jcg95
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par jcg95
-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je reviens sur ce sujet après avoir longuement échangé avec le support Anycubic qui a fini par me renvoyer une extrudeuse et un hotend. Voici les résultats après installation du matériel. Avant : après : Une sacré différence. Le problème était donc matériel. Le support a bien réagi. Merci pour votre aide et les conseils proposés, ils seront toujours utiles. Cordialement. JCG95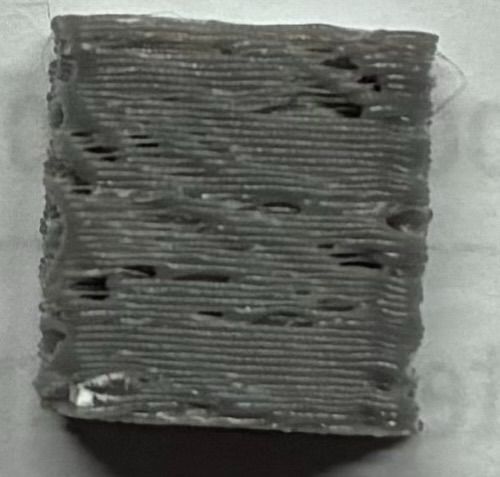
-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
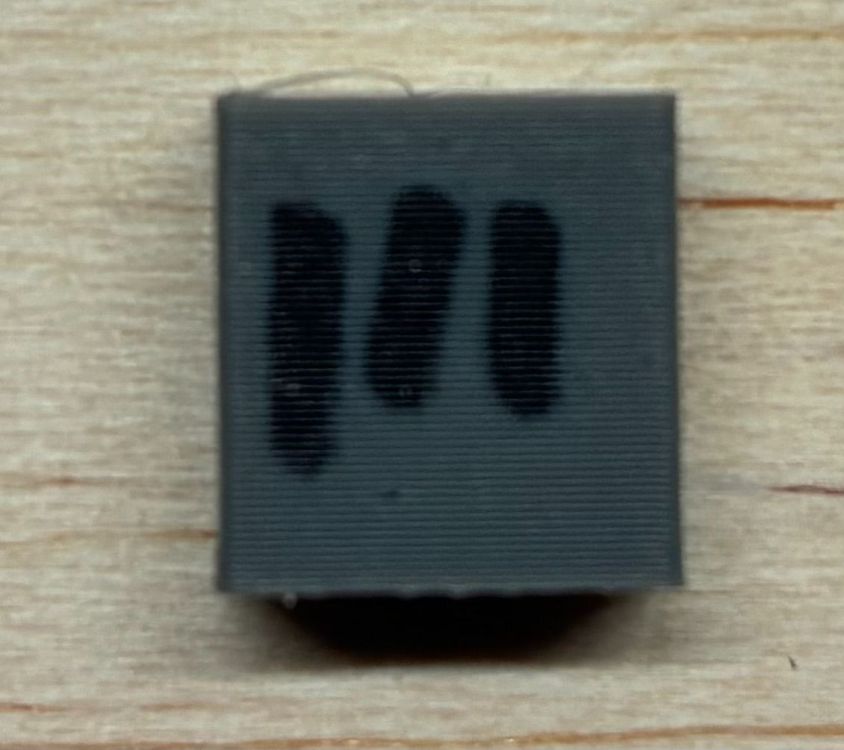
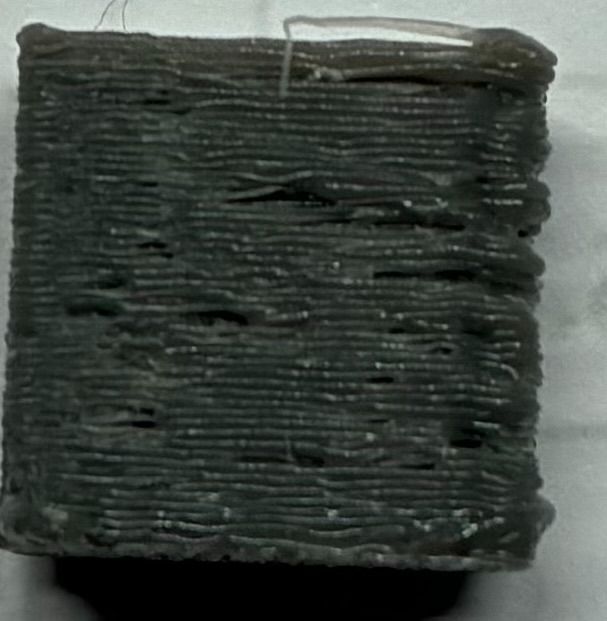
Bonjour, Je vais répondre à toutes vos questions. Alain D les défauts que tu évoques sont liés à la prise de vue car les dimensions sont identiques en haut et en bas du cylindre. PPAC - Je n'ai pas activé le mode Pressure. Le petit cube qui me sert de test n'est pas parfait, loin s'en faut, sur les angles qui devraient être bien nets mais qui ne le sont pas. J'envoie une photos de ma dernière impression où on voit que certaines couches sont mauvaise (vers le bas), d'autres pas mal (vers le haut) et que le trou est mal foutu. - Les dimensions de l'objet obtenu ne sont pas exactement les mêmes que celle de l'objet dessiné. Le cube original fait Longueur 10, largeur 5 et hauteur 10. Le résultat donne des valeurs longueur 10.45, largeur 5.46 et hauteur 10.68. Est-ce normal ou devrait-on avoir des dimensions qui correspondent exactement au modèle ? - J'ai installé la version Orcaslicer et testé. Le résultat est identique. Cela ne viendrait donc pas (uniquement) du trancheur. - J'ai, bien entendu, contacté le SAV d'Anycubic. Par mail, il y a un décalage d'une journée, mais ils sont très réactifs et m'ont orienté sur des tests, nettoyage, etc. J'ai changé la buse (hotend) par des neuves que j'avais acquises par sécurité. Sans amélioration. Au dernier échange, ils suspectaient un défaut technique et ils prévoyaient de m'envoyer des éléments de remplacement pour vérifier. Compte tenu des délais de livraison, je ne pourrai pas faire de nouveaux tests matériels avant une dizaine de jours. Je vais continuer à imprimer ce qui ne nécessite pas une qualité extrême et je vous tiendrai au courant. Pour la petite histoire, je suis en train d'essayer de faire un char d'assaut piloté par mon iPhone et via Arduino. La qualité des cylindres (exemple en photo) étant importante, je vais les remplacer par des modèles en bois. Merci encore pour vos conseils et votre aide. Cordialement JCG95
-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
Bonsoir Alain D., Voici des photos de 2 éditions qui, pour moi, sont impeccables. Sur les photos, les couches apparaissent bien plus que sur l'objet réel. Elles sont bien lisses.

-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
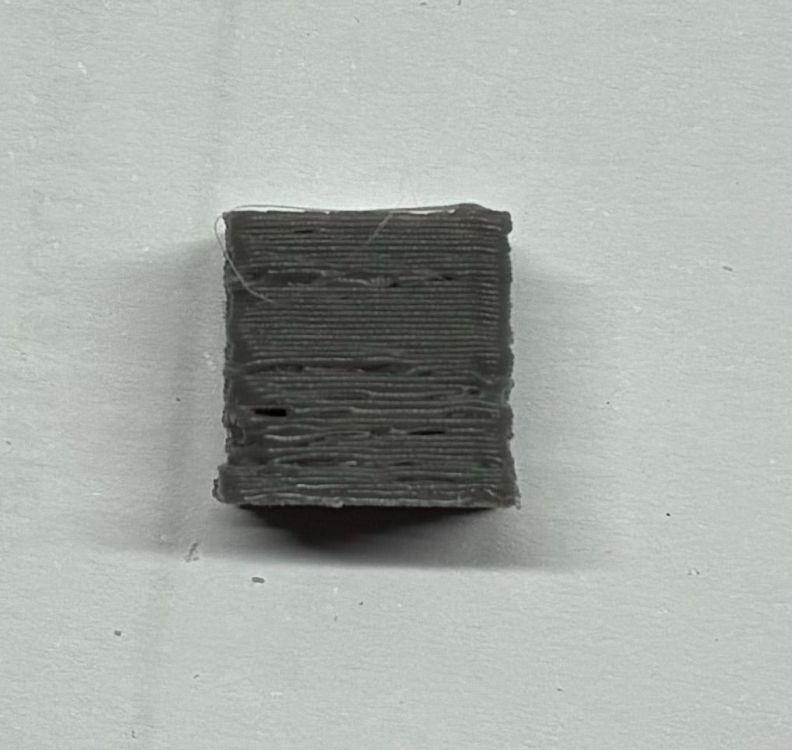
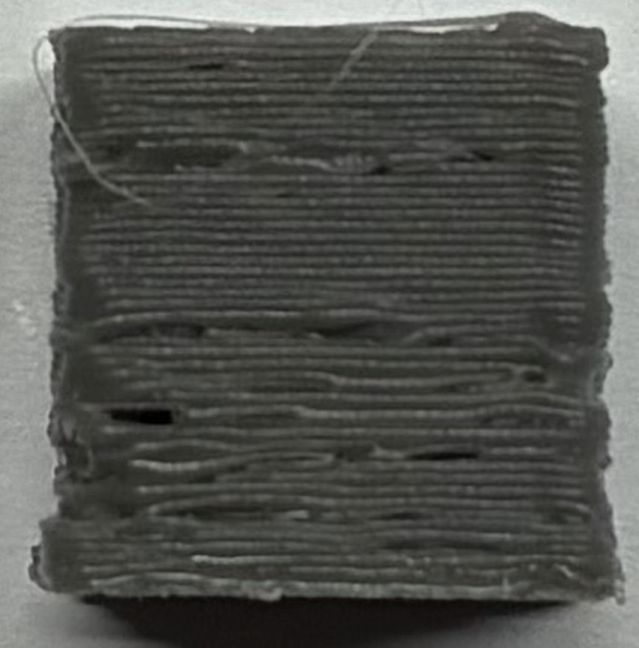
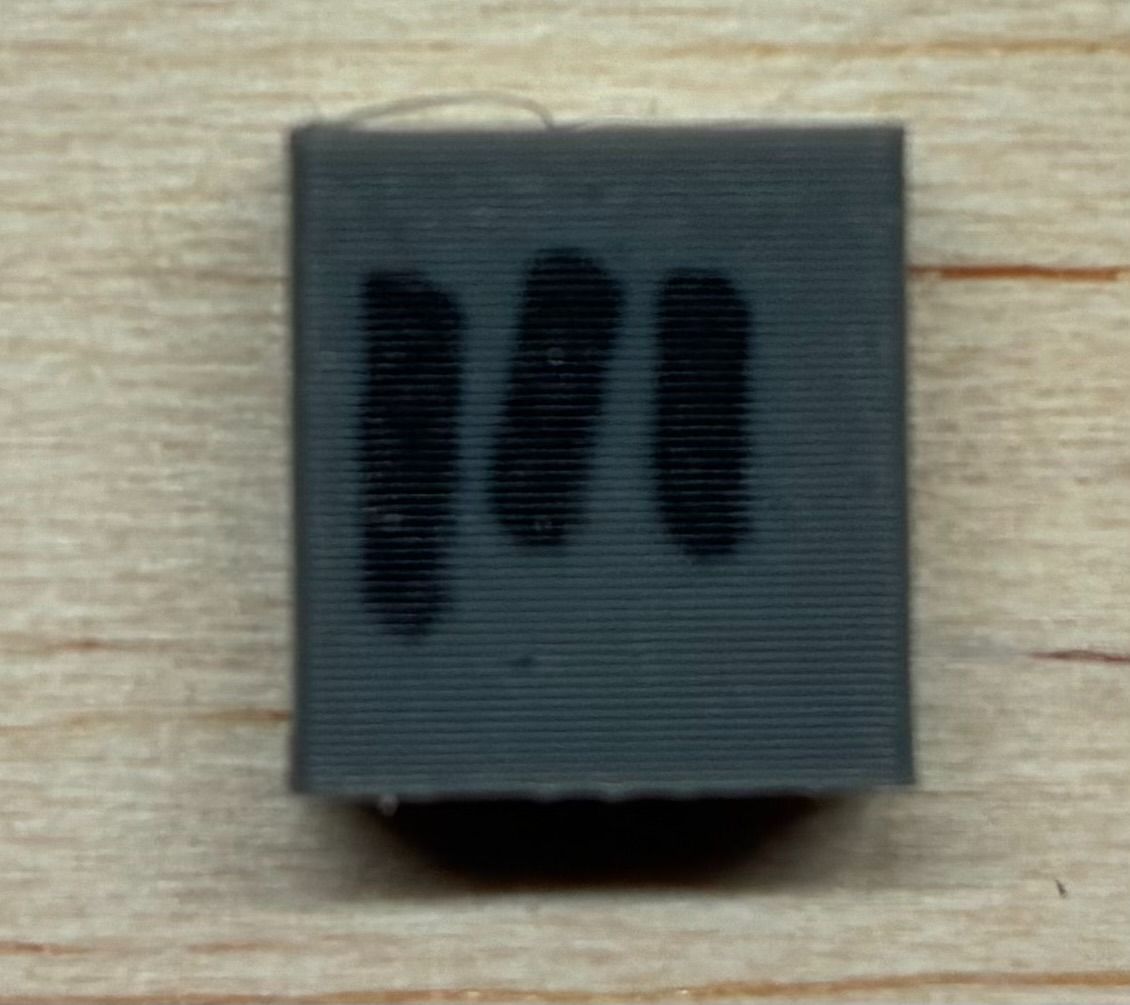
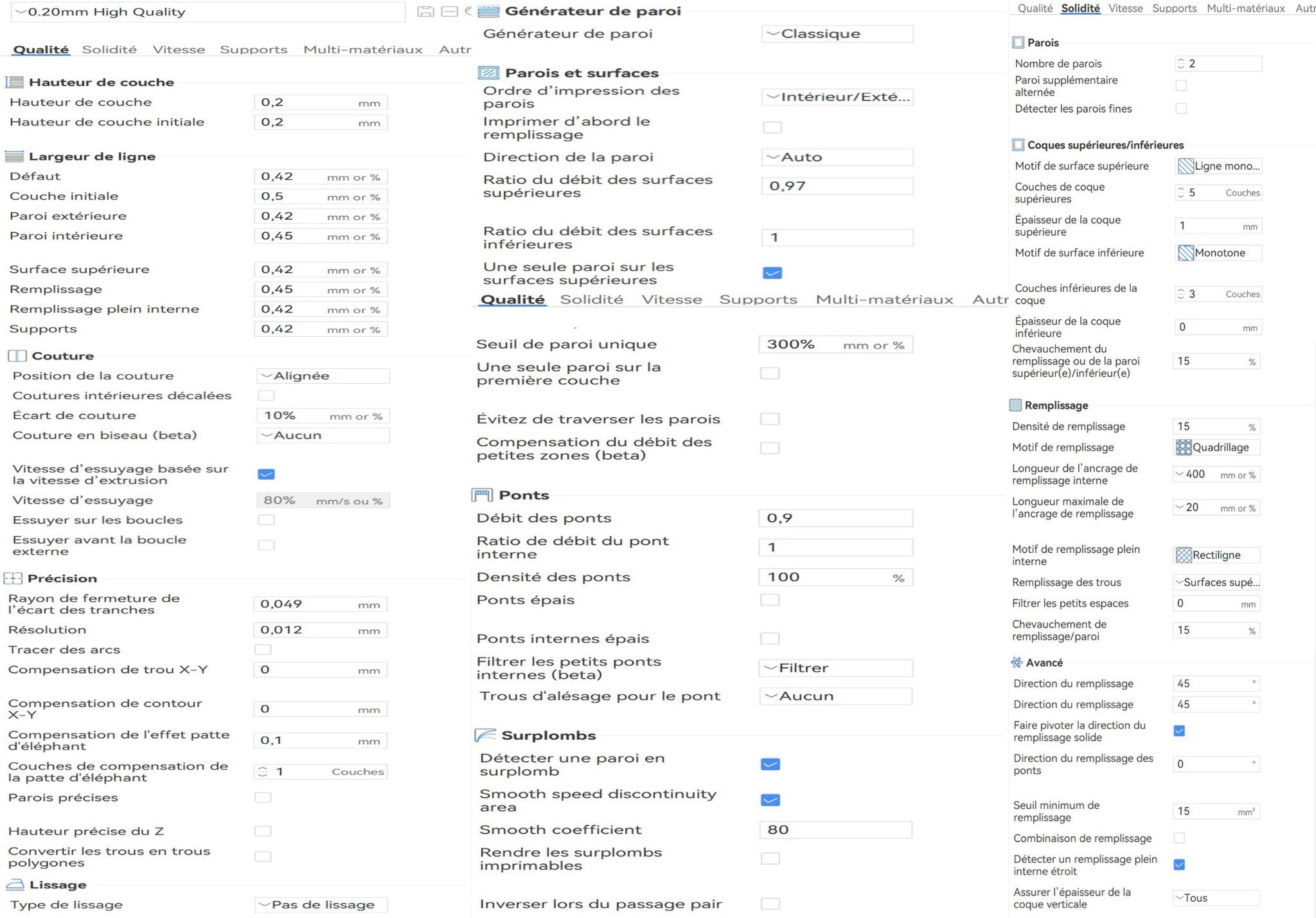
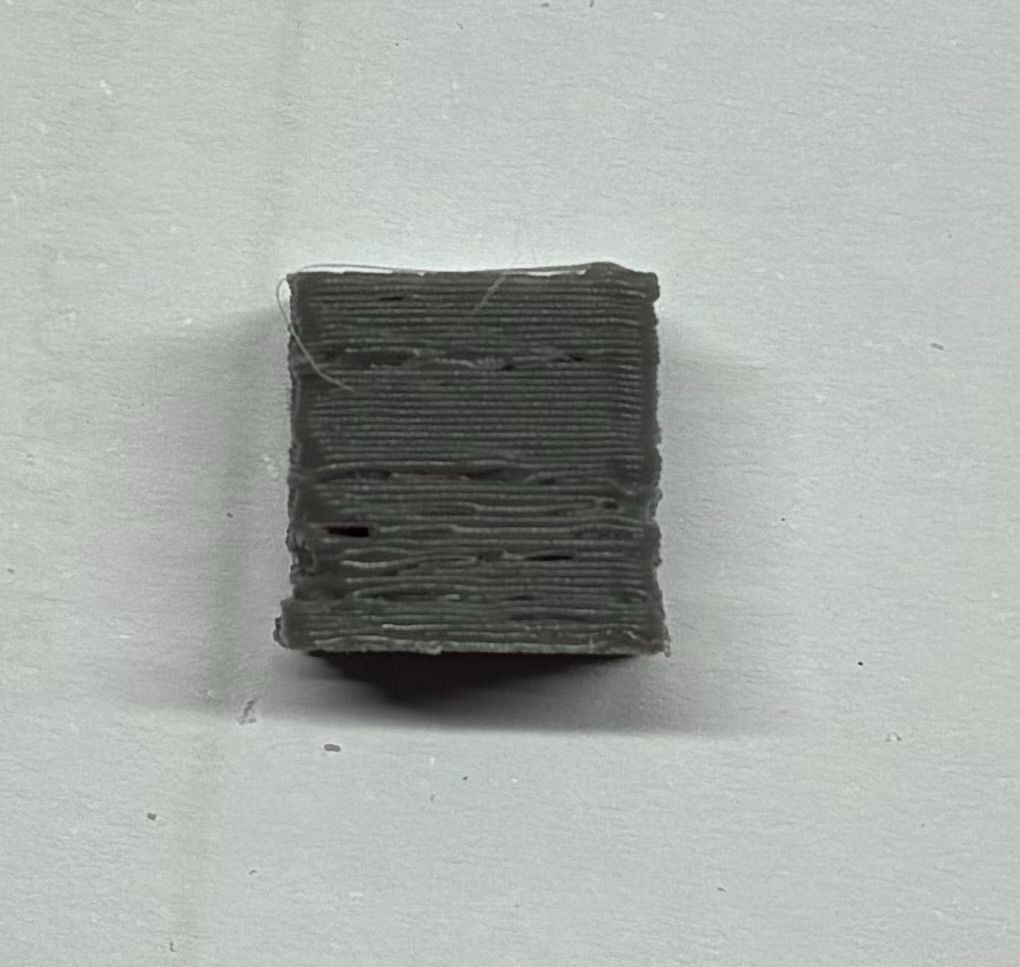
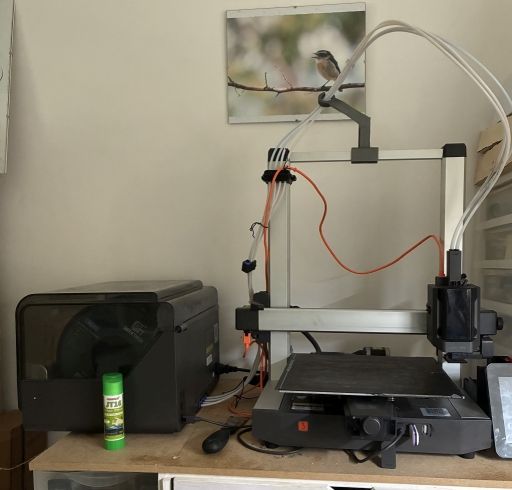
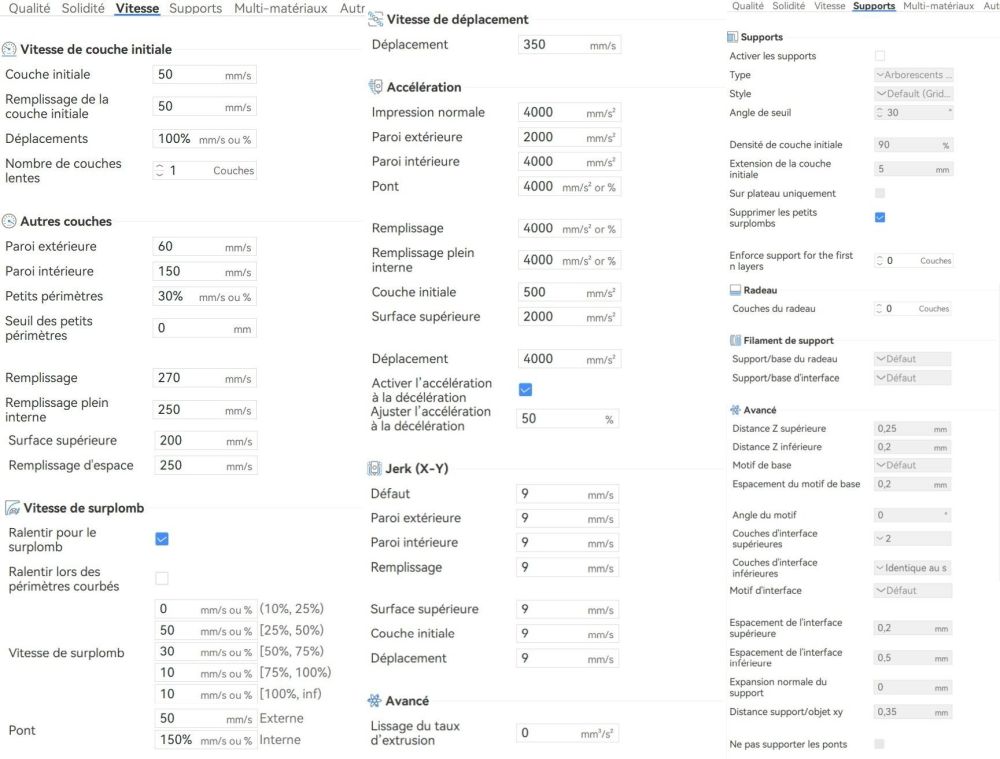
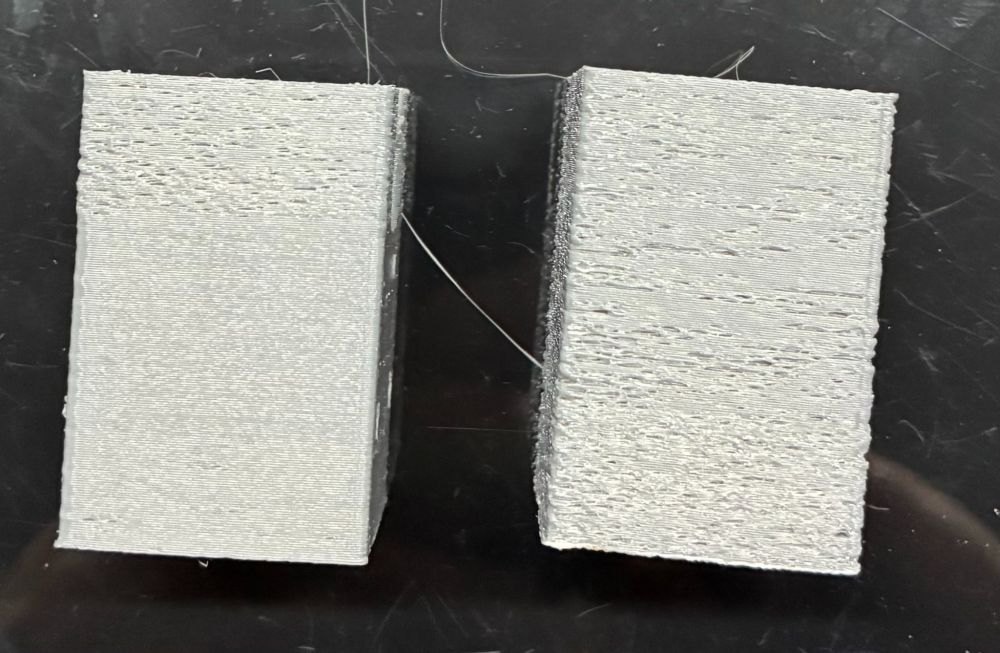
Bonjour PPAC, Voici quelques points supplémentaires en réponse à tes questionnements. Mon imprimante imprimait très (très) correctement, ça s'est dégradé subitement, et sur tous les filaments, que ce soit en passant par la combo ou en impression directe. Les tests sont faits sur un petit parallélépipède (image et dimension dans la première photo). La pièce est sensé être pleine, j'ai essayé en mode remplissage 15% et puis en mode 100%. La photo propose une découpe horizontale des deux résultats Voici une photo de l'installation. Les tubes PTFE ne semblent pas pliés anormalement. (l'oiseau n'est pas posé sur les tubes) Voici les paramètres complets : Enfin, les images de la découpe, sur 50 couches (entier) puis 40 et 30 couches. J'ai essayé différents remplissage (quadrillage) sans différence. Enfin, comme le montre les paramètres ci-dessus, le "maximum volumetric speed (mm³/s)" est à 12 (mais je ne sais pas à quoi cela correspond et je n'ai rien changé). Je n'ai pas trouvé le paramètre "Pressure advance". Voila, je crois que j'ai tout mis et dit. Merci encore pour ton aide JCG95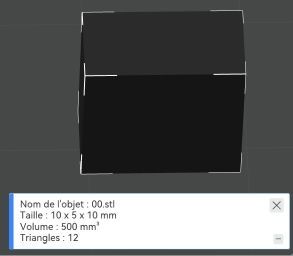





-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
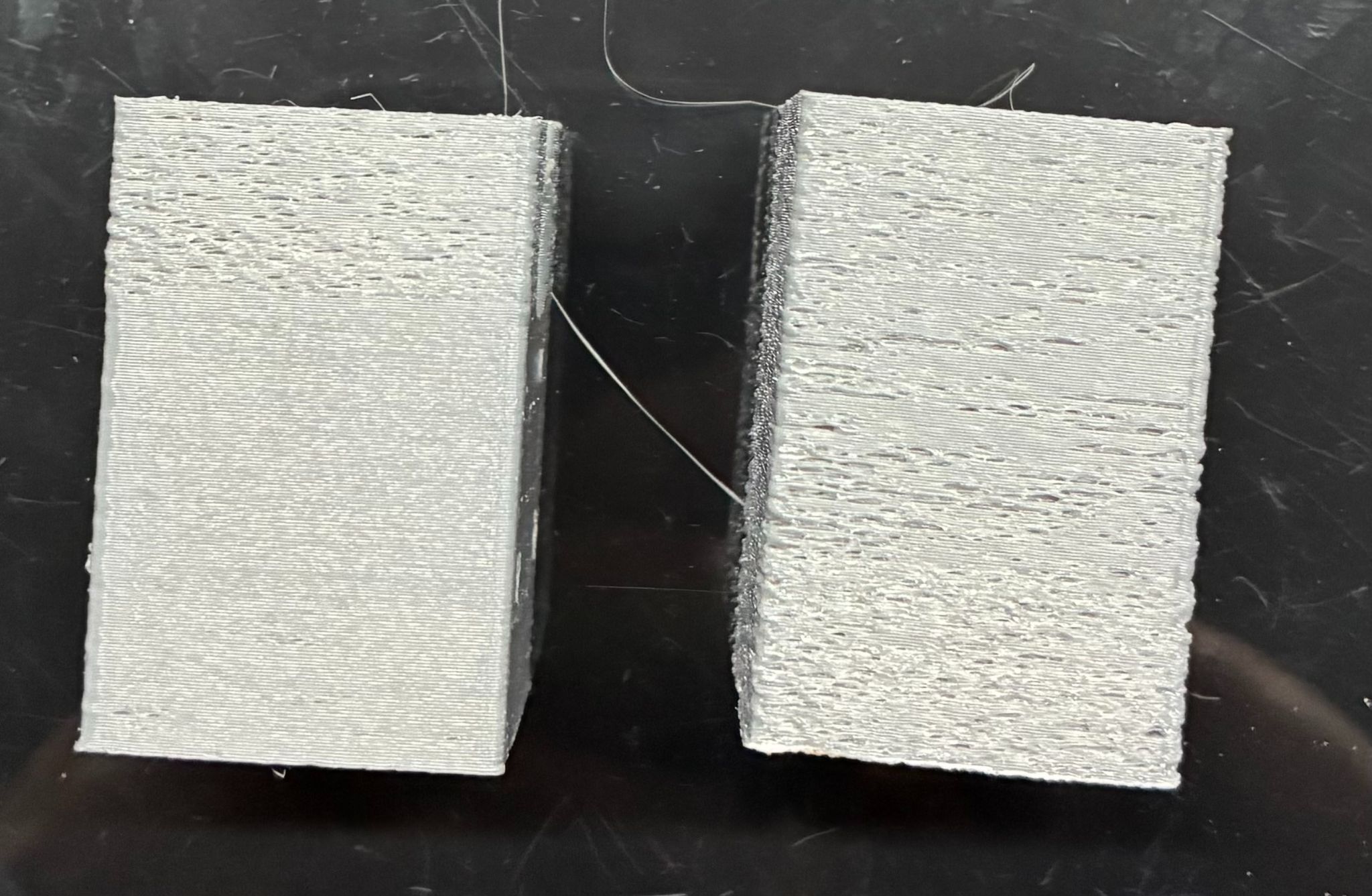
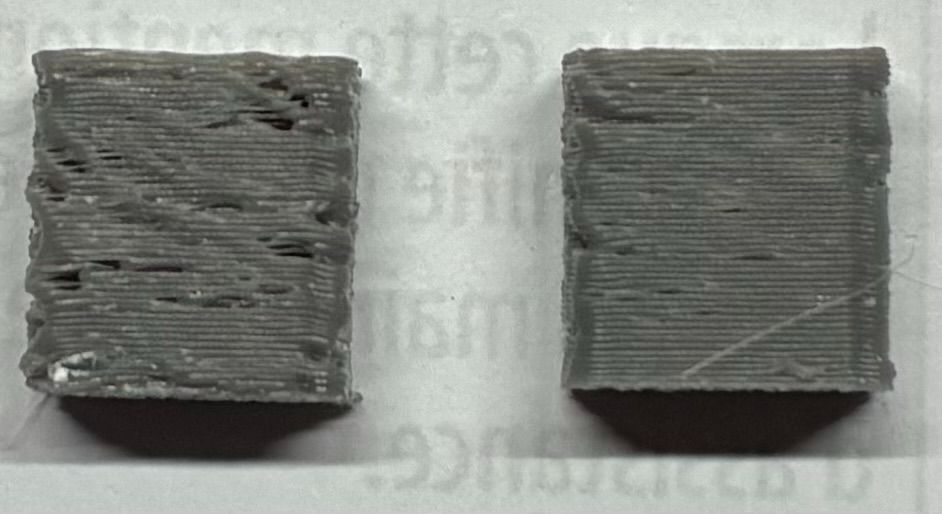
Essai avec AnycubicSlicer 1.4.4 en cours. Essai avec AnycubicSlicerNext réinstallé. Bonsoir, Voici mon dernier essai, modèle de gauche avec AnycubicslicerNext V1.3.7 et modèle de droite avec la version 1.3.6 (précédente) avec tous les paramètres réinitialisés, choix du 0.20mm High Quality @AC K3 V2. C'est nettement mieux même si ce n'est pas parfait.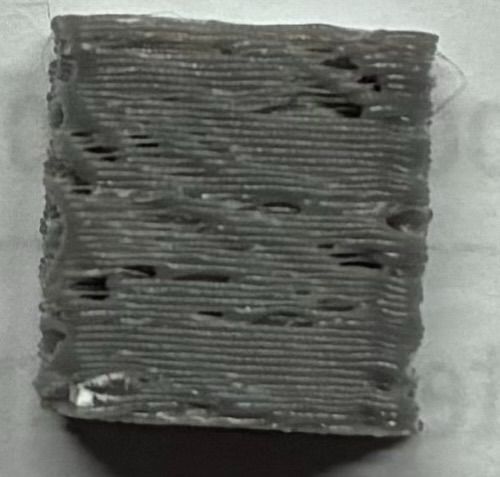
-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
Bonjour, Comme tu me l'as conseillé, PPAC, j'avais déjà fait des tests simples comparatifs que je joins en photo. Les essais réalisés dans l'ordre indiqué dans mon précédent message en commençant par la gauche. Mais on voit bien qu'il n'y a aucune différence. Le même produit, à gauche il y a une quinzaine de jours, à droite aujourd'hui. On peut peut-être deviner une dégradation dans l'impression de gauche entre le bas qui est ,pour moi, nickel et le haut qui est déjà dégradé. J'ai essayé aussi de réimprimer un fichier qui était en mémoire sur l'imprimante et qui date de + de 15 jours et je constate qu'il est nickel. Ceci pourrait signifier que les défauts pourrait venir tu trancheur, ArduinoSlicer Next, version 1.3.7.3, 2025-09-28. J'avais, dans les tests évoqués plus haut, commencer par repartir d'une configuration originale livrée avec le produit en 0.20mm Standard @AC K3 V2, sans rien modifier, ni vitesse, ni température. Le petit cube de gauche sur la photo ci-dessus. J'ai vérifié les éventuels petits défauts potentiels dans les mouvements des axes de l'imprimante, comme suggéré par PPAC, sans rien détecté d'anormal. Je vais essayé de désinstaller et réinstaller le produit pour voir. Je fais ce test et je vous tiendrai au courant. En attendant, je suis toujours preneur de vos conseils et idées.
-
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'ai asséché les bobines présentes dans le combo pendant plus de 12 heures, mais rien n'a changé. J'ai fait les tests suivants, l'un après l'autre, sans avancée non plus. Les tests : - Reprendre une configuration initiale pour le filament (20 quality) - Augmenter la température d'extrusion (passée à 240 au lieu de 210) la vitesse est de 130mm/s pour les parois extérieures - Diminuer la vitesse en gardant la température (vitesse à 90mm/s) - Diminuer la vitesse en gardant la température (vitesse à 60mm/s) - Passer au remplissage à 100% (au lieu de 15%) - Remplissage des trous, partout au lieu de supérieur. J'avais déjà fait des essais en changeant l'épaisseur du trait, 20, 16, 8 sans différence notable, très légèrement mieux (moins mal) en 8 mais c'est normal, les défauts sont proportionnels à l'épaisseur du trait. Je ne sais plus quoi faire. Auriez-vous d'autres pistes, peut-être plus matériel. La tête d'impression peut-elle être mise en cause ? J'ai remplacé le Hotend (une neuve) mais l'écoulement de fait bien (apparemment). Par contre, il semble que le filament ne crépite plus en sortie de buse. -
Défaut d'impression latérale et crépitement de l'extrusion
jcg95 en réponse au topic de jcg95 dans Paramétrer et contrôler son imprimante 3D
Merci pour tous ces conseils. J'ai une combo (anycubic) qui propose l'asséchement des bobines qu'elle stocke. Mes bobines sont, soit conservées dans cette combo, soit dans leur sac plastique d'origine avec une petite poche de produit dit "asséchant" (livré avec les bobines en général). L'ensemble, matériel et bobines, est conservé dans un espace de bureau qui ne présente aucun signe d'humidité particulier, mais le produit est peut-être plus sensible que nous. Je vais mettre en route le séchage de la combo, ce que je ne faisait pas jusqu'à présent. Merci et je vous tiens au courant des résultats. Cordialement -
Bonjour, C'est mon premier sujet sur ce forum et j'espère pouvoir y trouver mon bonheur. Ce premier sujet concerne la qualité de mes impressions sui s'est dégradée énormément ces derniers jours. Le cotés présente des irrégularités majeures là où tout était nickel et lisse avant (voir photo jointe). J'ai essayé d'augmenter et de baisser la température de la buse (peut-être pas assez), j'ai essayé de ralentir certaines phases d'impression (peut-être pas assez). Ce problème est présent sur tous les filaments que j'ai testés, PLA "normal", PLA "bois", PETG et TPU et quelque soit la taille du trait (0.2, 0.16, 0.12 et 0.08). Une information peut-être significative : Quand le filament sort de l'extrudeuse, il y a de petits crépitement, comme si des micros bulles se crevaient. J'espère que vous pourrez m'aider. Merci.