PacMan
-
Compteur de contenus
71 -
Inscrit(e) le
-
Dernière visite
Récompenses de PacMan
")





-
Comme dit plus haut, 3x rien niveau stringing, juste sur une des impressions, un tout petit peu au niveau de la couture sur des cylindres imprimés verticalement. Par contre j’avais 4 objets sur le plateau et rien entre les objets !
-
Ah, ok merci pour la précision. Je pense pas en avoir eu sur ces impressions, mais ça me faisait un peu ça sur celles qui avaient échouées (notamment avec le PLA). Comme si il y avait des légères surépaisseurs sur certains points de la couche en cours d’impression.
-
Si c’est bien le cas, ça me rassure ! Prochaine étape, relancer des impressions d’objets un peu plus complexes ou des impressions un peu plus longues. Oozing = stringing ? Si oui, très legerement sur une seule des 3 impressions au niveau de la couture de chaque objet (c’était 4 cylindres côte à côte). Mais franchement rien de méchant.
-
Je viens de finir quasi 5h de print (reparti sur 3 impressions différentes) avec le PETG Elegoo. RAS, ce qui est plutôt rassurant. Les problèmes rencontrés viendraient donc probablement : - la qualité du PLA Geeetech. - le fait que j’ai laissé le PETG une demi journée dans le sécheur (non étanche) éteint. - le cumul de petits réglages que vous m’avez fait faire qui ont certainement joués aussi ! Je referais des tests dans la semaine avec une autre bobine de PLA Geeetech pour voir et vous tiendrais au courant. Encore merci !
-
Ah ! On tient peut être quelque chose alors. Je suis à ~50% d’humidité dans la pièce ou j’imprime, donc ça pourrait expliquer le fail sur l’impression en PETG que je n’avais pas reseché. Je relancerais des impressions demain, avec toutes les modifications que l’on a évoquées depuis hier soir. Je me laisse l’esprit tranquille pour aujourd’hui ! Merci pour vos réponses. Je vous donne des nouvelles dès que j’ai refait qques test !
-
Ok, donc on élimine un éventuel problème de vitesse aussi sauf si la MVS par défaut de mon PETG était vraiment déconnante (je vérifie ça cet aprem). Et donc ça ne vient pas du fait que j’imprime souvent sécheur allumé (merci le pays basque et son hygrométrie sympathique). Peut être éventuellement un problème de reprise d’humidité (ça se dit ?) dans la nuit, le sécheur n’étant pas étanche et n’ayant pas reséché pendant 6h le PETG avant le print suivant ? Possible sur même pas 24h ? Merci ! J’ai bien lancé le test depuis Orca hier. Faut que j’interprète ça cet aprem !
-
Bon, vu que j’avais pas mis sous vide le PETG la nuit dernière, je l’ai reseché et mis à l’abri pour la nuit. Les températures sont modifiées (-10°C sur la 1ere couche). J’ai imprimé le test de MVS sans problème avec le PETG, faut que je fasse la mesure et le calcul mais je ferais ça la tête reposée demain. On est d’accord que sur Orca, lors du test, cela outrepasse la MVS par défaut du filament ? (Sinon il faut que je le refasse …). On a fait le tour des variables normalement ? Juste une question concernant les vitesses dans le slicer : vous les modifiées en fonction du filament ou du type d’impression ? Ou vous laissez les valeurs par défaut et la MVS appliquer les limites hautes ? Et dernière piste qui m’est passée par la tête cette nuit (oui ça me travaille un peu cette histoire …) : est-ce que le fait d’imprimer avec le sécheur de filament allumé peut avoir une incidence (filament à 50°/60°C pour le PLA/PETG) ? @pjtlivjy je crois qu’on a le même sécheur.
-
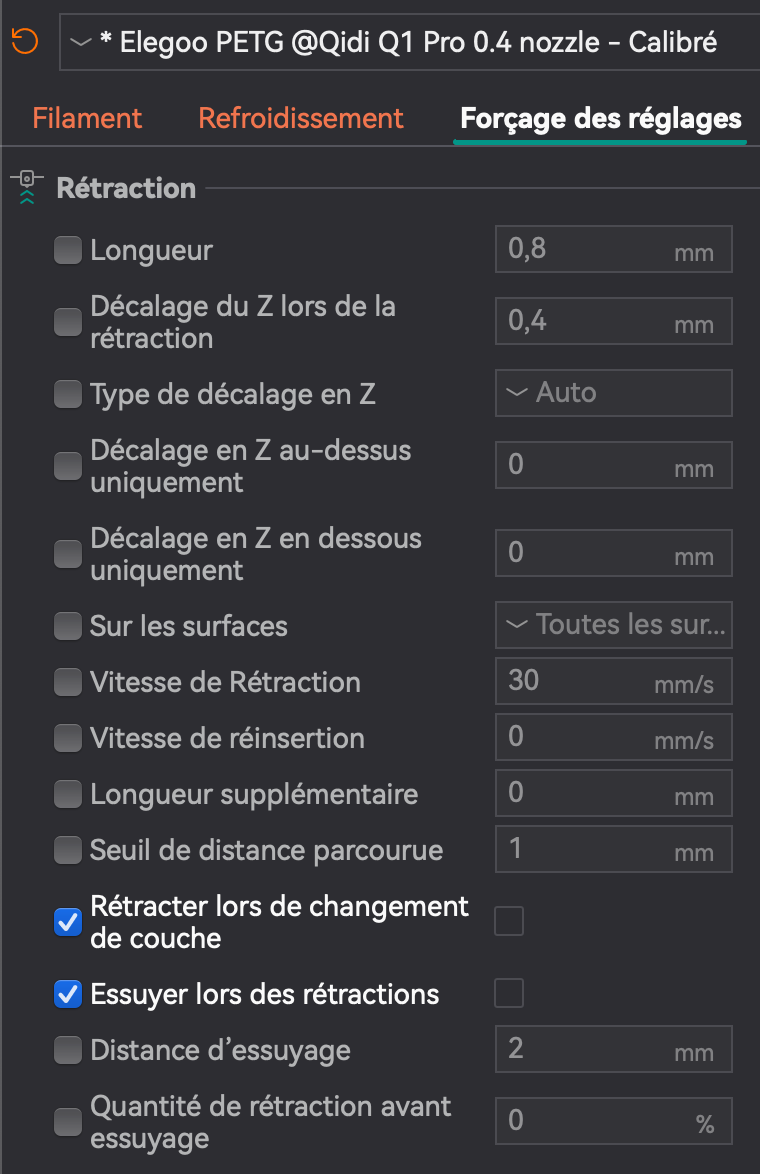
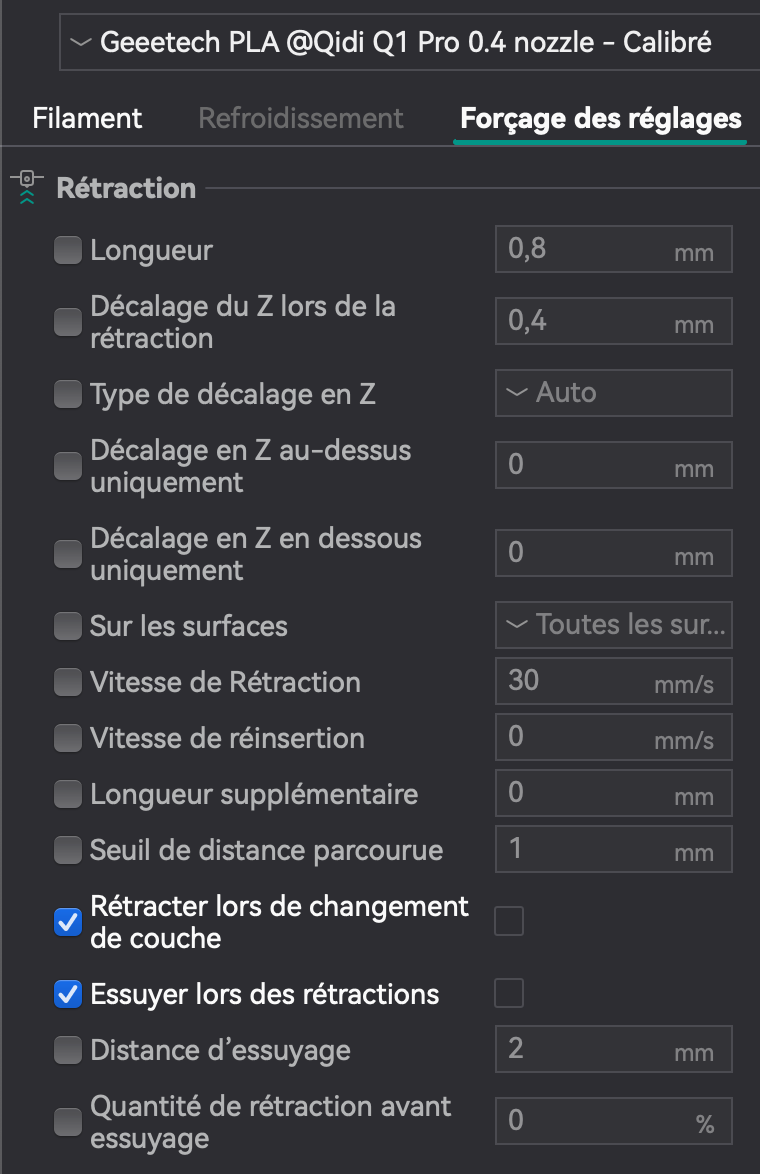
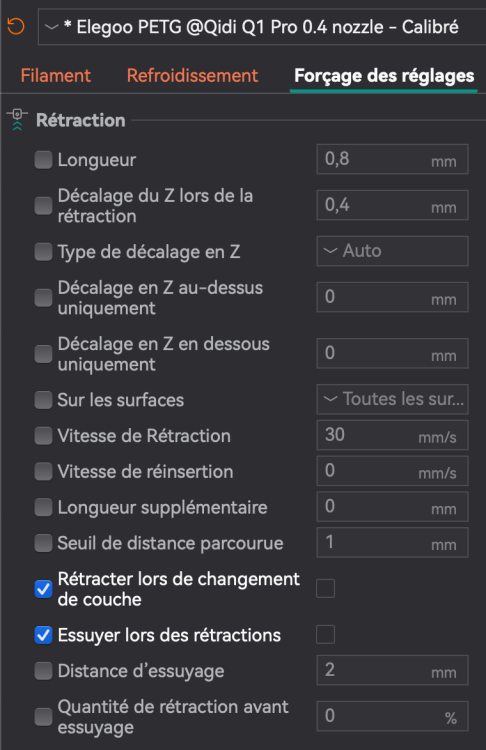
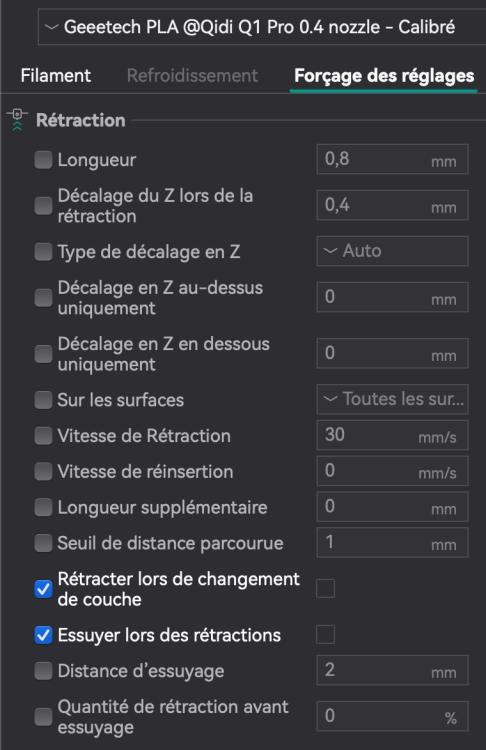
La pièce est à température ambiante (18/19°C en ce moment et depuis que j'ai l'imprimante). Ci-dessous les captures d'écran des paramètres par défaut de rétraction. Ça parait logique pourtant ! Je corrige ces paramètres. Merci
-
Ah … j’avais pourtant suivi un tutoriel pour la calibration (YouTube, Technappa de mémoire, merci les internets ) qui expliquait que ça permettait d’avoir une 1ere couche mieux écrasée ! Je change ça ! Du coup, si la température des autres couches correspond à la température de mon test de calibration, je pars sur combien en dessous pour la 1ere couche ? 10°C ? Tu penses que ça pourrais expliquer mes problèmes ? J’avais l’impression que ça arrivait plus tard dans les impressions
-
D'habitude je laisse ouvert (je n'ai fait que PLA/PETG pour le moment et c'est indiqué en gros sur l'écran de l'imprimante quand on lance l'impression donc j'applique la consigne, bête et méchant ! Je viens de télécharger Qidi Studio, ça ressemble fort à Orca en effet et le réglages ont l'air strictement identiques. Il vaut mieux que je parte sur Qidi Slicer ?
-
Je vais quand même lancer le test de calibration de la vitesse volumétrique au cas où mais pas sûr que cela vienne de la en effet. Pour les autres points : - ventilateur : pour moi, oui il est fonctionnel, il tourne bien et sans bruit. - tube PTFE : aucun soucis pour faire glisser le filament dedans. Pas de point dur sur le trajet. Il me suffit de pousser le filament depuis le sécheur avec seulement 2 doigts en pinçant très légèrement et ça glisse sans problème. - pour le reste, le problème c'est que je n'ai pas de point de comparaison ou d'outils pour vérifier le bon fonctionnement de ces éléments Autre point qui vient de me faire tilt, je me rends compte que j'ai oublié de retirer le capot et entrouvrir la porte ce matin sur mon impression qui a échouée. Est-ce que ça pourrait être à l'origine du problème que j'ai rencontré suite à une surchauffe dans le caisson ?
-
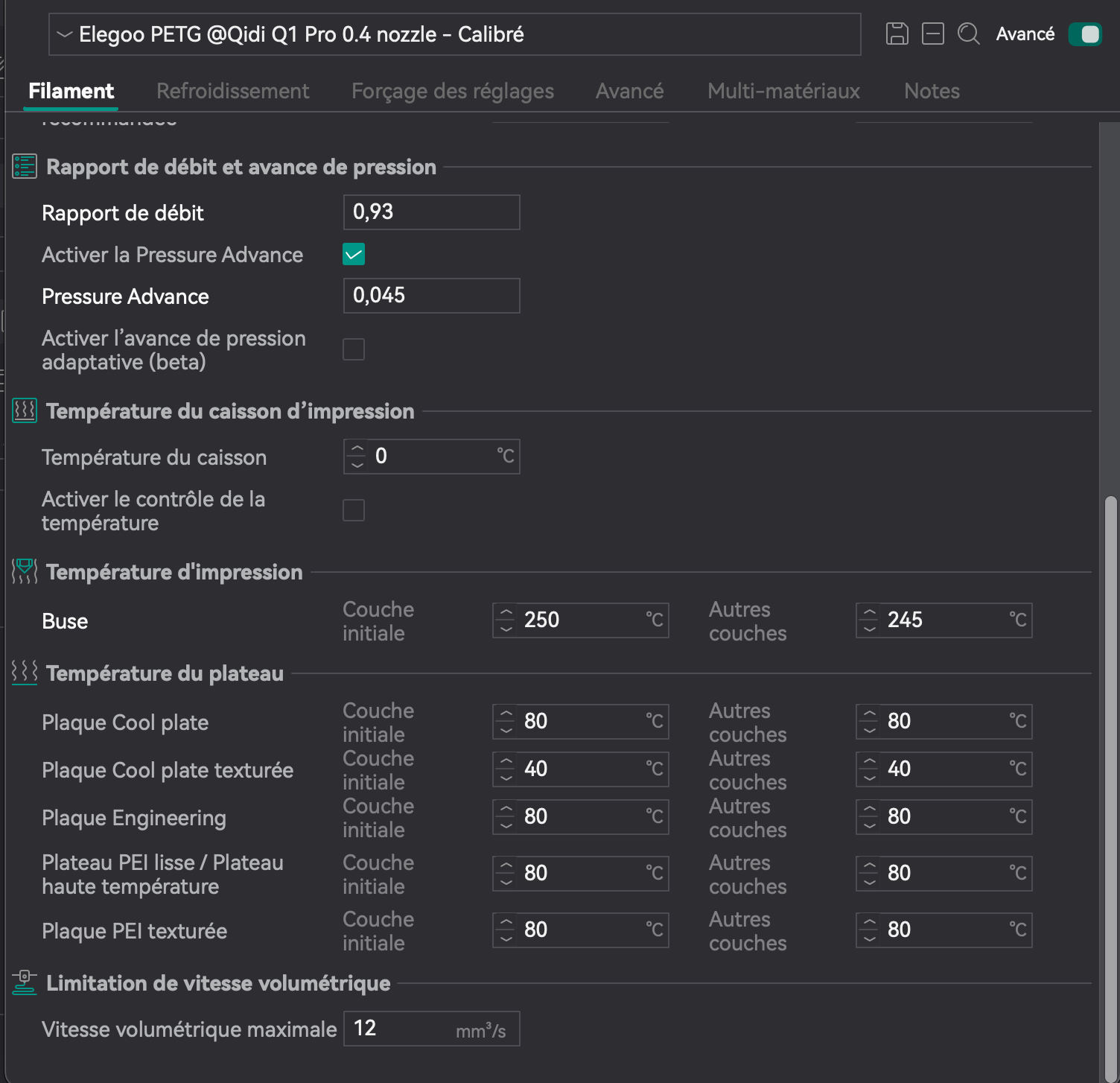
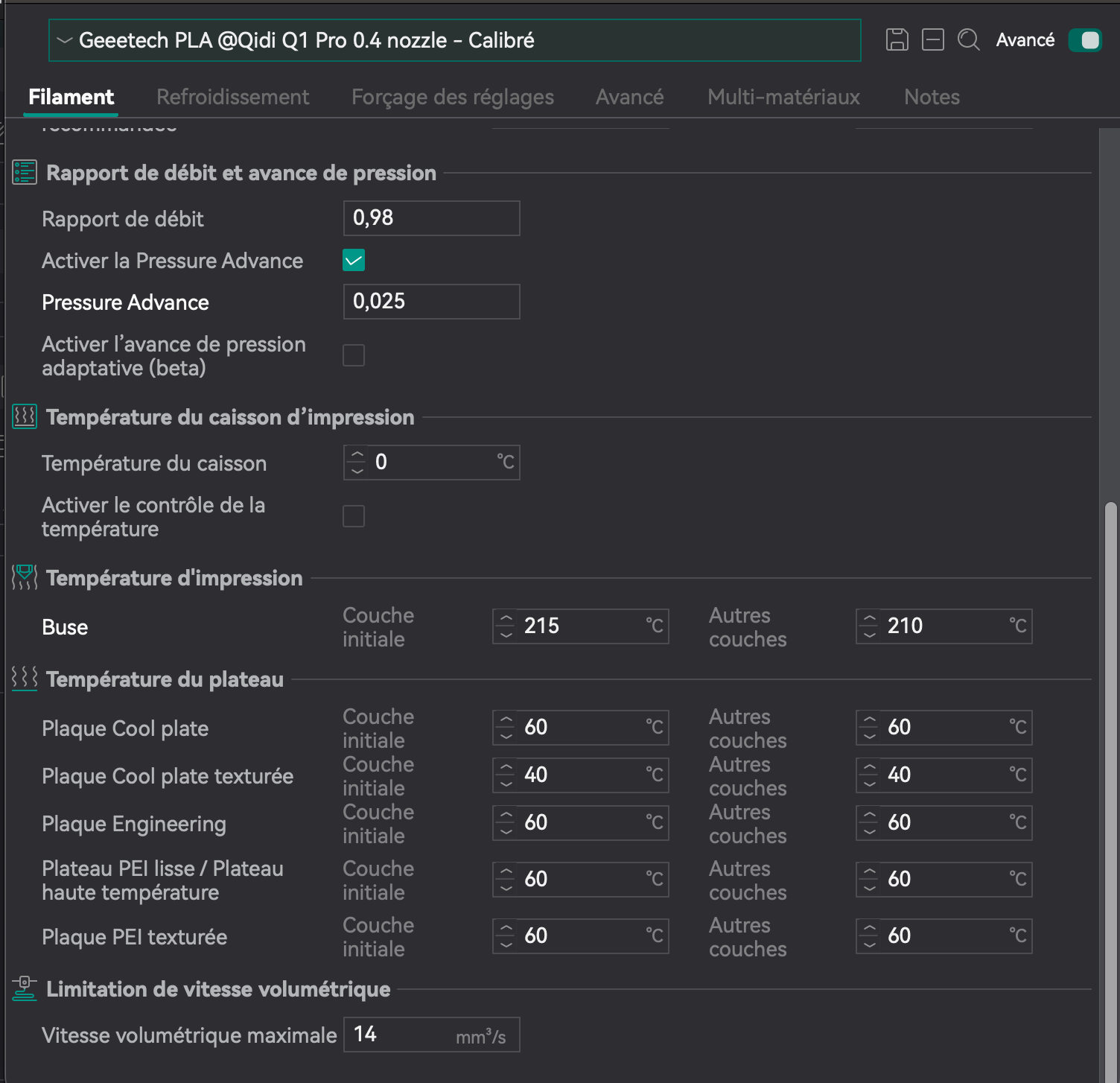
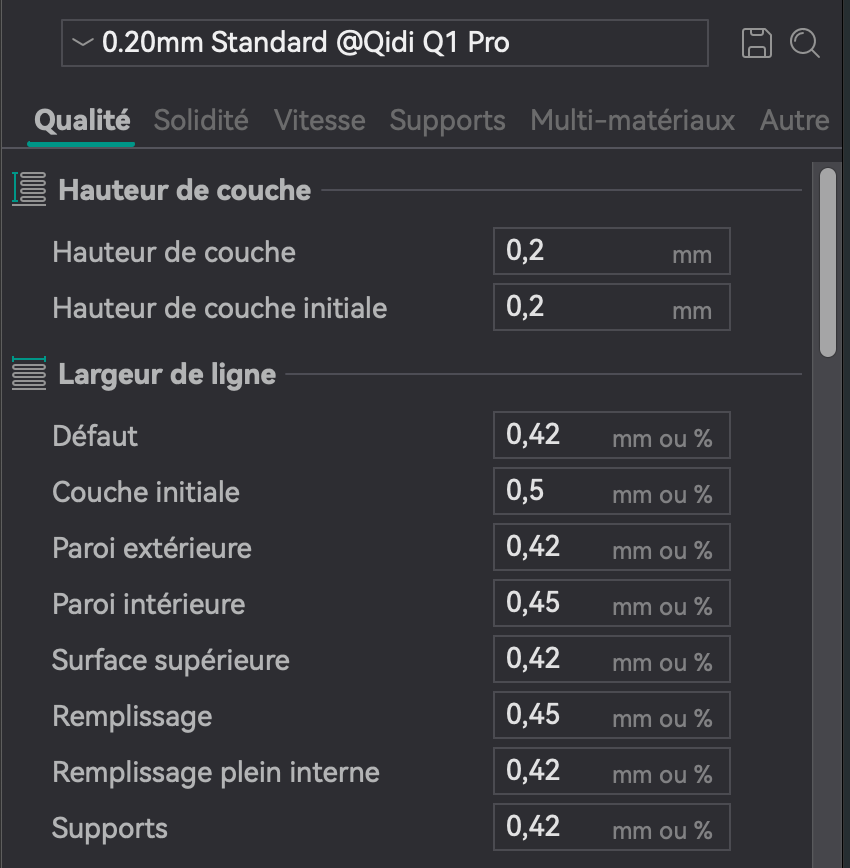
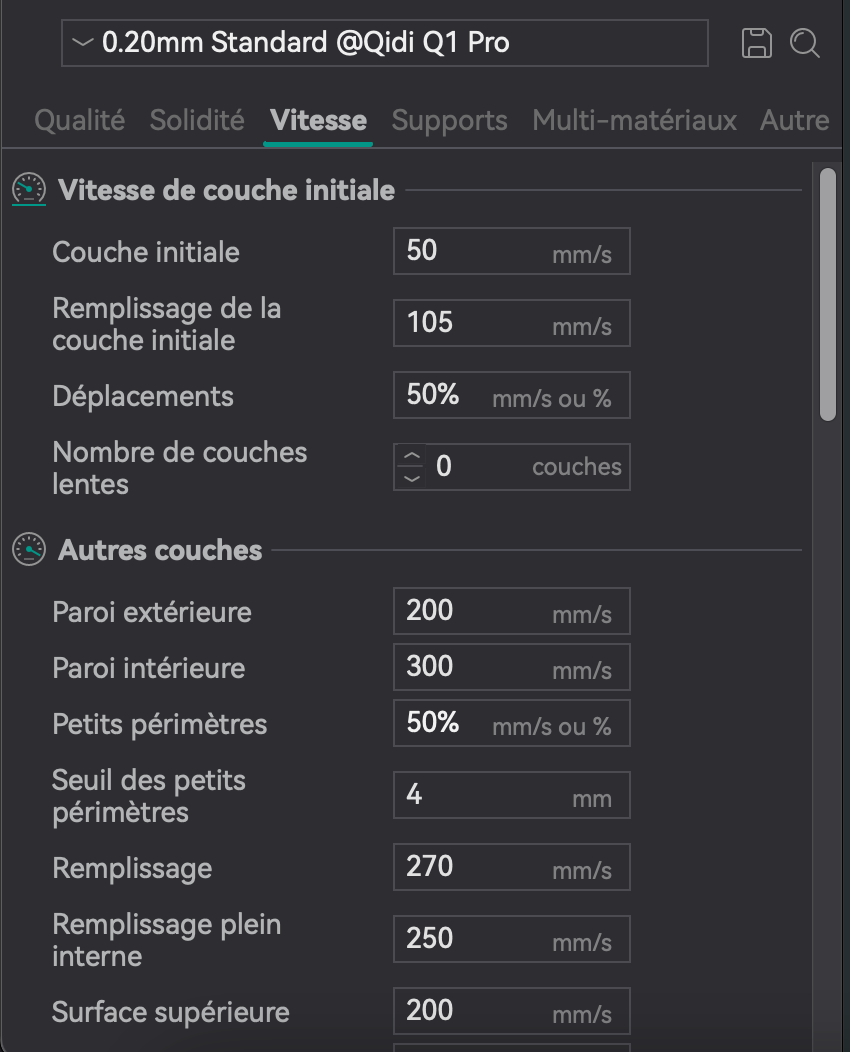
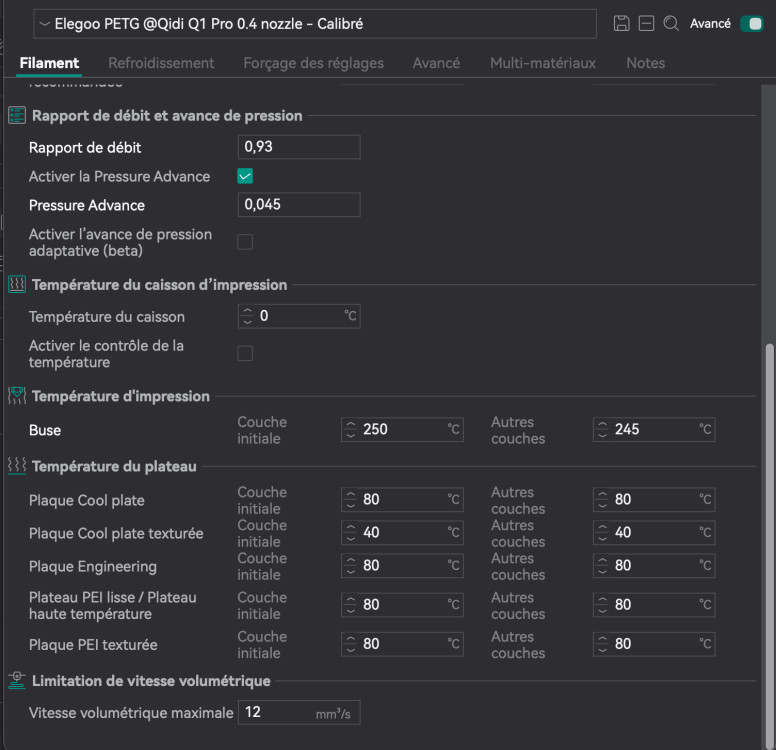
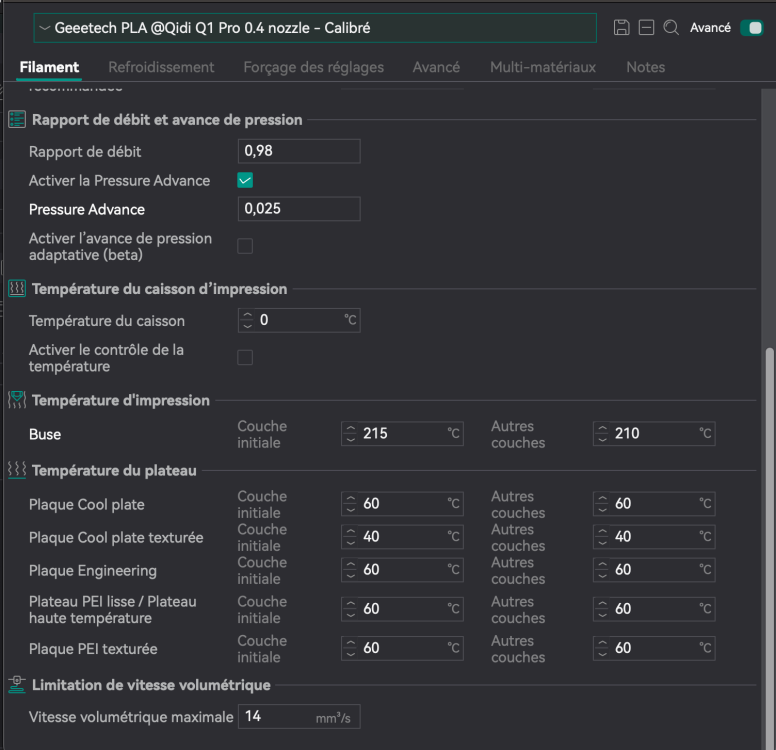
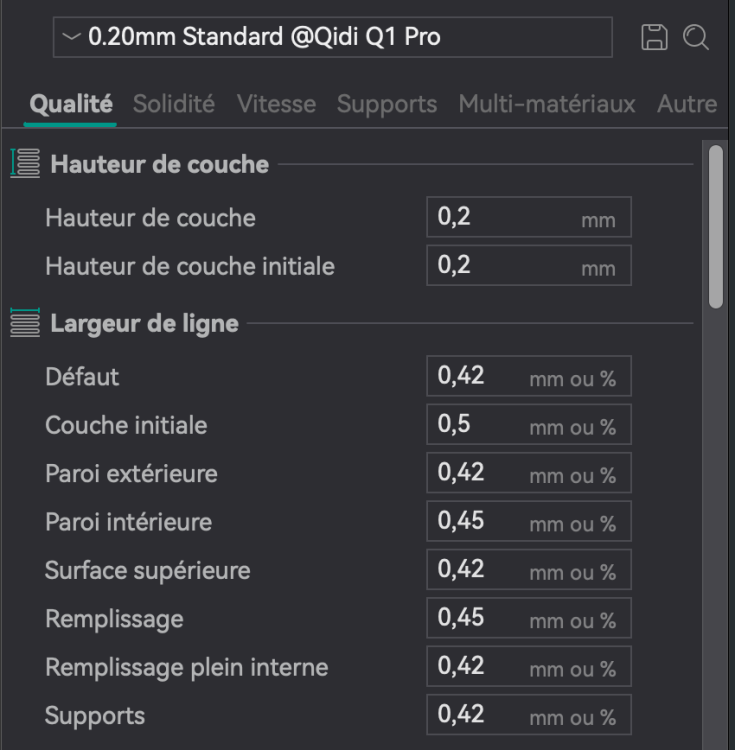
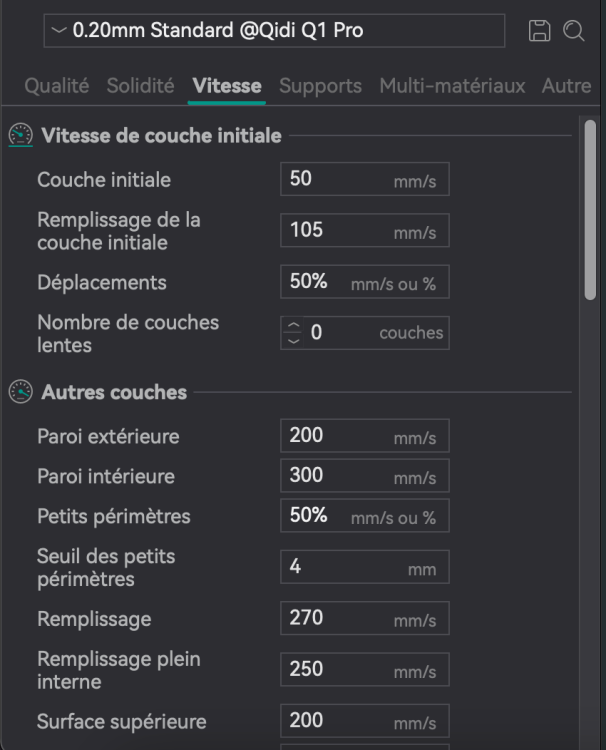
Désolé, je suis tellement perdu, que je ne sais plus quoi vous donner comme infos ... Alors ci-après captures d'écran de mes paramètres pour le PETG Elegoo et le PLA Geeetech avec lesquels j'ai rencontré des problèmes. En sachant que j'ai réalisé les calibrerions de température (tour de température), de PA et de rapport de débit (mode YOLO sur Orca), dans cet ordre, pour chaque filament. Mais pas le test de vitesse volumétrique dont les valeurs sont restées par défaut. Et également les paramètres d'impression avec le profil par défaut 0,20mm Standard @ Qidi Q1 Pro d'Orca. La première couche est bien indiquée à 0,5mm en largeur (sur le profil par défaut de l'imprimante ...). Je n'ai touché à aucun de ces paramètres que ce soit pour le PLA ou le PETG (qui étaient donc les mêmes qque soit le filament imprimé). Ce que je ne comprends pas si il s'agissait juste d'un problème de paramètres, c'est pourquoi, sachant que j'utilise ces même paramètres sur toutes les impressions, certaines sortent nickels et d'autres échouent ... Si vous avez besoin d'autres infos pour m'aider à y voir plus clair n'hésitez pas ! Et merci pour le temps que vous voudrez bien me consacrer
-
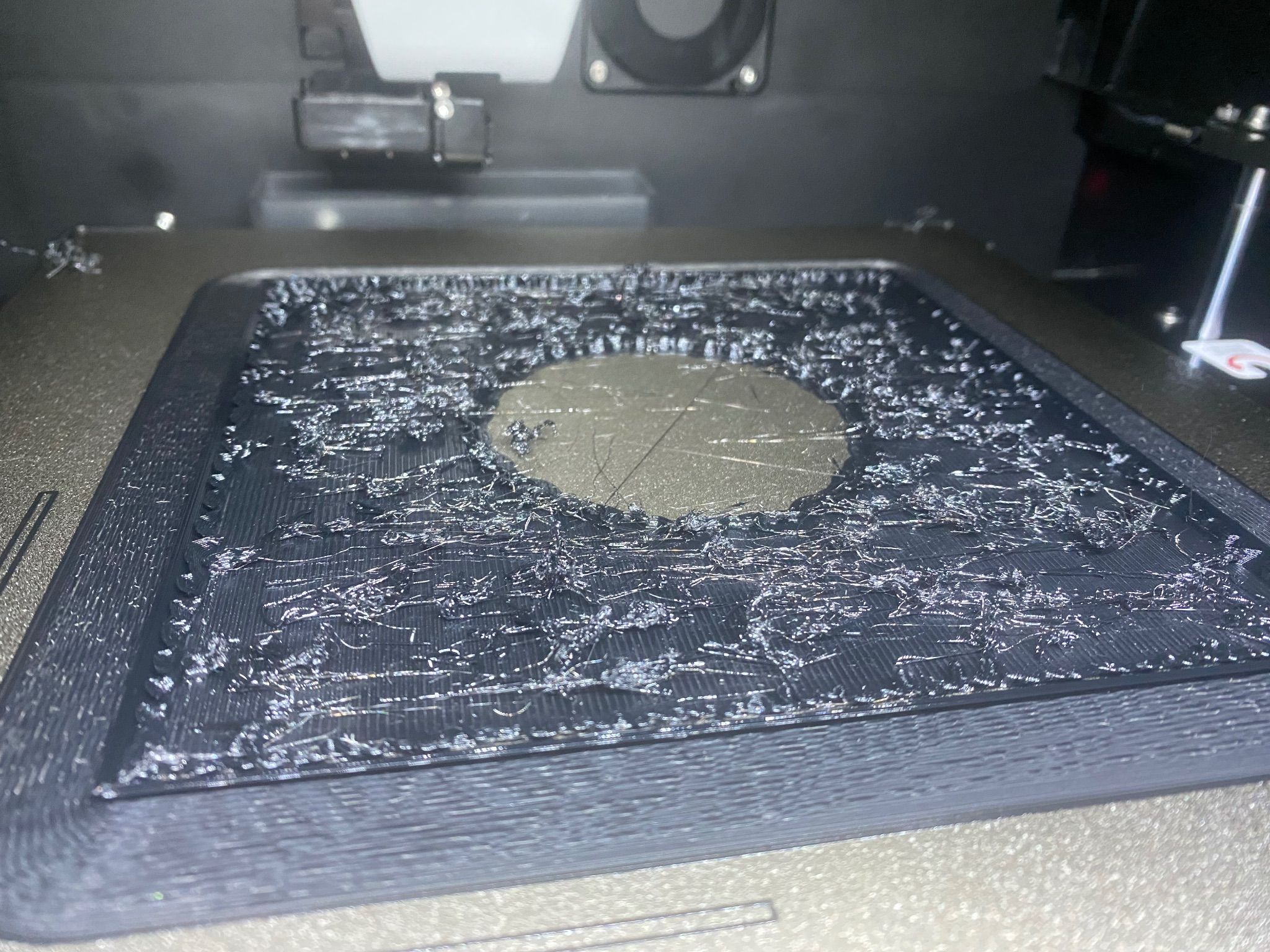
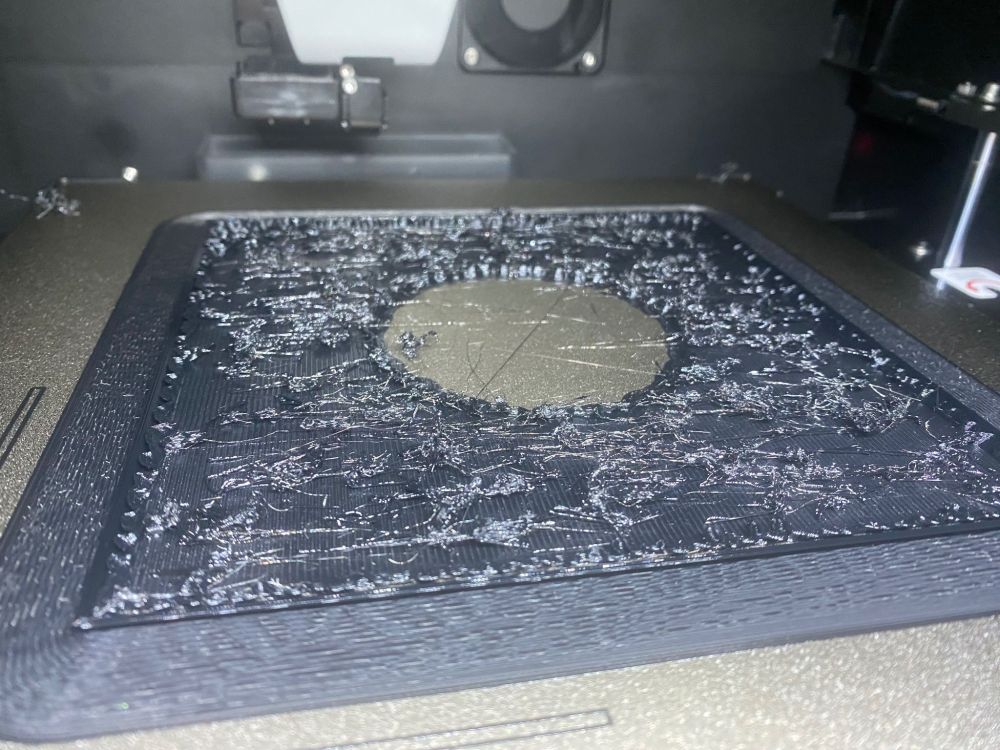
C'est ce qui m'inquiètes aussi. Ou alors j'ai bouché la buse en voulant nettoyer avec le filament de nettoyage (ce qui serait quand même bête ...). Je laissé les réglages par défaut d'Orca, première couche à 0,5mm (et je me rends d'ailleurs compte que les vitesses d'impression ne suivent pas du tout en fonction du filament choisi ...). Je n'ai pas eu ce problème sur les impressions réalisée hier, le brim était propre (d'ailleurs, ça ne se voit pas sur la photo, mais la partie arrière du brim était nickel aussi, il n'a frisé que sur l'avant et les côtés. Aucune idée ... le ventilateur à l'air de tourner correctement (pas de bruit, rotation homogène). Comment vérifier l'absence de défaut dans le heatbreak ou la buse ? Je n'avais pas de hotend de rechange avec l'imprimante, et je ne pensais pas avoir besoin d'en commander une aussi tôt ... Afin d’être sûr d’écarter toute responsabilité autre que l’imprimante, est ce que fail en photo ci-dessus pourrait être causé par autre chose qu’un bouchage de la buse ? (Humidité du filament bien que seché hier ? Paramètres d’impression - vitesse, température, ventilation, température de la chambre) ?
-
Bon, après quelques impressions réussies hier en PETG, nouvel échec ce matin … Mais je n’arrive pas à savoir si c’est le même problème qu’avant le PLA ou non. Je n’ai pas l’impression que la buse se soit bouchée cette fois, ça j’ai pu décharger le PETG et faire passer un filament de nettoyage sans problème. Je vous mets une photo de l’état de mon impression, alors que l’impression des supports commençait tout juste (STL maison). Du coup, je me demande quand même si je m’y prend bien ?! Y-a-t-il un nettoyage particulier à faire après chaque impression ? Laissez-vous le filament chargé dans le tube PTFE de l’imprimante ? Pour le PETG, aurait-il fallu resécher le filament (je l’ai juste laisser dans le sécheur pour la nuit) ? Edit : en voulant recharger le filament pour relancer une impression, finalement j’ai bien un blocage
-
C’est là que je me rend compte qu’autant j’ai pas mal creusé le sujet de l’imprimante, ou je ne me suis pas tant focalisé sur le filament, alors qu’il faut réfléchir à l’ensemble comme un tout pour avoir une bonne expérience !