Ajt06
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Ajt06
-
probleme d'impression des "plafonds".. supports ou pas ?
Ajt06 en réponse au topic de Ajt06 dans Discussions sur les imprimantes 3D
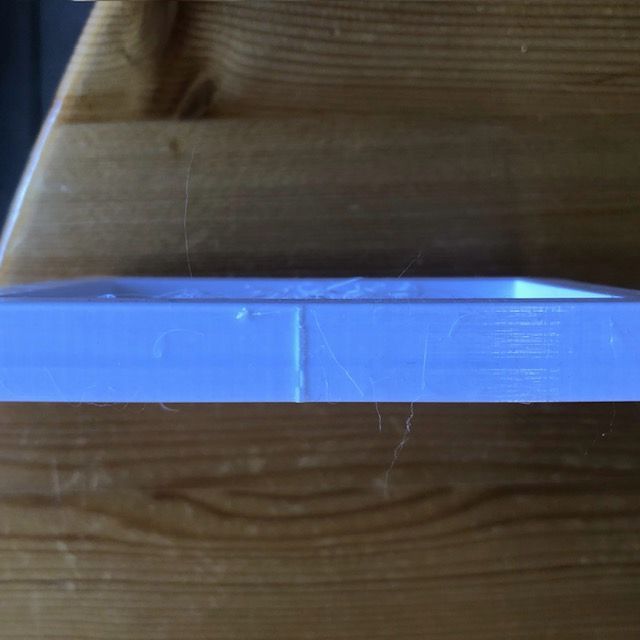
bel exemple mais ça ne m'explique pas le pourquoi du comment la pièce à 180° c'est le couvercle qui était posé sur ses rebords et dont le creux a fait des nouilles faute de support ( voir photo ) : je l'ai donc re positionné "sur le dos " donc pas de support.... je serai plus sagace à l'avenir lorsque je chargerai directement des modèles récupérés en ligne et mal positionnés ! autre question : - ventilateurs ? il y en a 2 ...lequel gère le refroidissement du filament (le petit à droite..) et le gros frontale doit réguler la T° du "corps de chauffe" ? - lors de l'impression d'un "pont" ( surface inférieure d'un modèle qui nécessiterai normalement un support ) si le fil fait des bouclettes pendantes..j'ai cru comprendre que c'était le ratio T° d'extrusion / ventilation + vitesse de déplacement qui influaient....donc beaucoup de tests en perspective !!!! ou , Si j'en revient à mon opinion précédente ! : pas se prendre la tête et mettre systématiquement des supports ...et prendre quelques minutes seulement à les ôter. Non? Merci pour votre patience à mon égard -
probleme d'impression des "plafonds".. supports ou pas ?
Ajt06 en réponse au topic de Ajt06 dans Discussions sur les imprimantes 3D
Merci Alain D mais tes pièces sont globalement des cubes et ne nécessitent pas de support. je pense que si j'avais positionné ma pièces type couvercle "à l'envers"sur xy ; je n'aurai pas eu de problème sans support car aucune surface dans xy aurai été dans le vide.. Quoi qu'il en soit je persiste à imposer toujours des supports car cura jugera si cela est nécessaire ou non au vues des formes / oxy ... -
probleme d'impression des "plafonds".. supports ou pas ?
Ajt06 en réponse au topic de Ajt06 dans Discussions sur les imprimantes 3D
MERCI.. mais ou sont les "paramètres de pont "?? ; pour les nombreux essais nécessaires : je vais me contenter des ponts systématiques -
probleme d'impression des "plafonds".. supports ou pas ?
Ajt06 en réponse au topic de Ajt06 dans Discussions sur les imprimantes 3D
Merci pour confirmer mon idée de manque de support... d’où ma surprise que dans cura , avant le tranchage , les paramètres "standards" apres avoir définis le choix du matériau du fil ..etc .., les supports ne soient pas toujours validés....ou plus simplement : pourquoi ne pas mettre toujours des supports car ceux ci ne se formeront "automatiquement" que si Cura calcul que les formes (angle des pentes etc..) le nécessitent ??? -
probleme d'impression des "plafonds".. supports ou pas ?
Ajt06 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour j'avance doucement dans les subtilités de mon ender 3.. pas mal d'impressions ok en PLA..grâce à vos conseils .. je suis passé au PETG...J'ai fait les tests de T° et Vitesse.. j'en ai déduit que la T°~~240° car les "ponts" aux t° > avaient de "bouclettes" dessous.... vitesse 20; PTEG ESun Blanc.. 1 ) MAIS! j'ai imprimé 2 pièces pour un Slitter de pellicule et les dessous ont fait de la "salade" .. d’où ma question : est ce du au manque de supports ( que je n'avais pas configuré...) ou un problème de de t° ... solution ?? je penche pour la 1er .. 2 ) sur toutes les pièces j'ai un petit bourrelet sur un coté.. j'ai vaguement compris que c’était un problème de changement de couche !!? est ce corrigible ? d'avance Merci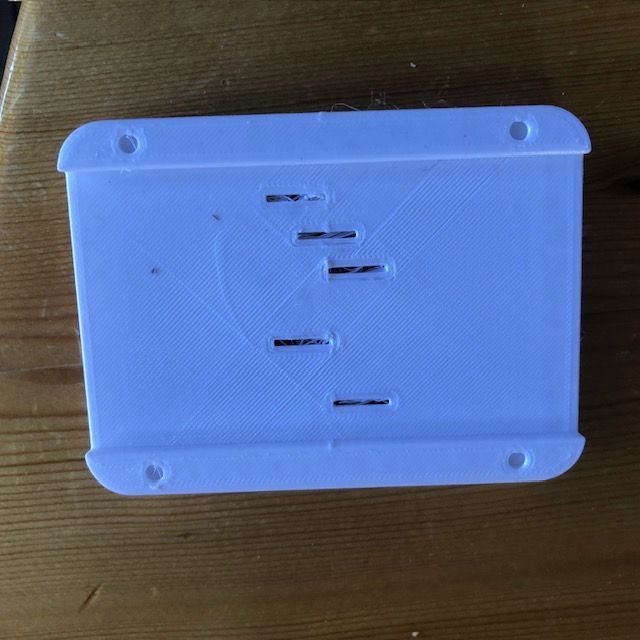


-
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
Merci c'est effectivement que je ne sauvegardais pas les réglages manuels; mais celà n'explique pas que le programme G code qui les contient ne les force pas ...? j'ai solutionné la mayonnaise de mon impression de "protection de manche" : pas de supports générés !!! Là aussi il m'a fallu plonger dans les docs pour "obliger" Cura à générer les supports .. tout n'est pas auto... mais ça avance... -
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
1 ) je ne comprends pas ta réponse....si la t° est comme il se doit être définie dans le G code du programme du slicer pourquoi si je n’interviens pas "manuellement" le plateau est à 40° ( j'ai pourtant bien défini dans cura une Ender 3 pro ! ). 2) j'ai fait une impression (protection des manches Rc Tx16s..) que j'ai "slicé" avec "mon" cura bien configuré pour avoir un G code Ok.. l'impression a bien débuté , puis ensuite ça à fait une vraie salade de l'espace !!!!! j'étais prêt à tout envoyer...... 3 ) Après une pose...et réflexion.. (peut être ? que le stl d'origine était naze? il faudrait que je teste le Gcode obtenu ...mais contrairement aux assertions de cura ,le test de Gcode ne fonctionne pas ! donc comment tester un G code existant ..? ) . j'ai décidé d' imprimer le cube de test 15x15 a partir d"un stl du net slicé avec "mon" cura.... et là : tout est OK...parfait.!!!! Question : pourquoi , 2) Vs 3) ..... merci -
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
c'était bien de l'abs .. j'ai remis le bon en pla c'est ok mais j'ai des doutes : la config pour du PLA dans le menu de mon Ender 3 donne t° du plateau 40° !! je suis donc allé dans le menu T° et est forcé la t° plateau a 65°... c'est ok mais chaque fois que je charge un autre fichier la config PLA revient a 40 ° et n'est donc pas mémorisée alors que de plus cette t° est aussi définie dans le G code ? c'est pas clair ......... Ps : ABS se dissous dans l 'acétone pas le PLA -
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
pas de message d'erreur... J'ai décapoté la tête et surprise j'ai environ (thermomètre laser ) 159 ° sur le "radiateur" a ailettes rouges pour 200° de consigne .... buse bouchée ? bien que ça sorte mollement.. HEUREKA !! après réflexion sss..... j'ai chargé un rouleau neuf de "PLA" acheté ou?? mais sur l’emballage je viens de voir sur la micro étiquette code barre " grey ABS 200G " si c'est donc de l'ABS , à 200 ° ça doit être mollasson non ? cqfd.. - comment maintenant sortir ce fil de tête de chauffe ? - comment tester simplement la nature du fil abs/pla car j'ai un 2em rouleau anonyme..? -
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
Bon : origine ok au centre du plateau ..MAIS cette fois pas d'extrusion !! malgré la température de buse programmée à 200° le filament sort difficilement.. et pour cause la t° mesurée sur le bout de la buse est de 40° !? comment tester ça avant de sortir les clefs à molette ... merci le câble d'alim à l'air ok pas martyrisé.. -
ender3 pro origine programme piece confondu avec origine machine
Ajt06 en réponse au topic de Ajt06 dans Entraide : Questions/Réponses sur l'impression 3D
merci pour vos réponses rapides!! je suis un ancien du domaine de la CNC.. et je me doutais qu'il s'agissait d'un manque de "DEC" décalage "origine machine / origine programme" ..mais mon analyse des G codes ne faisait pas apparaitre cela ( d’après mon décodage) . et donc ces "dec" devaient êtres stockés ailleurs..mais ou ? effectivement "origine au centre " était coché ! car pour moi cela désignait "au centre du plateau ! je re teste des que j'ai un moment et vous confirme (j'espère ). PS : comment tester un programme en G code si l'on n'a pas le stl...??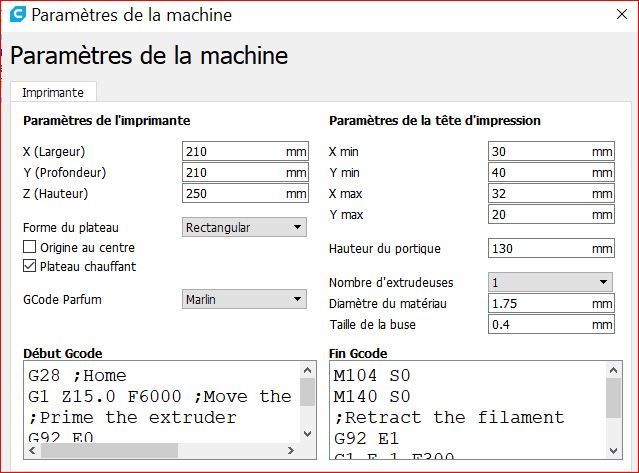
-
Bonjour j'ai acquits une ender 3 pros ; j'ai testé avec le Dog :parfait !! j'ai changer les 2 courroies par précaution ne sachant pas leur temps d'utilisation antérieur.. depuis toute mes tentative d'impression se font au point d'origine machine ( coin avant gauche plateau)!! pas de message d'erreur... cas unique ? car aucune info sur mon problème sur le net. les microswitch Z , Y, X fonctionne puique la pris d'origine auto se fait correctement !!! ,