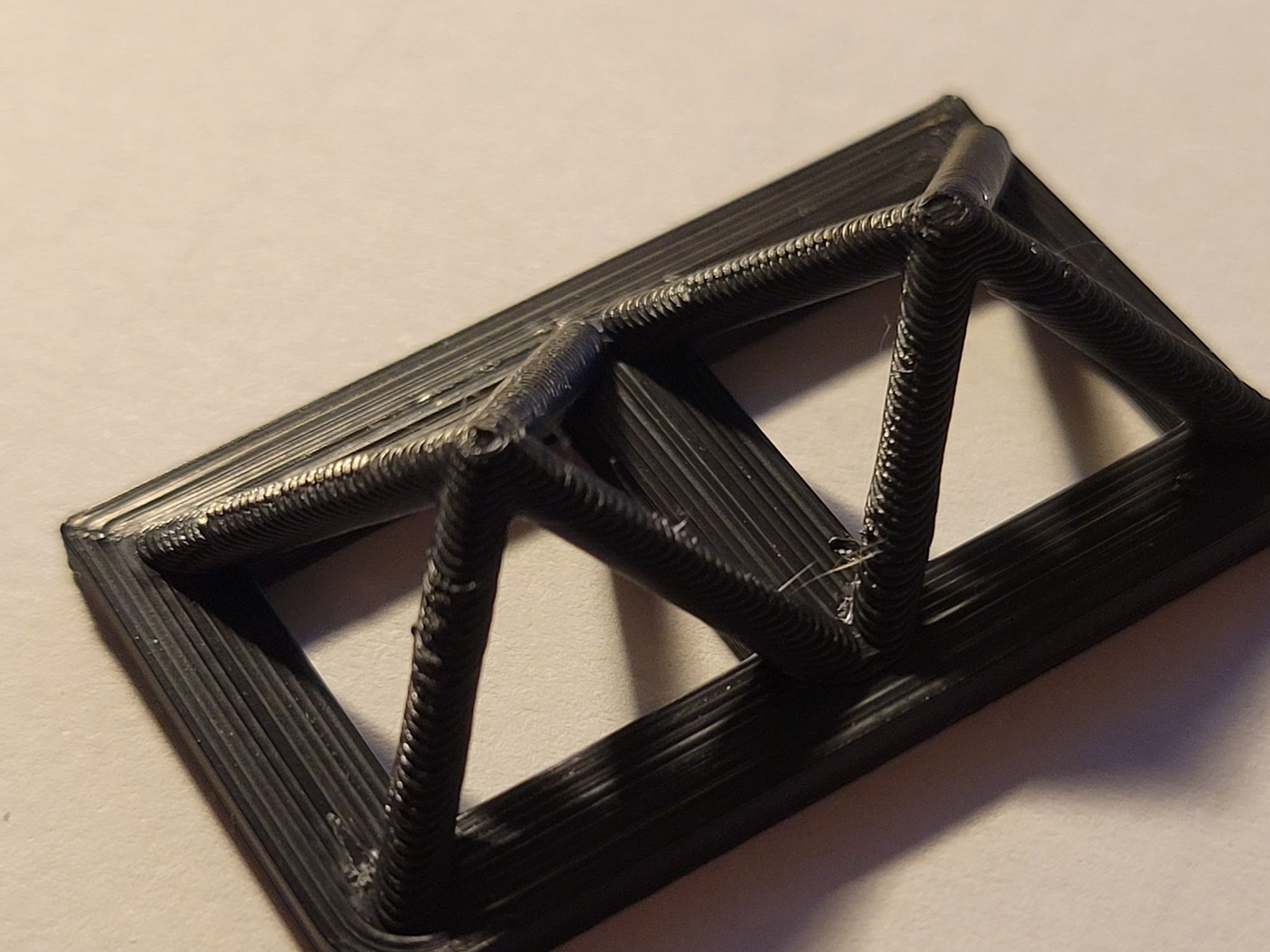
C'est de l'ASA de Bambu. Mais le souci venait clairement du ventilateur de pièce qui ne fonctionnait plus (câble déclipsé). Avec le câble remis ça donne la photo ci-dessous (en 70 mm/s mais en réalité 20 mm/s sur tous les surplombs en raison des paramètres du filament). Je ne comprenais pas d'où venait le problème et ai donc (excessivement) ralenti. Je vais donc pouvoir accélérer à nouveau. Tu imprimes à combien ?
-
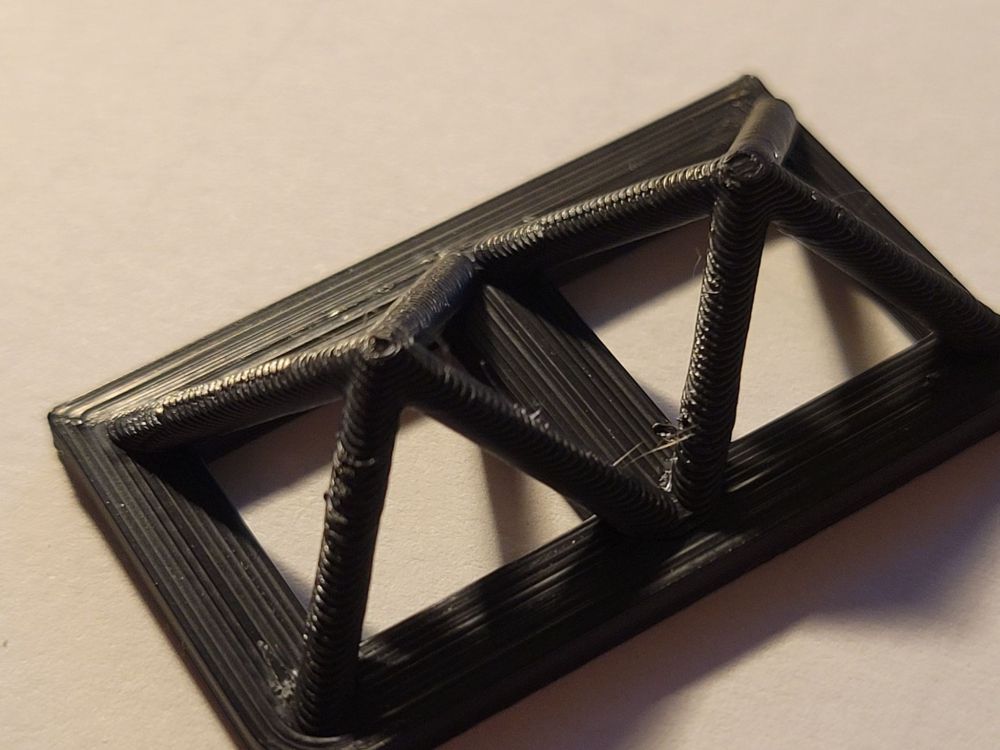
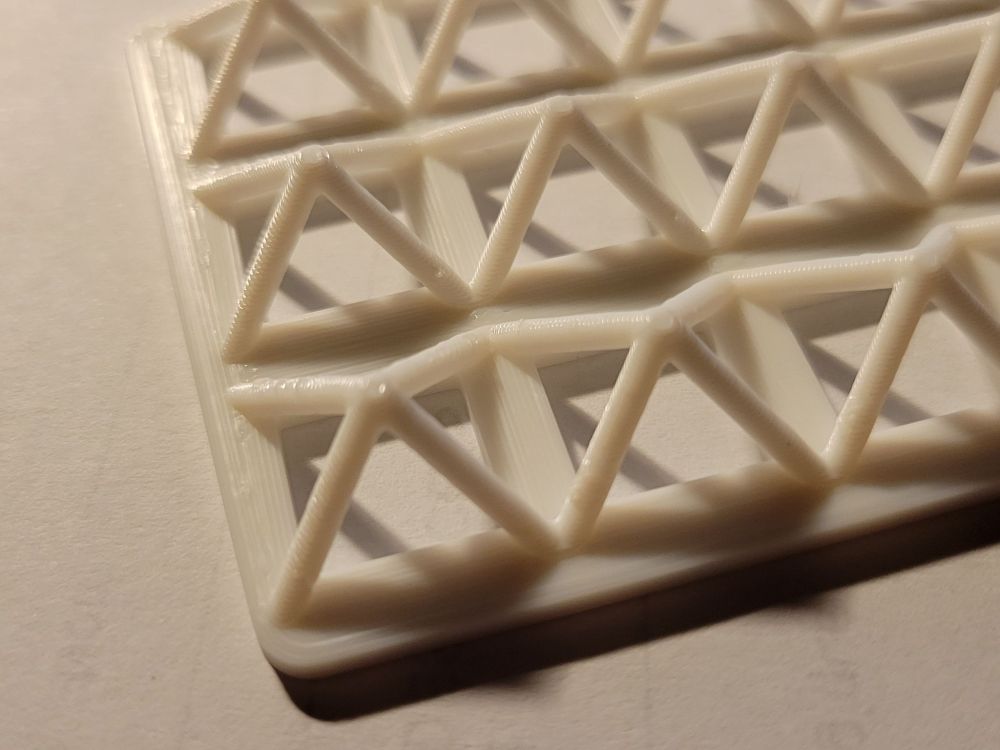
Je continue mes essais... en refaisant un essai sur une petite pièce avec des surplombs qui s'était très bien imprimée en PLA (la blanche) Mais en ASA ça ne va pas pas. J'ai essayé 270° puis 255° avec flux 0,95 et réduit toutes mes vitesses à 70 mm/s mais ça ne change rien. Chose étrange le ventilateur de pièce ne tourne pas. Quand j'essaie de le lancer via l'écran ou l'appli il ne démarre pas non plus. Peut-ont le tester ? EDIT : j'ai ouvert et remis la fiche du ventilo... Je vais ressayer... avec le ventilateur...

-
Gcode pour le moment ça me dépasse... Donc qui gagne le paramètre Orca ? Ou l'AMS ? Merci pour ton retour d'expérience quand tu pourras.