tranbert
-
Compteur de contenus
229 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par tranbert
-
OK ça va alors, je ne suis pas fou, je ne suis pas le seul à tutoyer mon ami imaginaire... En tout cas ce qui me plait le plus c'est cette impression de travailler avec un assistant hyper dévoué, super intelligent qui à de bonnes idées et qui sait faire plein de chose que je ne sais pas faire, mais qui est con comme un balai... Une tannée parfois pour un truc qui semble tellement évident... Mais à côté de ça il te pond du code à toute vitesse. Puis d'un coup il bug sur une } et c'est la bataille.
-
Tiens une petite question en passant. Vous "parlez" comment avec vos IA ? Tutoiement ? Neutre en essayant au max de ne pas humaniser la conversation ? Vouvoiement ?
-
Bonjour, J'ai vu que l'app et le concept avait évolué depuis ces posts... @Benglut91 vu que tu as l'air impliqué dans le truc, tu peux nous en dire plus ? compatibilité avec les box et imprimantes non listées (Qidibox a priori tags non compatibles/ q2) Interfaçage avec un instance Spoolman ou autre solution de gestion de stock
-

tpu TPU pour Supports aimantés : nombre de couches et réglages.
tranbert en réponse au topic de tranbert dans Entraide : Questions/Réponses sur l'impression 3D
Oui j'ai vu ça sur amz : ca me tente bien Ha oui tiens, c'est vrai que j'avais réussi un test en 0.1 mm, mais avec du TPE 83a. Donc j'ai dû déconner dans les réglages, il n'y a pas de raison que ça ne passe pas.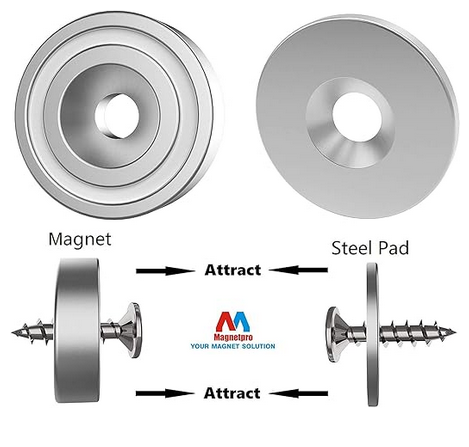
-
tpu TPU pour Supports aimantés : nombre de couches et réglages.
tranbert en réponse au topic de tranbert dans Entraide : Questions/Réponses sur l'impression 3D
Pas mal l'idée, effectivement ça aide bien. Mais c'est dans le cas où la face utile est celle où l'aimant affleure comme ici. Et effectivement dans ce cas le moindre espace diminue fortement la force, il y a des formules, mais bon, c'est ardu. En tout cas, à quelques millimètres, on n'a quasi plus aucune force. Ici, c'est le contraire, la face utile est la première couche. L'aimant ne doit pas être visible. Le problème reste le même par contre, plus on s'éloigne, moins ça colle...
-
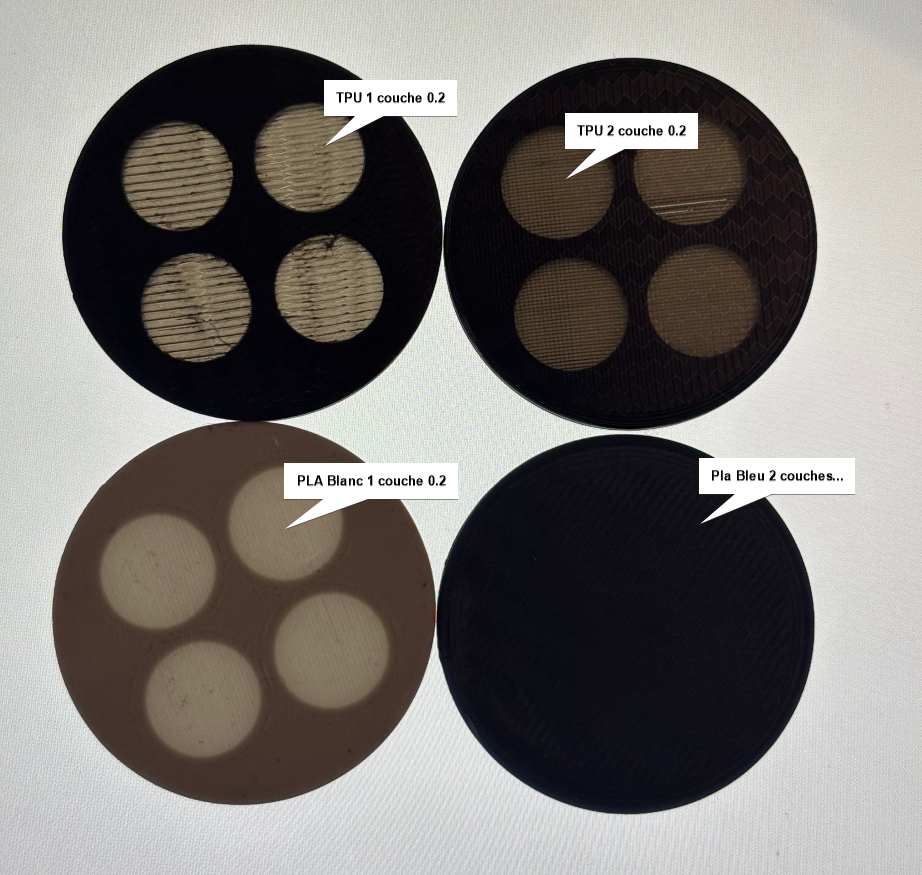
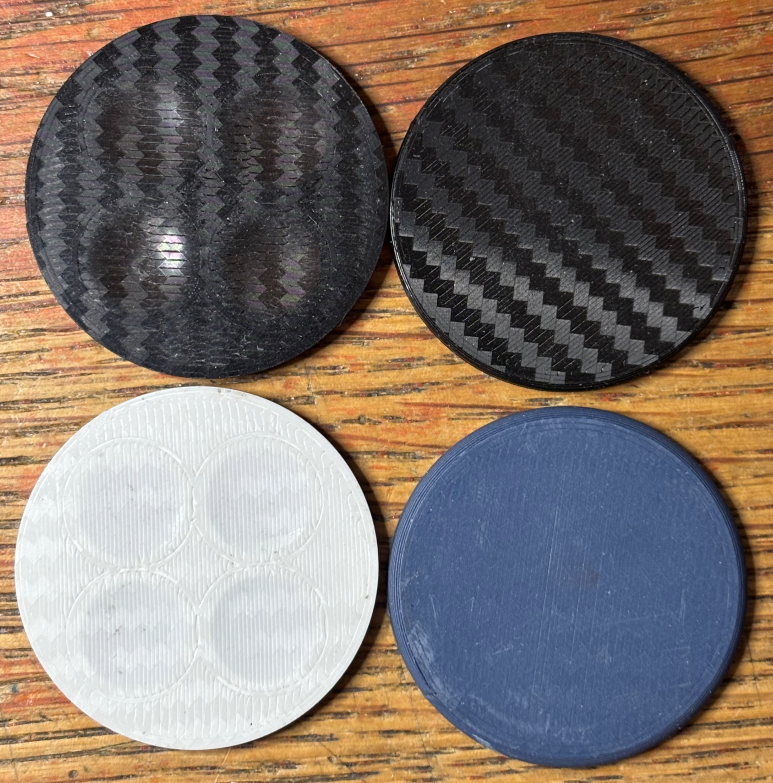
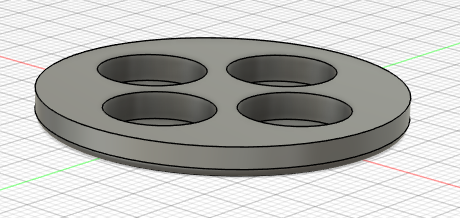
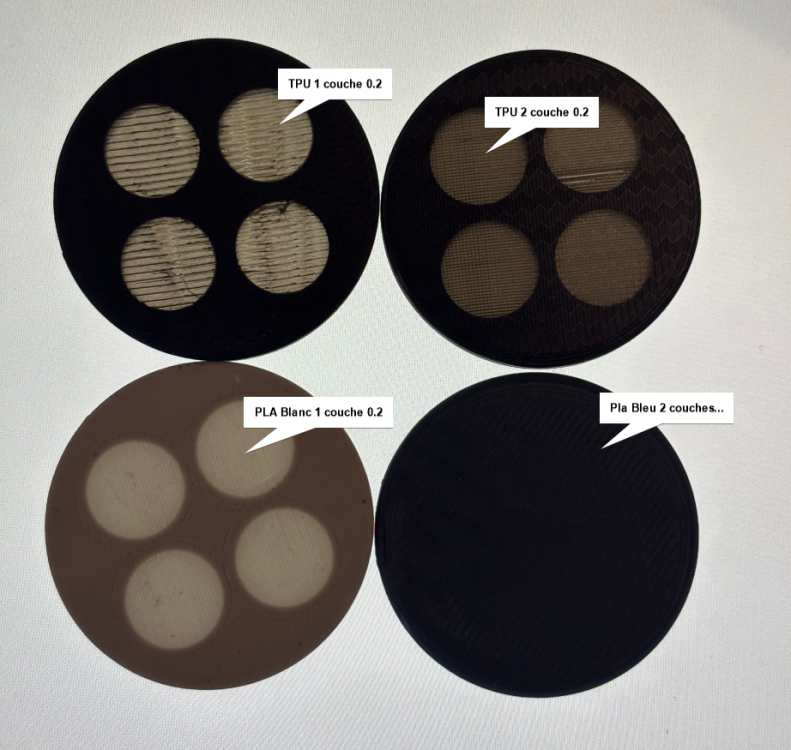
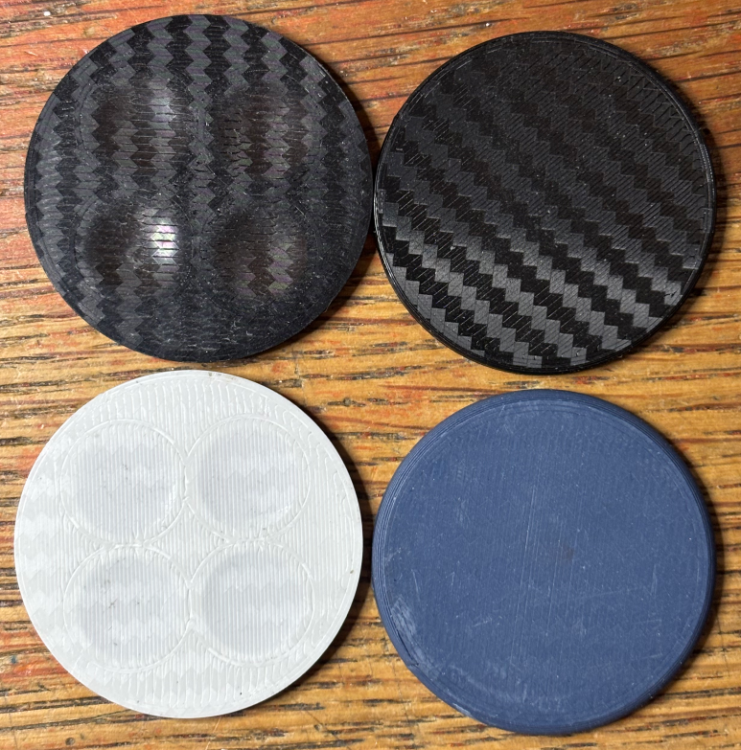
Bonjour, Dans la série tests et améliorations, voilà le problème du jour : Sur mon vélo, j'ai un support Shapeheart qui est franchement top. La technique est simple, 4 aimants de polarités alternées et une plaque métallique à coller sur la coque ou sur le téléphone. Ça tient super bien, il faut dire que les aimants sont assez épais, je dirai diamètre 10 et hauteur de 15 mm. Et comme la technique est super efficace et extrêmement pratique, je teste des support à aimants 12*3 pour en mettre partout . La face "utile" c'est la face inférieure. Et donc les questions qui arrivent évidemment : Quel est le nombre de couches idéal pour maximiser la puissance des aimants sans avoir une paroi qui casse à l'usage. Quel est votre "record" de finesse de couche en TPU 95a... Et quels réglages pour y arriver Au départ l'idée était de croiser des couches en imprimant à moins de 0.2mm mais en TPU 95a, ça ne passe vraiment pas bien sur la Q2. Une seule couche TPU 0.2mm c'est fonctionnel, mais ça semble fragile, deux couches de 0.2mm c'est bien, mais évidemment plus épais. J'ai fait des tests en PLA et TPU : en transparence : et en "vrai" : Ça colle assez bien même avec deux couches, mais si on peut affiner la matière... Ça peut éviter un téléphone qui tombe par mégarde Une autre piste, c'est de coller les aimants sur une plaque métallique à l'arrière et de mettre le TPU par-dessus, il n'aurait donc plus comme fonction de "tenir" les aimants, mais juste de les aligner et les protéger + assurer un "grip" pour le TPU. À voir, cela permet aussi peut-être de canaliser le flux magnétique et l'empêcher de baver vers l'arrière du support. Voilà, si l'envie de commenter vous chatouille, à vot'bon coeur m'sieur-dames...


-
Oui alors, je n'ai pas encore assez de bouteille pour analyser les fiches à cru, mais je me fais aider... compare ces deux filaments en fonction de leurs ca.pdf C'est un PA formulé spécialement pour les impressions "Easy" comme ils disent TDS-EASY_PA.pdfet j'avoue que pour l'instant, je suis en phase d'apprentissage, donc on y va doucement. Pour le séchage, il faut que je m'équipe, car la qidibox ce n'est pas pratique du tout. Les bidules AliExpress, ils ne savent pas trop descendre en dessous de 10% je crois. J'ai des capteurs plus précis sous home assistant, je vais faire le test tiens.
-
Alors la reprise d'humidité, dans la salle de bain ça ira, je pense. La pièce n'a pas été montée tout de suite en plus, car il y avait le martyr en PLA qui s'usait "pour voir". Impression avec caisson chauffé à 60° et impression à 280°, plaque 50° plus colle... Et Easy PA Sunlu, car c'est le seul en stock. Il est en boite hermétique à 10% d'humidité et ne sort pas pour l'impression. https://fr.store.sunlu.com/products/moq-6-easy-nylone-pa-3d-printer-filament-1kg Avec tout ça, si ça casse, ben, c'est que Poséidon m'en veut. Ou je ne sais pas quel dieu de l'impression 3D.
-
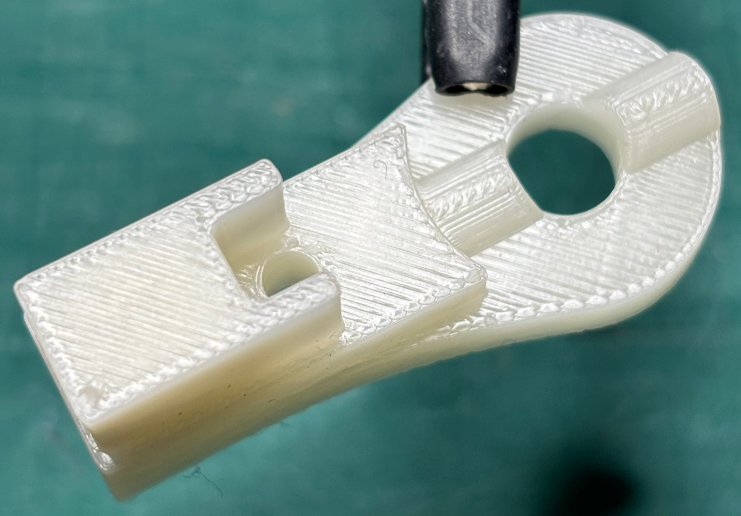
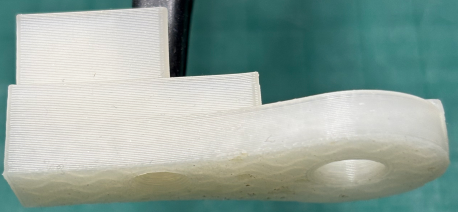
Comme je le disais, j'enrage de ne pas avoir d'atelier, mais en appartement, c'est un peu compliqué... Ou alors, il faut un 300m² avenue Foch, mais là, c'est une autre histoire... Bref, ma pièce finale avec ajout de matière sur les côtés, récupération et insertion de l'axe d'origine et effectivement remplissage complet sans aucune cavité, le tout en Nylon semble tenir le choc pour l'instant. À suivre à la prochaine douche dans un mois
-
Ha tiens nous au courant, je me tâte pour faire ce mod, car la graisse, c'est bien, mais je pense que ça ne durera pas infiniment.
-
Ha oui, c'est vrai, dès que l'on essaye de s'autogérer, ça les titille...
-
En fait à l'enregistrement, ils proposent de renter un code d'invitation, en général, c'est bien pour tout le monde.
-
Tu as un code d'invit pour Makeroad ? Si ça peut te rapporter des points autant le faire
-
Mouais, c'est surtout une prouesse qui se perd facilement.
-
Bon, pas encore testé, j'y suis allé à l'ancienne. En 95A c'est assez modérément antiglisse, mais c'est mieux que le PLA direct. Puis j'ai imprimé un Y pour ne plus avoir à déconnecter les tubes qui s'abiment assez vite en fait. Donc paré pour un test si j'ai le courage, mais je n'y crois pas trop. Origine : https://www.printables.com/model/401618-y-splitter-for-bambulab-ams


-
Absolument. Bon, j'en ai mis une bonne couche aussi. Pour l'instant pas de fuites, et toujours pas de bruit insupportable. Mais j'avoue que je suis très tenté par le système avec les roulements anti-retour, je trouve ça nettement plus propre. Et d'ailleurs à part pour une histoire de coût, je ne vois pas pourquoi utiliser cette technique archaïque du cliquet. Sur une catapulte, oui, mais là...
-
J'en ai posté une que le discord si elle est accessible elle est là : https://discord.com/channels/1184400034641477722/1389049027525611541/1460000329084174406
-
J'en ai acheté une pour la Q2, noire, motifs carbone, j'en voulais une lisse, mais je trouve que le prix est bien plus élevé... Il y a une raison pour que les plaques lisses soient plus chères ?
-
Bonjour, Pour imprimer un "truc" avec des pieds TPU intégrés on peut faire ça à l'ancienne, le TPU sur 5/6 couches, on insère une pause, changement manuel du filament pour la suite en PLA. Ça a l'air de bien passer. Une question m'agace et peut-être quelqu'un a déjà essayé : mettre un filament en externe et l'autre dans la box en ajoutant non plus une pause, mais un changement de filament. Il y aurait bien sûr une étape manuelle pour éjecter le filament externe et reconnecter le tube de la box à la place. Pas sûr que la box gère ce truc (je sais y'a qu'à essayer...)
-
A l'insu de son plein gré, bien entendu Personne n'oserait le faire exprès !
-
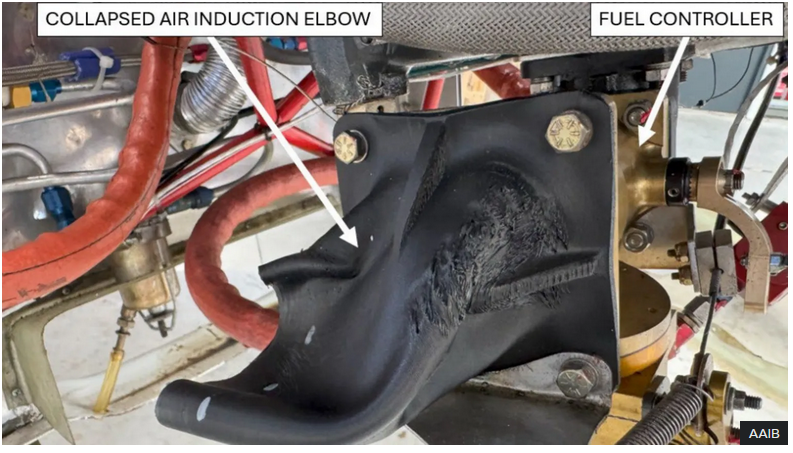
Ce que j'en ai compris : la pièce a été achetée sur un "salon" aux US, l'acheteur initial a compris "CF-ABS". Le moteur a été tweaké et les modifs sont passées à la certification sauf que la pièce 3d a été "oubliée" dans le dossier. Hum... Ensuite, je crois que l'avion a été revendu. Donc le pilote ne savait peut-être pas que la pièce était non conforme. Et franchement vu la différence de températures, je me demande si la pièce n'était pas tout simplement en PLA ou autre vu les températures mesurées. Mais oui, je plussoie : la 3D ok, mais pas quand c'est une pièce vitale... Et surtout pas dans un truc qui tombe de haut
-
Pour info : Selon le rapport de l'AAIB, le propriétaire de l'aéronef a compris à l'achat de la pièce qu'elle était imprimée en CF-ABS avec une température de transition vitreuse de 105 °C. Sauf que les tests post mortem disent entre 52 et 54°. https://www.tctmagazine.com/light-aircraft-association-to-take-two-safety-actions-concerning-use-of-3d-printed-parts-after-cozy-mk-iv-crash-in-gloucestershire/ et pour ceux que ça intéresse vraiment https://assets.publishing.service.gov.uk/media/69297a4e345e31ab14ecf6e9/Cozy_Mk_IV_G-BYLZ_01-26.pdf
-
Mais ils ont eu des problèmes... Un avion s'est écrasé après l'effondrement d'une partie imprimée en 3D https://www.bbc.com/news/articles/c1w932vqye0o Info de décembre 2025

-
Je viens de la faire, et a priori oui pas de soucis particuliers pour l'instant. Pas mal de choses ont été revues, cf https://wiki.qidi3d.com/en/software/qidi-studio/release-notes/release-note-02-04-01-11
-
Je tuerais pour un établi (non spa vrai hein, appelez pas le swat)