laurent37
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par laurent37
-
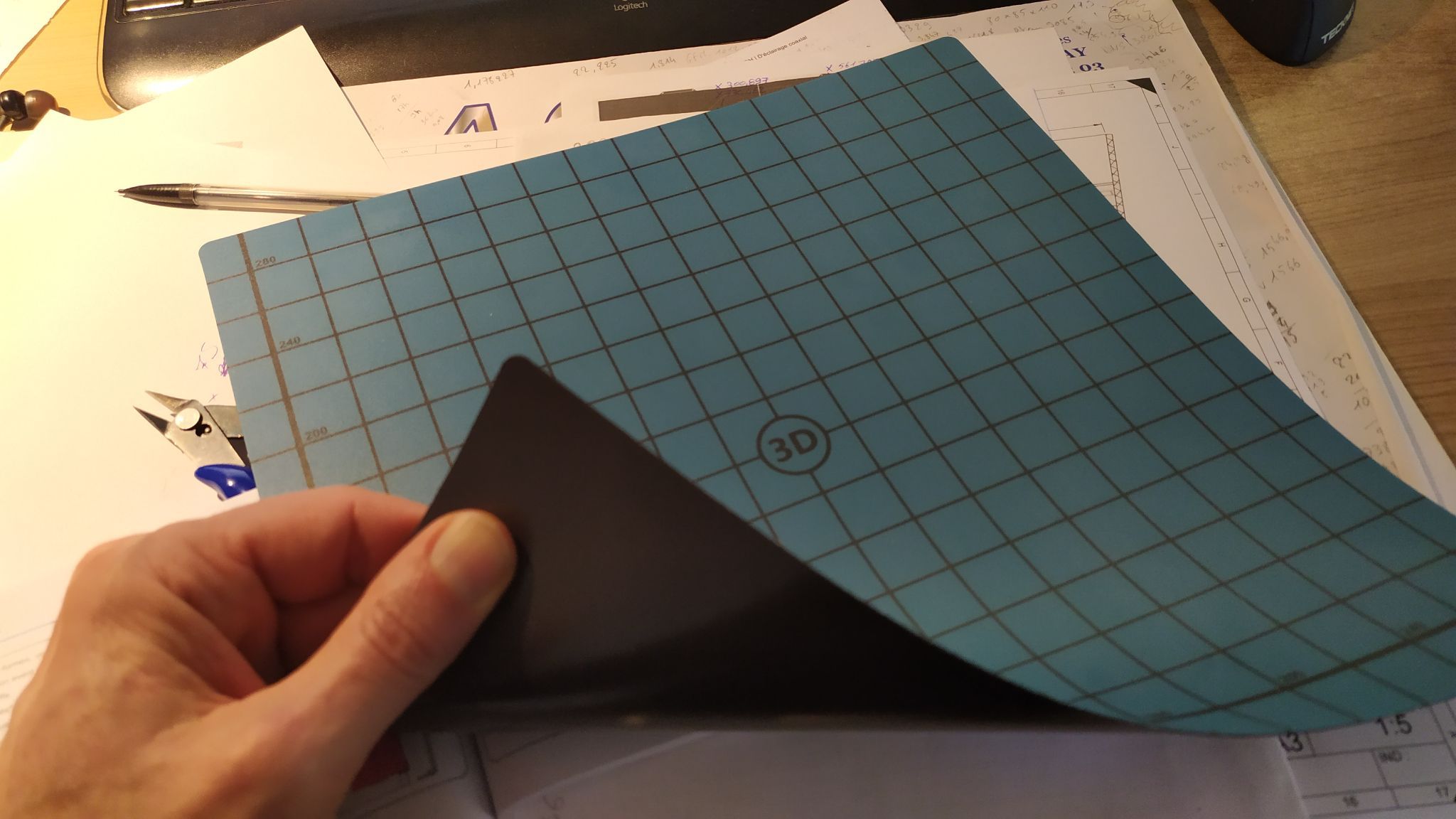
Bonjour à tous, Sur une elegoo Orange Storm Giga, j'essai d'imprimer un capot qui fait environ 600x400x350 La matière utilisée est du PLA Plus ProSpeed (impact) de chez Rosa3D Cela fait 2 fois que je rencontre le problème, à un moment donné, une couche se décolle (voir photos) Buse à 220°, plateau 60° J'ai besoin d'avoir une surface lisse, donc pour éviter le ponçage j'utilise des tapis lisses aimantables et non les plaques d'origines Le soucis c'est qu'elles ont tendance à se décoller sur les bords Auriez-vous une piste à me donner pour résoudre mon problème ? D'avance merci


-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
effectivement même avec une buse de 0.6 c'est pas top top, j'ai beau essayé de faire différents réglages c'est toujours la couche qui touche à celle des ponts qui déconne. j'arriverai peut-être à utiliser cette matière mais il va bien falloir choisir la pièce... Du coup, je me suis rabattu sur du PLA ESD de chez 3DXtech (je sais ça n'a rien à voir avec l'abs) Beaucoup plus facile à utiliser Si un jour j'ai l'occasion, j'essaierai l'ABS ESD de chez eux

-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Je ne recommande pas Nanovia mais 3DXtech je commande également une buse de 0.6 en espérant pouvoir utiliser la bobine Nanovia -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
En parallèle d'acheter une autre marque, je commande une buse de 0.6 sur la doc ils disent buse minimum 0.5
-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
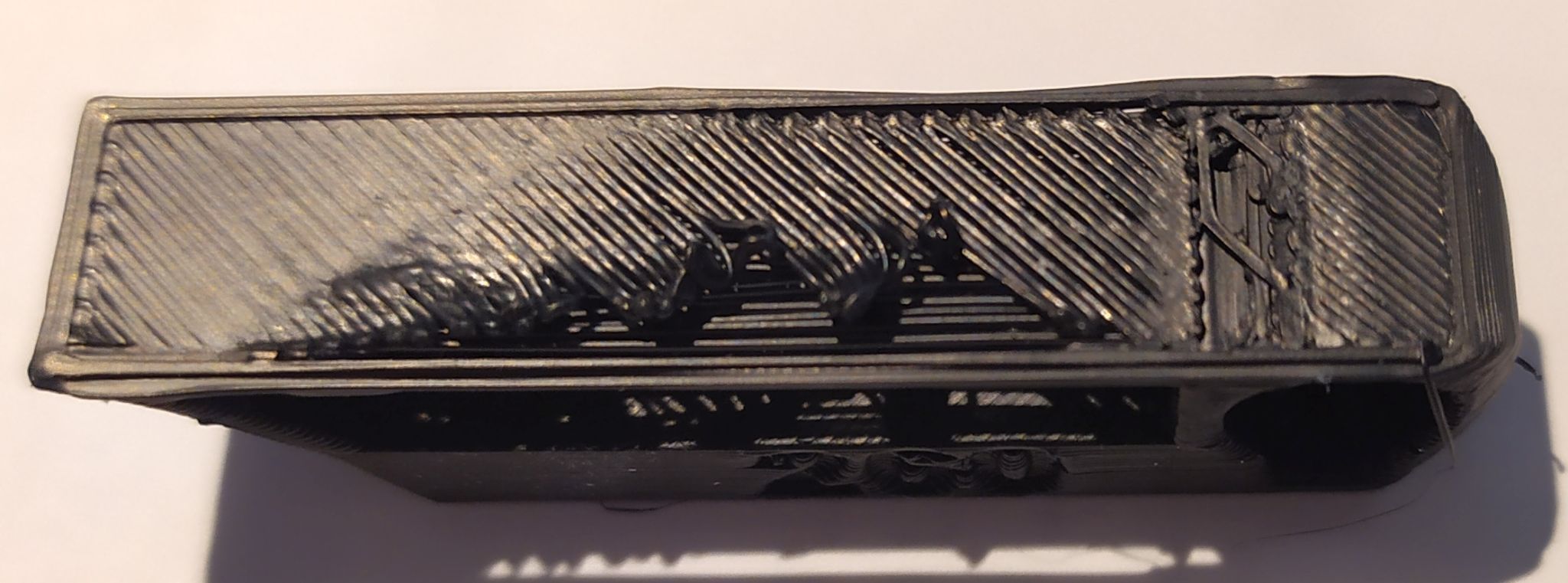
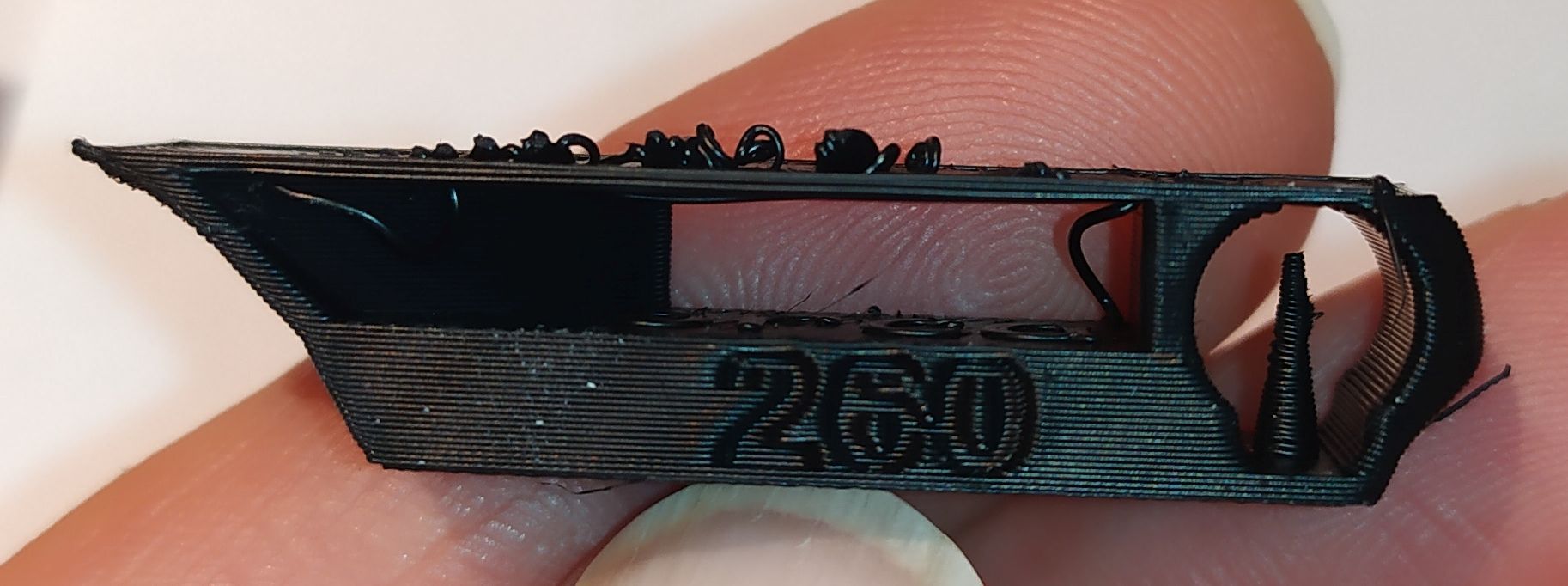
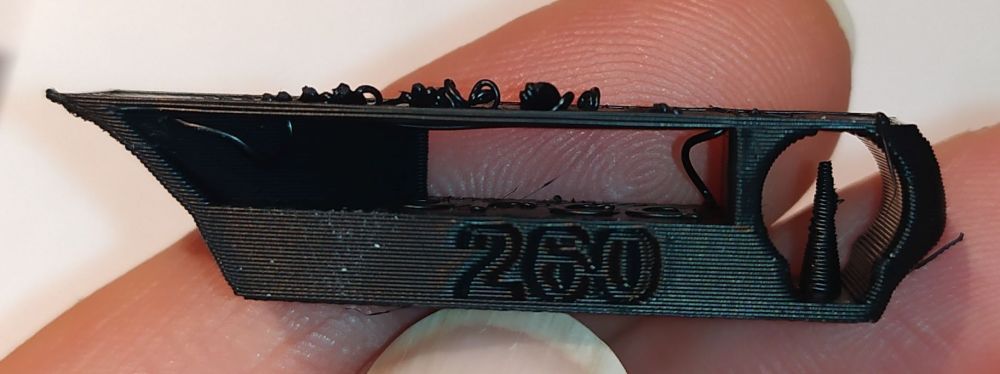
Bonjour, Résultat du test avec une config sans rien changé slicer : bambu studio buse : 0.4 profil : 0.08 mm high quality @BBL X1C filament : generic ABS 1er photo : ABS classic 2eme photo : ABS ESD Nanovia Je pense que je vais commander de l'ABS ESD de chez 3DXtech...en espérant que ça fonctionne mieux

-
Bonjour, Je cherche à savoir comment on fait pour chauffer la chambre avant de lancer une impression Je dois utiliser de l'ABS ESD et le fabricant préconise une température de 90° Merci pour vos réponses Nanovia ABS ESD _ Anti décharge électrostatique _ Nanovia.pdf
-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Avant d'envoyer quoique ce soit , je vais refaire un essai en repartant du début J'utilise Orcaslicer, il gère la X1C et la orangeStorm Merci pour ton conseil, je vais repartir de zéro et te tiens au courant du résultat -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
j'ai réduit la distance de 0.16 à 0.1 ça accroche un peu mieux mais après c'est la couche "pont interne" qui déconne... je vais jamais m'en sortir...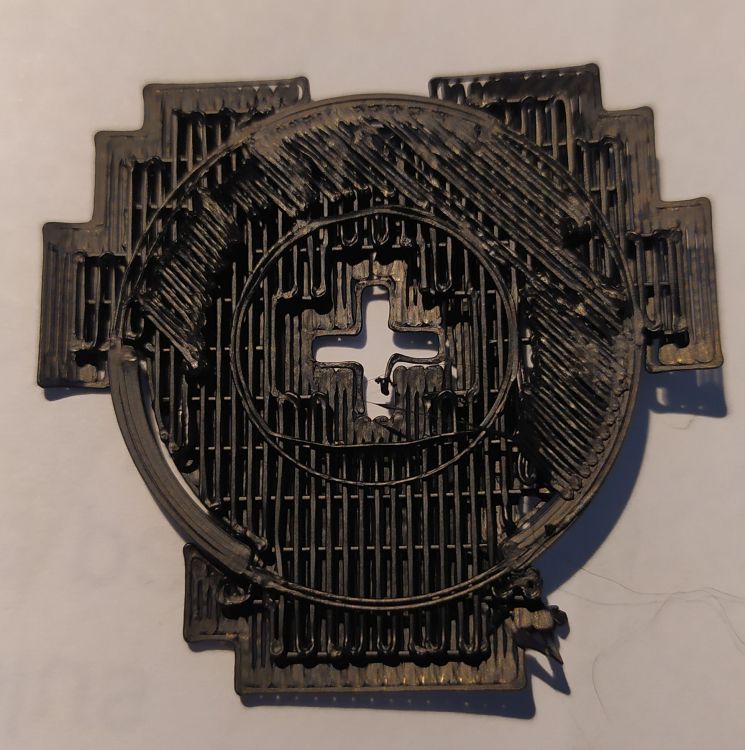
-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
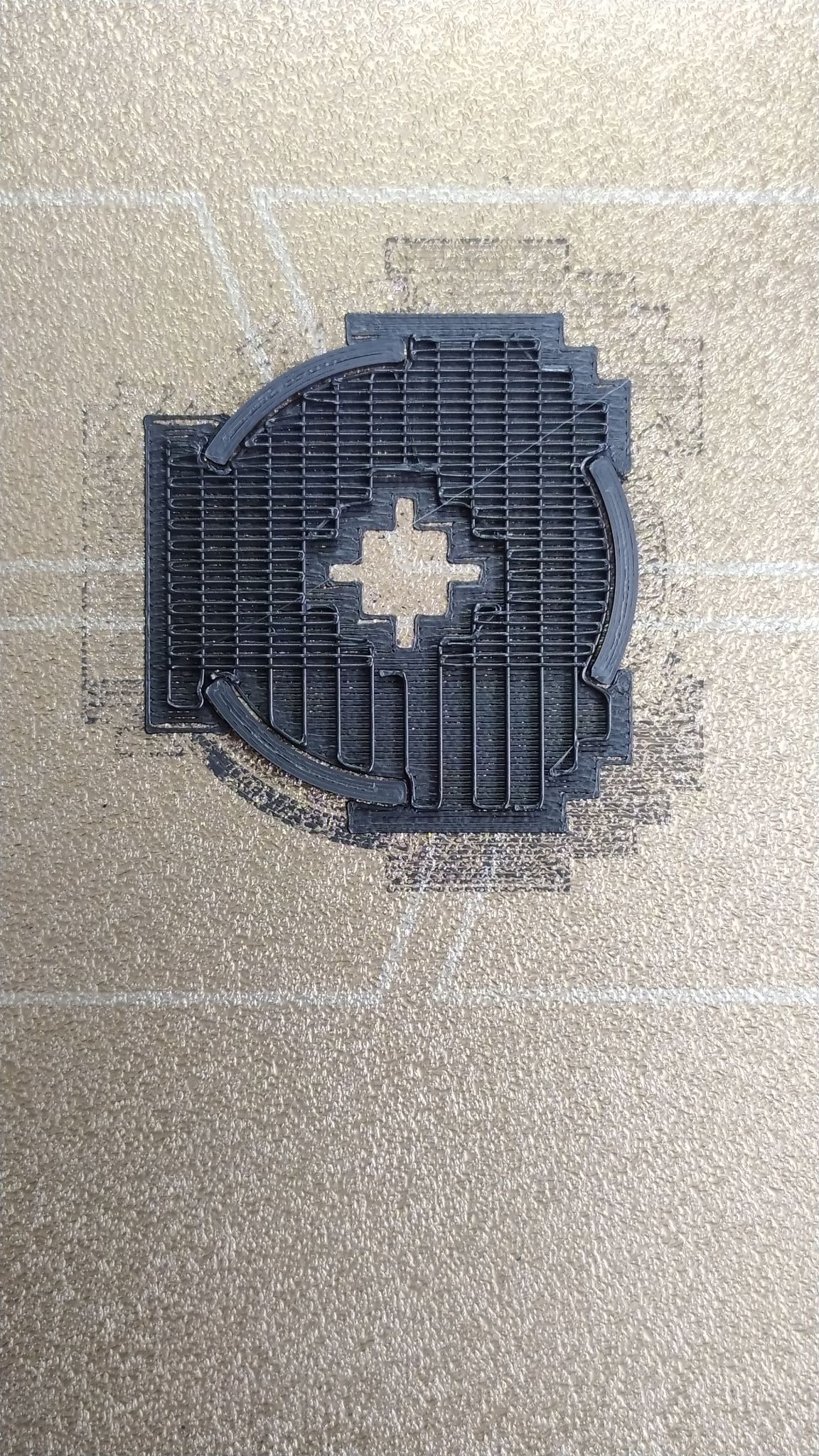
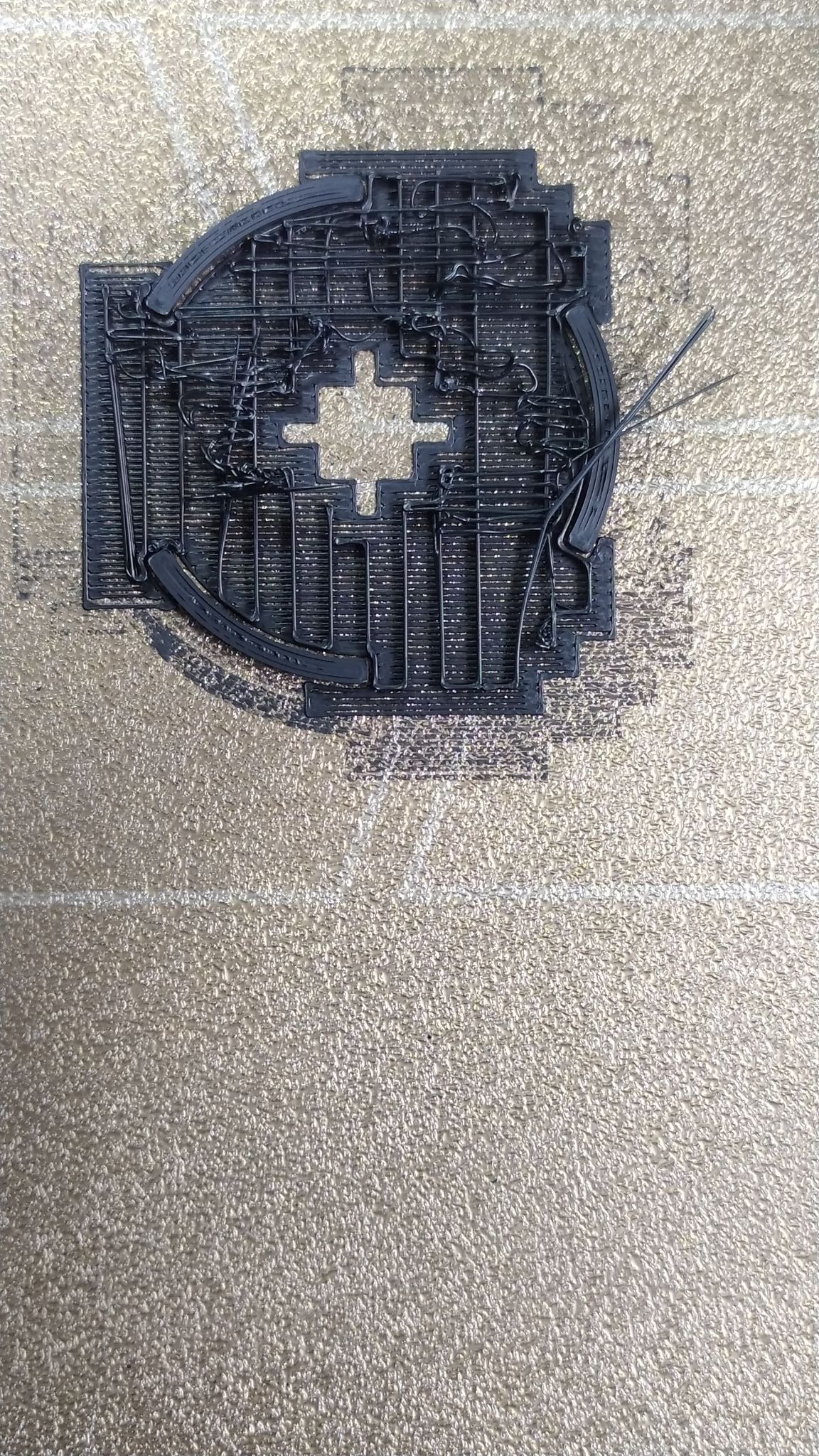
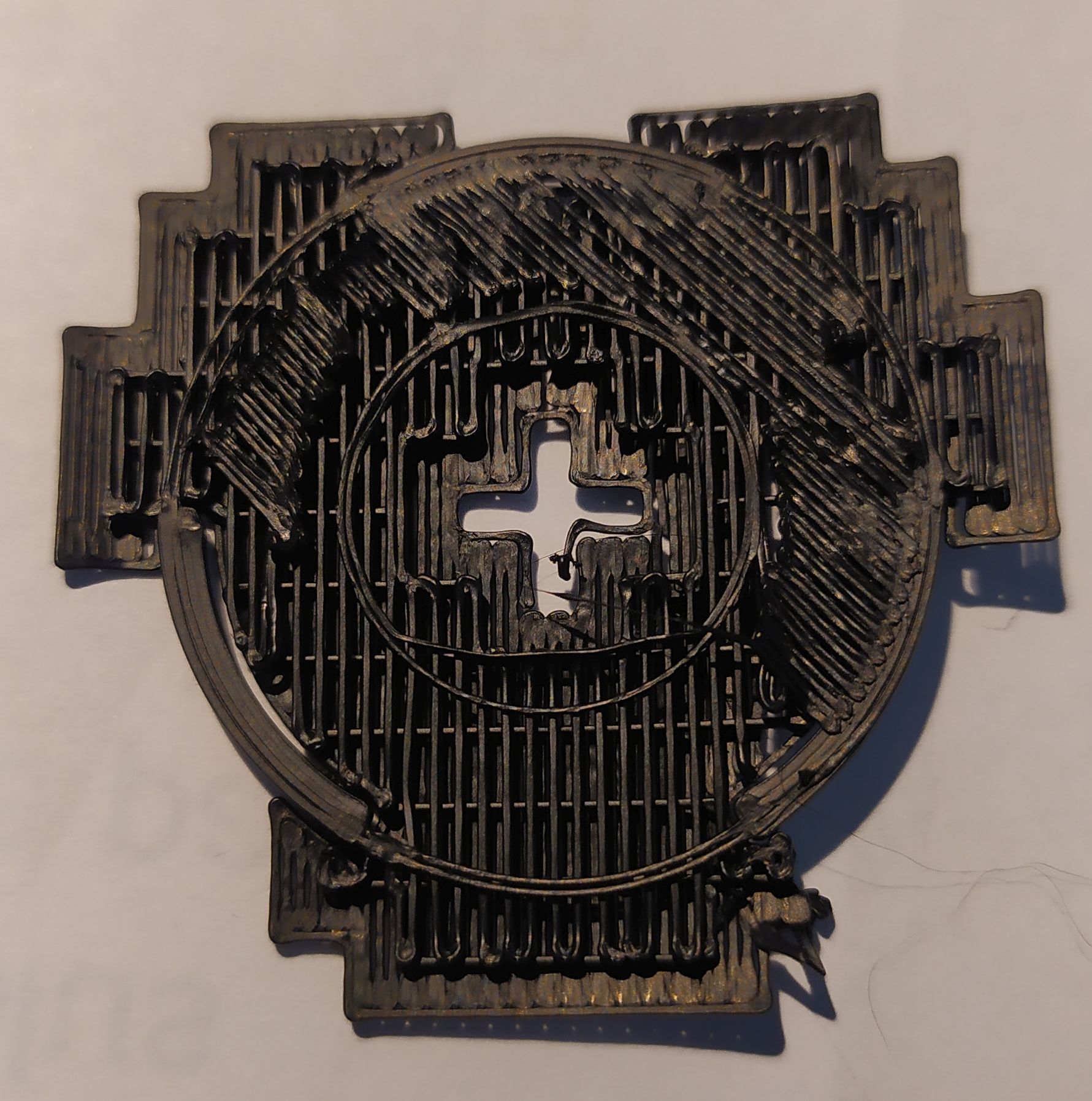
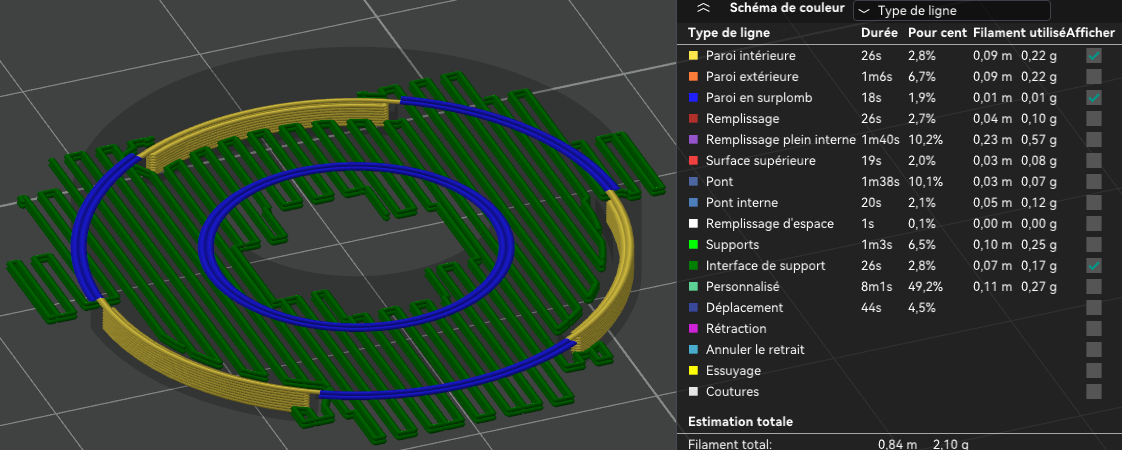
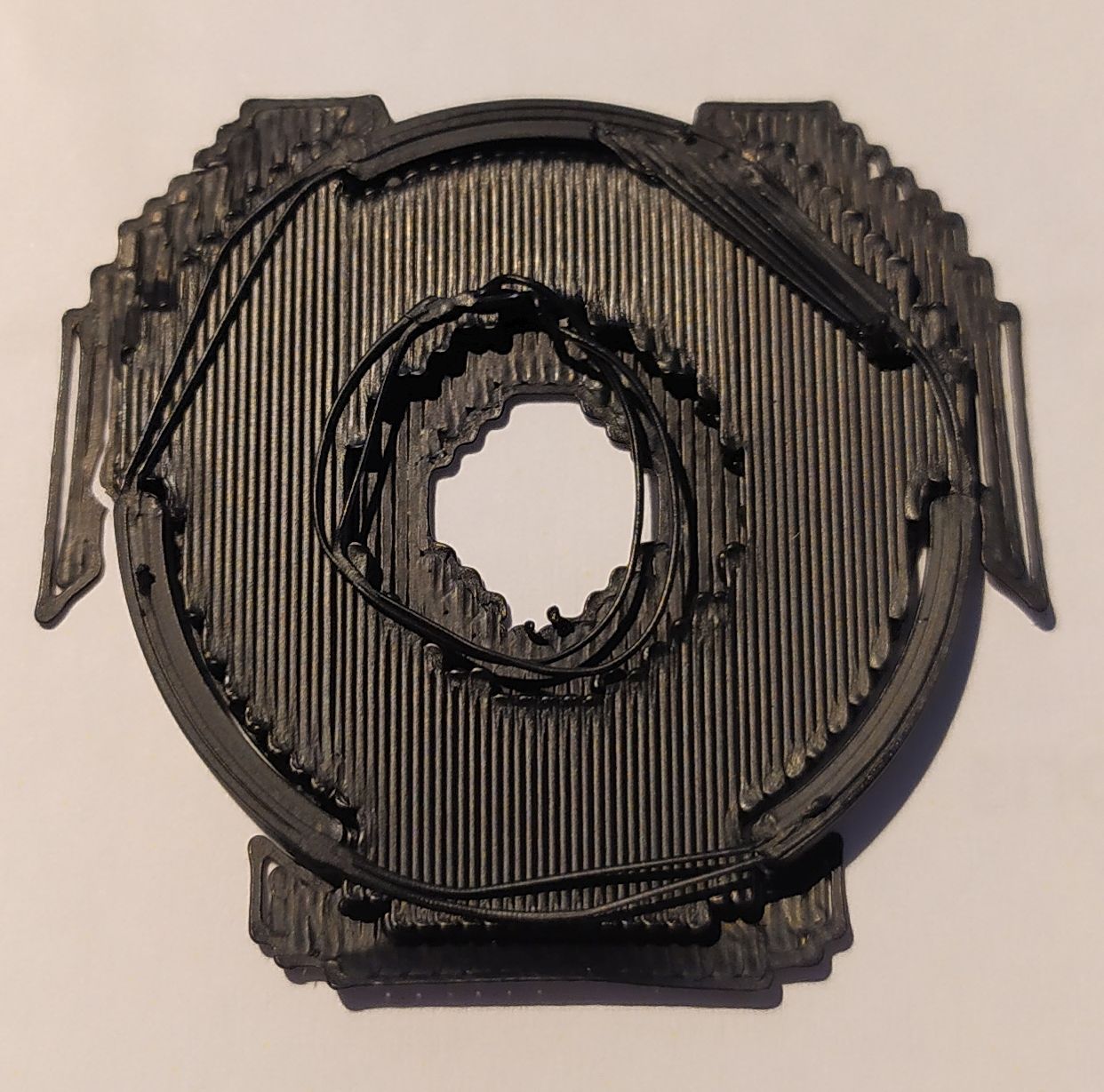
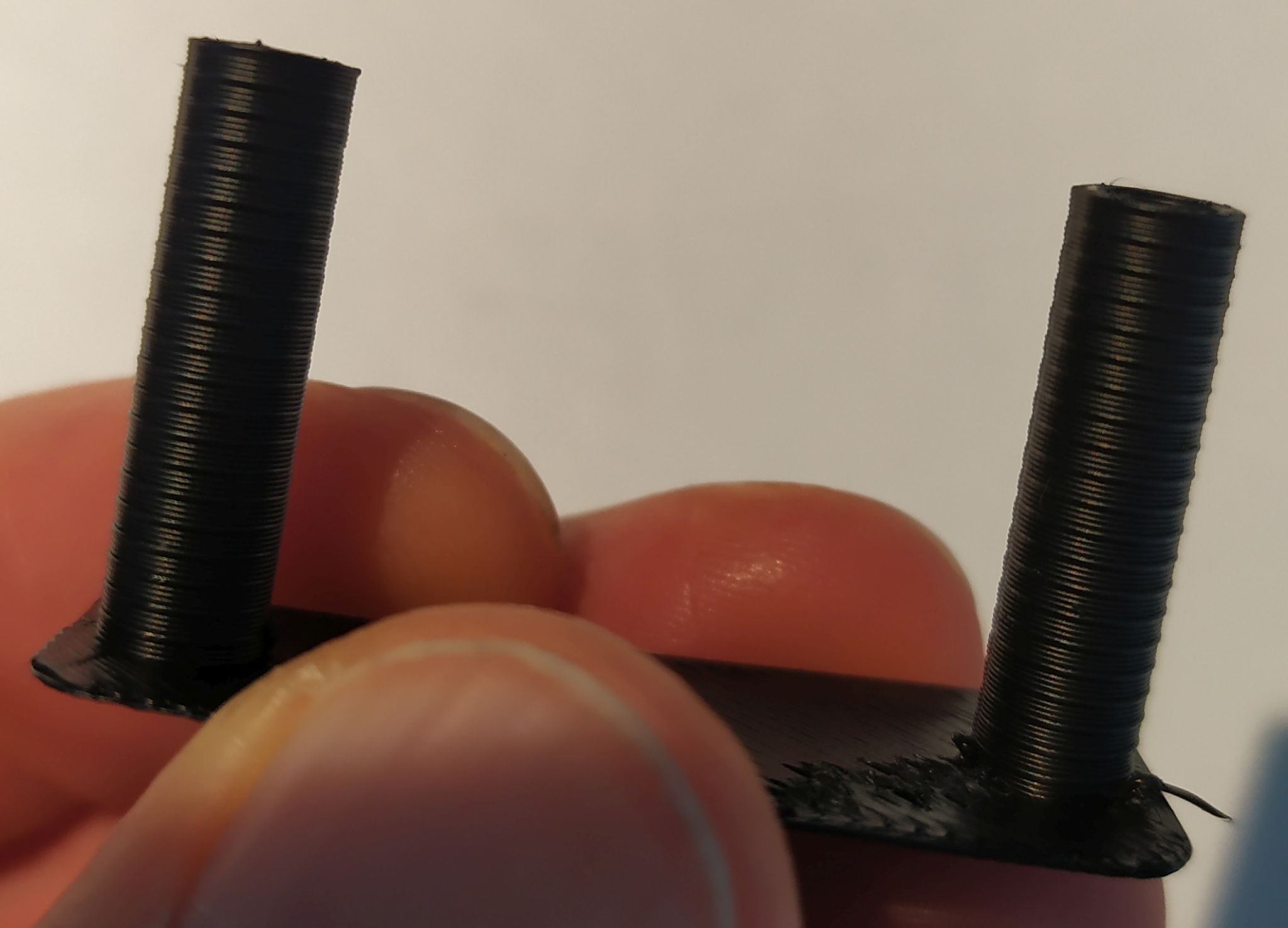
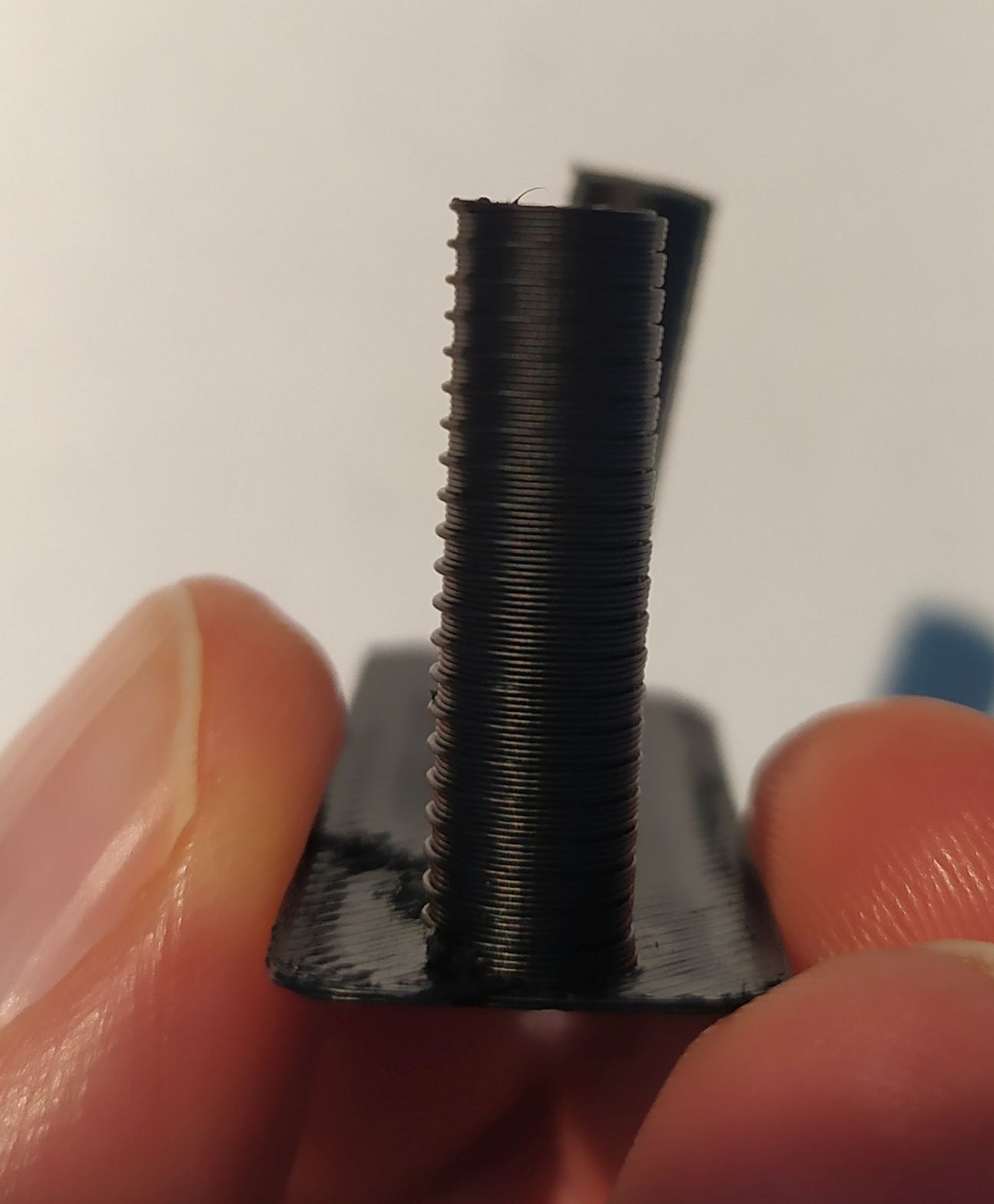
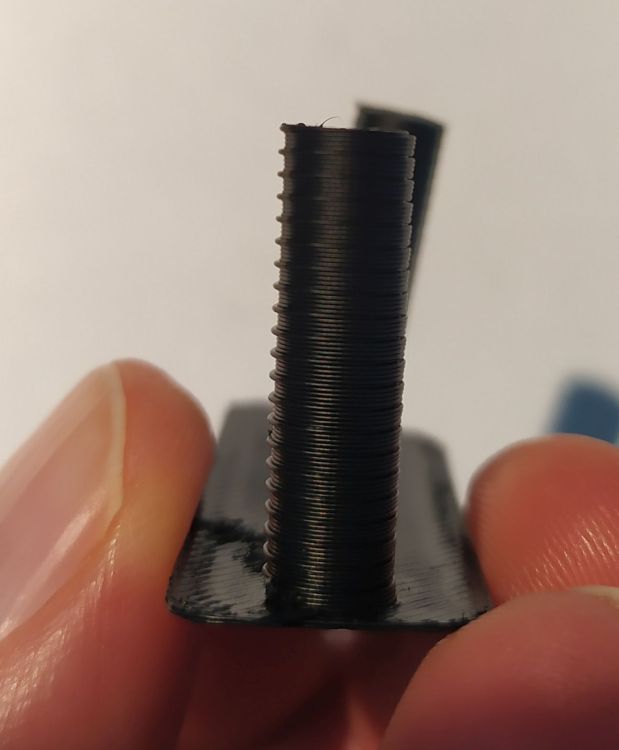
Effectivement la tour a été imprimé alors que la chambre était à température ambiante (23°) Pour l'instant je n'ai pas de problème de décollement du plateau étant donné que je n'imprime que le début de la pièce J'aimerai régler le soucis entre la couche "interface support" et la couche "paroi en surplomb", sur la photo on voit bien que le filament n'adhèrent pas du tout En pièce jointe, une capture d'écran du slicer. Si on compare la photo et la capture, les parois intérieures sont bien collées tandis que le filament de la paroi en surplomb fait n'importe quoi. Si vous avez des idées, je suis preneur
-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Après analyse, je pense que mon soucis viendrait d'une mauvaise adhérence entre la couche "interface support" et la couche "paroi en surplomb" Sur la photo, on voit bien le défaut. Quelqu'un aurait-il une solution à me proposer ? j'ai beau chercher dans les différents menus, je ne vois pas quel paramètre changer... Merci pour votre aide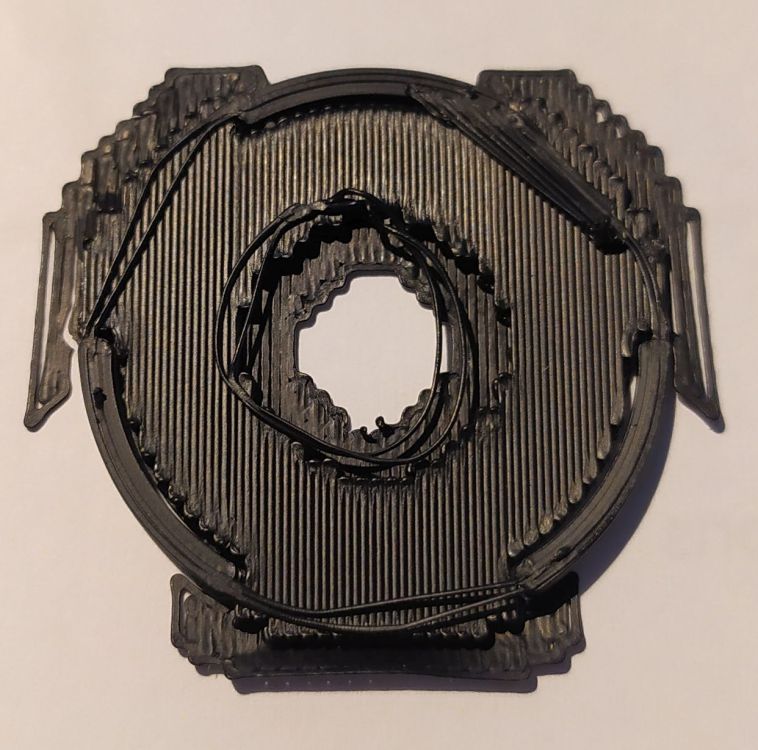
-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
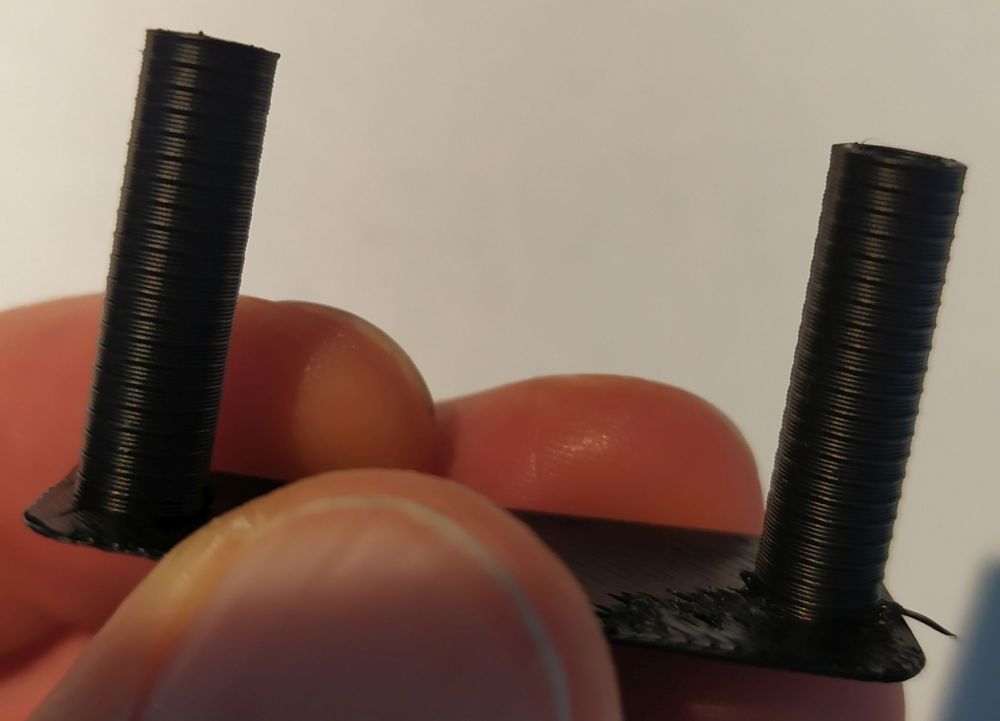
Désolé, je n'ai pas l'habitude des forums Est-ce qu'il existe un tuto sur le forum pour m'expliquer comment faire ? résultat des tests... tour des températures toujours pas convainquant, en plus elle ne s'est même pas finie, la buse s'est bouchée... test du débit et de rétraction sont corrects

-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
je suis parti sur un profil bambu lab 0.08mm high quality et j'ai changé la vitesse d'impression non, je suis parti avec une config généré par chatgpt En ventilation, je dois être à 20% max Je refais un test de tour de température en utilisant des profils standard ABS sans rien changer puis j'enchaine avec un test de débit -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Résultat de la tour de température je sais pas quoi en penser... Lundi je fais le test de débit A suivre...

-
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Etant novice dans le domaine, je ne savais pas qu'il fallait faire ça Merci pour l'info je lance les tests aujourd'hui -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
je vais mettre la bobine toute la nuit à 60°C pour faire un essai demain matin pour ce qui est des tests, j'ai testé plusieurs plages de température, changé l'avance, etc... j'ai tellement changé de paramètres que je ne sais plus trop ce qui fonctionne ou pas... -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Je l'ai séché 2h à 60°C Qu'entends tu par "filament support" ? -
ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Bonjour pjtlivjy buse trempé de 0.4mm -
Bonjour, Etant nouveau sur le forum, je ne sais pas si je poste au bon endroit. Est-ce que quelqu'un a déjà utilisé de l'ABS ESD de chez Nanovia ? J'essai de réaliser une pièce sur une bambu lab X1C mais j'ai des soucis lorsque que j'arrive à la transition support/pièce Le filament fait n'importe quoi, il casse, n'accroche plus sur les couches précédentes, etc.... bref vu le prix de la matière, j'aimerai bien trouver une solution J'utilise orca slicer. paramètre d'impression : buse 270°C Plateau 100°C vitesse volumétrique max 12 mm3/s ventilateur 20% vitesse d'impression 40-60 mm/s Merci pour votre aide je joins une photo en complément de mon problème c'est plus parlant le phénomène apparait au moment de la réaliser la couche du pont

-
Bonjour à tous, Je m'appelle laurent, je débute dans l'impression 3D et je pense que je vais apprendre beaucoup de chose sur ce forum. j'ai une bambu lab X1C et une elegoo orangestorm giga.