zorinoHj
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par zorinoHj
-
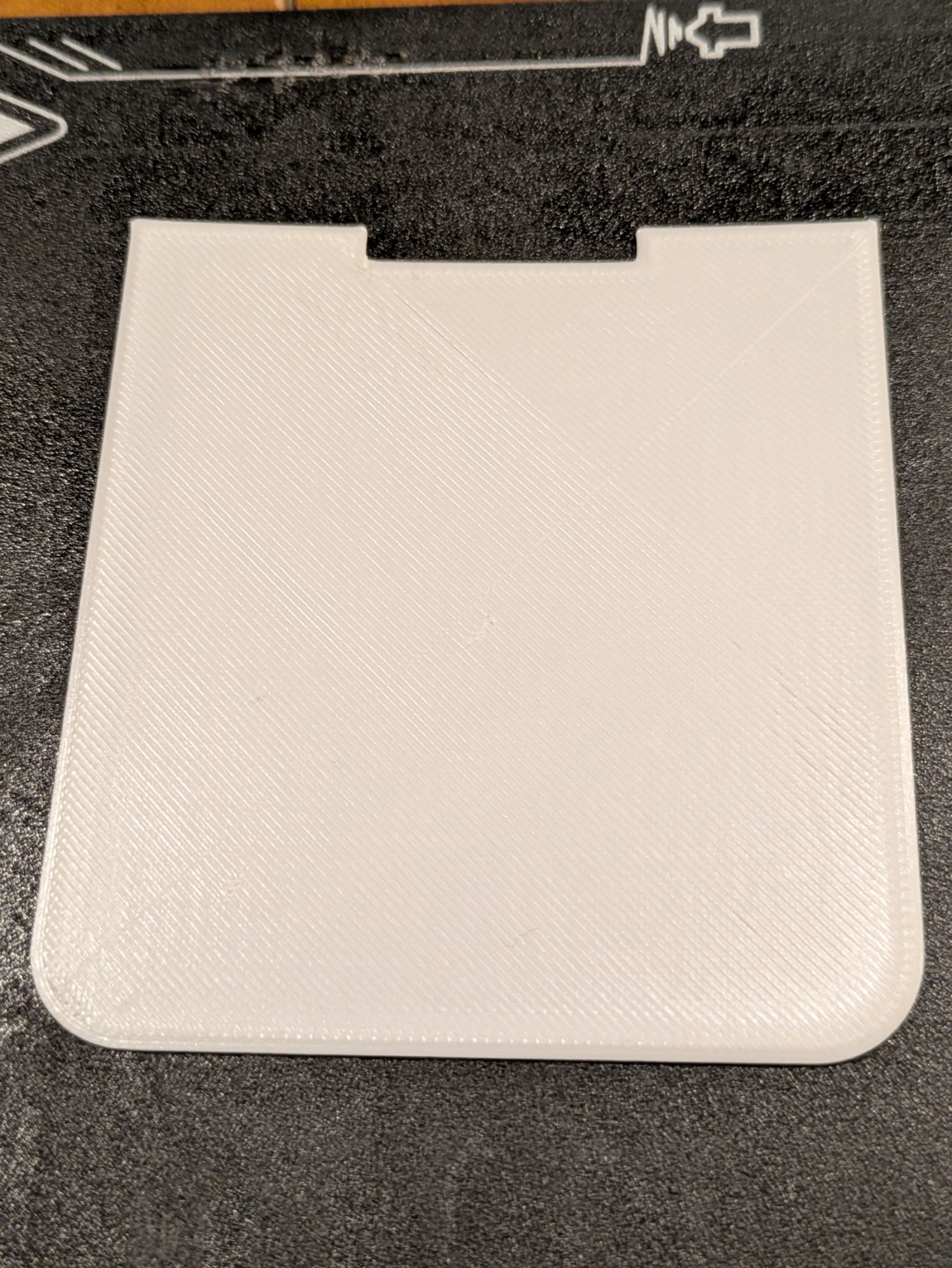
Merci d'avoir insisté sur le test de calibration. Je me suis dit que si tu voulais en savoir plus c'est que j'avais sans doute mal fait quelques choses et que le noeud du problème était sans doute pas loin. En effet ça n'allait pas. Voilà comment j'ai procédé : J'ai imprimé un cube simple wall, en 0,40mm, sans bottom et sans top. Et ensuite j'ai mesuré l'épaisseur au pied à coulisse (précision de 0,01mm). Sauf que bêtement, quand j'ai pris mes mesures je les ai prise comme un bourrin et je n'ai pas juste serré au contact du PLA mais j'ai bien serré donc j'ai du déformer légèrement le PLA et j'obtenais des mesures plus fines que la réalité. Je m'en suis aperçu en recommençant le test. Du coup mon flow ratio est plutôt de 0,94 et les choses se sont nettement améliorées !! le résultat en image sur le même nombre de couche que la photo précédente (j'ai enlevé le brim également). Il va peut être falloir que je règle un peu plus haut le Z hop car la buse à tendance à frotter un peu le PLA lors des déplacements en diagonale. Merci beaucoup @Alain D. pour tes nouveaux conseils, tu m'aides à mieux comprendre ma machine et ça fait plaisir de résoudre un problème !
-
Bonsoir ! J'ai effectué le test pour la calibration de débit et j'ai constaté que mon flow ratio était bien correct, fixé à 0,98 dans Orca. J'ai refait quelques tests et ce n'est vraiment pas bon, j'ai descendu la température à 195° et j'ai aussi descendu à 65° la température du plateau. Rien à faire les premières couches sont dégueulasses donc je préfère arrêter l'impression au lieu de gaspiller du filament.

-
Ah non je n'ai pas fais ça... OK je vais regarder la méthode et je tente de le faire dimanche ! Merci
-
Merci pour vos retours ! Alors j'ai effectué le calibrage de l'extrudeur, et j'avais un décalage de 2%. La température est sur 200° mais en descendant à 195 c'est pareil malheureusement... Oui lors de mes pérégrinations pour régler le Z offset, il y a eu un souci avec une commande Klipper et la buse s'est amusée à graver la plaque ! Elle l'a bien marqué... Qui a gagné ? Le site sur lequel j'en ai acheté une nouvelle sans doute ! Haha
-
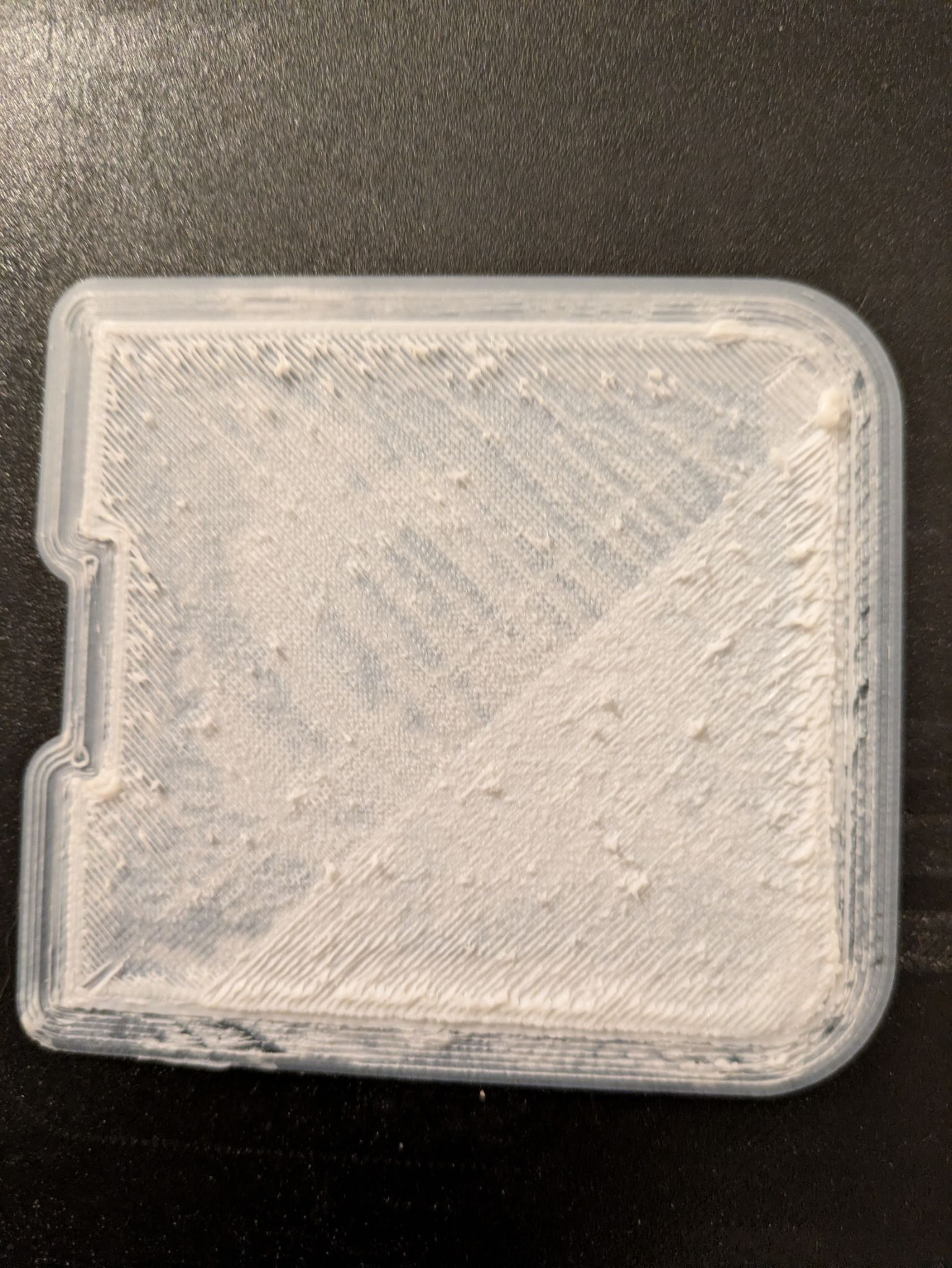
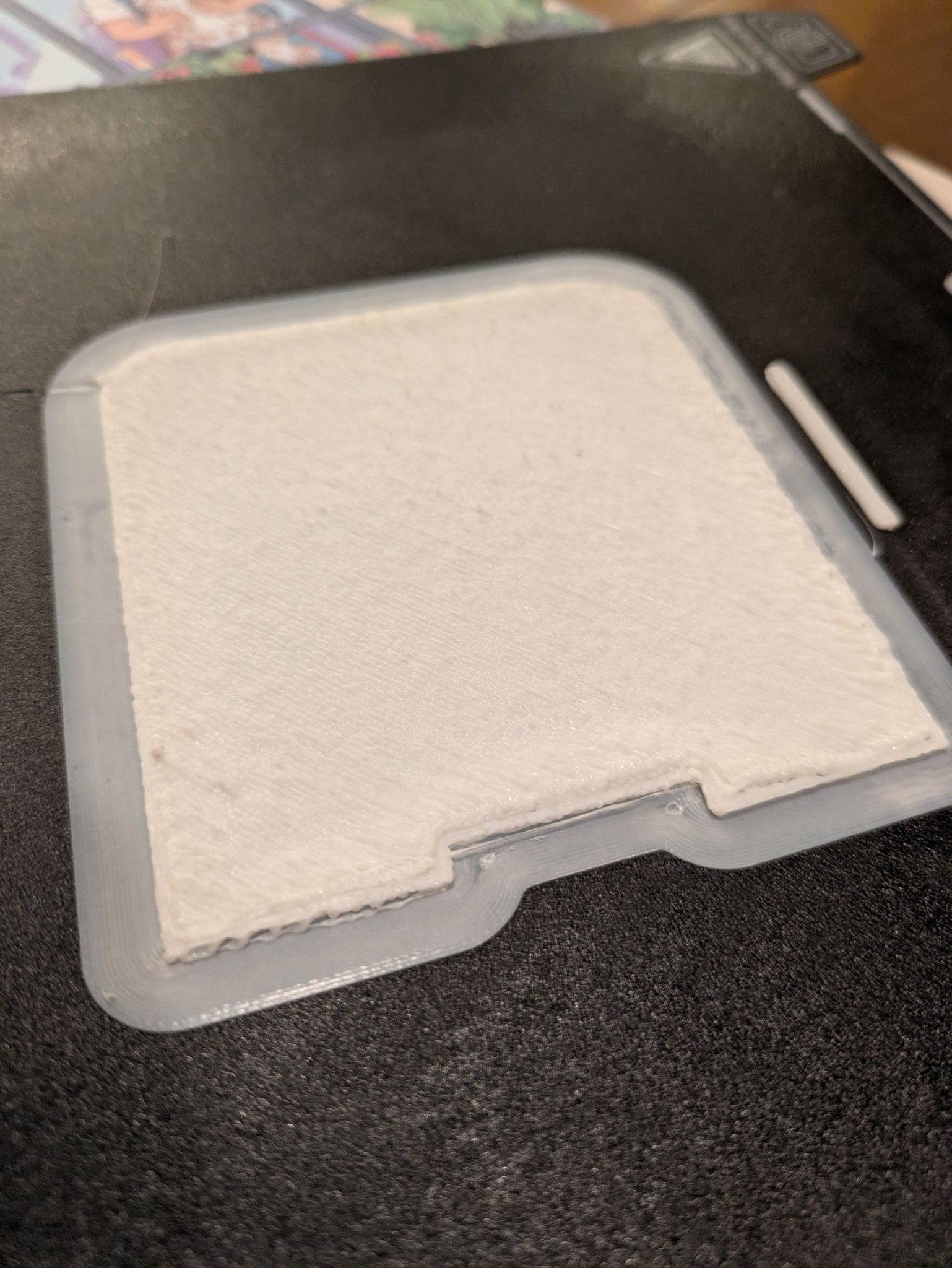
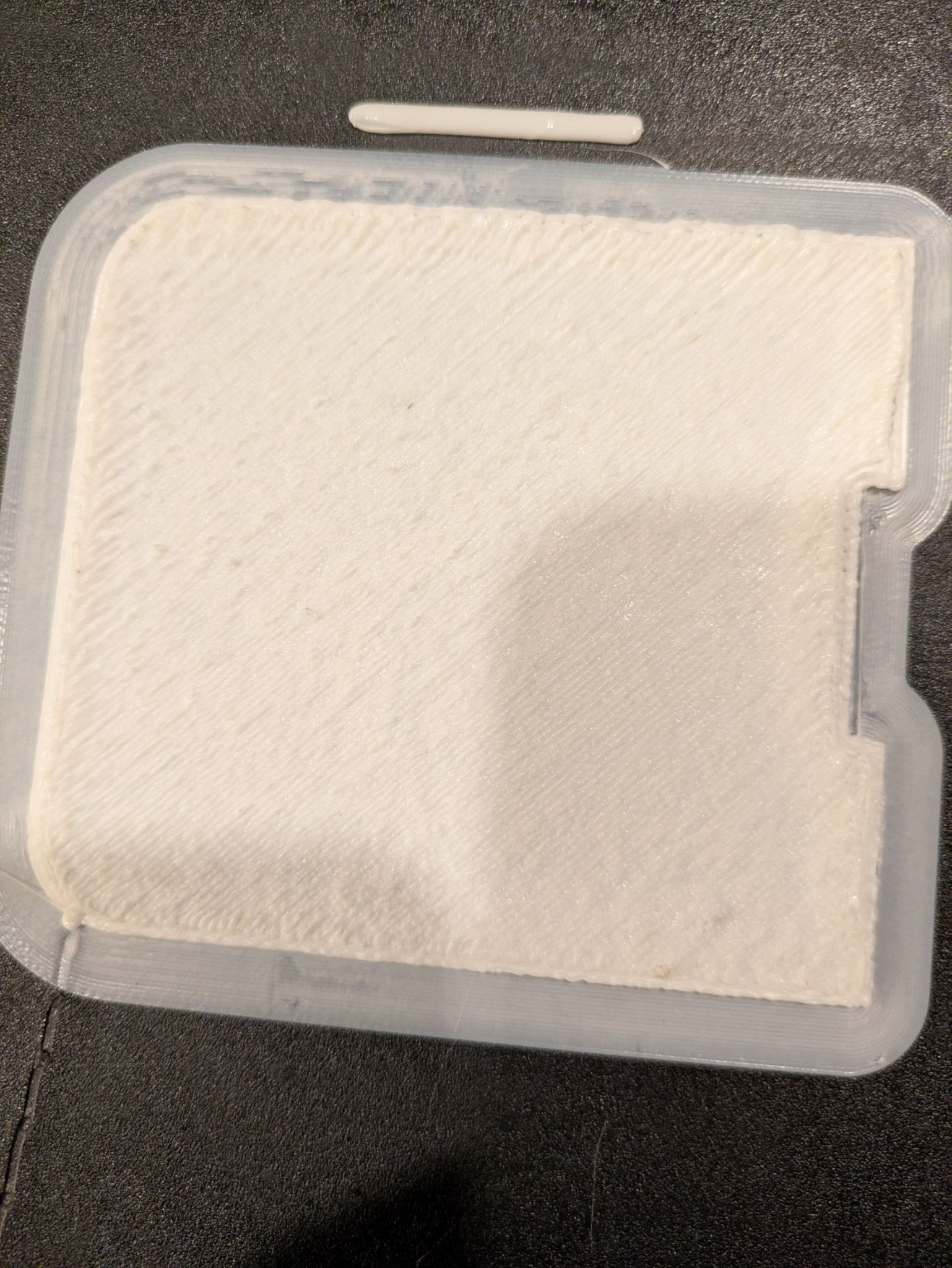
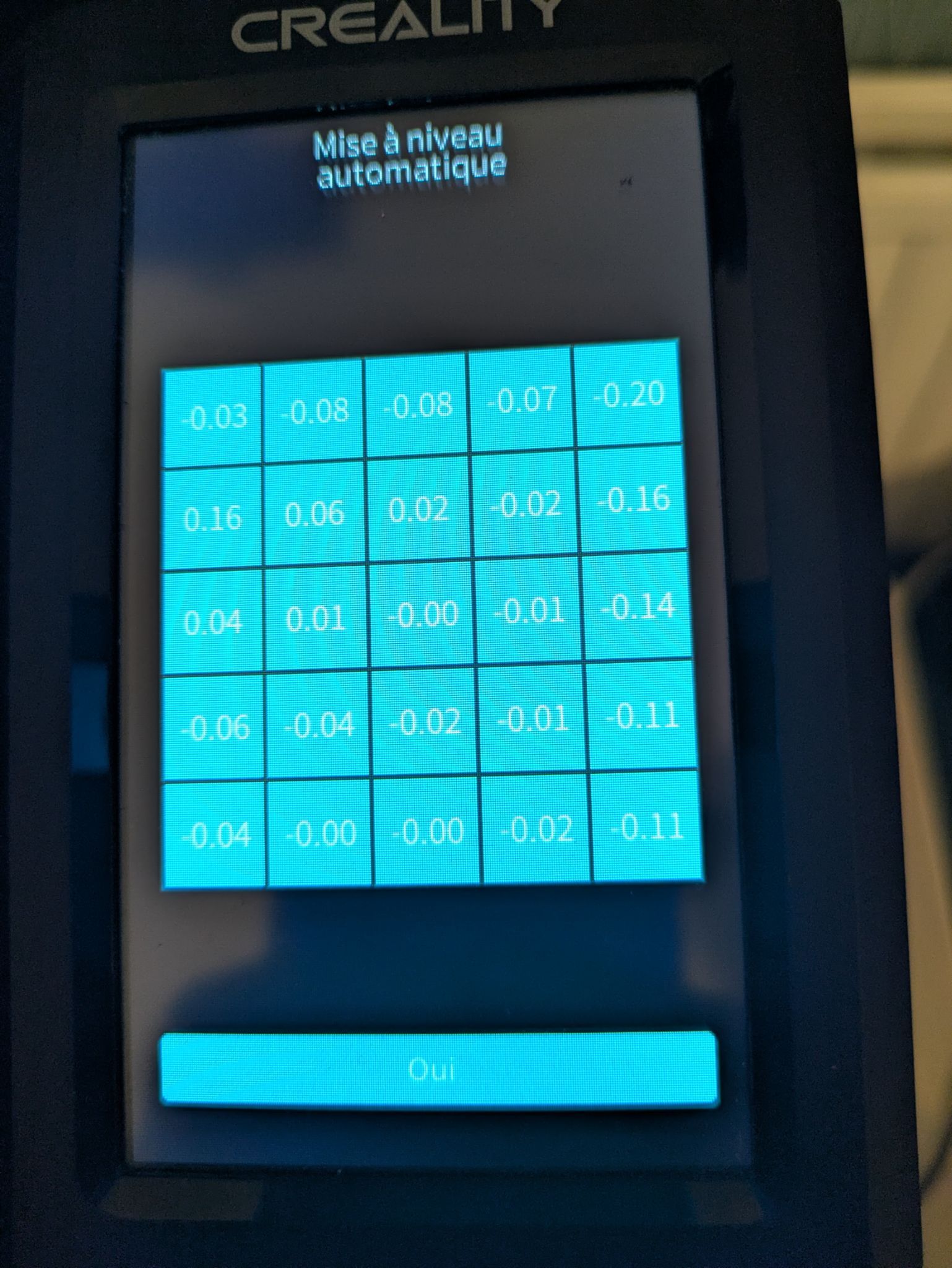
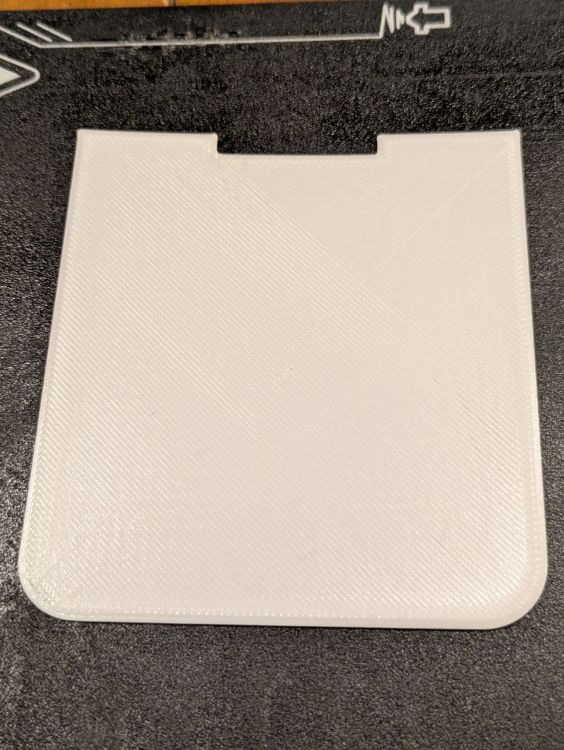
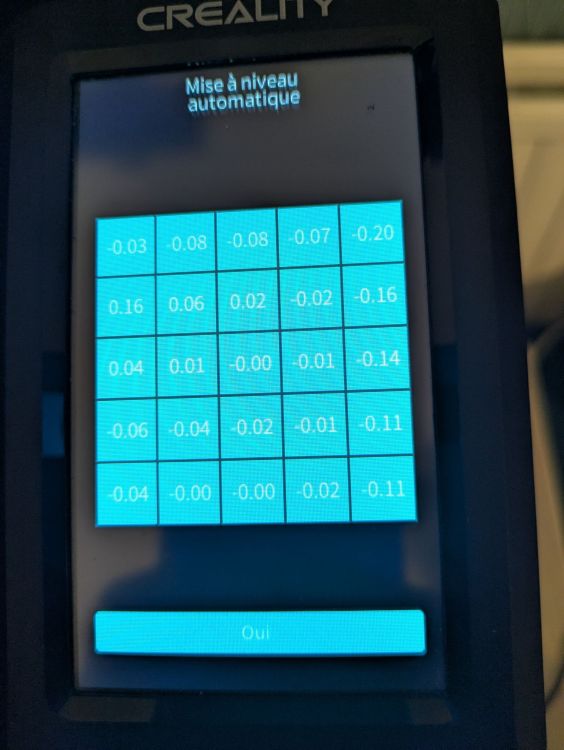
Bonjour ! Je reviens sur ce sujet car je fais face à un souci d'impression. J'essaye d'imprimer une pièce (un petit récipient) et le fond du récipient n'est vraiment pas satisfaisant. J'ai laissé finir l'impression et les parois sont OK mais le fond est vraiment très granuleux, et la buse fait du bruit en passant sur les couches précédentes tellement elle sont rugueuses. J'ai d'abord pensé a un souci d'adhérence au plateau donc j'ai augmenté la température à 70 degrés et j'ai activé un Brim pour améliorer la situation. Cependant le résultat est toujours médiocre. Sur la photo j'ai arrêté l'impression au moment où le fond du récipient est "finalisé". J'ai mis à sécher mon PLA au four â 50 degrés pendant quelques heures pour éliminer la cause humidité aussi mais ça ne change rien. Est ce que quelqu'un aurait des pistes à me donner ? Le nivellement du plateau est bon à priori. J'ai remonté l'offset je l'ai descendu un peu aussi, rien n'y fait...


-
Oui, le plateau de chauffe est relié à la "plateforme entraînement " (celle fixée à la courroie) et pour prévoir un écart correct entre les 2, il y a des entretoises en plastique rigide. Et c'est en réduisant un peu la hauteur de l'une d'entre elles que j'ai réussi à obtenir un nivellement beaucoup plus acceptable. Bon maintenant j'ai un souci de décalage de couche sur l'axe Y mais j'ai regardé un peu les solutions je vais contrôler la tension de la courroie et réduires les vitesses d'accélération également. C'est assez costaud de bien cerner les différents paramètres pour identifier la sources des problèmes. Encore plus avec une machine d'occasion qui a été améliorée par l'ancien propriétaire. Mais pour moi qui débute (mais ce n'est que mon avis) c'est plus intéressant de mettre le nez dedans et de se creuser un peu la tête plutôt que si j'avais acheté une imprimante qui était quasiment clé en main
-
Bonsoir ! Merci à vous 2 pour les conseils ! Je pense avoir bien rattrapé le coup la dernière impression test est nettement plus concluante. Voilà ce que j'ai fait : - changement de la tête de chauffe (et en effet l'ancienne était bien crade et le tube était désagrégé) - vissage des vis du plateau mais toujours pas top. Mais en faisant quelques calcul j'ai identifié qu'un côté était bien plus haut que les autres. J'ai repéré des petites entretoises en plastique pour relier le plateau de chauffe à la plateforme qui est entraîné par la courroie. J'ai sortie l'entretoise du côté trop haut et je l'ai très légèrement poncé au papier de verre fin. Et là les résultats se sont grandement améliorés !!

-
Merci @Alain D.! La titi procédure est intéressante ! J'ai une hotend neuve en plus. J'ai remarqué que celle installée est dans un sale état mais elle est peut être juste sale. Elle a des dépôts blancs sur un côté (couleur du tube PTFE mais peut être juste une coïncidence) et noir (couleur de mon filament actuel). Peut être que ça vaut le coup de changer direct la hotend... Je vais démonter pour voir l'état précisément. Merci pour ton aide. Je vais suivre tes conseils demain et je viendrai faire un petit rapport des avancés. Bonne soirée !

-
Bonjour @pascal_lb et oui en effet et c'est notamment ce personnage qui a inspiré ce pseudo
-
Bonjour tout le monde ! Je débute en impression 3D. Après avoir lu et vu pas mal de contenus, j'ai pris d'occasion une Ender 3 v3 SE avec le kit Nebula. J'utilise Crealty print pour l'instant. J'essaye d'imprimer un test pour optimiser ma première couche mais c'est très compliqué d'avoir un resultat satisfaisant... La calibration auto se fait bien, je laisse l'offset Z que la machine choisit. J'imprime en PLA, avec 205 degrés en buse pour la première couche et 65 pour le tapis chauffant. Je suis à 50% de la vitesse d'impression, la buse est de 0,4 et première couche de 0,5 de large. Régulièrement j'ai des "pâtés" qui se forme et la buse les embarque en passant a proximité ce qui rend l'impression inexploitable (les photos parlent d'elles mêmes...). J'ai changé la buse par une neuve ça a eu un impact sur le premier test mais ensuite ça s'est redégradé. Je suis a 0,95 de débit. Et parfois j'ai même l'impression que ça ne sort pas, juste après que la buse ait créé un pâté. J'ai resserré les vis du plateau il y a un peu de mieux (cf. Les photos mes moins horribles). J'aimerais savoir s'il y a quelque chose à laquelle je n'aurai pas pensé et qui me permettrait d'avoir un meilleur rendu. Si jamais quelqu'un a une idée je suis preneur de toute suggestion !! Merci




-
Bonjour tout le monde, Fraîchement arrivé dans le milieu de l'impression 3d. J'ai pas mal parcouru les pages de ce forum pour me mettre à niveau sur le sujet, et regardé pas mal de vidéo YT. Je viens d'acheter ma première imprimante, une Ender 3 v3 SE avec le kit Nebula en seconde main. J'espère pouvoir trouver ici de l'inspiration, de l'aide aussi pour les réglages de base, et puis un jour aider les nouveaux comme moi !