Eternam
-
Compteur de contenus
48 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Eternam
-
Une bordure...tu veux dire un entourage qui est "collé" de façon transitoire à l'impression définitive? oui j'ai fait ça à un moment et je suis revenu à une jupe simplement pour nettoyer la buse, mais tu as raison, la bordure pourrait être une bonne solution. Quant au refroidissement, oui c'est bien ainsi que je procéde, mon réglage de configuration d'impression est: pas de refroidissement au départ, puis progressif après les couches de base et ensuite généralement je mets à 100 %, par contre je ne mets jamais en route le refroidissement latéral qui se trouve avec les ventilateurs de l'axe X. Le plateau est à 60 degré C. je n'ai jamais eu de probléme avec le PLA à cette température.
-
Merci pour les infos. Alors oui, nettoyage liquide vaisselle, eau chaude etc...c'est bon pour moi, c'est qu'est ce que j'fait comme dirait un copain.... Je mets toujours une jupe de 3 ou 4 lignes autour de la pièce avant impression (de plus la machine expulse le "trop plein" de filament lors de la mise en chauffe sur un bord du plateau). Et oui, effectivement c'est bien la colle en dernier recours qui a résolu ce souci comme je l'ai dit dans mon commentaire (ce qui est un peu em....bêtant puisque nettoyage à chaque fin d'impression si on ne veut pas laisser les résidus de colle et sur le plateau et sur l'objet..... bon corvée facile quand même). Ceci dit, j'avais pensé à acheter un autre plateau comme j'ai pu le voir sur des sites 3D en métal bien sur mais qui pour certains, garantissent (du moins dans le descriptif) une bonne adhérence. La première couche est les suivantes sont la plupart du temps bien collés au plateau....au début de l'impression, c'est au bout de 3 ou 4 (parfois avant) que je vois le décollement se faire, j'avais aussi pensé à un souci de refroidissement ou de chauffe (mais lequel et pourquoi ? je ne sais pas). A voir. Merci encore pour la réponse, effectivement il y a peu de solutions viables si on est logique....
-
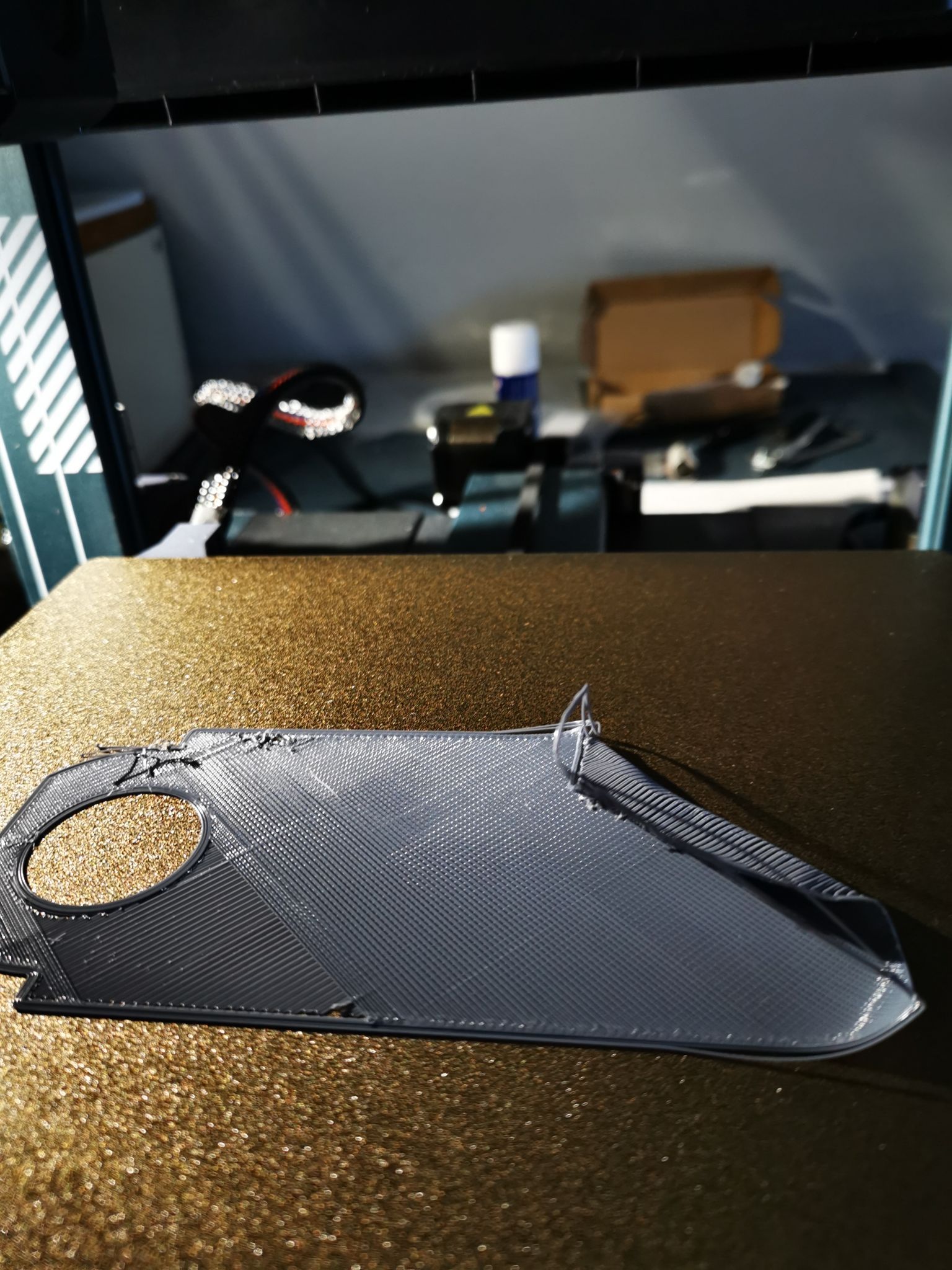
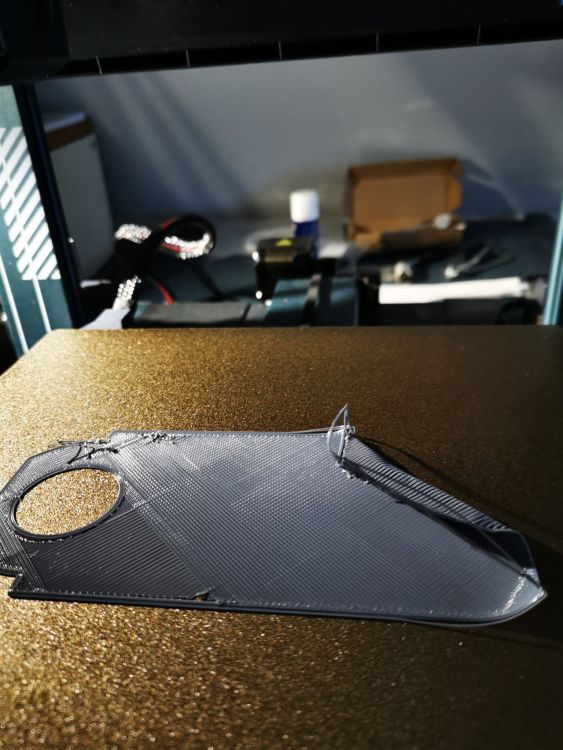
Bonjour à tous et merci pour votre aide. J'ai un problème assez récurent je l'avoue, avec mes impressions filament PLA sur ma neptune 4 pro (photo jointe) Cela arrive lorsque je veux imprimer par exemple une boite avec un fond plat donc et malgré des réglages de niveau auxiliaires et automatique ainsi qu'un réglage que je pense correct de mon extrudeur j'ai un décollement des couches plan sur la position que je noterai comme étant en haut à droite quand on se tient devant la machine. Dans le cas présent ce décollement est assez important sur le haut à droite mais aussi un petit peu sur le bas à droite du plateau (toujours face à la machine), mais ce dernier point est rare et c'est la première fois que je le vois alors que je viens de terminer un nivellement que je pense correct (bien sur, extrudeur à 1,360 mm en ce qui me concerne). Je ne comprends pas ceci car...lorsque je mets de la colle sur le plateau avant impression et bien cela n'arrive pas. Est ce simplement un probléme de chauffage plus ou moins défaillant sur le plateau ? ou une autre cause que je n'arrive pas à définir (bon faut dire que je ne suis pas un spécialiste). Si d'aventure vous connaissez la résolution de ce petit souci, cela m'évitera la colle d'une part mais surtout une compréhension améliorée de ma machine.

-
J'ai effectivement essayé avec Elegoo slicer (et perso je ne trouve pas que Cura soit dépassé, ceci n'est qu'un avis de particulier qui fait de l'impression en amateur), et Elegoo Slicer j'ai pas aimé du tout l'interface (faut dire que je n'ai pas pris le temps de m'y adonner), bref, j'ai solutionné le probléme avec le G-code de démarrage et le G-code de fin que j'ai mis en remplacement sur celui de Cura pour la Neptune 4 pro et j'ai ...retrouvé une image de ce que je veux imprimer sur l'interface machine (j'aime bien savoir où je vais comme j'ai d'autres fichiers sur la clé usb) et je lance ma deuxième impression, la première a parfaitement marché...en plus j'ai droit à une purge dans un coin du plateau de l'extrudeur avant impression, ce que je n'avais jamais eu jusqu'ici (c'est bien pratique en fait).... [J'ai essayé les deux G-codes que j'avais trouvé sur le net dont un qui au départ de l'impression fait un bed leveling en 31 points, mais j'ai changé pour celui qui ne fait pas de niveau (plus rapide pour moi)] Donc, ça fonctionne de nouveau et je remercie la communauté pour l'aide et les réponses apportées vous m'avez tous fait....bonne impression ^^ Merci encore PS/ quand j'aurais du temps pour m'y consacrer il est évident que je tenterai de ma lancer avec Elegoo Slicer sans doute plus récent, merci pascal_lb et PPAC pour le conseil
-
Merci pour le suivi. A priori les fichiers de config pour cura sur le lien sont pour une ancienne version de cura, j'utilise la dernière version soit la 5.11. Ensuite je n'ai pas remarqué de lignes donnant une erreur sur l'interface klipper en réseau (mais je ne sais pas si j'ai bien cherché et au bon endroit, je ne touche pas ce système de peur de tout casser). J'ai mis des fichiers de config de neptune trouvé sur un Gtihub (Printer'n beer Julien Mairy) pour les paramètres de la machine, je n'ai pas encore tenté un autre essai à cette heure, c'est à dire que j'ai change le G-code de démarrage et le G-code de fin dans les paramètres de la machine en faisant cette opération sur le logiciel Cura
-
Bonjour. Merci pour vos réponses. Alors il est vrai que c'est un probléme qui me pose question car je suis néophyte et je ne maitrise certainement pas tout, or jusqu'ici tout marchait bien. Donc je découpe le fichier stl dans cura et j'obtiens bien un fichier gcode que je veux envoyer à la machine (neptune 4 pro) que ce soit par réseau ou par clé usb le fichier n'est pas "reconnu" je ne vois pas l'image de base sur le boitier de la machine comme d'habitude, je lance ça fait les tests de départ et ensuite ça ne va pas plus loin. Pour effacer j'ai pris l'interface sur mon pc et j'ai effacé la liste des fichiers qui étaient nommées sur cette interface (je pense qu'à la question de PPAC c'est ce qu'il fallait faire). Oui le fichier fait bien quelques octets. La bizzarerie c'est que certains anciens fichiers sur ma clé usb sont visibles (je parle de l'image sur la machine) et imprimable et d'autres ne le sont plus et je ne peux plus les imprimer comme si ils avaient été plus ou moins effacés. J'ai donc formaté ma clé usb pour effacer tout mes fichiers anciens et ceux que je voulais lancer et qui ne sont pas valides pour ma question. Et j'ai essayé avec cette clé formaté avec un fichier tranché sur Cura et là, toujours rien. Oui j'ai relance le fichier en gcode sur cura et il est bien rechargé sur le slicer sans souci. Je suis à jour en firmware pour la neptune 4. J'ai aussi essayé de trancher un fichier (le même ) avec Orca Slicer et ça donne exactement la même chose, fichier gcode existant machine qui ne veut pas imprimer comme si le fichier n'existait pas, mais il est bien noté sur la liste des fichiers sur ma clé usb. Pour infos je joins une photo de l'interface de ma machine lorsque je veux lancer un fichier, il est bien présent sur la clé usb, il a du poids mais il "n'existe pas" et si je lance une impression comme vue ici alors ça échoue. J'ai pensé à faire un reset d'usine sur ma machine, je n'ai pas osé, je pense que je devrais remettre à jour le firmware (ce n'est pas le plus compliqué) mais peut être aussi d'autres réglages ? à voir. Enfin c'est peut etre les fichiers gcode sur cura qui pêchent sur la config de la machine? par contre je ne maitrise pas cela.. PS: comment faire le ménage dans les logs ? c'est bien en passant par le pc et l'interface de la machine en réseau puis sur l'item fichiers et on efface tout? Merci

-
Bonsoir J'ai installé à la suite sur mon pc windows 11 depuis quelques semaines , puis bien sur ce que j'utilisais avant à savoir ultimaker cura et par la suite j'ai mis la dernière version, soit la 5.11. Sauf que contrairement à ce qui se passait d'habitude (je n'imprime pas souvent en réalité), j'ai sauvegardé un ou deux gcode pour les passer sur ma neptune 4 pro et là ces fichiers ne sont pas lu du tout, en réalité je n'ai même pas l'image comme d'hab" de l'impression à venir, c'est comme si ce fichier n'existait pas du tout, certains anciens fichiers sur la clé usb sont visibles ET imprimables et certains ne le sont plus du tout (étonnant non?) ce que je ne comprends pas...l'impression ne démarre pas, la machine fait ses tests de départ puis se pose dans un coin du plateau et ensuite, elle dort ! j'ai formaté la clé usb au cas où ce serait ça et repris de nouvelles tranches d'objet toujours avec cura et là....rien de rien ! La sauvegarde est bien présente, c'est bien un fichier gcode obtenu à partir d'un stl (je ne créé pas mes fichiers, je ne sais pas, je les prends sur des sites spécialisés 3d en stl avant impression). Je n'ai rien changé du tout sur la version 5.10 que j'avais précedemment, j'ai donc essayé de réinstaller cette ancienne version, mes fichies de configurations ont été sauvegardés et je retrouve mes fichiers de paramétres et de profil à chaque fois. Pourquoi je n'ai plus de fichier gcode? j'ai essayé donc orca slicer pour voir et là c'est exactement pareil, je n'ai pas de fichier gcode visible lorsque je tente de l'imprimer sur ma machine après le tranchage et la sauvegarde. Est ce que c'est un probléme qui a déja été soulevé ? qui est plus ou moins connu et si oui quelle solution auriez vous les pros du découpage ? Merci pour l'aide
-
Bonjour. Alors je viens de lancer une impression avec la résine elegoo basique V 2 (si, si) et le temps correspond à ce qui était noté sur Chitubox (2h45) donc on verra bien ce que ça donnera avec l'ABS-like que je compte tester plus tard. Enfin je profite du sujet pour poser d'autres question sur cette machine (saturne 3 ultra) ou plutôt sur des généralités en résine. 1 - Une fois mon plateau à zéro et confirmé c'est bon pour l'impression qui suit, MAIS si je coupe la machine, est ce que (et en admettant que je touche plus à rien d'autre) je rallume plus tard, est ce que ce plateau est toujours valide pour le zéro précédent...ou pas ? (en gros je fais un zéro et la prochaine fois je n'aurais qu'à lancer une impression juste en mettant résine et impression en route). 2 - Si je fais une impression, je ne coupe pas la machine, j'enléve le plateau pour oter les impressions, je ne dessere pas les 4 vis pour faire le prochain zéro, et une fois enlevé mes impressions sur ce plateau et vérifier que le bac est propre, je rajoute de la résine et je lance une deuxième impression à la suite....est ce que le réglage précédent du zéro Z est toujours valide puisque je n'ai rien changé mécaniquement et que mon bac contient toujours de la résine et que le fond est propre (éventuellement après un nettoyage résine comme la saturne 3 ultra peut faire pour enlever d'éventuels résidus) ??? Je n'ai jamais lu, vu ou entendu de telles manoeuvres donc je subodore que ce n'est pas bon, mais qui a essayé, ou qu'en pensez vous ? Merci
-
Bonjour. Alors j'ai fait une simulation sur les résines présentées sur Chitubox et en réalité pour l'ABS-like il y a une version V2 et une version V3. Avec la version V3 mon impression est d'environ 1h17 min et avec la V2 ça passe à plus de 15h00 d'impression !! En comparant le plus simple c'est à dire la durée d'exposition elle est de 2,5 pour la V2 et de 4,5 pour la V3 et pour l'expostion de la base elle est de 28 pour la V2 et de 40 pour la V3. Pas une différence majeure hormis celle de la base mais la base ce n'est pas ce qui prend tout le temps d'impression quand même (et en plus le temps d'expo est plus bas sur la V2 !). je n'ai pas regardé au plus près des autres réglages je ne connais pas trop bien pour les maitriser... Et bizarrement la V3 est plus "rapide". Donc ça doit être un probléme de données sur ces résines dans chitubox (enfin j'espere parce que j'ai acheté un flacon de la V2 ABS like Elegoo !!) Je vais tente un lancement avec cette résine et je verrais la suite à donner à ce (faux?) probléme...
-
OK, merci pour les infos, effectivement je ne prends pas ce souci comme un défi et je peux si je veux lancer l'impression de "15h00"...pour voir (rien ne m'interdit si au bout de quelques minutes le temps prévue par la machine affiche un si long temps de tout stopper) et je me poserai donc la bonne question comme tu l'as décris ici, voir les calibrages résines pas toujours parfait.... Je vais voir si un autre trancheur tranchera et que j'aurai la réponse définitive à ma question posée ici.....merci bien (heu lequel je pourrai tester pour voir en fait, j'ai installé celui qui est donné avec la saturne 3 ultra et tout en anglais d'abord et je l'ai trouvé un peu obscur (Voxeldance Tango Slicer) et je suis revenu à mes premiers amours... J'utilise Cura avec ma neptune 4 pour le filament, je peux l'utiliser pour une impression résine ? (ou pas)
-
Bonjour. Sur ma saturne 3 ultra recemment acquise j'utilise le trancheur Chitubox (facile pour moi, compréhensible et j'y suis habitué, donc ne me faites pas changer svp), et le sujet de ma question est celui-ci. J'utilise une option que je trouve sympa sur chitubox c'est l'assistance résine quand on prépare un sujet à imprimer. L'item se nomme "alliance de la résine" et pratiquement toutes les résines du marché s'y trouvent pour un réglage rapide conforme à la résine utilisée. Donc tout est prêt et je clique sur "alliance de la résine" je prends la résine "Elegoo Standard résine" la base quoi, et j'obtiens un temps d'impression de 1h19 min....parfait ça ma va. Bon, et puis je décide que non je vais plutôt pour ce sujet avoir du plus solide (et un peu transparent car j'ai acheté un flacon de cette résine en "cristal") et donc toujours sur le même sujet en cours sur le trancheur j'opte aussi pour une résine Elegoo mais ici je coche "Elegoo ABS-Like Resine", et bien sur comme précedemment je valide la bonne machine et je valide cette résine et là.... j'ai un temps d'impression......impressionnant !! Plus de 15h00 !!!!! Bon sang, mais c'est de la résine quoi pas du Syntofer !! et en regardant rapidement les réglages de l'une et l'autre je ne vois que peu de différence (à priori, je ne suis pas un spécialiste et je n'aime pas (car je ne sais pas tout) fouiller et bidouiller dans les réglages) toutes mes impressions sur cette machine (toujours asez récente) se sont soldées par des réussites avec de la résine basique et là si je veux changer (à priori ce n'est même pas de l'ABS mais une sorte de "copie" dans les caractéristiques de cette résine) je n'ose pas lancer une impression.... (parce que sur la saturne 3 ultra tu n'a le temps d'impression prévue à venir qui s'affiche après le début, et je ne voudrais pas tout recommencer pour un temps géologique ). Sides connaisseurs passent par là et pouvaient m'aider à comprendre cette différence de temps aussi graaaaaande !! je pourrais continuer un peu moins bête et peut être me servir de cette résine ABS-like ?? Est ce une erreur de manip de ma part? si je laisse la résine basique et que dans le bac je mets de l'ABS-like ça marchera bien quand même? cette option "alliance de la résine" sur Chitubox je trouve ça bien pratique, donc.... Merci à tous
-
Merci pour tes réponses. J'ai un peu galéré car je ne comprenais pas ce qui se passait mais j'ai réussi à avoir un Z offset à -1,430 mm ce qui me semble correct, mais il est 22h30 et je n'ai pas fais de test. En réalité lorsque je voulais lancer un nivellement auxilliaire j'avais toujours une buse à au moins 2 cm du plateau et au point numéro 1 de même ce qui fait que je ne pouvais rien faire. alors donc j'ai mis mes vis à 50% de serrage (oui je sais c'est bizarre puisque tu ne l'as jamais fait et pourtant c'est ici que l'on ma conseillé ce truc pour le plateau) j'ai commencé le nivellement sur le point 1 et j'ai à plusieurs reprises tenté de mettre la feuille comme dit...à chaque echec je suis revenu sur le réglage du Z en abandonnant le nivellement et j'ai augmenté de 1 mm . j'ai fini par avoir une buse à peu prés à niveau et plus prés du plateau ce qui m'a permis de faire le premier point puis les autres, et j'ai fait ceci au moins 3 fois pour avoir un nivellement manuel au mieux. ensuite nivellement auto et vérification du Z offset (pour avoir donc -1,430 mm) et sauvegarde. Ouf! on verra demain. encore merci pour ton intervention, bonne soirée.
-
Au secours ! Aiuto ! Help me ! Toujours sur ma Neptune 4 Pro... Je croyais être tranquille et après les aides reçues et une certaine compréhension de la machine j'ai enfin réussi à faire pas mal d'impressions comme je le voulais malgré quelques petits soucis peu graves que je pense avoir résolu sauf que...!! J'ai voulu faire un nouveau nivellement du plateau car lors d'une impression un peu rapide et avec pas mal de vibrationz j'ai vue une vis qui tournait (j'en ai déduis qu'elle se desserait, ce qui n'est pas certain, bref...) j'ai donc lancé un nivellement pensant bien faire et puis ça ne mange pas de pain, un bon nivellement c'est aussi une impression réussie (normalement)....et là.... la galére comme au premiers jours !! Le palpeur du Z reste à des hauteurs immenses dans le genre -13 voire -20 et donc comme j'avais fait au début j'ai vissé à fond les 4 vis du plateau, puis desseré d'environ 50% chaque, fait un Z offset et le nivellement est impossible car à chaque coin la buse est à au moins 1,5 ou 2 cm du plateau, donc tourner les vis auxilliaires pour passer la feuille est mission impossible !! même si je règle le Z avant les auxilliaires au mieux, la buse touche le plateau et le Z de départ avant le réglage des vis reste important et donc ça ne fonctionne pas. Donc, dans la préparation j'ai mis la buse manuellement au plus près du plateau (les vis sont toujours à 50% de leur hauteur environ) et j'ai relancé encore et encore un nivellement qui se révéle toujours impossible car j'ai toujours la buse très au dessus du plateau et je ne comprend plus rien.... Je pensais être arrivé à comprendre comment niveller, en réalité je suis dans la mouise car je ne peux plus rien faire et je cherche une solution fiable et facile (sur que il y a quelque chose qui m'échappe, mais quoi ?) Merci pour l'aide éventuelle. 16h30 : PS: plusieurs essais ce jour et toujours rien de concluant. En réalité j'ai repris les conseils qui sont donnés ici même dans ce post un plus haut dans la discussion et cela ne fonctionne (pas? plus?) Vis serrées à fond puis desserées à 50%, un home dans réglages pour amener la buse près du plateau, puis nivellement et réglage du Z offset au mieux sauf que....quand je passe aux auxilliaires la buse se trouve à au moins 2 cm du plateau sur le point central et quand je veux faire le premier point pour réglages avec vis manuelle, la tête se trouve de nouveau à 2 cm du plateau et donc pas moyen techniquement de visser ou dévisser, c'est bien trop loin. J'ai aussi tenté le Bedlevel5000 et c'est pas mieux, j'ai de bons réglages manuel mais le z offset est nul et aucune impression ne veut démarrer (la machine se met en alarme et reset).
-
Bien, merci je note tout ça....j'ai constaté que la vitesse n'avait pratiquement pas ou peu d'influence sur le temps d'impression. Qu'entend tu par "périmétre extérieurs" en prenant les lignes qui sont dans la rubrique "vitesse" sur Cura ? Ce sont les vitesses d'impression des parois, interne, externe et tout ce qui suit? Une capture d'écran de mes vitesses actuelles :


-
Bien, ...merci pour l'info. Est ce à dire que je peux monter la vitesse d'impression de base sans souci? Je pense que oui puisque le fabricant le préconise aussi dans ses possibilités... Ma peur est que cela change tout en ce qui concerne les couches d'impression....est ce que par exemple à 300 mm/s cette vitesse n'est pas un souci sur l'impression entre les couches du moins entre le chauffage et le refroidissement qui suit? Et pourquoi est ce que certains donnent des vitesse pour le PLA inférieures? est ce que cela est plus rassurant? Bref, je n'ai pas fini de tester j'en ai peur, surtout les profils de Cura sur lesquels on peut jouer à l'apprenti sorcier ou à l'initié (
-
eSUN PLA + en bobine de 1 kg...diamètre 1,75 mm températire extrusion recommandée 205-225° plateau 60°. J'ai respecté ces données et la Temp. d'extrusion est à 215° dans mon trancheur. Mais pour la vitesse d'impression je suis un peu plus perdu avec ce que je lis sur le net... Je viens de finir une pièce simple et ça plutôt bien passé, j'avais mis 100 en vitesse d'impression et 50 pour la couche initiale pour éviter le décollement
-
Et bien merci pour les conseils. J'ai fait pas mal de règlages d'un profil Cura pour tester et j'ai trouvé pas mal de conseils pour éviter ou réduire le warping. Par contre, toujours débutant en filament, j'imprime avec du PLA+ et j'ai des conseils qui disent que la vitesse d'impression est comprise entre 50 et 80 mm/s. J'ai ici une neptune 4 qui serait sensée faire des vitesses supérieures (et donc moins de temps) ....jusqu'ici j'ai laisse les vitesses d'impression entre 150 et 200 mm/s.... Est ce trop? Dois je réduire? Je fais un test avec 100 mm/s sur une pièce simple (surtout pour voir si ça se décolle comme l'autre) mais pour la vitesse je me pose LA question! Qu'en pensez vous pour ce filament et cette machine ? Merci
-
Oui, on en a déja parlé sur les forums et il est bien possible que la température du plateau ne soit pas celle annoncée c'est à dire dans mes réglages à 60° et je n'ai pas fait l'acquisition d'un detecteur infra rouge comme j'avais prévu pour contrôler, je pense que je vais plutôt chauffer la pièce pour avoir une température plus conforme et j'ai réglé Cura pour que ça colle mieux au niveau adhérence plateau et revu le refroidissement, je vais tester avant d'aller plus loin.
-
Oui, je pense que mes règlages sur la température et la vitesse sont corrects, j'avais aussi fait le règlage du débit de l'extrudeur et donc mis le débit de celui ci en correspondance à mes calculs fait sur le profil Cura....mais je suis presque certain que la pièce était vraiment trop froide et que ça n'a pas tenu donc j'ai repris mes règlages sur Cura et j'avais trouver des vidéo explicatives sur ces points .... à tester mais pas eu le temps ce jour.....
-
En ce qui me concerne je galère toujours un peu, l'impression que j'ai lancé hier s'est soldé par un echec, à savoir le décollement du plateau (warping) mais ici je pense que cela vient d'abord de règlages du trancheur pas corrects d'une part et ensuite une température de la pièce un peu basse, au vu des températures actuelles à l'extérieur ça n'aide pas...je pense que c'est certainement ça qui a décollé mon départ d'impression...l'imprimante est dans une chambre inoccupée et non chauffées à l'étage et il devait faire entre 15 et 16 degré il me semble, j'ai trouvé quelques astuces en vidéo qui je l'espere m'aideront pour la suite (sinon ce sera soit un chauffage soit un caisson d'impression). Mais je me répété, je n'ai jamais autant galéré qu'avec cette machine par rapport à ma machine pour résine, et dire que d'aucuns disent qu'il vaut mieux débuter avec une filament avant d'essayer une résine !! Bof !!!
-
Oui, désolé, je n'ai pas encore tout les bons reflexes. C'est un filament PLA + qui date de quelques jours à l'ouverture en neuf.... et sinon les autres renseignements ? je ne vois pas lesquels autres... de plus je ne maitrise que quelques données dans le trancheur cura qui sont pour moi compréhensibles, pour les autres il faudra que j'apprenne petit à petit (ou petit appétit...mais soif d'apprendre ^^)
-
Ca me plait, y a string dans ce mot tordu et on se croirait en été...tout ça ne résoud pas ce souci, certes petit souci car ça s'enléve facilement...ceci dit, quel réglage dois je faire pour tenter d'avoir un souci en moins SVP? (j'utilise Cura )
-
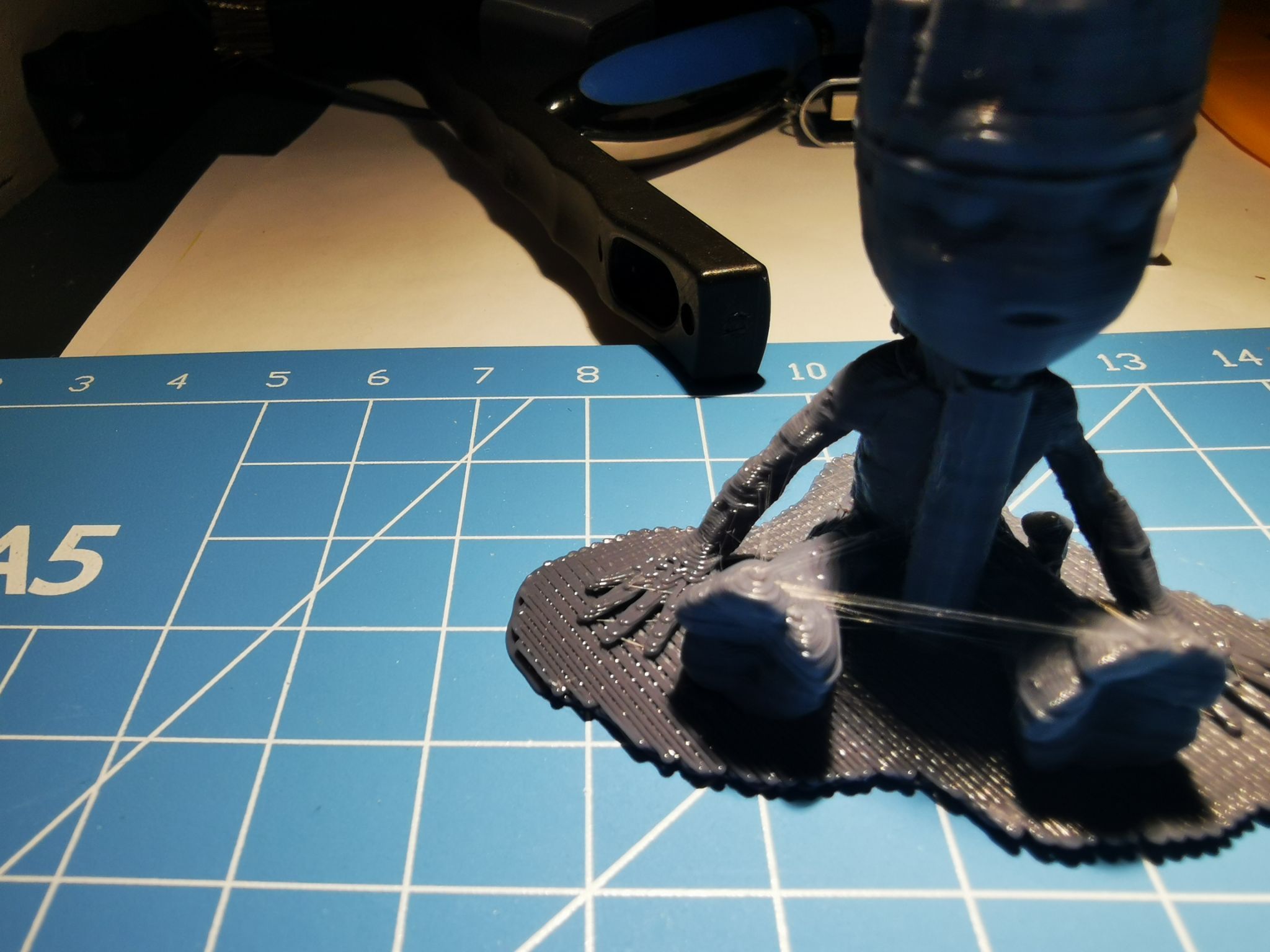
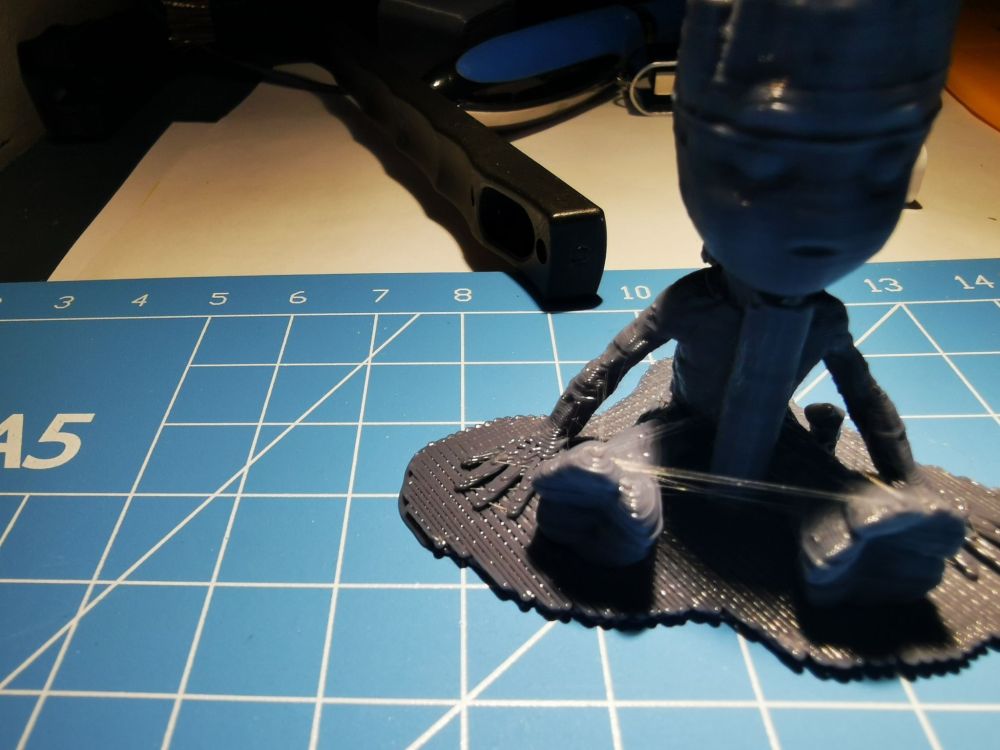
Bonjour à tous. Toujours en période de test (pas rapide il faut bien le dire en cette période de fêtes), je n'ouvre pas de nouveau sujet car le théme change un peu même si on a un peu abordé ce dernier ici. Qu'est ce que ces filaments entre les pieds de mon Groot ?? je suis sur que vous aller me trouver un anglicisme pas piqué des vers ( à pied ?), mais aussi m'expliquer comment y remédier, ou alors me donner la bonne direction sur le sujet (que j'avoue ne pas avoir cherché ). Merci PS: je ne pensais vraiment pas autant galérer pour arriver à faire de beaux sujets en impression filament, mais bon ça reste aussi un défi interessant.
-
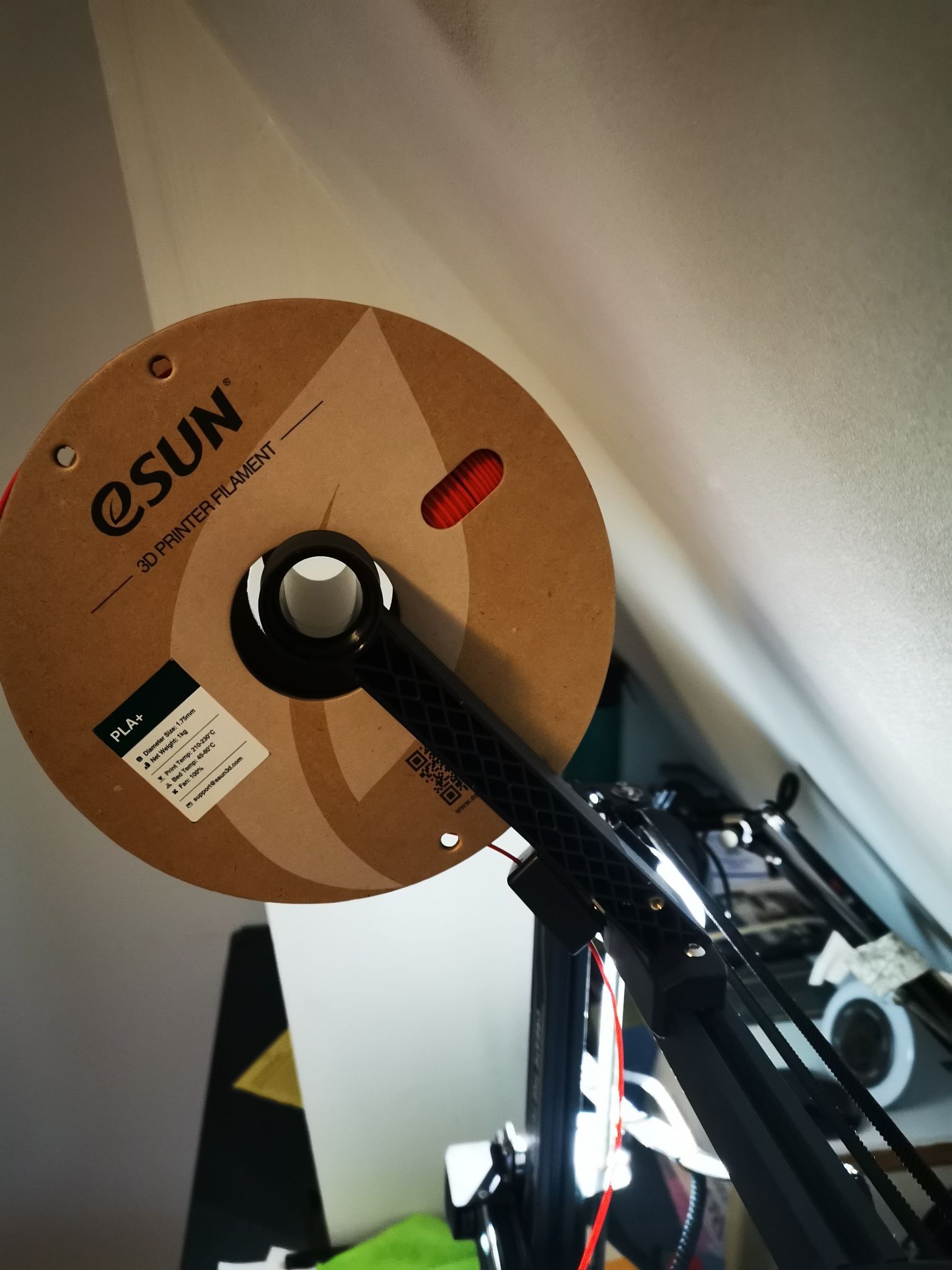
Oui, je te remercie pour l'aide....pour revenir au detecteur de filament, j'ai posé la machine sur un bureau (stable) qui se trouve sous un plafond en devers, c'est à dire mansardée si je ne m'abuse (d'imprimante ^^)..... Donc la hauteur des montants latéraux plus la bobine de filament de 1 kg faisait qu'il n'était pas possible de la poser sur ce bureau, j'ai donc inversé la pose du systéme où l'on pose le rouleau et posé le detecteur de l'autre côté (tout est prévu il y a un pas de vis pour le poser des deux côtés au choix) et je viens de remarqué que j'avais mis ma bobine naturellement comme si elle était posée à l'opposée (comme l'habitude pour la plupart de ceux qui ont une machine).....aussi j'ai tourné d'un 1/2 tour la bobine et le fil ne fait plus un angle aussi fermé que dans la première position, en tirant sur le fil d'un sens et dans l'autre j'ai la sensation que c'est plus facile à dérouler, je testerai en restant à côté de ma prochaine impression et ainsi si le filament casse alors ma solution n'est pas la bonne.... Photo de la nouvelle position de la bobine dans l'axe du detecteur mais aussi du trou d'introduction sur la buse

-
et bien ça marche, enfin ma première impression avec le modéle test rapide du Benchy de la clé USB fournie par elegoo.... Je suis satisfait, ne me reste plus qu'à apprendre encore pas mal de chose pour bien faire les choses et les projets que je voudrais imprimer... et puisque je suis là je profite d'une question ...j'ai remarqué que le filament se tendait un maximum (il a d'ailleurs cassé il y a quelques jours sur un essai d'impression) et comme je suis resté à côté lors de l'impression de ce jour j'ai tiré le filament au fur et à mesure (c'est une impression sur 15 min, donc pas trop détaillée je pense) et le detecteur de filament me donne la sensation qu'il ne laisse pas facilement passer et couler le filament pris par la machine... Est ce normal? Est ce que je peux me passer de ce detecteur de filament si les conditions le permettent ? (impression sans changement de filaments, mais j'ai bien peur que ce soit un peu juste comme idée) Merci à tous pour l'aide et les conseils....ne vous inquietez pas je ne suis pas parti, je reviendrais (c'est drole non comme je le sens comme ça)