bfredo123
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de bfredo123
")





-
Pièce plane de plus en plus cintrée qq jours après impression
bfredo123 a posté un sujet dans Les imprimantes 3D SLA
Bonjour, j'ai imprimé plusieurs exemplaires de la pièce en photo. Il s'agit d'un morceau de mur de pierre à l'échelle 1/160, 5cm x 5cm, 2mm d'épaisseur. Normalement la pièce est plane, imprimée directement depuis le plateau de l'imprimante sur la face non visible (puisque c'est l'envers du décor). Je n'ai pas utilisé de supports, puisque l'état de surface de la fache non visible m'est complètement égal. Quelques minutes après le wash&cure, certaines pièces étaient cintrées comme le montre la photo (mais de façon beaucoup moins marquée), mais certaines ne l'étaient pas. En revanche 2 jours après, je m'aperçois que toutes les pièces sont cintrées. Alors j'ai 2 questions : 1) Auriez-vous une idée de ce que j'ai mal fait ? 2) Et idéalement, de ce que je pourrais faire pour applatir les pièces déjà imprimées (pour que je n'ai pas à les réimprimer) ? Quelques pistes auxquelles j'ai pensées (merci ChatGPT...) : - est-ce que je dois augmenter l'épaisseur, par exemple de 2 à 5mm ? Si oui, est-ce que je dois évider les pièces (mais il y aura le problème d'évacuer la résine prise à l'intérieur) ? ça ne m'arrangerait pas du tout, car cela me poserait des problèmes d'encombrement pour mon décor. - j'ai utilisé un souffleur d'air chaud pour sécher les pièces après le bain d'alcool, avant de les passer aux UV, pour éviter des traces d'alcool disgracieuses. Est-ce que cela est gênant ? - lors des UV, j'ai mis les pièces presque à la verticale, posées contre un objet placé au centre du plateau tournant, et par conséquent les faces texturées ont été exposées directement aux UV, alors que les autres faces (non visibles) ne l'ont été que très indirectement. Je sais que ce n'est pas idéal, mais est-ce que cela expliquerait que la déformation se poursuivre encore quelques jours après ? Merci beaucoup par avance pour votre aide !! (désolé la photo est à l'envers, je ne sais pas pourquoi, parce que lorsque je l'ouvre sur mon ordi, elle est dans le bon sens. On dirait que c'est le forum qui la retourne (???) ). Mais il n'empêche que le cintrage est très visible.
-
Appli mobile pour Anycubic Photo Mono M7 indisponible ?
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
Bonjour, j'ai toujours ce problème, et je suis d'ailleurs surpris car j'ai l'impression que je suis le seul à le rencontrer. Est-ce que d'autres membres du forum seraient aussi dans mon cas ? Merci pour toute indication ! -
Appli mobile pour Anycubic Photo Mono M7 indisponible ?
bfredo123 a posté un sujet dans Les imprimantes 3D SLA
Bonjour, je n'arrive pas à connecter l'appli mobile Anycubic à ma M7. Il semble que seules soient reconnues les M7 Pro et M7 Max, mais pas la M7 tout-court. d'ailleurs sur le site du support d'Anycubic, bien souvent la M7 n'est pas listée pour les différentes aides disponibles (notamment pour le levelling), seules les M7 Pro et M7 Max sont indiquées. Avez-vous réussi à faire marche l'appli mobile avec une M7 tout-court ? (même si c'est un peu gadget, j'aimerais bien recevoir les notifications en cas de pb ou en fin d'impression). Et vu que j'ai payé pour, d'après les fonctionnalités que le site web met en avant, pour le principe, j'aimerais bien que la promesse soit tenue aussi Merci ! -
Impression d'un axe : problème de cintrage
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
OK bien noté, merci encore @pjtlivjy !! -
Qualité médiocre (peau d'orange, déformations, décollement)
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
Bon bon, merci encore @pjtlivjy ! -
Impression d'un axe : problème de cintrage
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
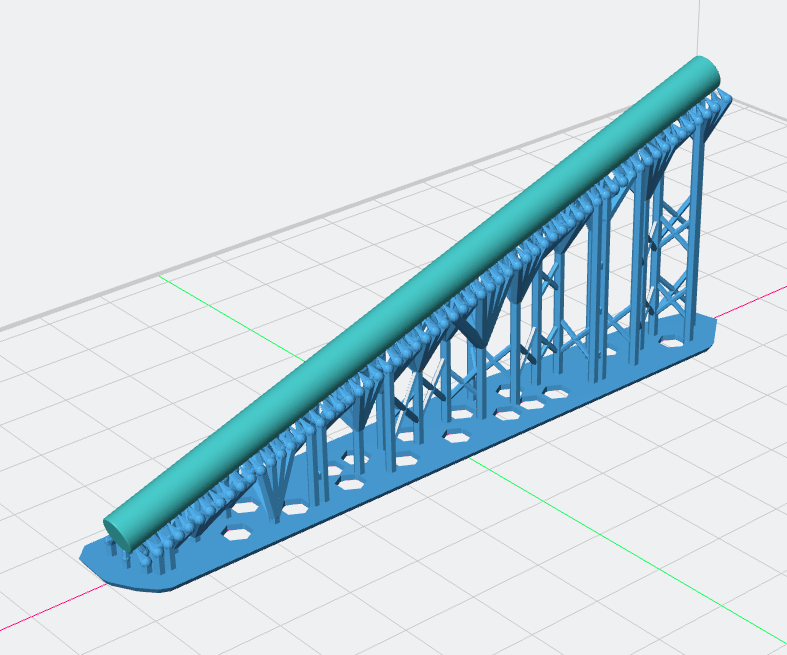
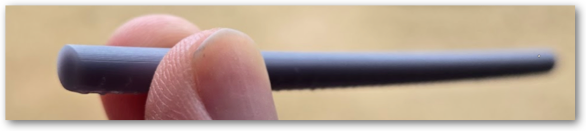
Merci pour ton aide ! J'avais d'abord commencé à l'horizontale (image 1). C'était très cintré, et j'ai vu dans une vidéo qu'il vallait mieux éviter car cela faisait une grande surface à décoller du filtre. J'ai donc essayé en inclinant à 30° (image 2). Dans les 2 cas l'axe n'est pas rectiligne mais cintré (image 3), mais c'était encore pire lorsque je l'ai imprimé à l'horizontale. J'utilise de la résine Anycubic Standard V2, sur une Anycubic Photon Mono M7. température 25°C.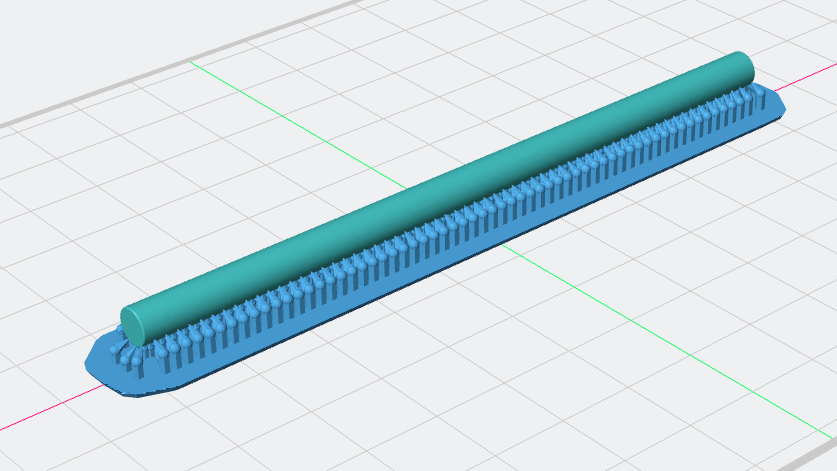
-
Je voudrais imprimer un axe (= cylindre), de 100m de long et 5mm de diamètre. Même en l'inclinant de 30° par rapport à l'horizontale, il se retrouve cintré (flèche de 1mm, je veux dire par là qu'il fait un arc de cercle plutôt qu'un segment de droite, et que la distance entre la corde et l'arc est de 1mm, au milieu de l'axe). J'avais mis énormément de supports en suivant les recommandations des tutos. En fait le cintrage est principalement apparu lors "cure". Savez-vous comment éviter cela ? J'aimerais bien éviter de l'imprimer verticalement, idéalement, pour gagner du temps. Et en plus rien ne me dit que le "cure" final ne le cintrerait pas quand-même. Merci par avance !
-
Qualité médiocre (peau d'orange, déformations, décollement)
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
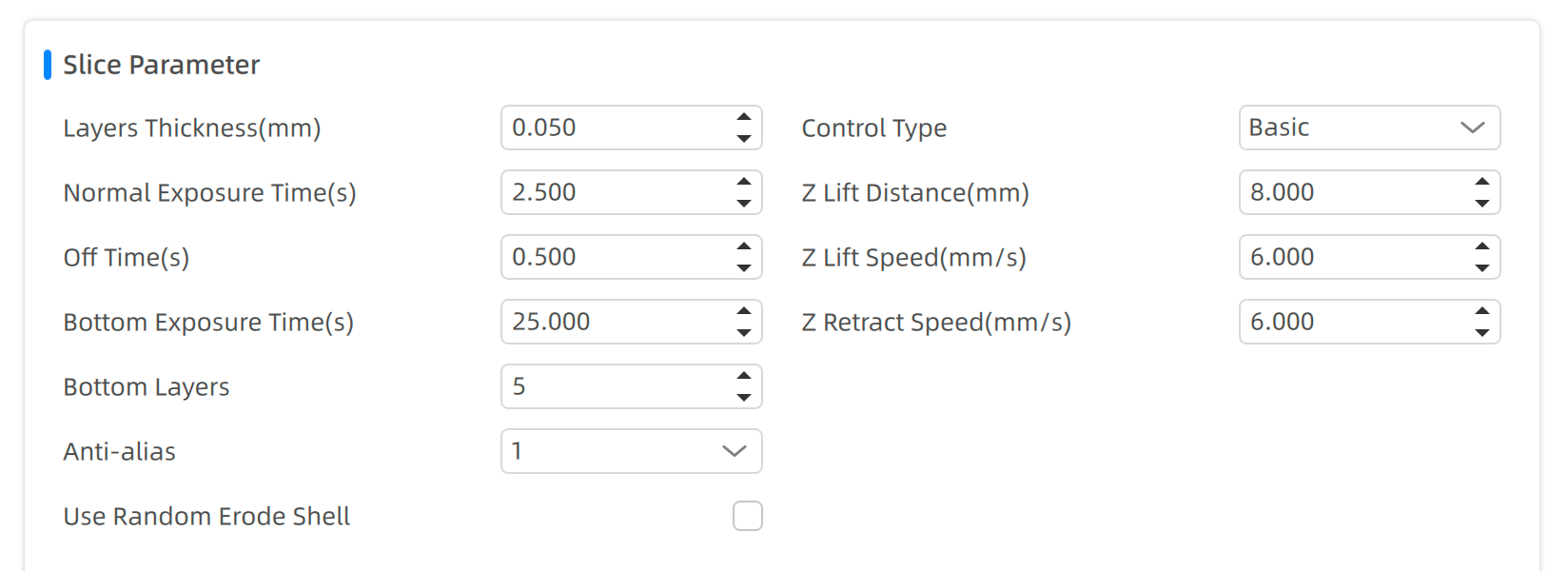
Bonjour, merci pour ta réponse @pjtlivjy J'ai refait des essais avec les modifications suivantes, après avoir suivi toutes les docs que vous m'avez indiquées : - local chauffé à 25-26° - orientation de la pièce à environ 30° sur les 2 axes X et Y - augmentation du nombre de supports - augmentation de l'angle des surfaces à partir duquel il faut mettre des supports - renivellement du plateau (même si toujours pas parfait, et même s'il était supposé réglé d'usine, et qu'il y a de l'auto-levelling, mais bon...) - augmentation du "light off delay", de 0,5 à 2 secondes (mais semble sans effet lors de l'impression, j'ai l'impression que ce paramètre est ignoré) Et là tout va beaucoup mieux : - la géométrie de l'objet n'est plus déformée (je n'ai toutefois pas encore vérifié les cotes précises) - il n'y a plus aucun décollement du plateau - il n'y a plus de couches décollées les unes des autres - l'état de surface des faces côté plateau est bien meilleur, même s'il reste des traces de support. Je viens de relancer un test avec un diamètre de support inférieur pour estomper ces traces, et aussi en réduisant le diamètre des tiges de support de 1,6 à 1,4mm, afin de faciliter leur enlèvement. J'espère que l'objet ne se déttachera pas... QUESTIONS : - pensez-vous que je puisse améliorer encore l'état de surface (cf photo) ? (j'ai lu dans les tutos que les faces côté plateau étaient toujours de qualité inférieure, alors jusqu'où peut-on aller ?). Parce que là il y a une séance de ponçage conséquente à prévoir. - j'ai mis près d'1 heure à enlever tous les supports, à l'aide d'une pince coupante. Et j'ai un peu rayé l'objet lui-même aussi bien avec les pointes de support qu'avec la pince. Est-ce que ce temps vous semble normal, ou je m'y prends vraiment mal ? (j'ai fait cette opération entre le wash et le cure, plutôt qu'après le cure, comme indiqué dans les tutos) - avez-vous un avis sur le "heat&pure" de Anycubic (https://store.anycubic.com/products/adapter?variant=44102408110242) ? Cela me permettrait de remettre l'imprimante dans ma pièce d'origine à 16°C, vu que la je squatte chez qqn d'autre pour avoir les 25-26°C. Merci beaucoup en tous les cas, je ne serais pas arrivé à cela sans votre aide ! Photos : 1) l'ensemble objet+supports, après le wash 2) faces côte plateau 3) faces opposées au plateau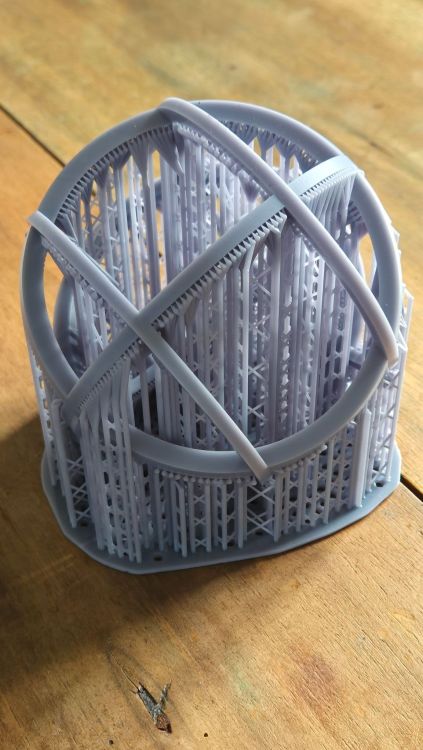


-
Qualité médiocre (peau d'orange, déformations, décollement)
bfredo123 en réponse au topic de bfredo123 dans Les imprimantes 3D SLA
Bonjour, merci beaucoup pour vos réponses et aussi pour vos encouragements ! J'avais déjà vu certaines vidéos, mais pas les autres, très instructives en effet !!! Je vois une piste d'amélioration en inclinant la pièce de 30-45°. Il faut aussi que je mette plus de supports, apparemment. Mais est-ce qu'on peut malgré tout arriver à une surface propre, pour les parties supérieures (je veux dire : les faces supérieures, dirigées vers le haut, pendant l'impression) ? Serait-il possible d'avoir un lien montrant des photos de parties supérieures bien imprimées ? @pjtlivjy qu'entends-tu par "environnement" ? pour l'hygrométrie, je suis à 52%. C'est grave docteur ? Il s'agit d'une pièce quasiment dans l'obscurité, avec juste une petite fenêtre vers l'extérieur. Il n'y a pas de lumière directe qui arrive sur la machine. Puis-je donner d'autres infos utiles ? Merci encore ! -
Qualité médiocre (peau d'orange, déformations, décollement)
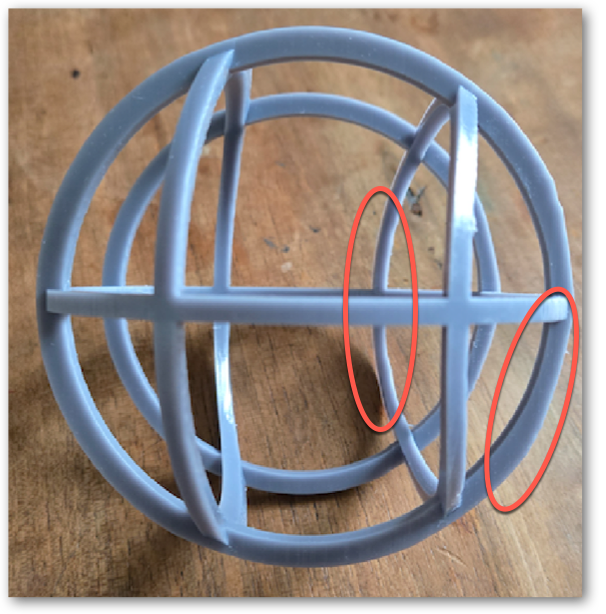
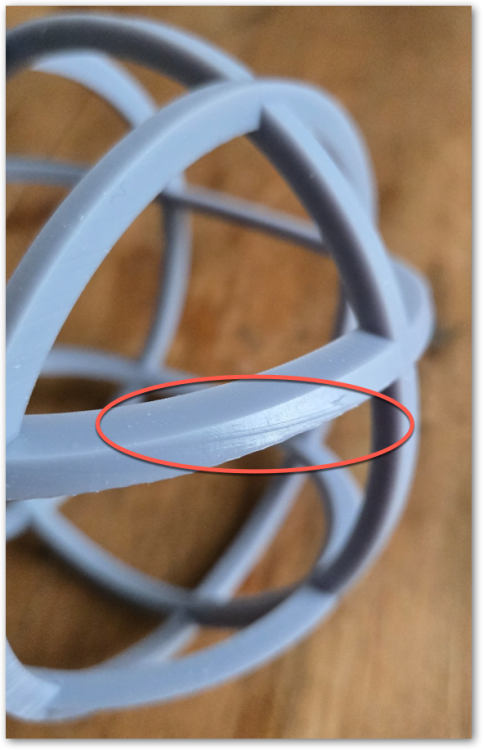
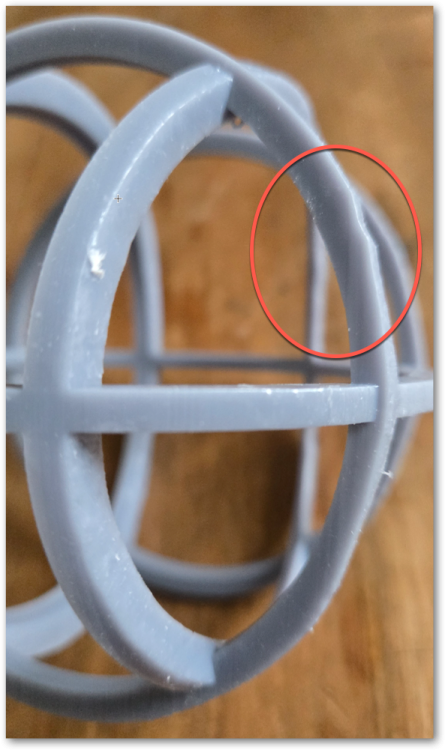
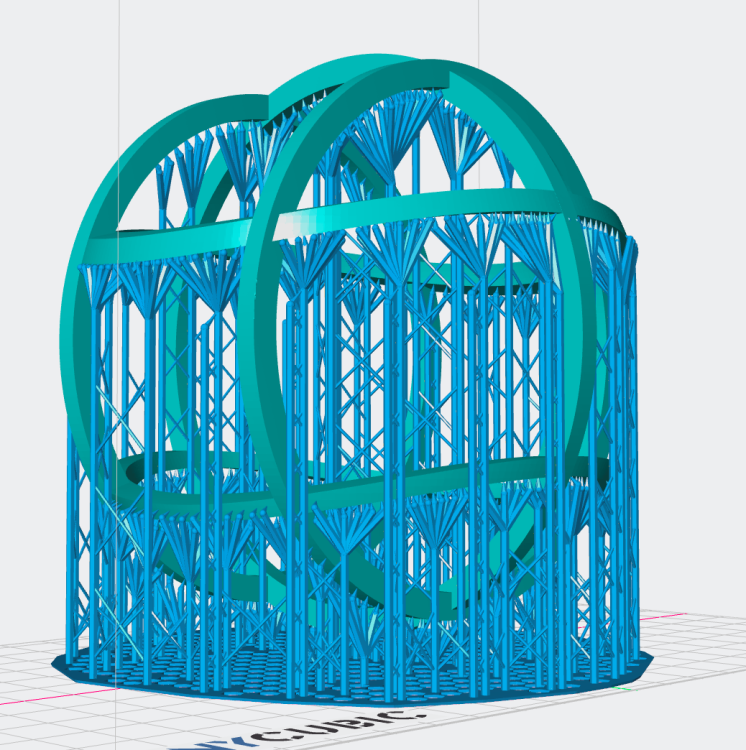
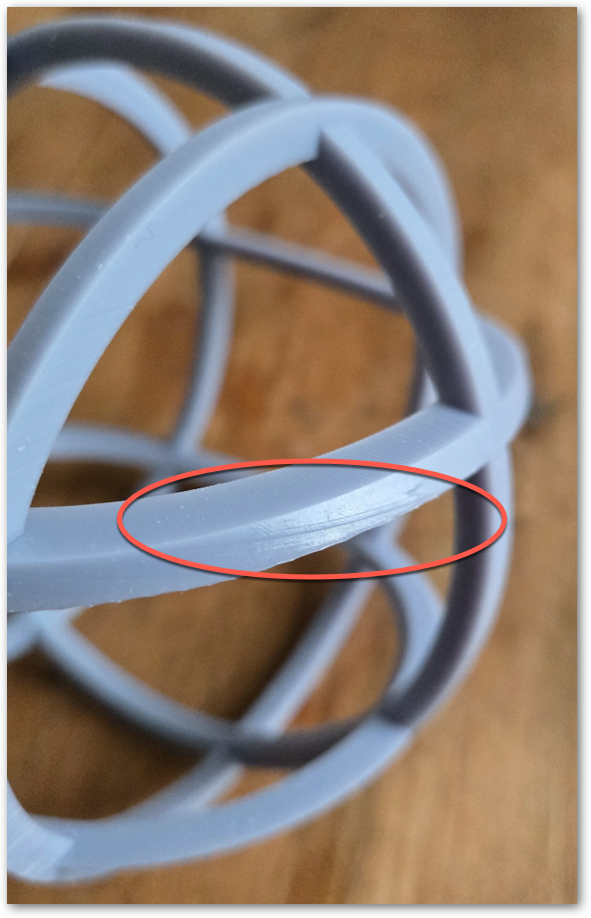
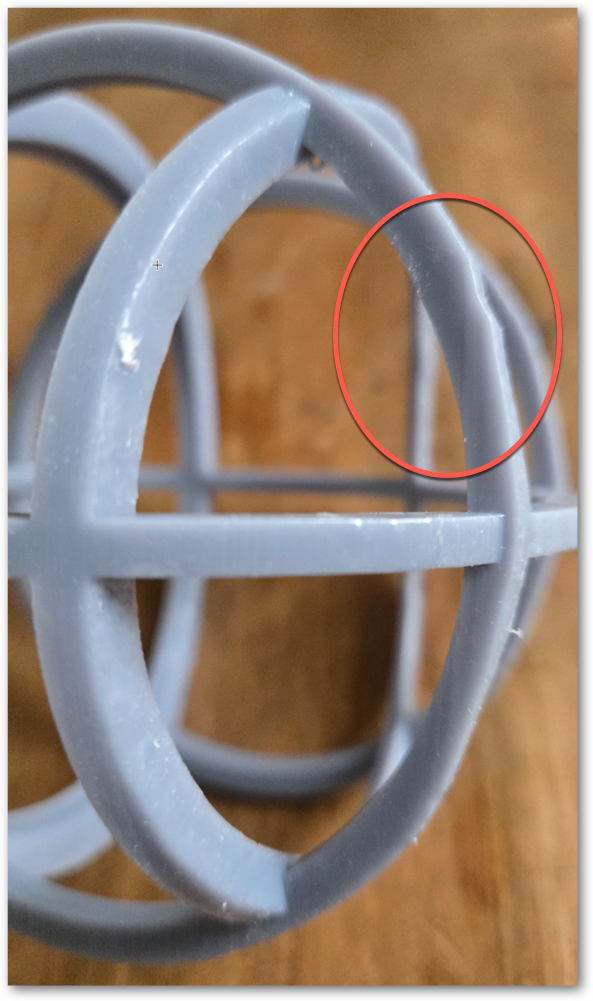
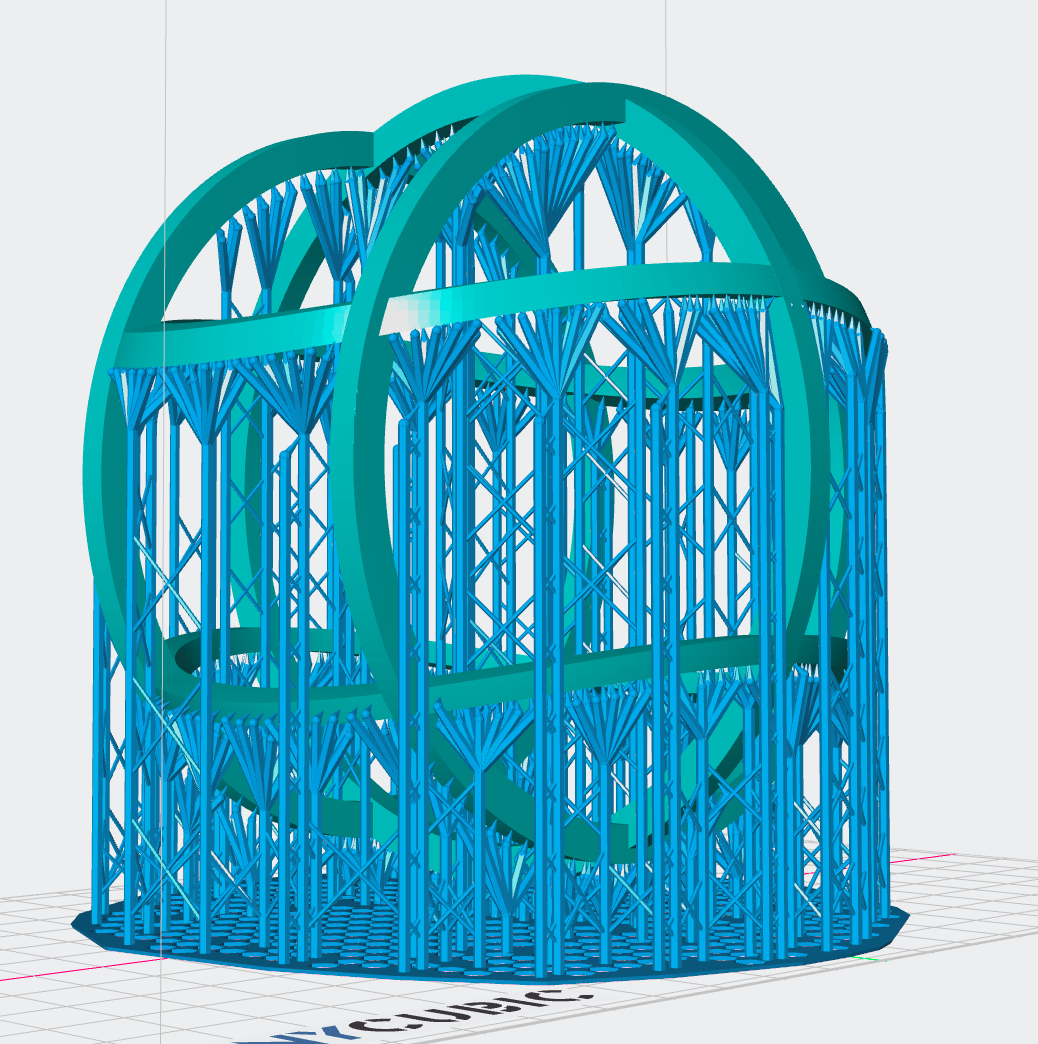
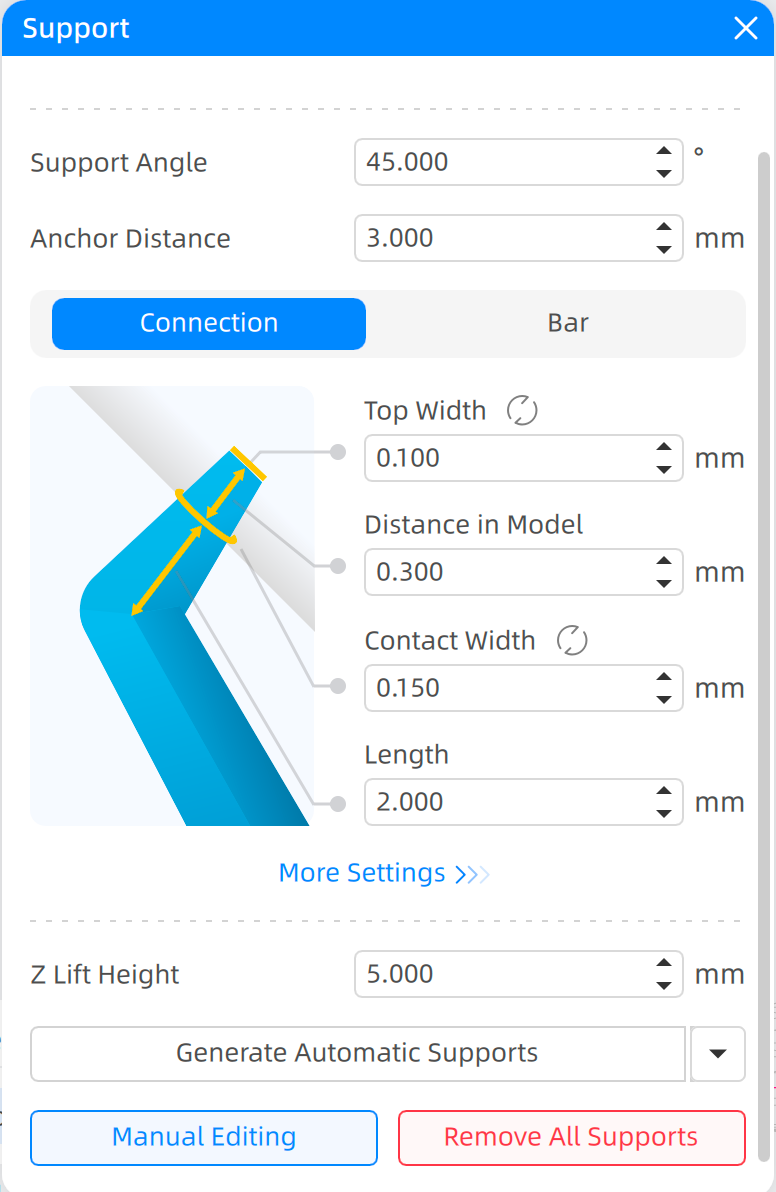
bfredo123 a posté un sujet dans Les imprimantes 3D SLA
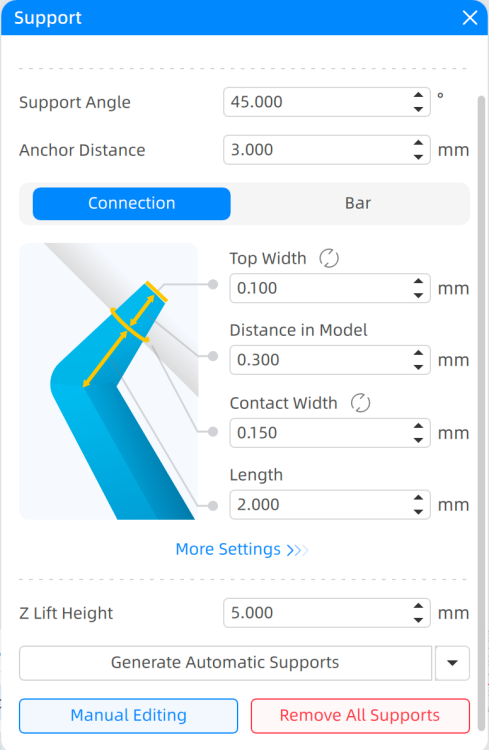
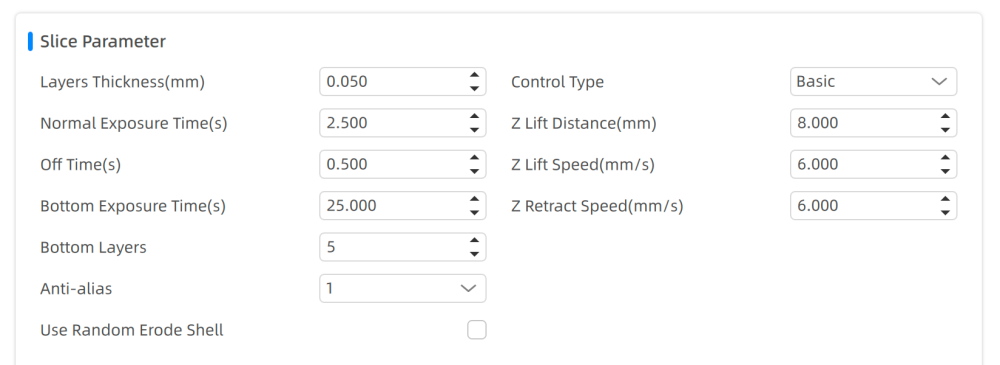
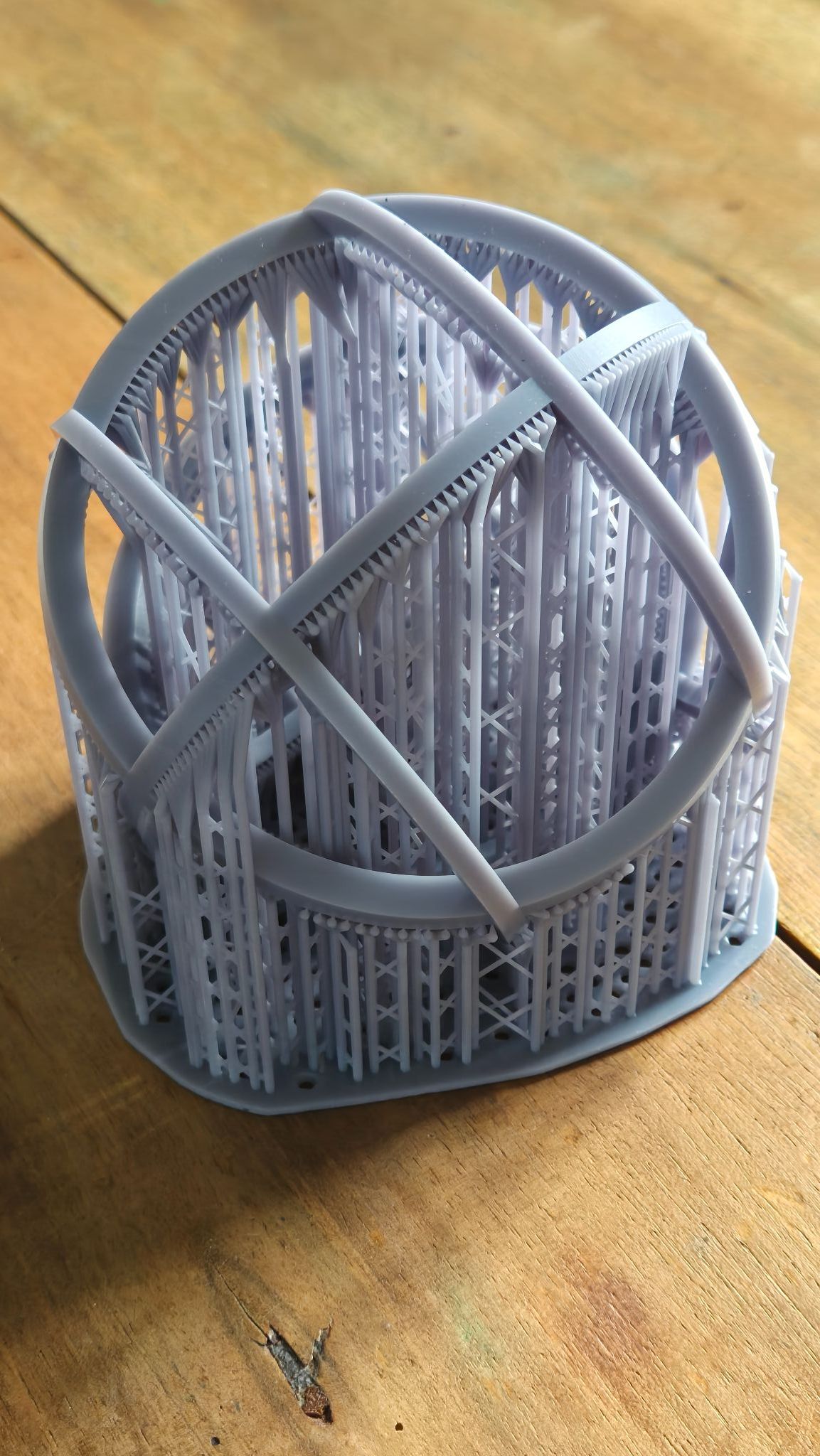
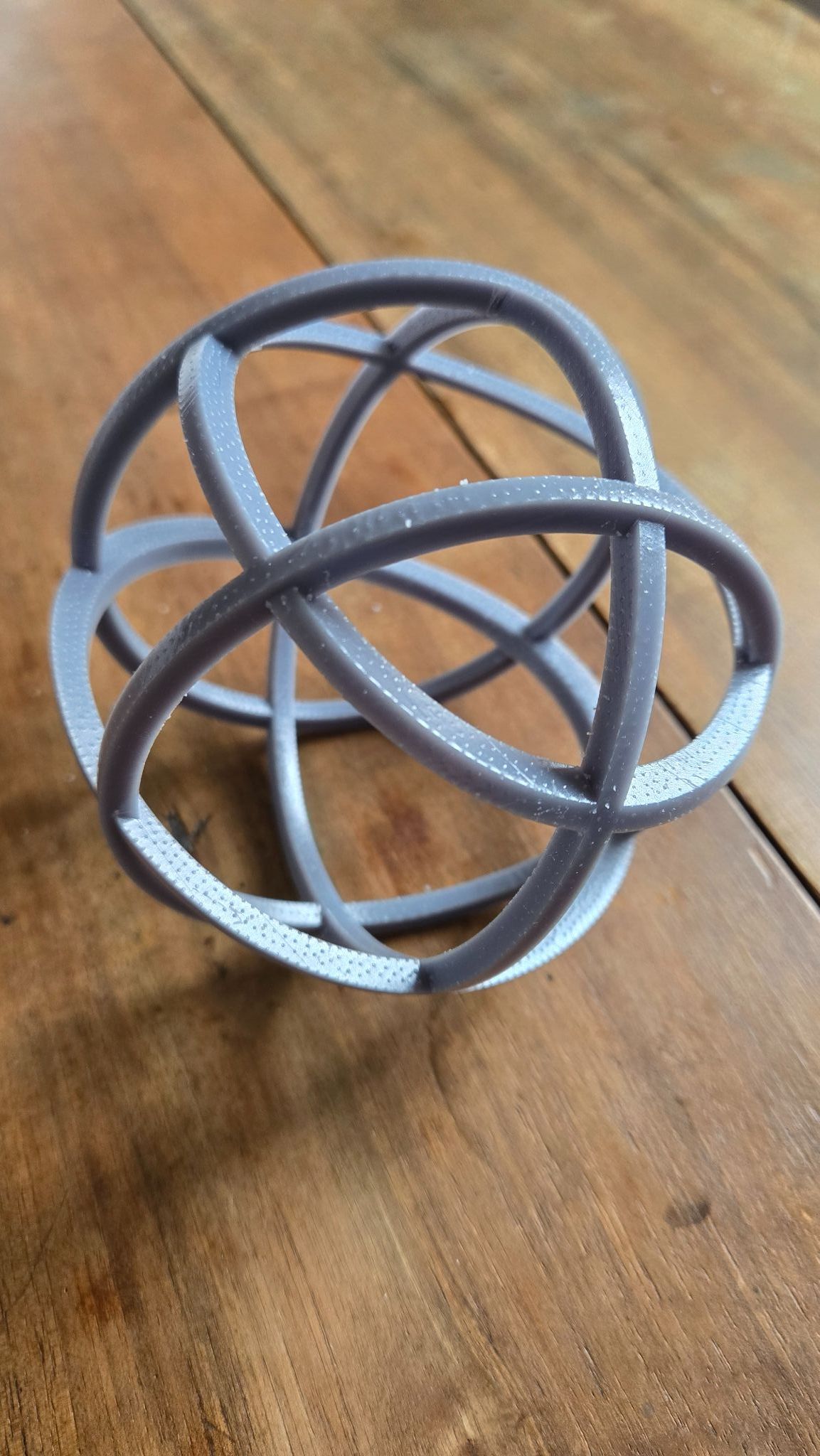
Bonjour, Ceci est mon premier sujet sur ce forum après avoir lu de nombreux articles mais sans trouver de solution. Peut-être pourrez-vous m'aider ? Je débute en impression 3D, avec une Anycubic Photon Mono M7. Résine Anycubic standard v2. Anycubic Wash&Cure 3. Les essais avec le fichier RERF se sont bien passés. En revanche, en voulant imprimer le "squelette de sphère" ci-dessous, je rencontre plusieurs problèmes (après 3 tentatives déjà) : 1) le plateau se décolle partiellement, et ce dans la première heure d'impression (qui prend au total 3h40). Les 2premiers essais se faisaient à environ 16° de température ambiante. Le 3ème était à 18-20°, le décollement était bien moindre, mais malgré tout sur environ 1cm sur 4cm (comparativement, la base des supports est circulaire de diamètre environ 8-10cm. Cela dit, il ne me semble pas que cela gêne la qualité d'impression du 3ème essai, d'après l'inspection des supports. 2) le dessus de la pièce est d'apparence très lisse et "gondolé", on voit les traces laissées par les supports, et surtout, la surface est déformée, comme si la résine liquide non polymérisée était restée dans cet état. Les surfaces inférieures (donc vers le sol, lors de l'impression) sont en revanche proches de la perfection. J'ai pris soin de bien sécher la pièce après le nettoyage à l'alcool. Déjà à ce stade, toutes ces anomalies sont visibles, bien que la résine soit solide. Ce n'est pas donc dû à l'exposition aux UV. 3) déformation. Comme illustré sur les photos, certaines parties des anneaux ont une épaisseur inégale, il y a plus d'un 1mm d'erreur comparativement au modèle STL d'origine. 4) même là où la qualité est bonne, il y a des strilles à certains endroits, comme s'il y avait eu un décalage horizontal pendant l'impression. Sauriez-vous d'où viennent chacun de ces problèmes, et surtout, comment les corriger ? Ci-dessous des photos, y-compris des paramètres d'impression, de résine, et un aperçu des supports et de leur base. Merci beaucoup par avance !