


Tof30
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de Tof30
")




-
J'ai reçu l'alcool iso hier et demain, je reçois un caisson adaptable pour mon A1 afin de mieux contrôler la t°. Une fois installé, je prendrai en compte toutes vous observations et lancerai une nouvelle impression. Je vous tiens au courant. Encore merci à tous pour vos commentaires.
-
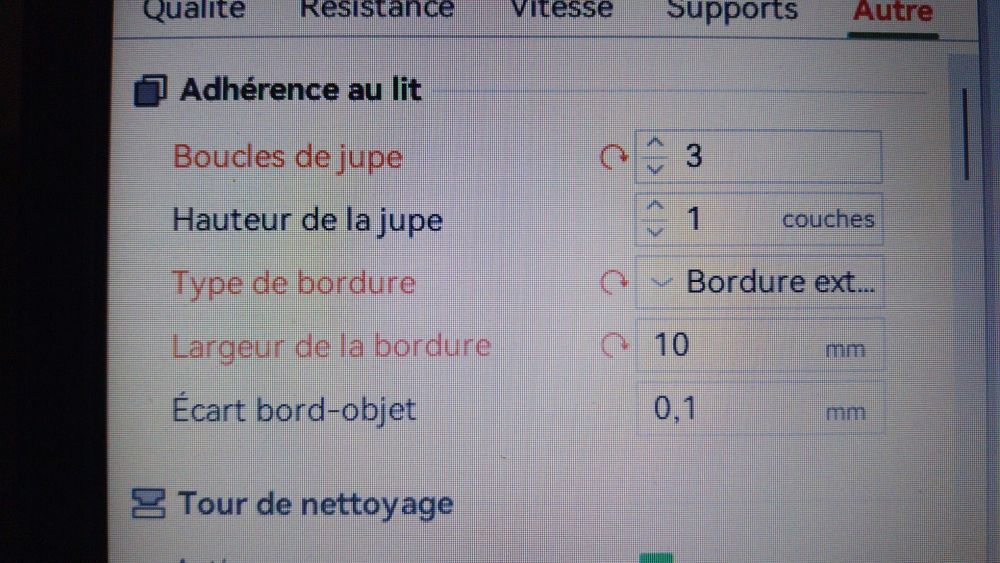
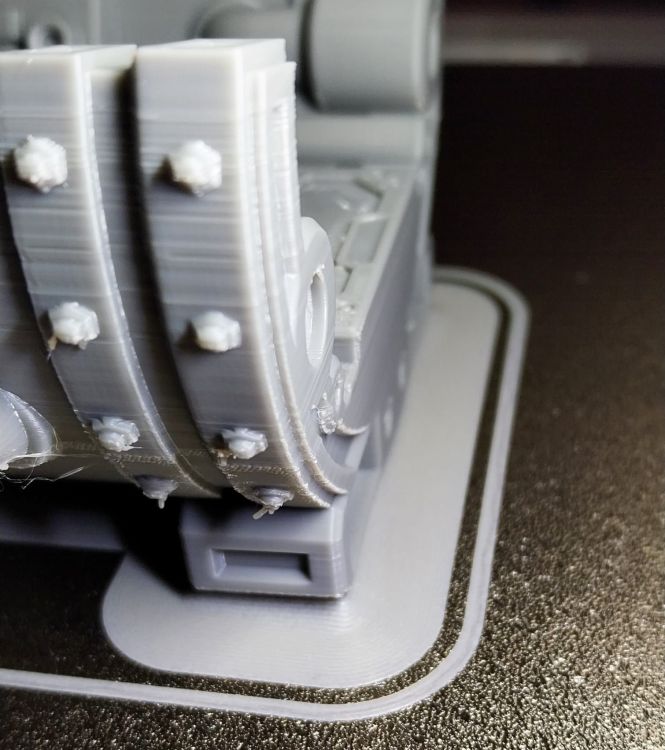
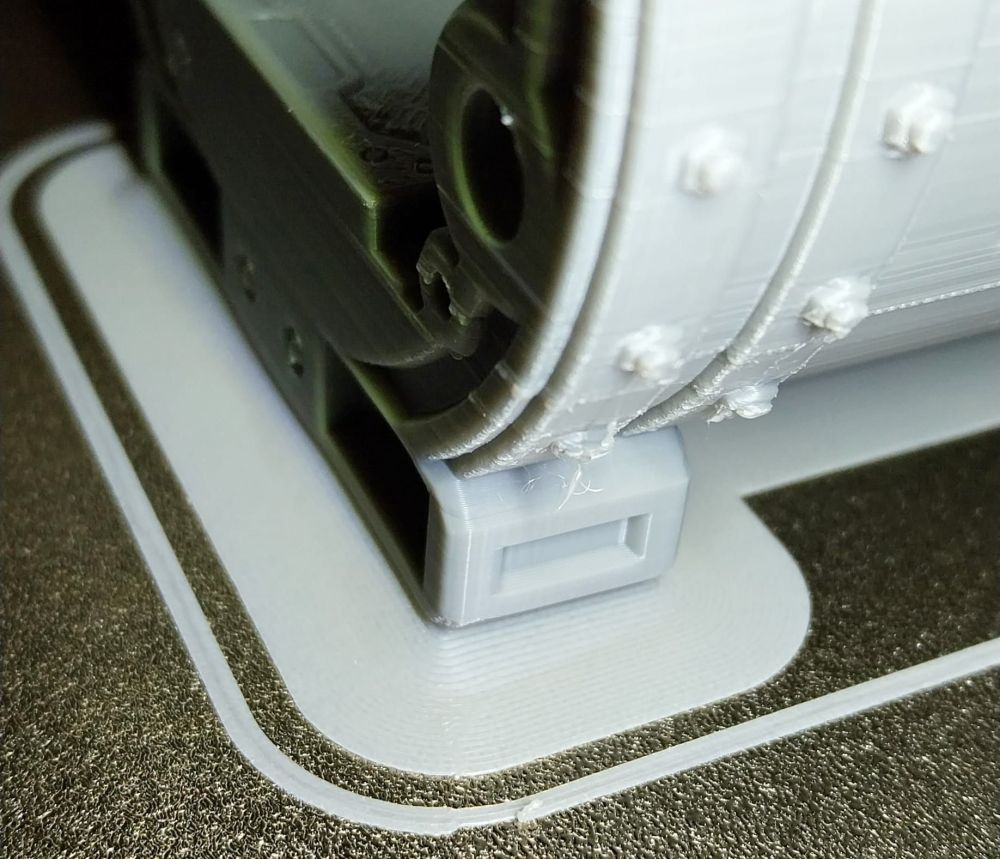
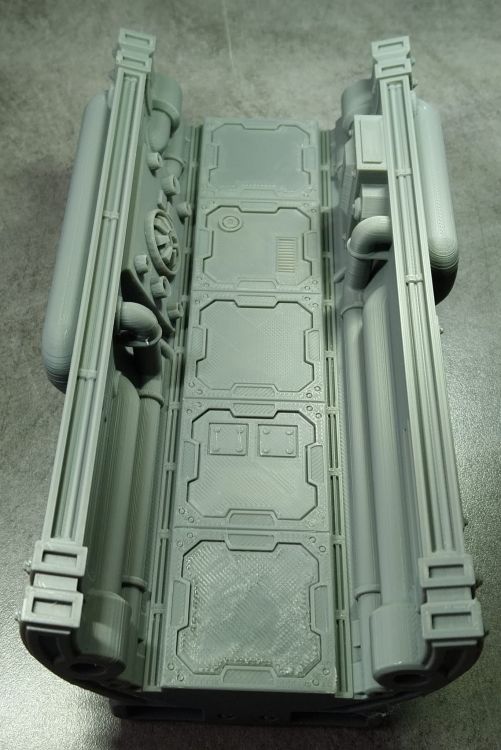
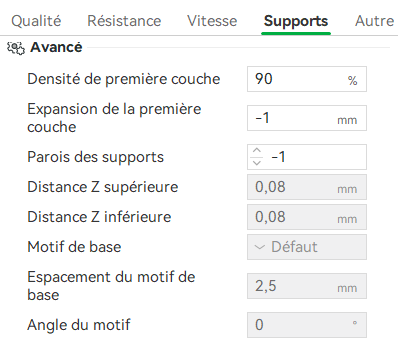
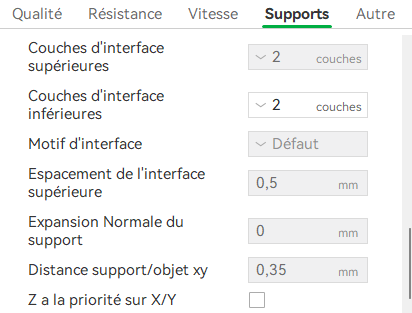
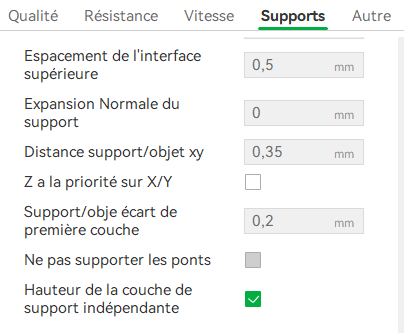
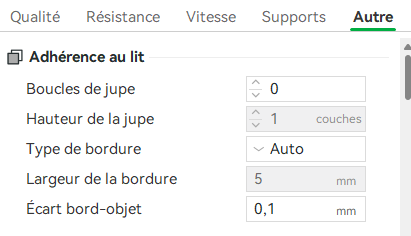
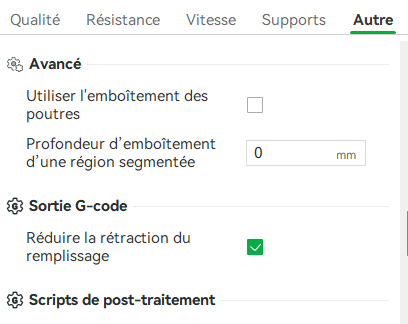
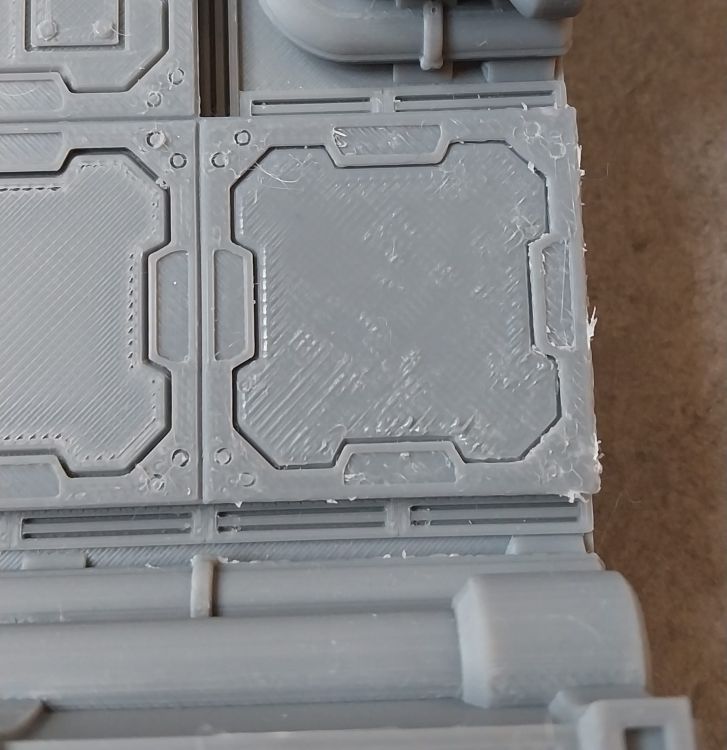
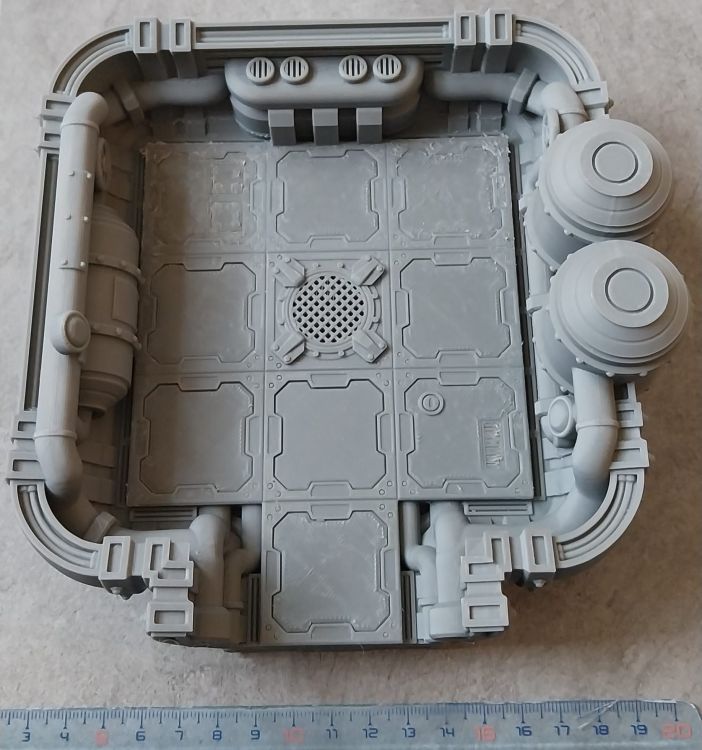
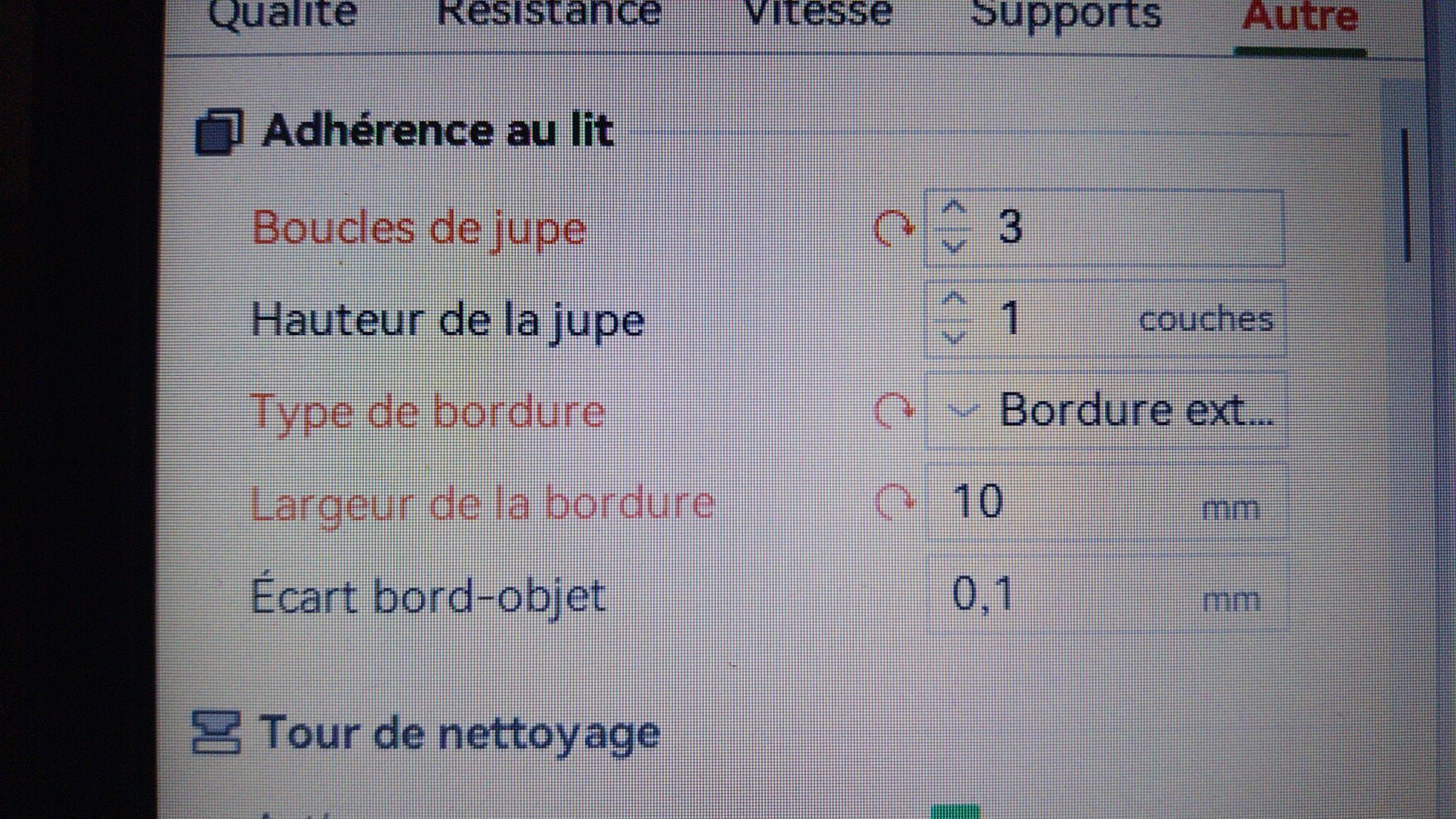
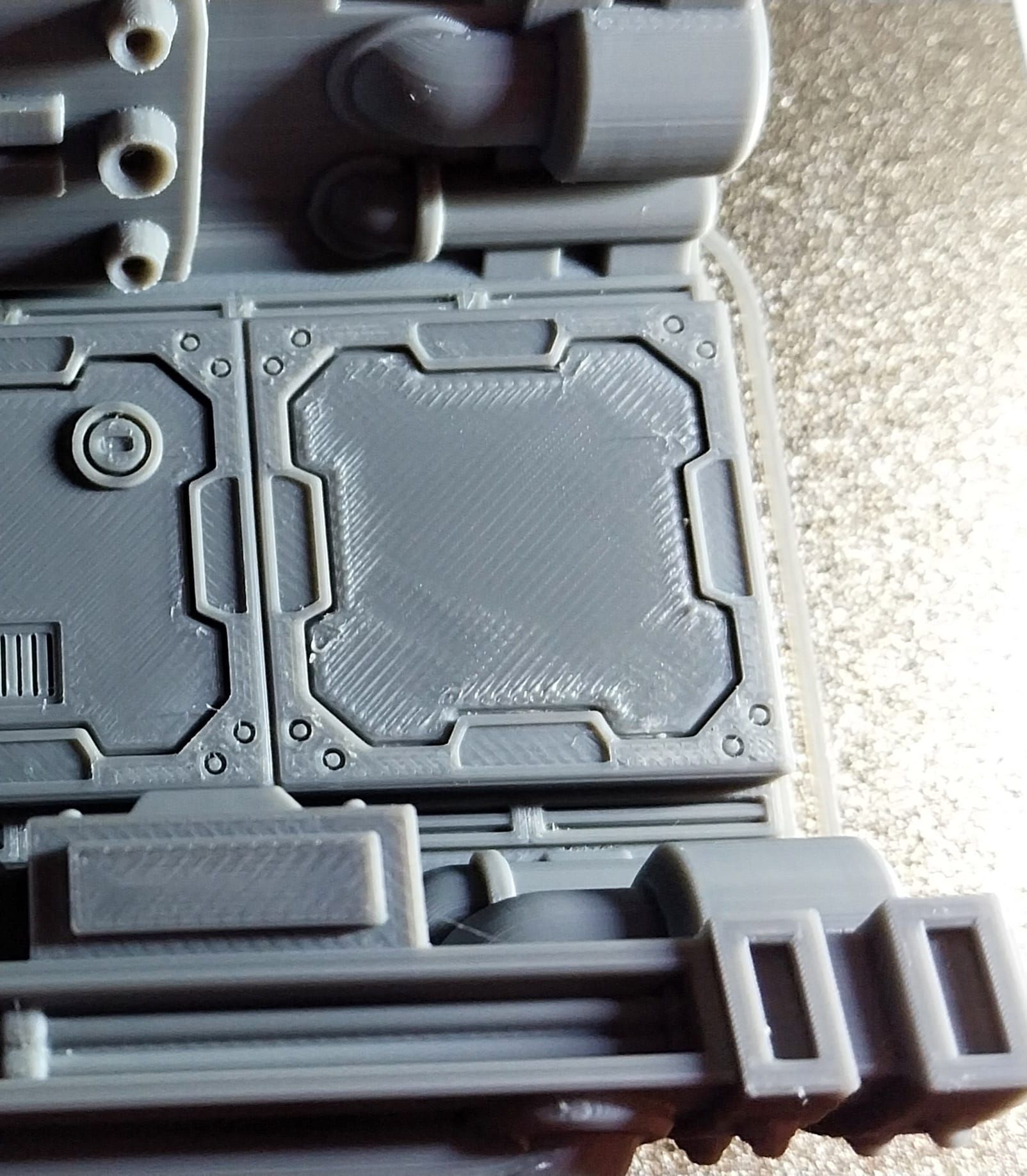
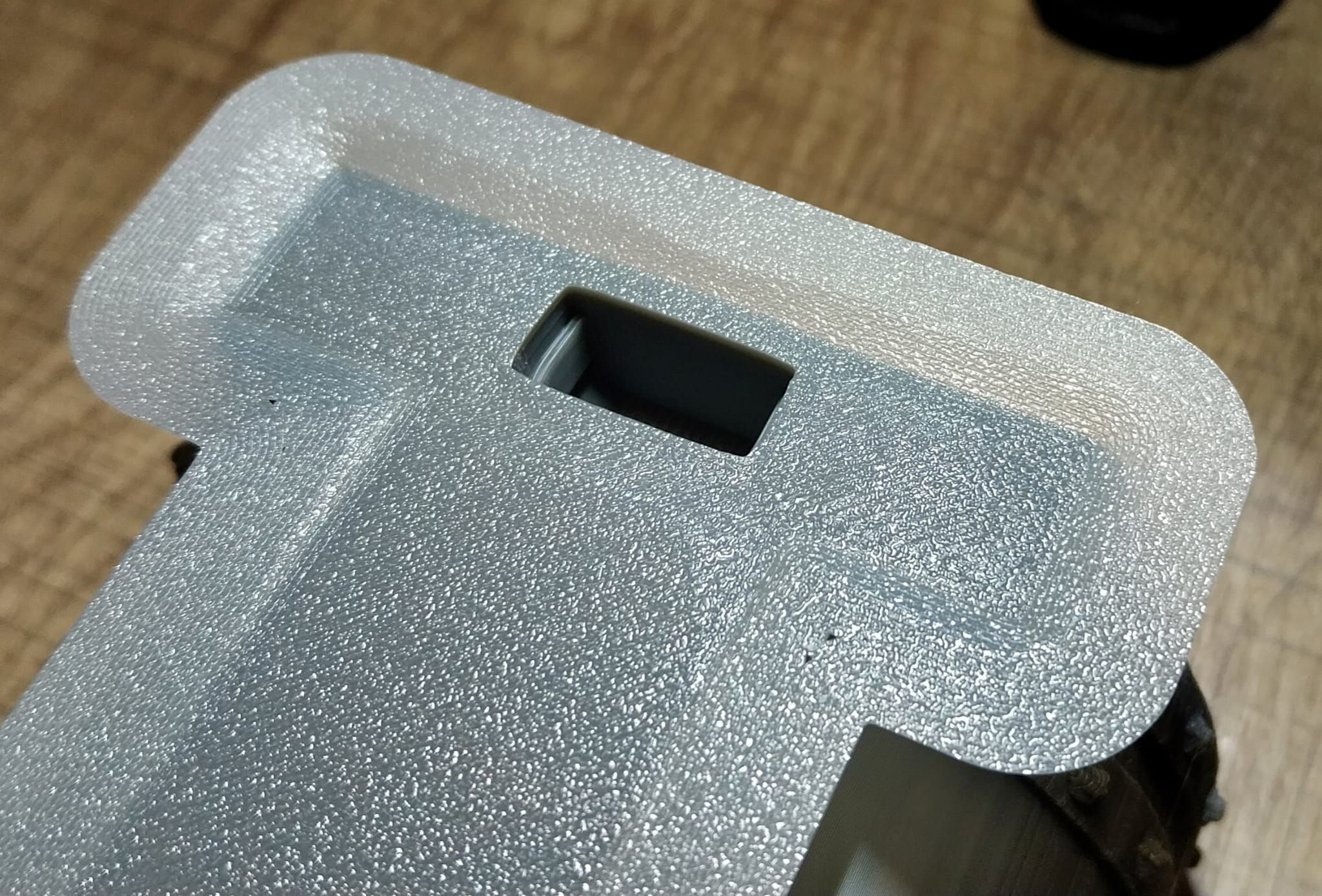
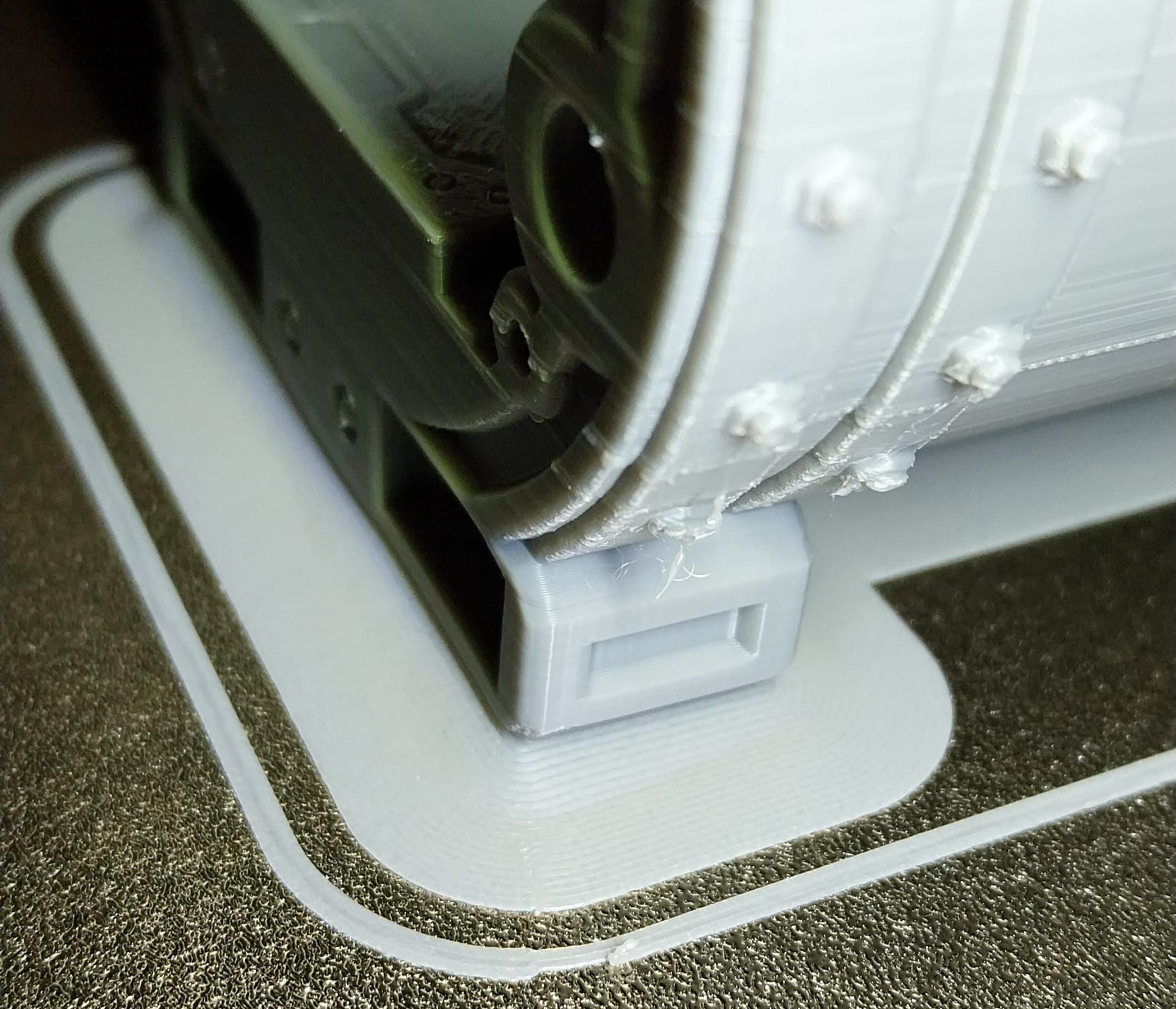
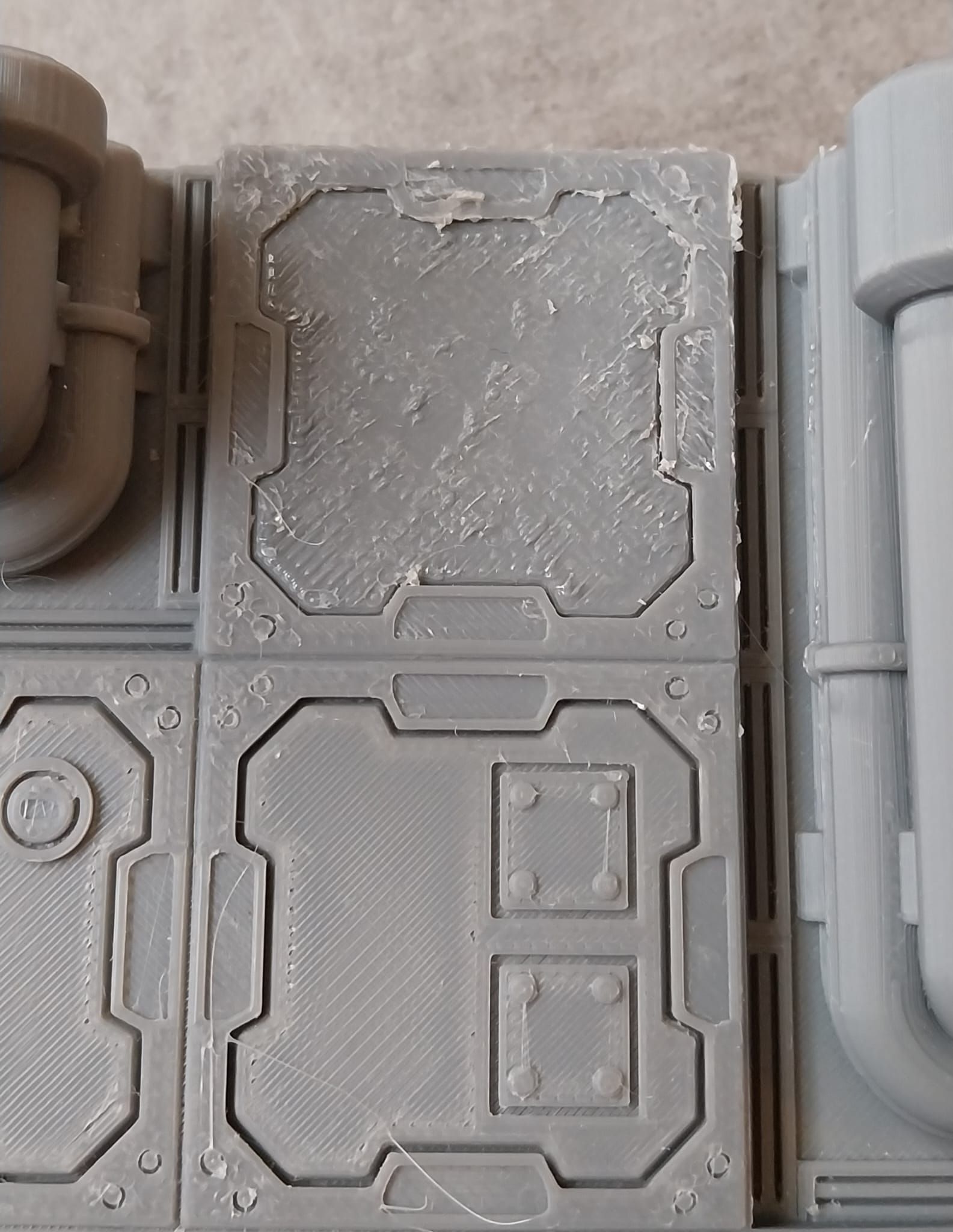
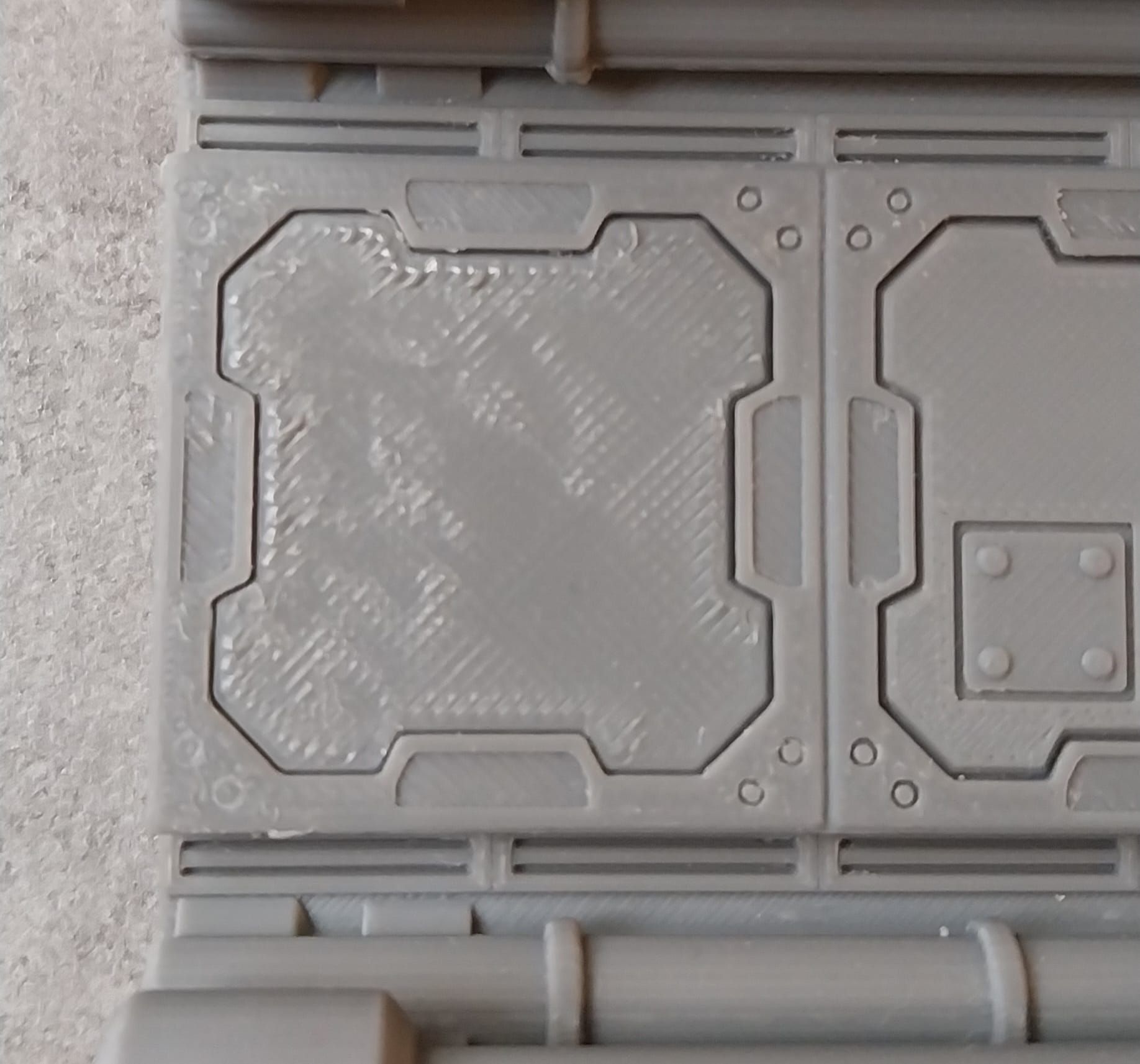
Bonsoir à tous, dans un 1er temps, merci de répondre à mon problème, je me sens moins seul. Je prends note de vos commentaires et j'apprends. Je vais essayer de mettre tout cela en œuvre. J'ai commandé de l'alcool isopropylique qui arrive jeudi. Je vais réfléchir à un caisson maison . Me renseigner sur la t° de transition vitreuse de mon PLA et faire en sorte que la t° de mon plateau soit légèrement inférieure à cette dernière. Concernant la laque, j'ai bien compris qu'il fallait déposer un léger voile sur le plateau. Mais, c'est de la simple laque à cheveux ? Si je résume, avant de lancer une impression on passe un coup d'alcool iso sur le plateau et on y dépose un léger voile de laque avant de lancer l'impression, c'est bien cela ? Sinon, hier soir, j'ai lancé une impression qui s'est terminée ce matin, ce n'est pas encore ça mais il y a du mieux. J'ai descendu la t° de la buse à 205°C et j'ai créé une jupe / bordure. Je vous joins la capture d'écran du réglage. Quand on voit le résultat de la pièce, on voit que la bordure est bien plane au centre de la pièce. Quant aux cases situées aux extrémités, on voit qu'il y a encore des défauts. D'ailleurs, on le voit au niveau des bordures, il y a une petite "bosse" (genre effet ventouse dû à la rétraction du PLA quand il refroidit , je me trompe ?) Pensez-vous qu'augmenter l'épaisseur de la jupe et de la bordure changeront quelque chose à la perte d'adhérence qui a créé cette "petite bosse" ? Je poste tout cela ici et encore une fois, c'est très sympa de vos parts d'apporter vos commentaire et merci d'échanger, car c'est en "imprimant" que l'on devient "imprimeur" Bonne soirée à tous.









-
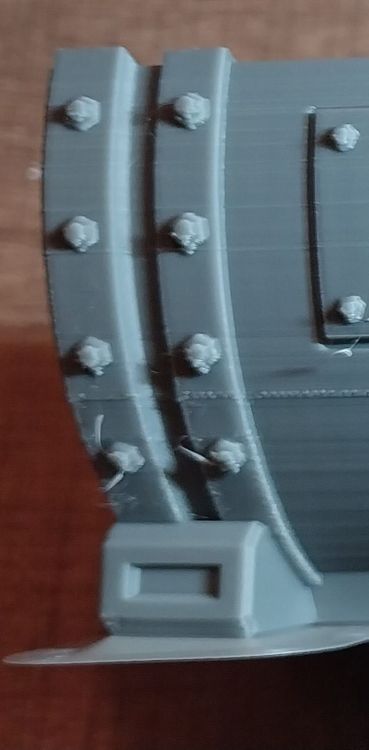
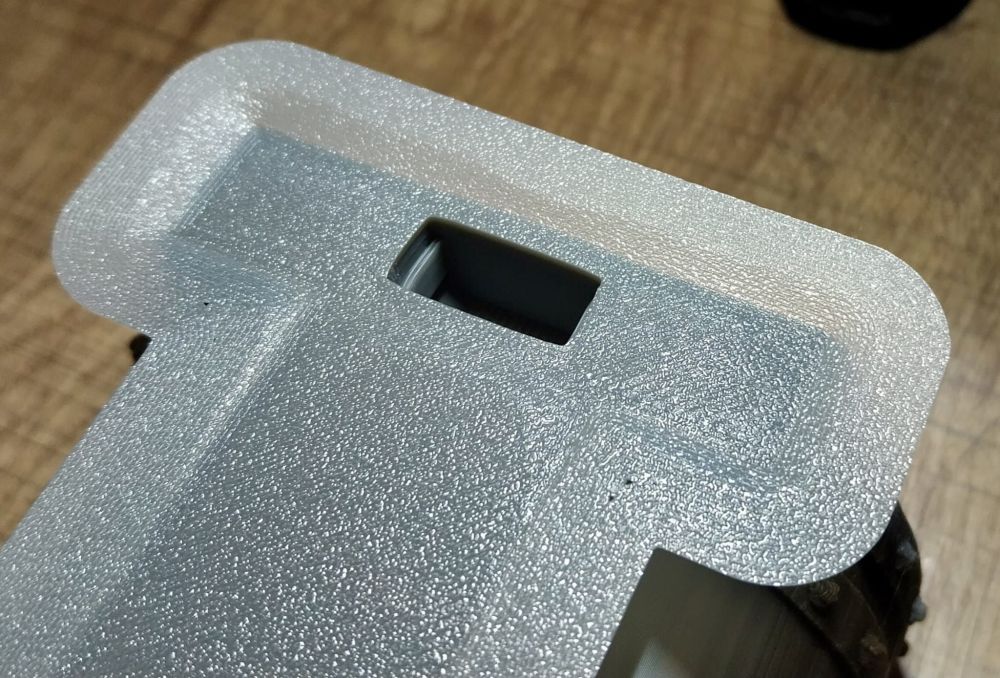
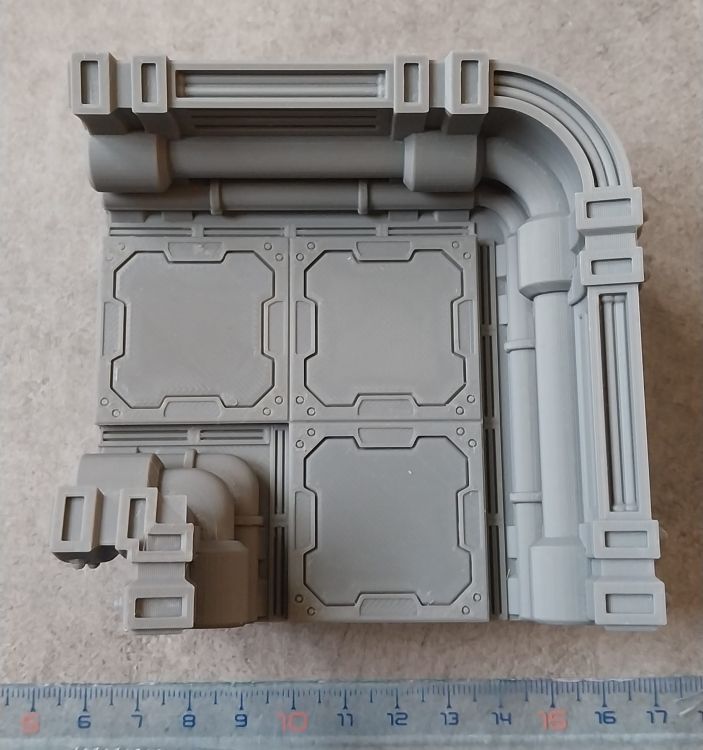
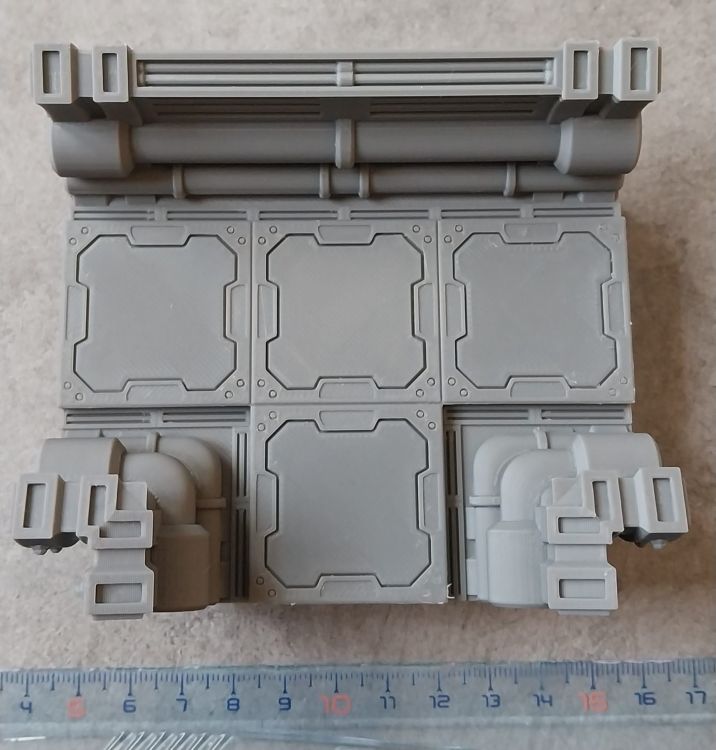
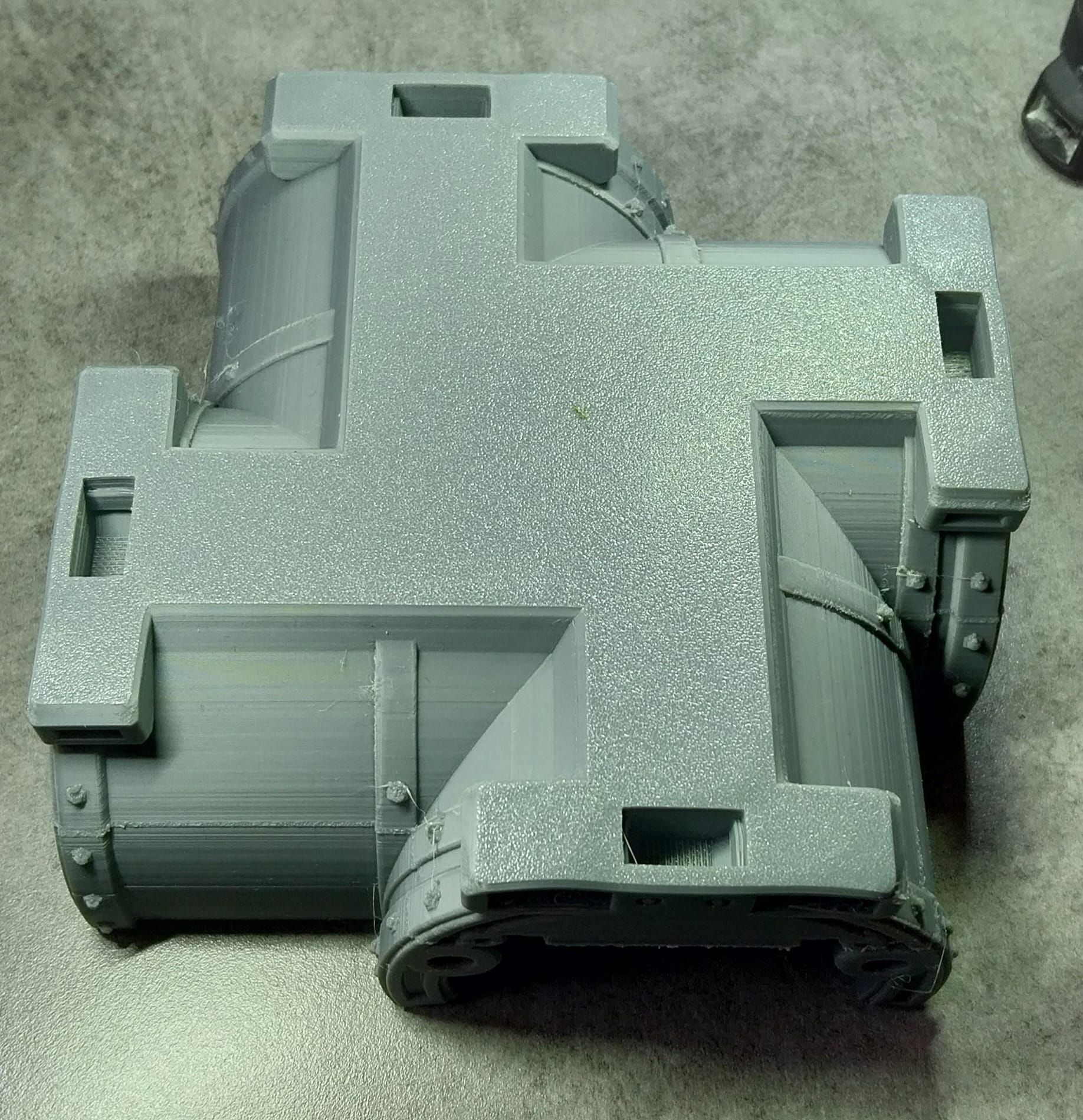
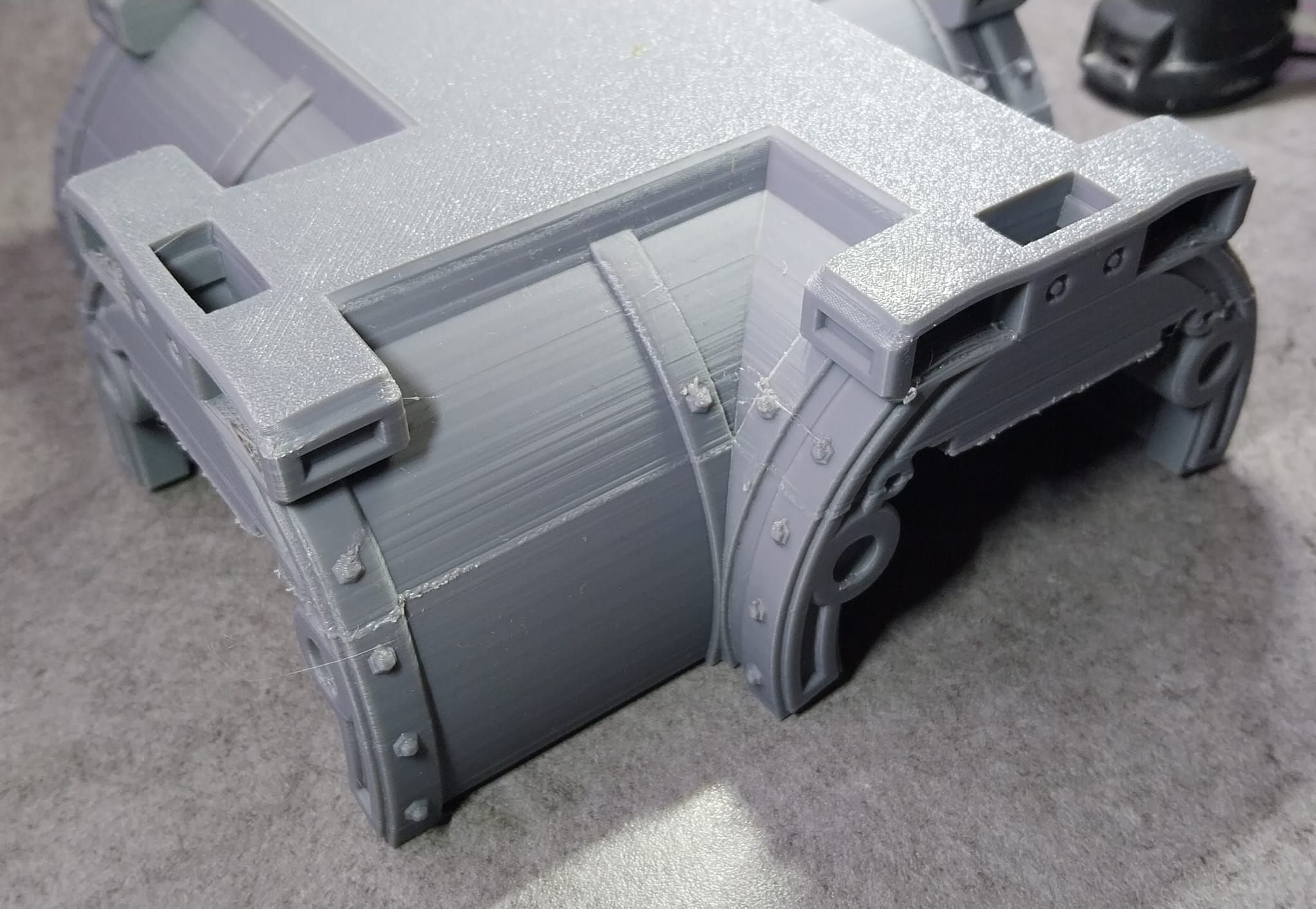
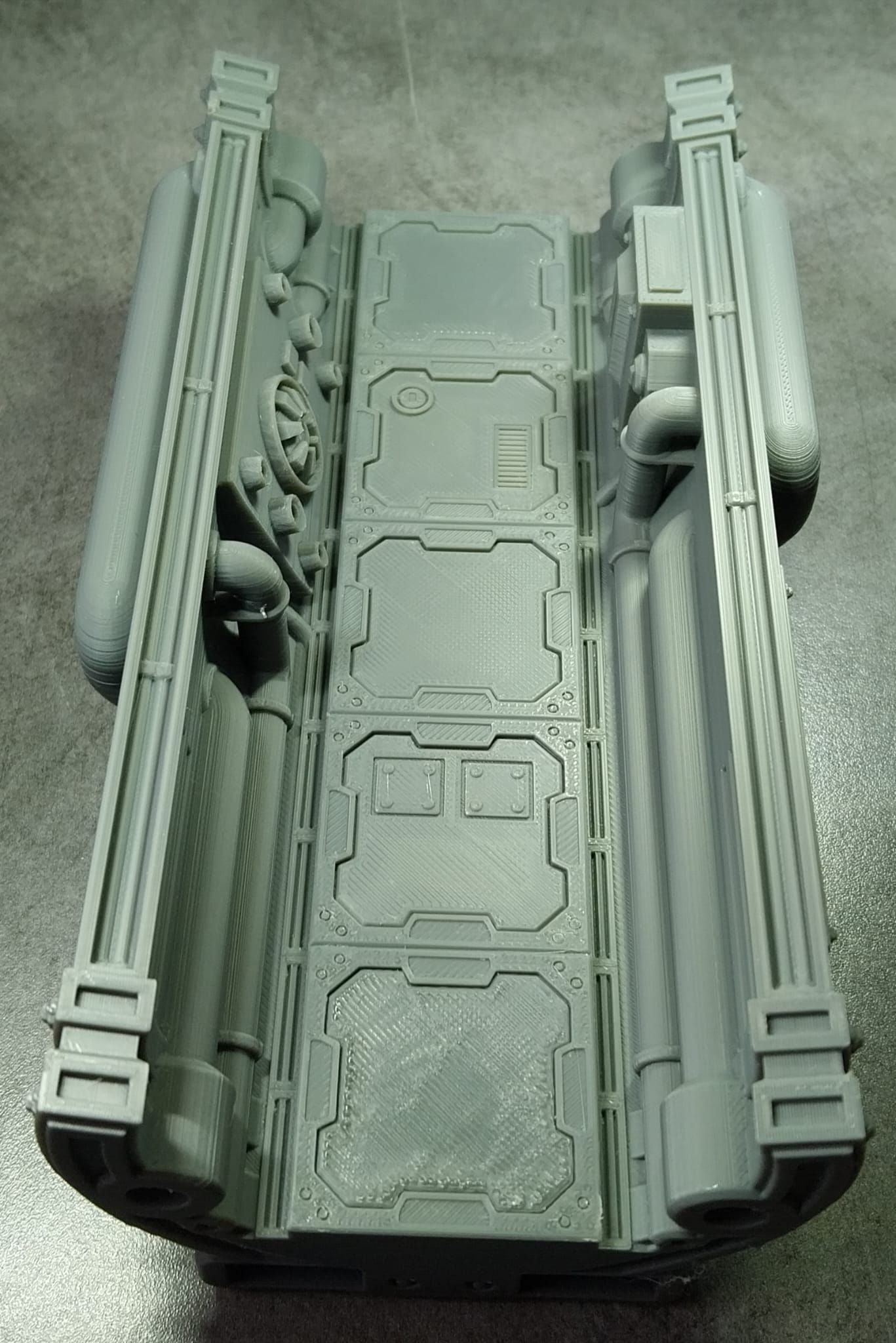
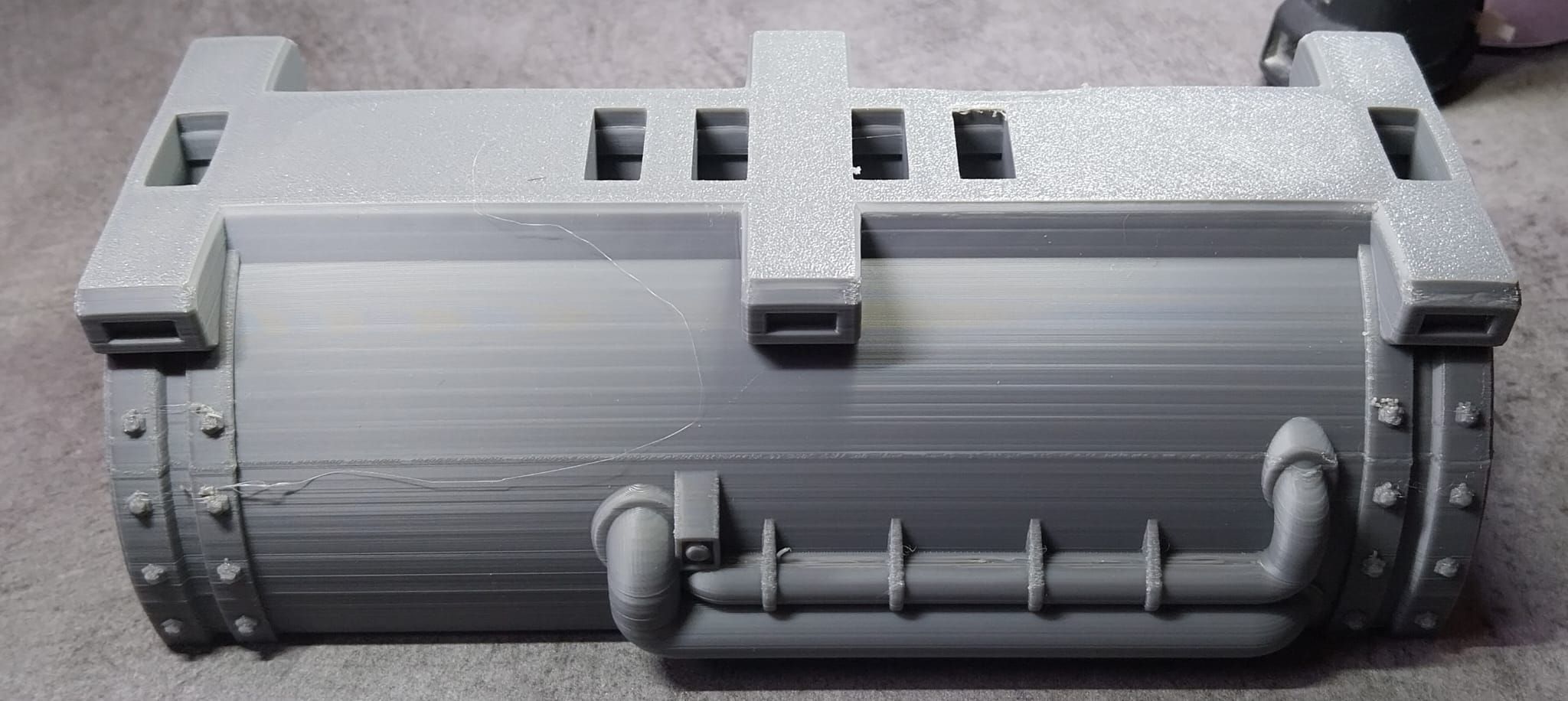
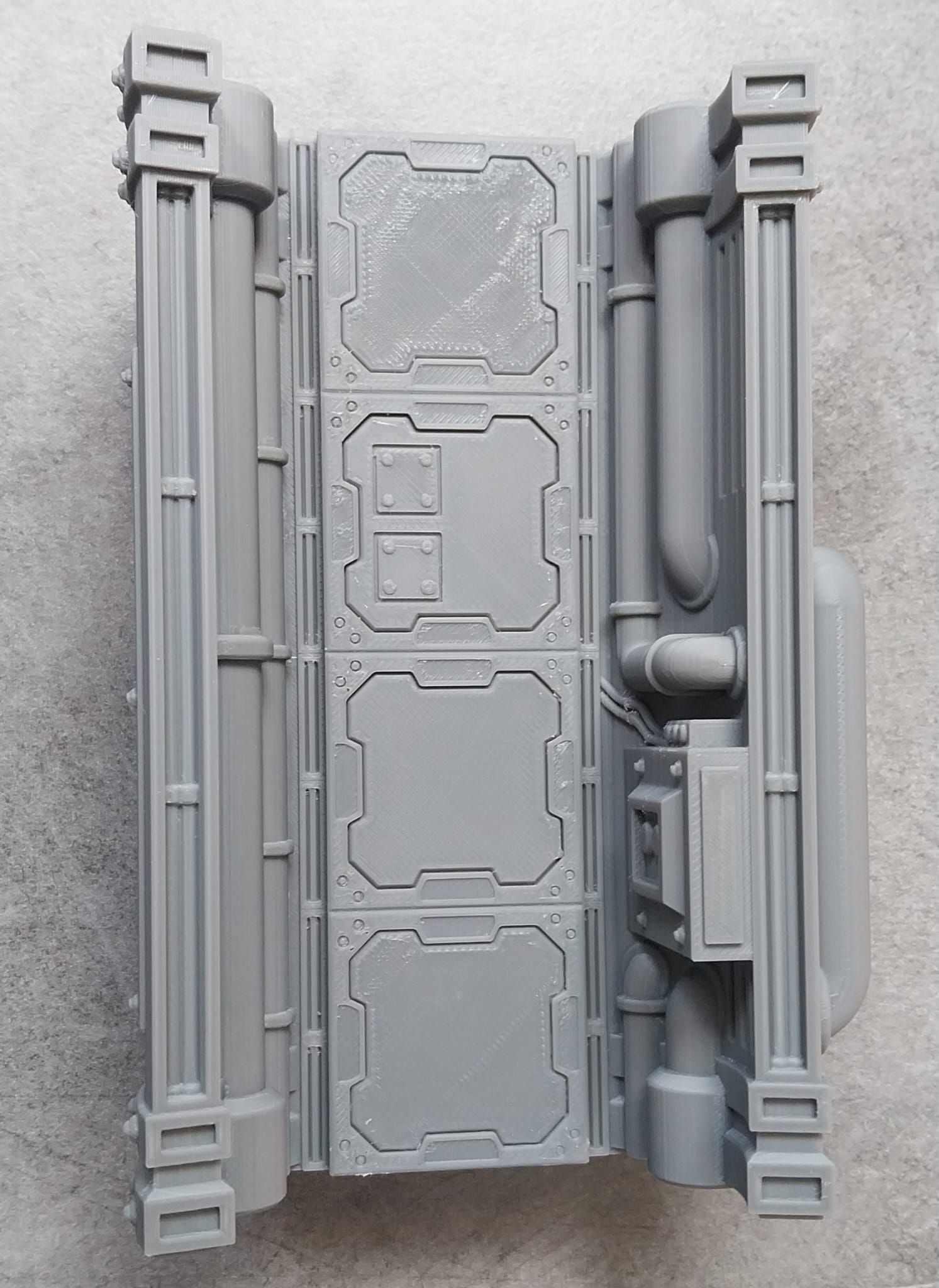
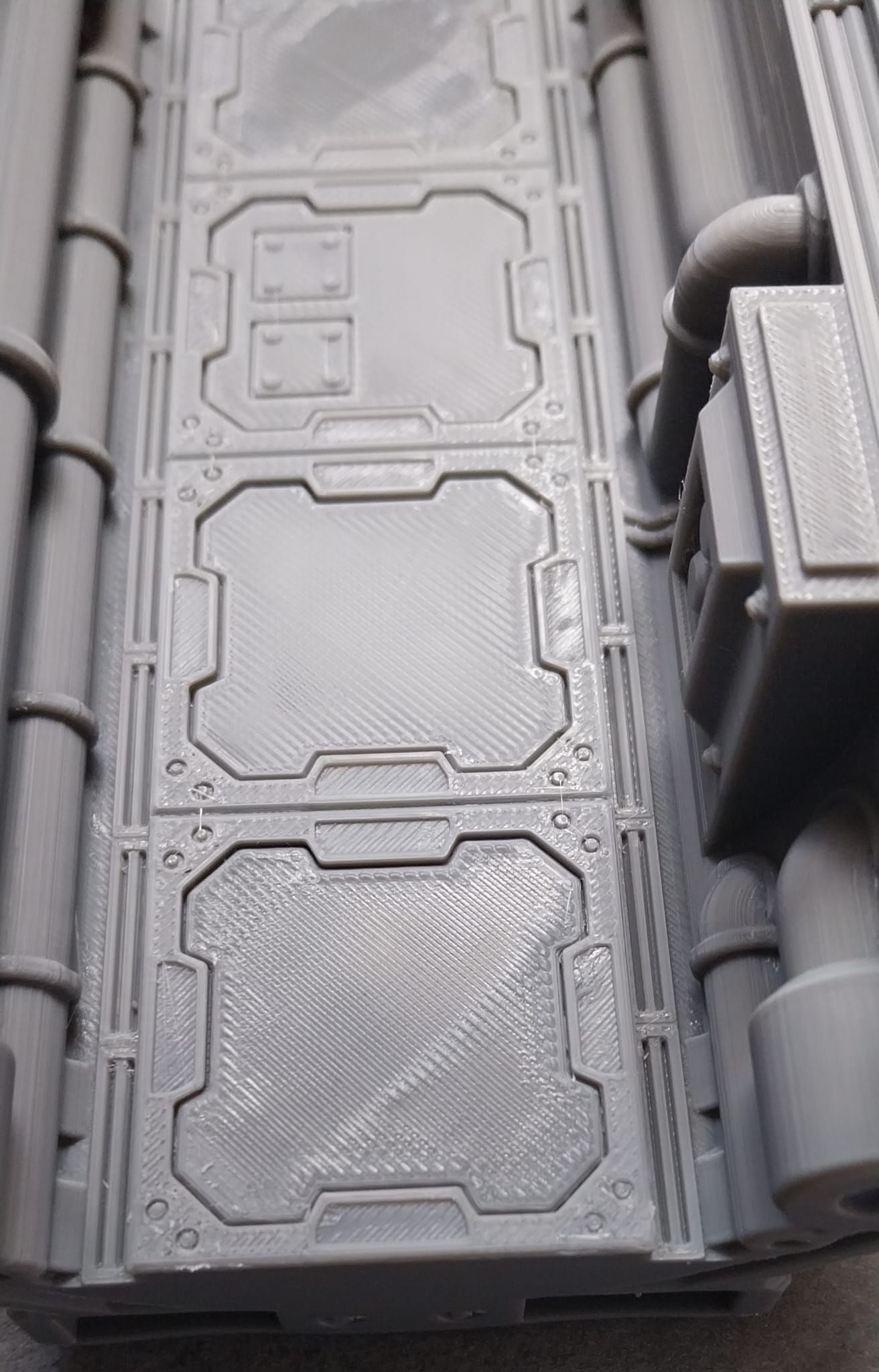
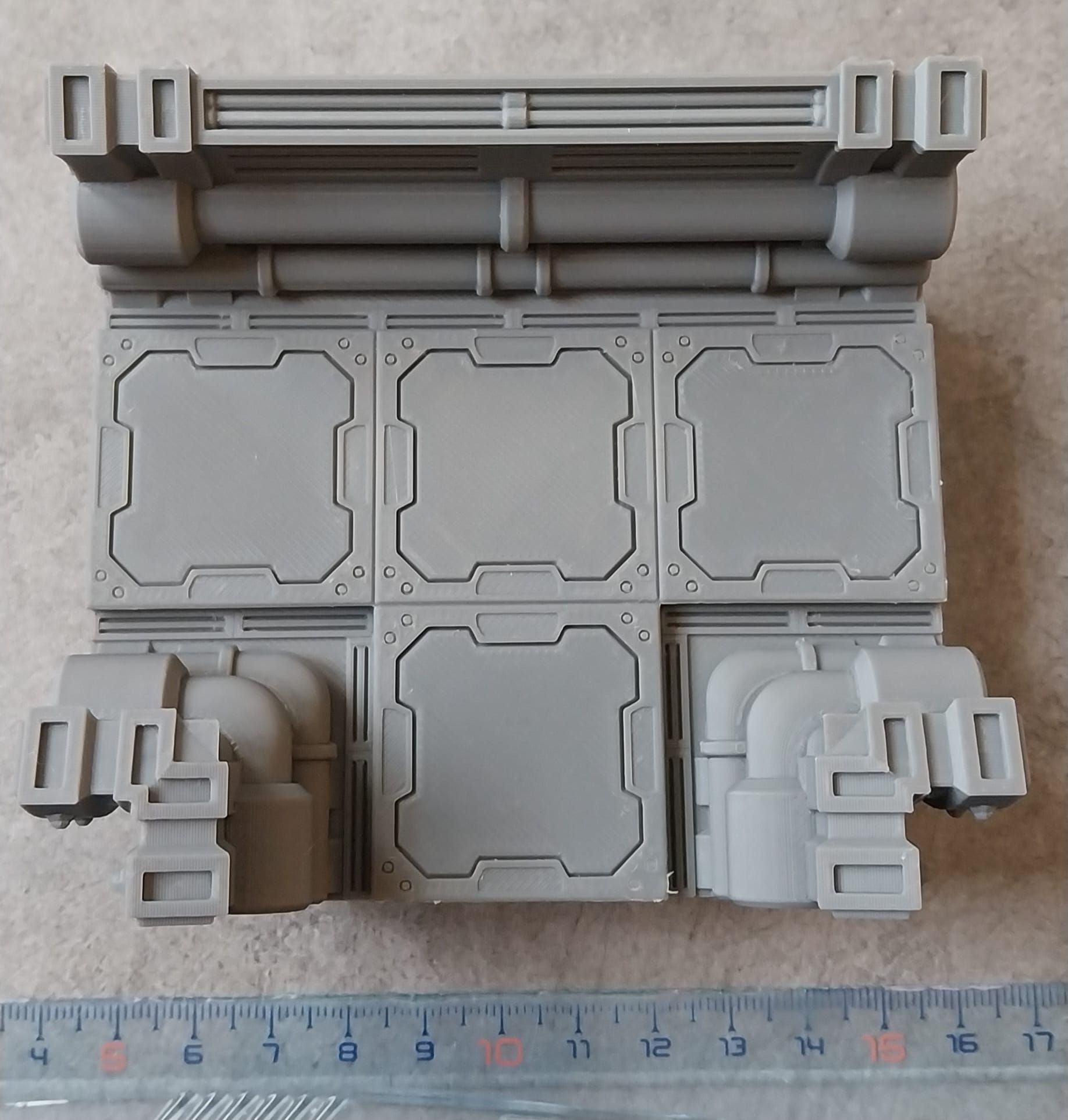
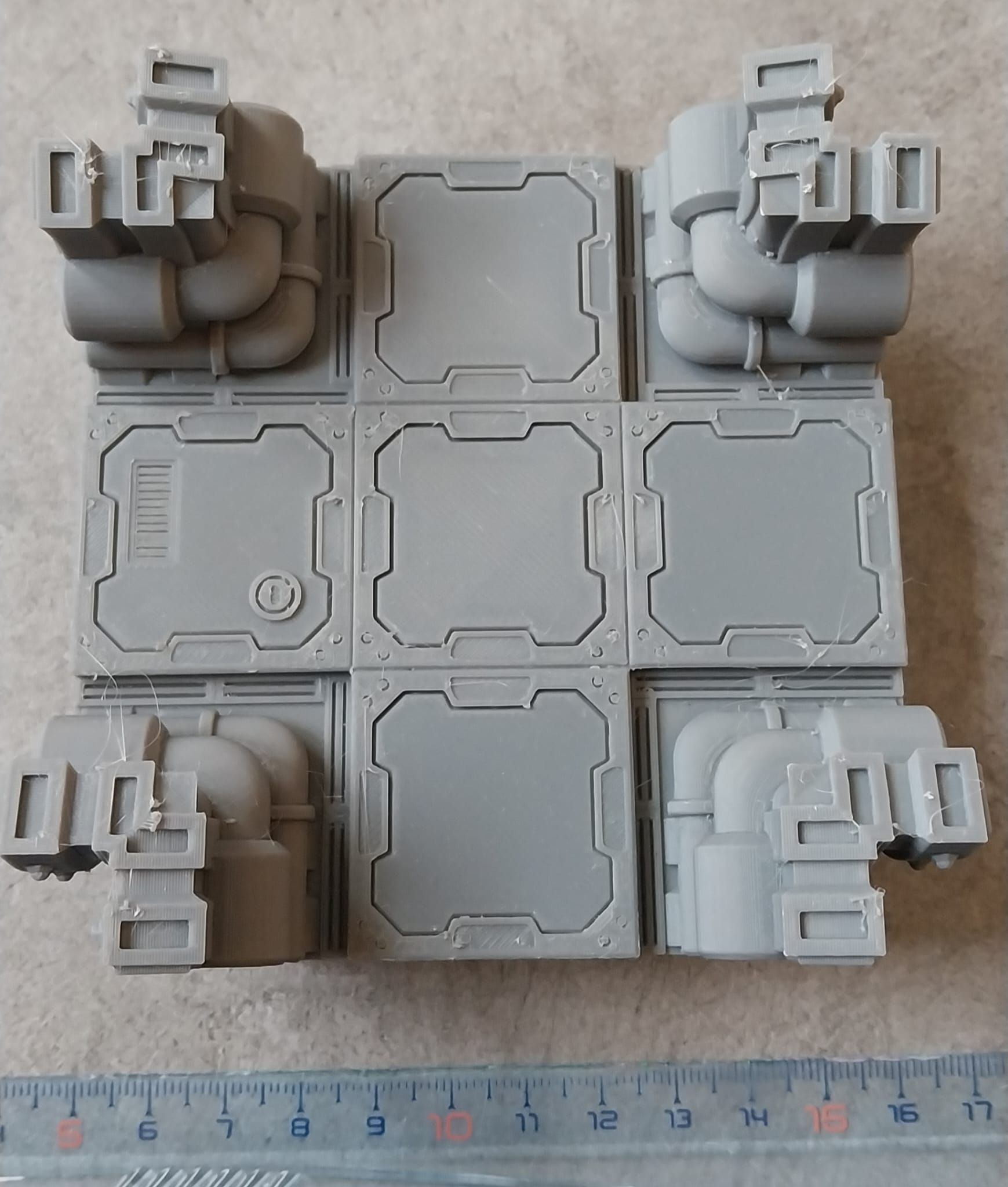
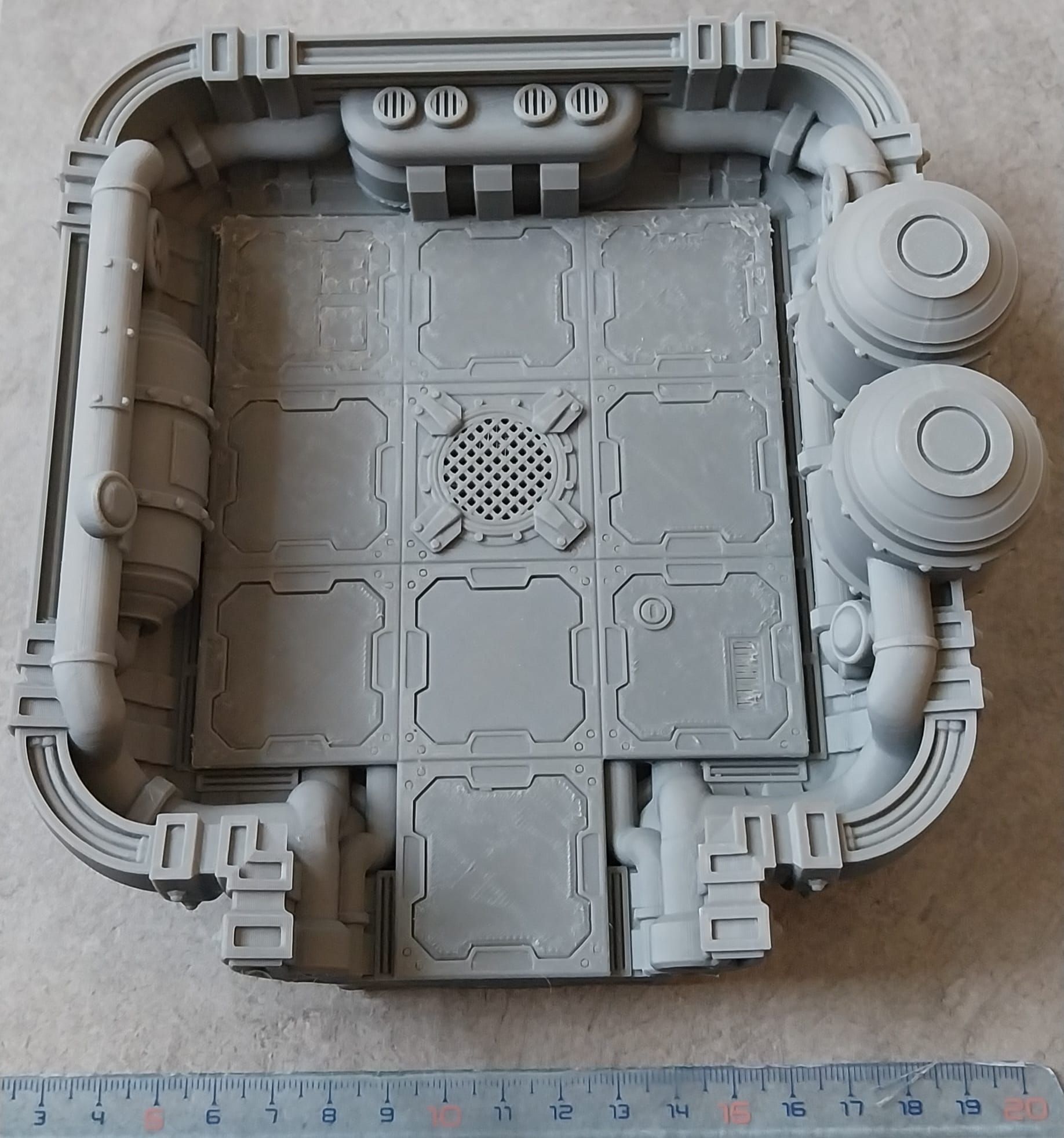
Bonjour à tous, comme convenu, je vous envoie des photos des pièces sous plusieurs angles. Dans l'attente de vos retours, merci à vous et bonne journée.






-
Bonsoir. Merci pour les infos. Étant débutant, comment corrige-t-on ce problème de warping ? Bonsoir à tous. Merci pour vos commentaires. Je ne suis pas disponible ce we mais je vais essayer de gérer tout ça dès lundi. Je vous tiens au courant, et encore merci à tous. Bonne soirée à vous.

-
Merci pour ces infos, je vais regarder tout ça et je vous tiens au courant. Dans tous les cas, merci à toi et à Axel42.
-
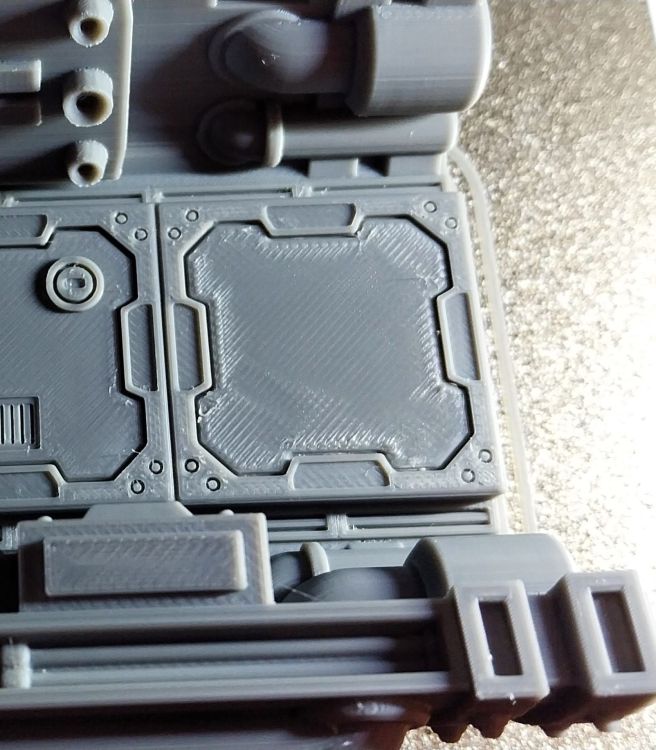
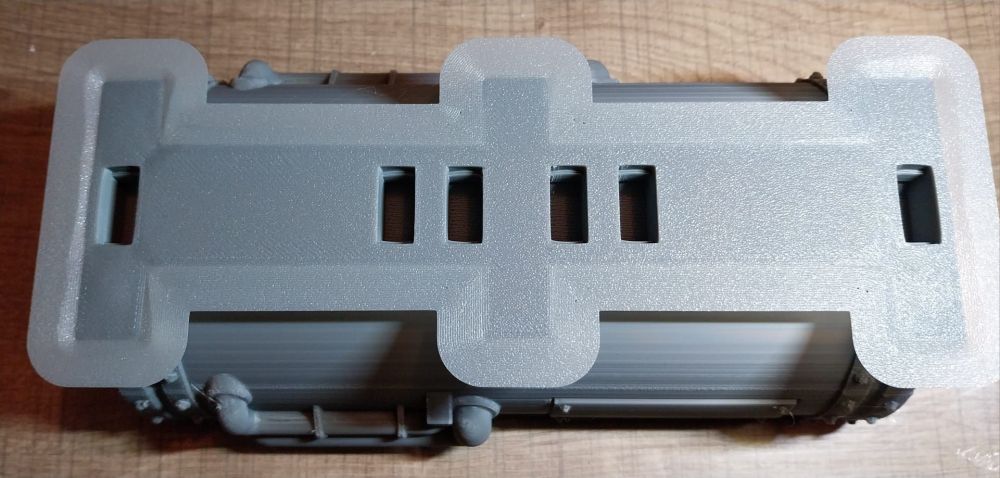
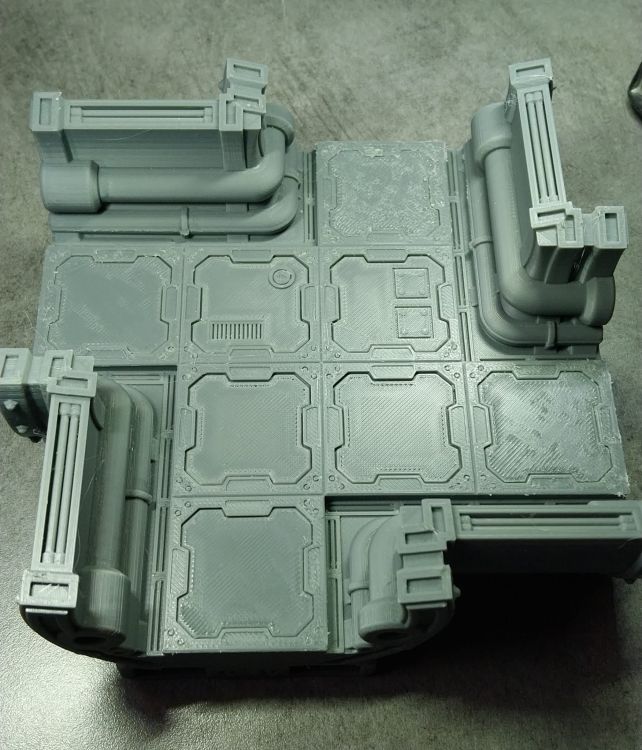
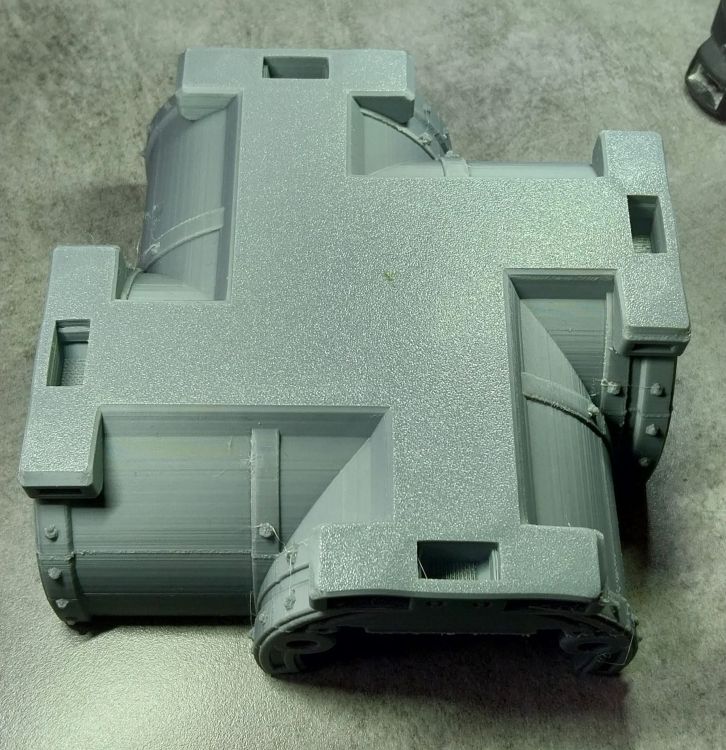
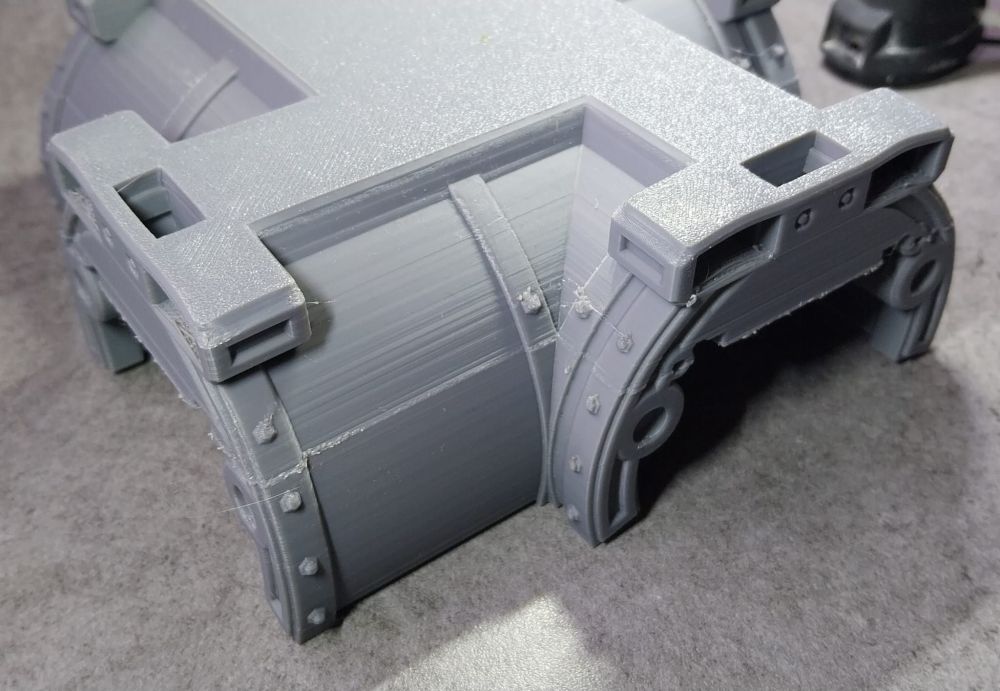
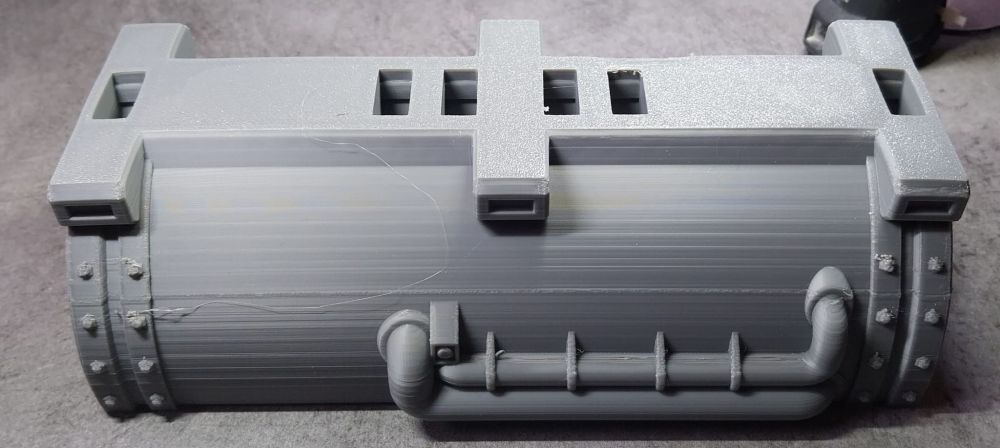
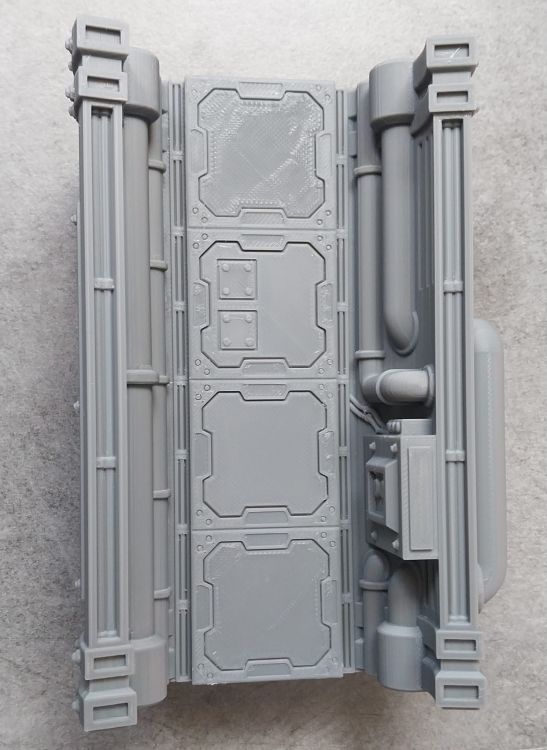
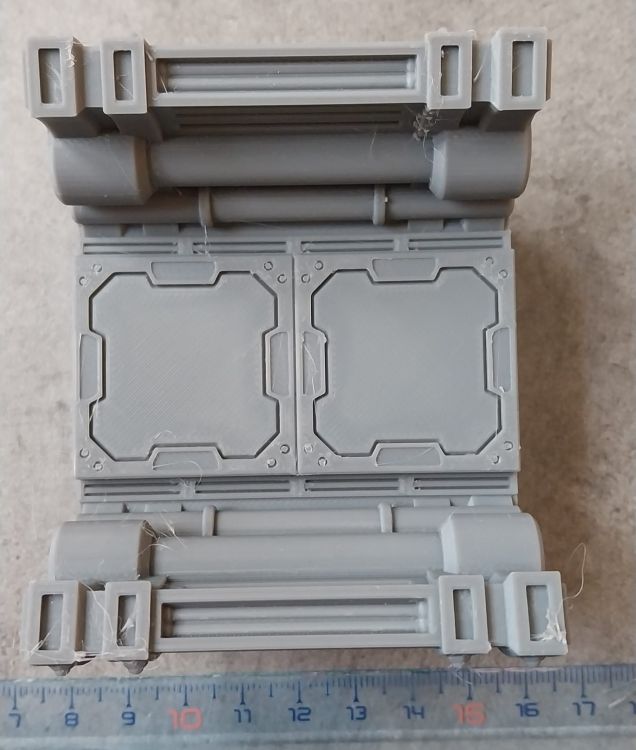
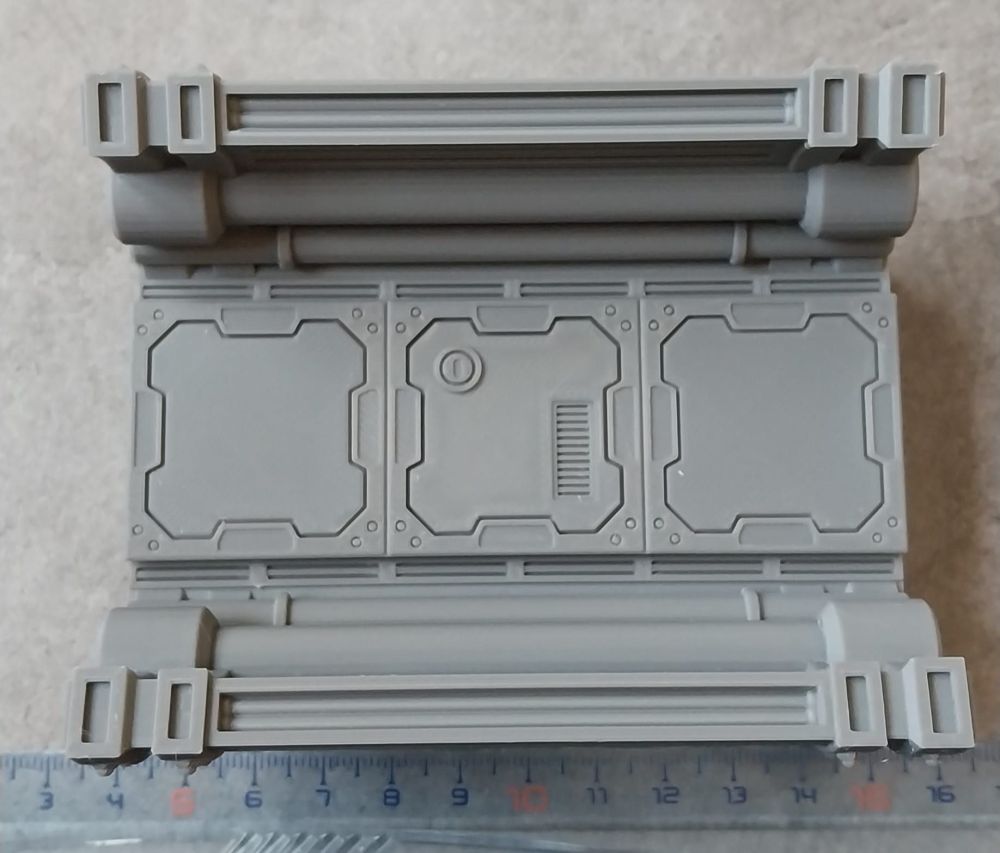
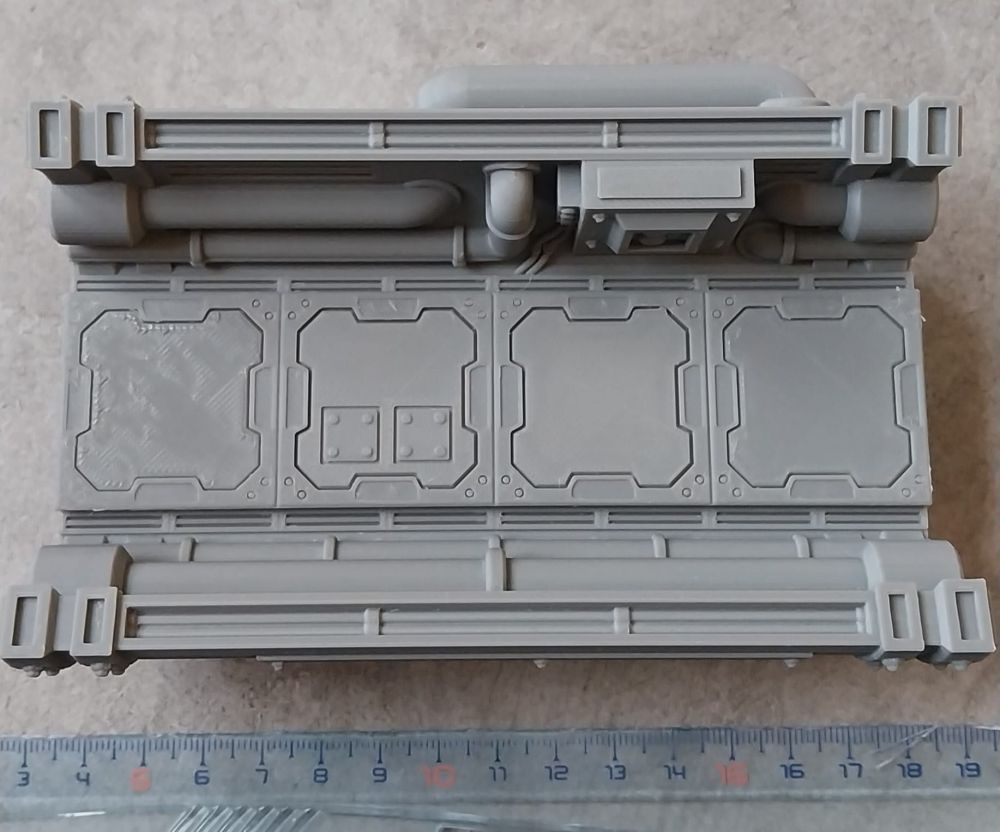
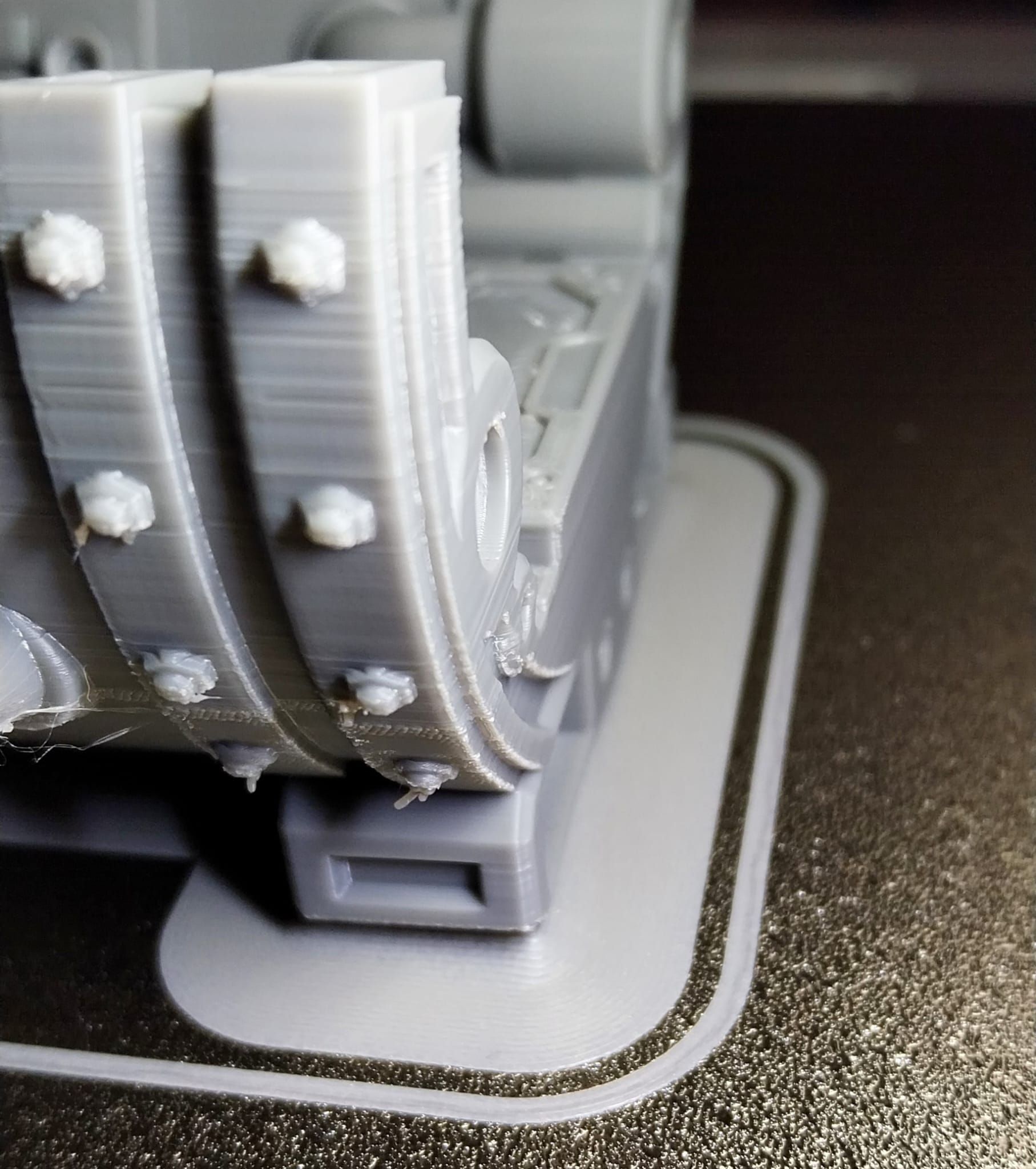
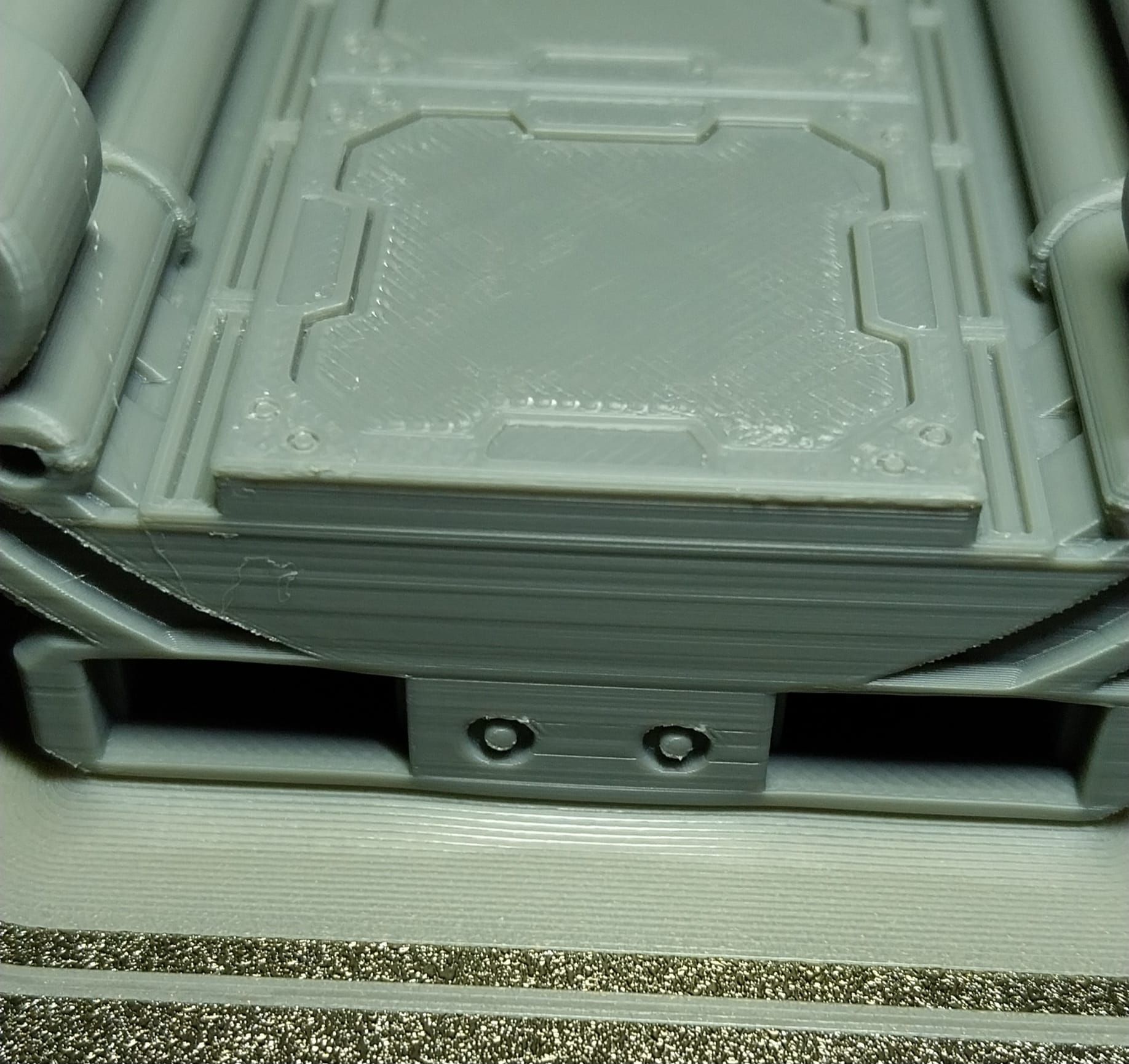
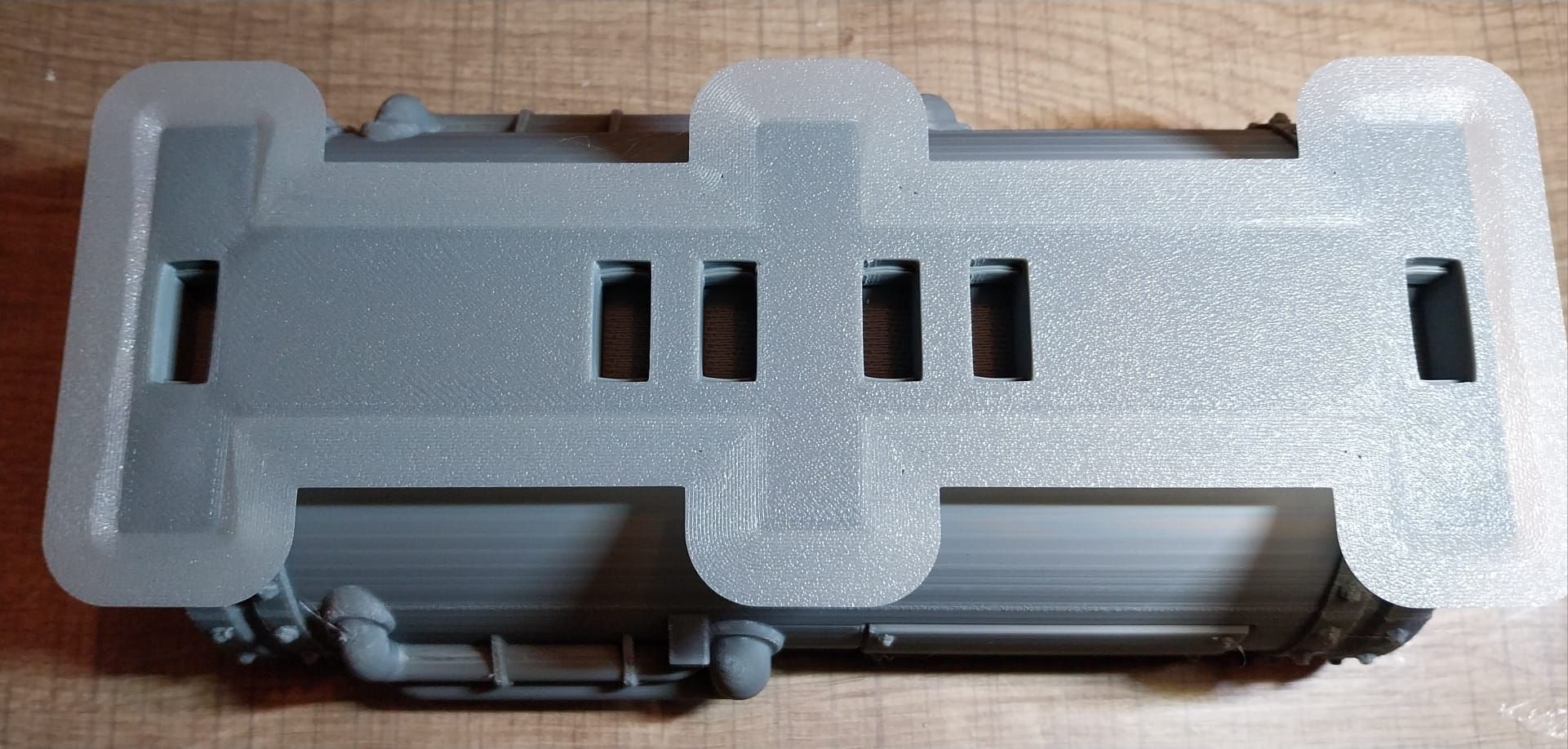
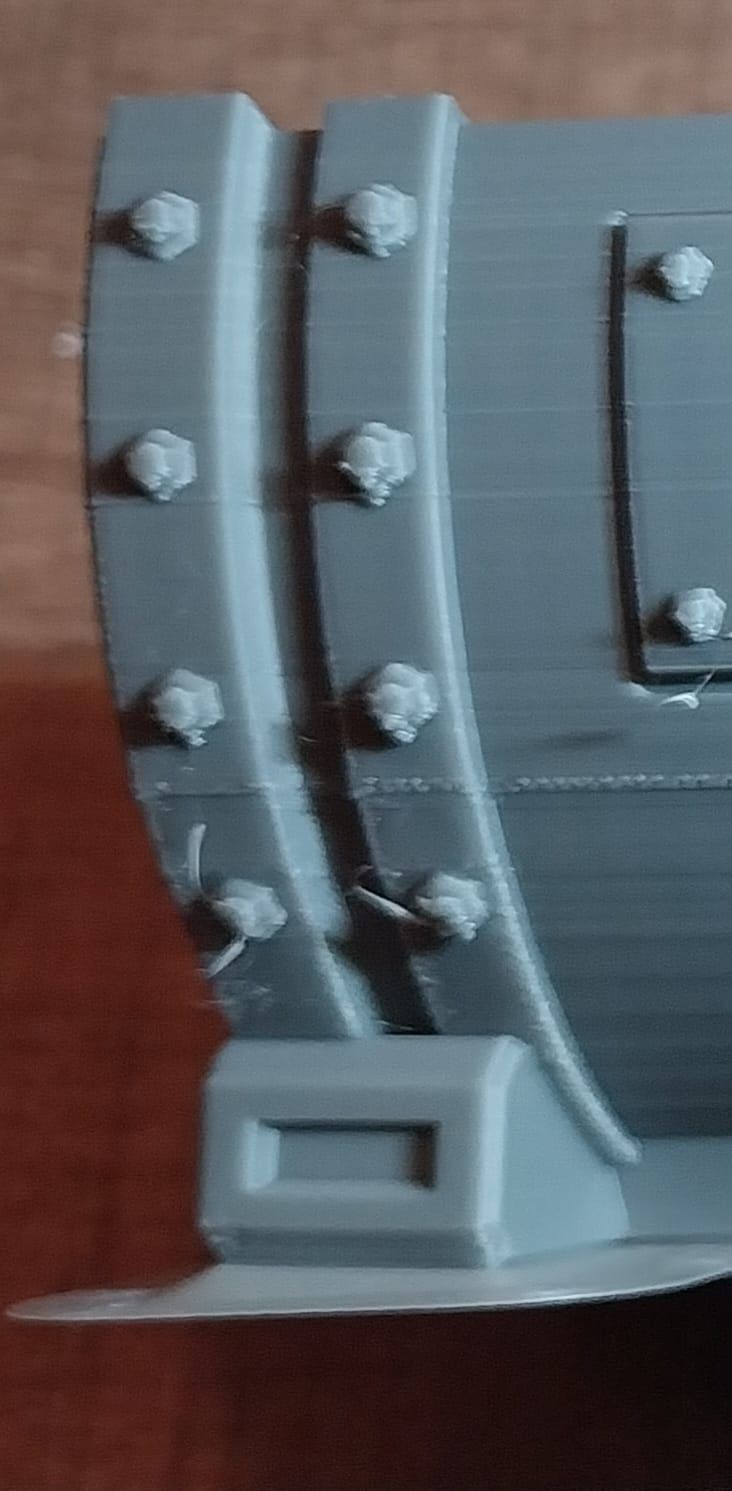
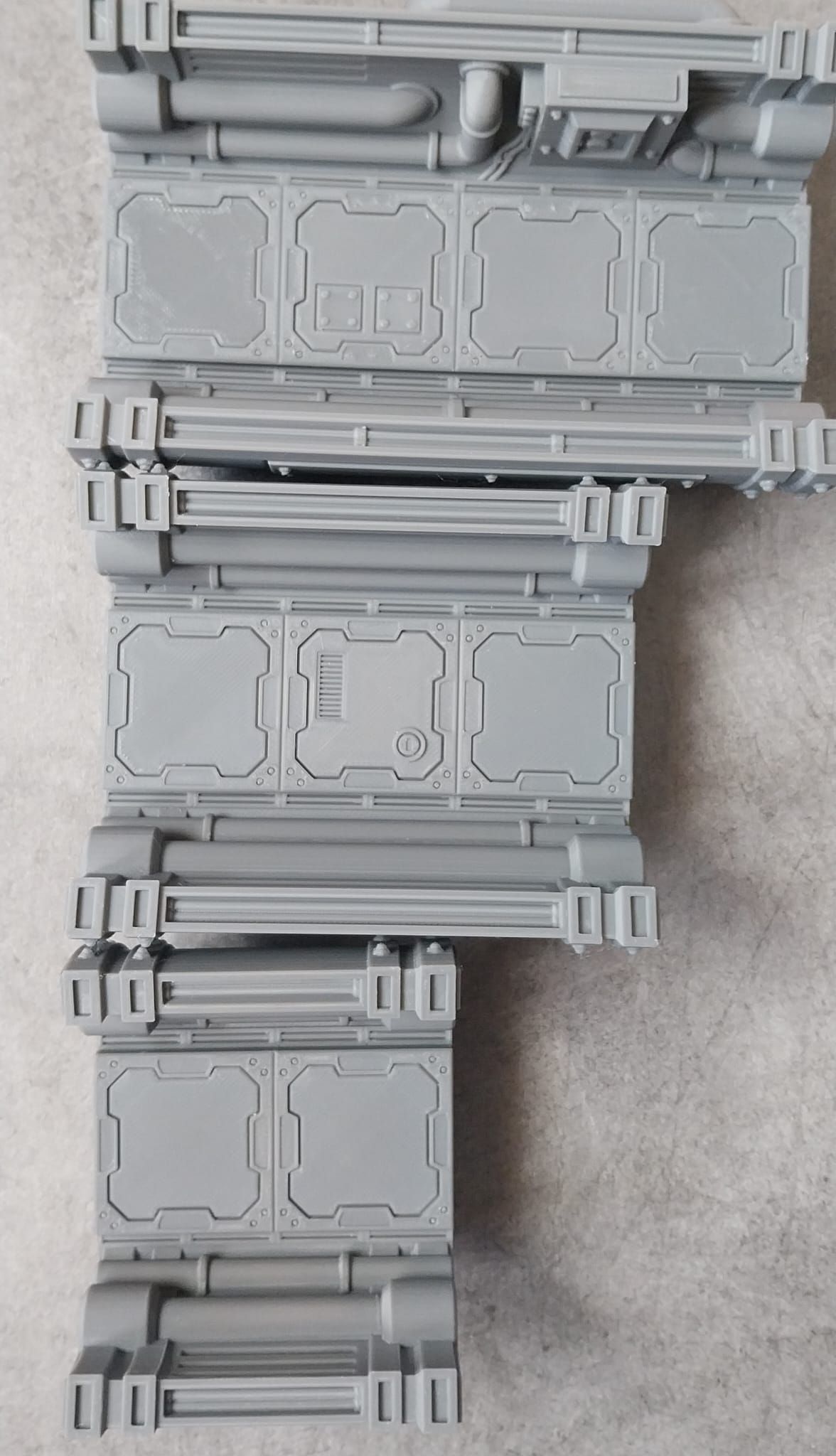
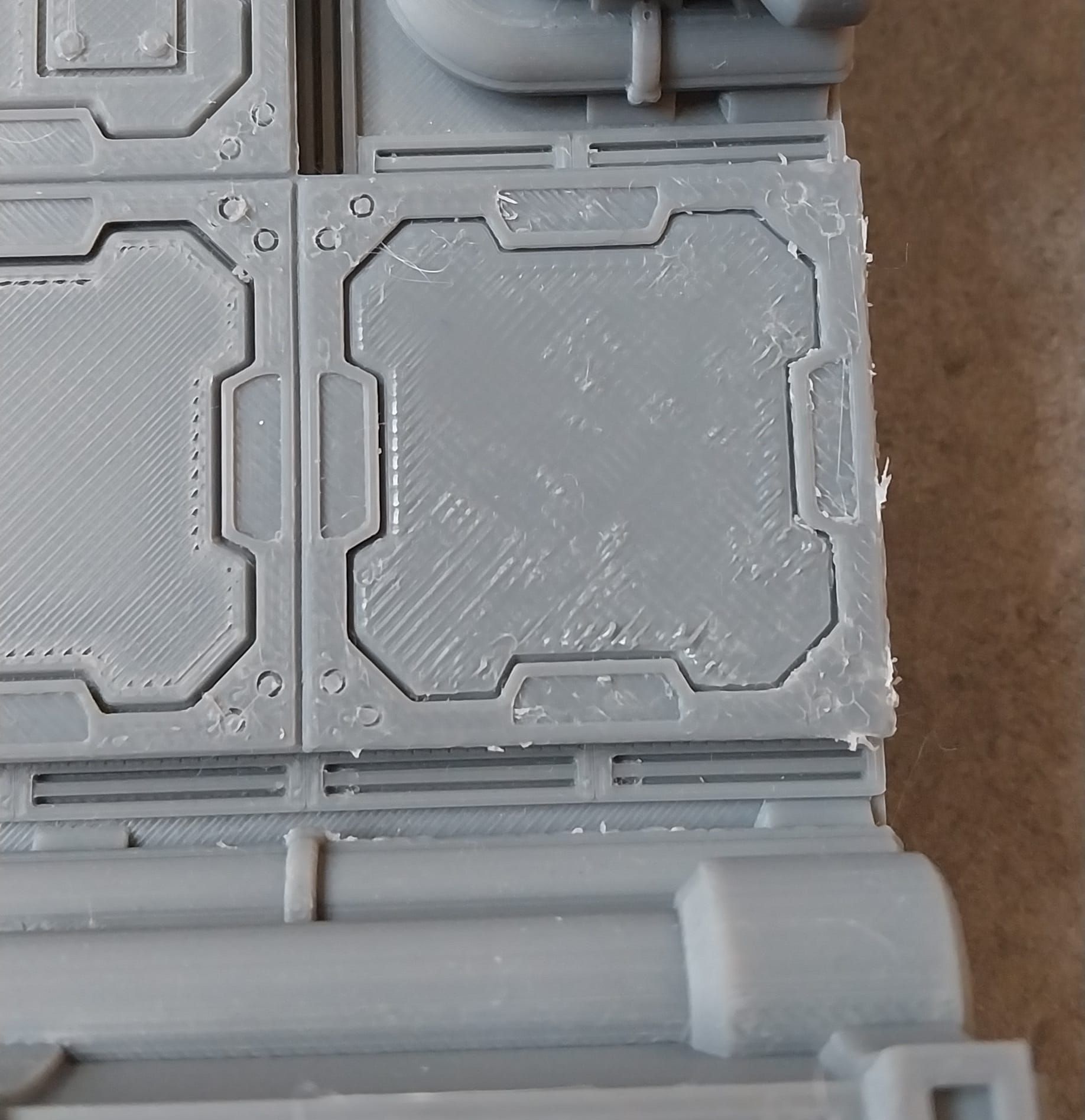
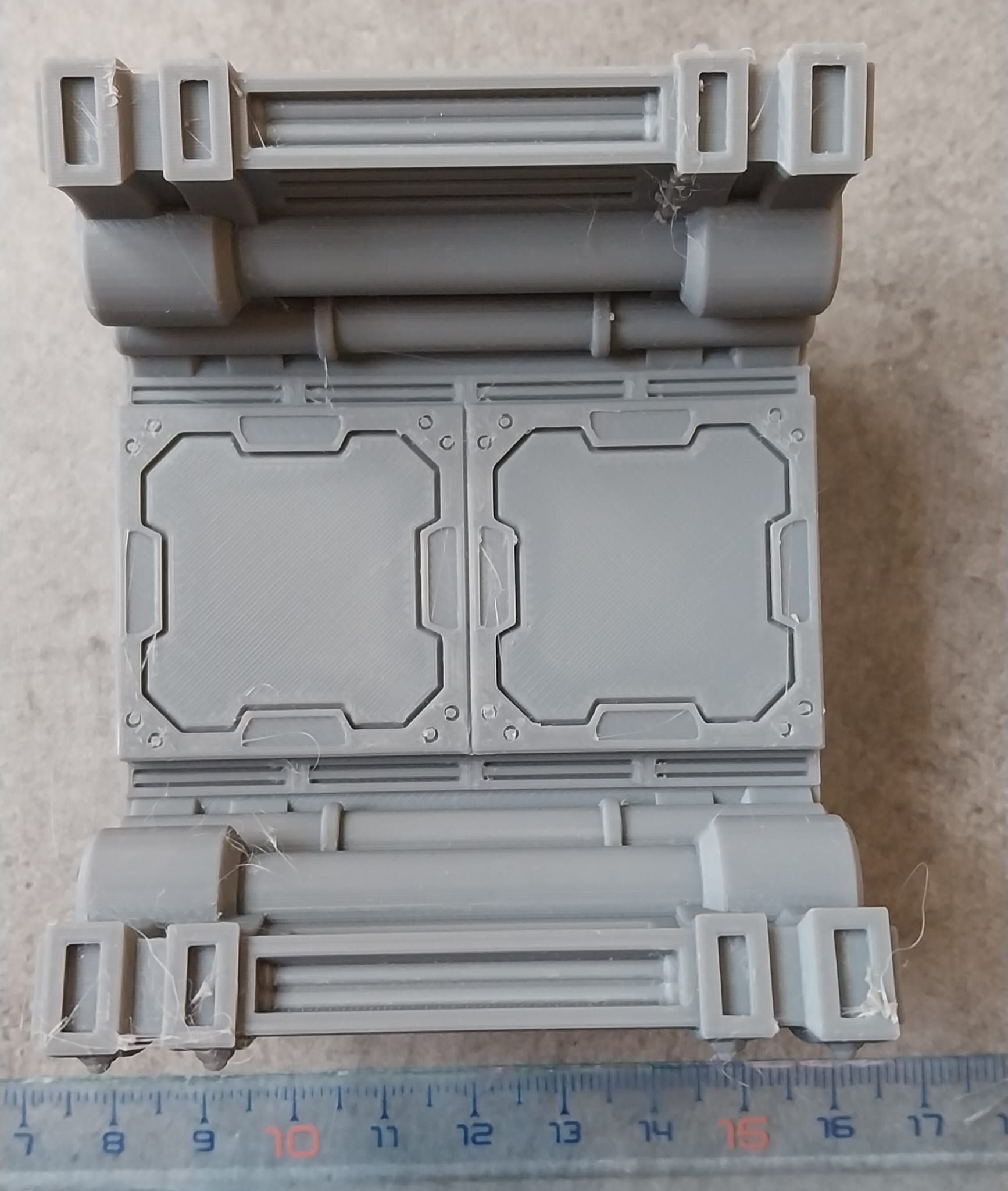
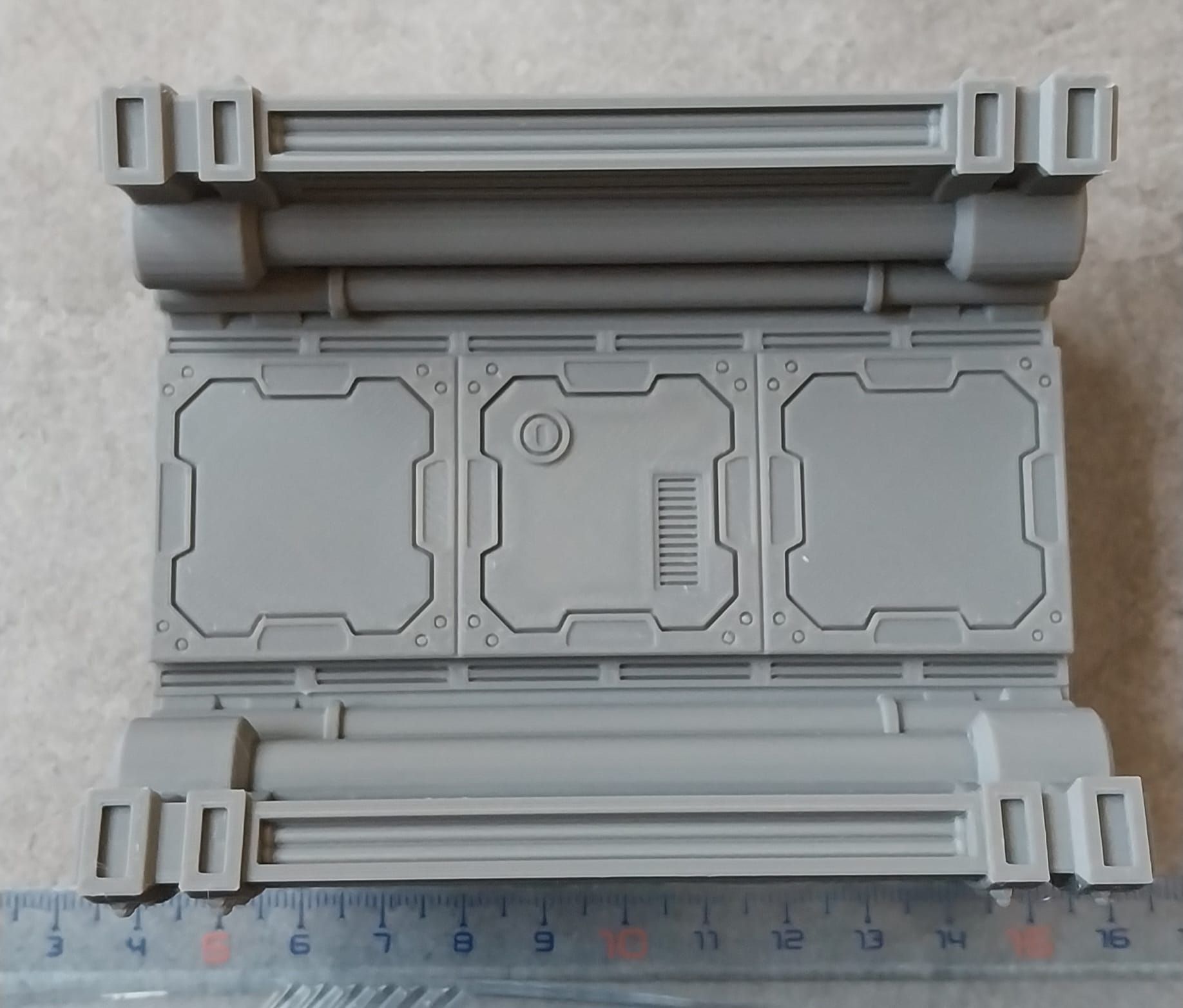
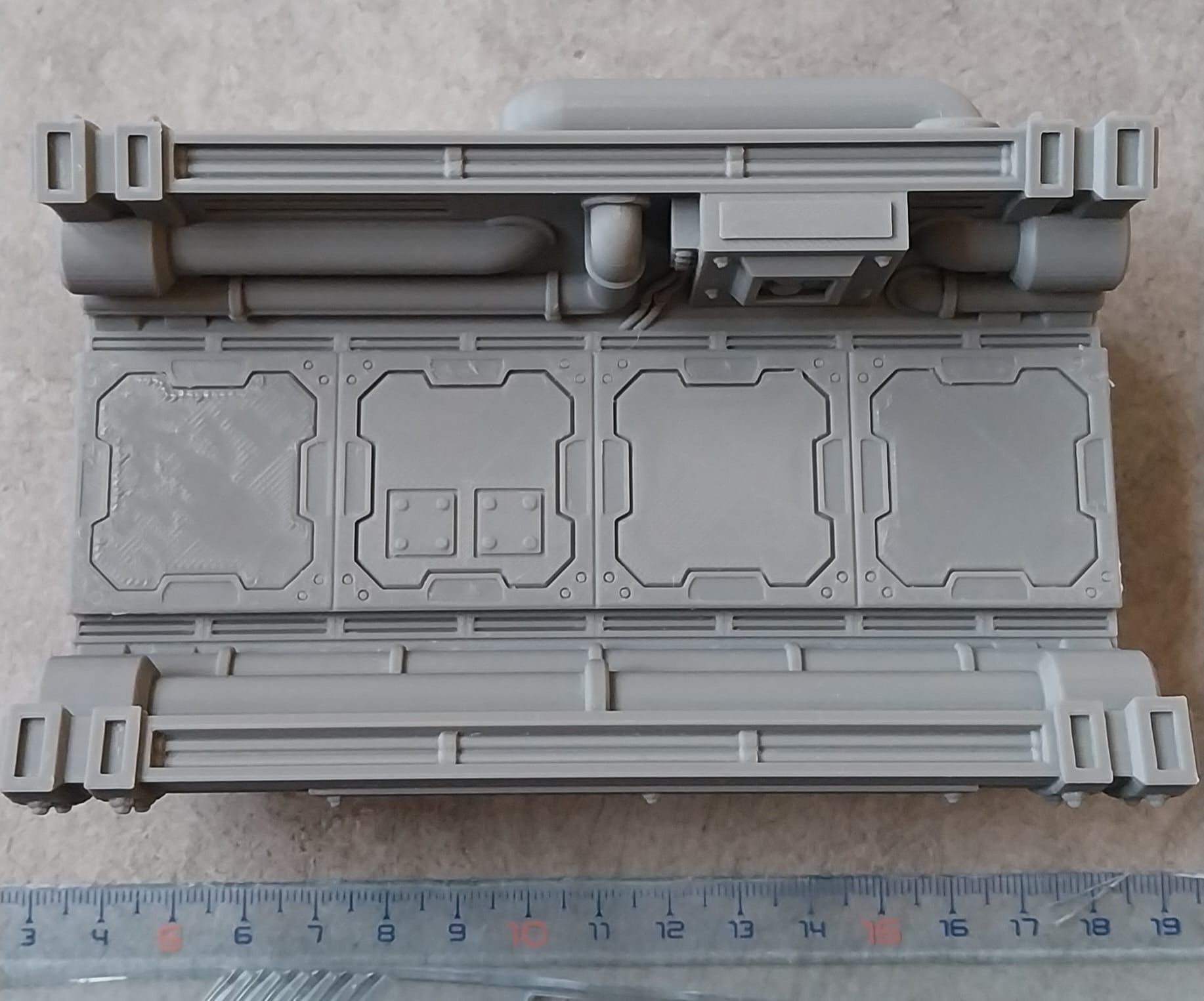
Bonjour Axel42, J'ai suivi ta recommandation et j'ai lancé une impression à 205°C. C'est mieux mais ce n'est pas encore "parfait". Je ne comprends pas pourquoi ce phénomène n'apparaît que sur les "pièces" qui comprennent dès lors, 4 "cases". Le phénomène n'est pas marqué sur les couloirs de "2 et 3" cases. Ce qui est particulier aussi, c'est que cet aspect "rugueux" n'apparaît que sur les 2 cases aux extrémités de la pièce. Je joins les photos du couloir de 4 cases imprimé à 205°C ainsi qu'une photo comparative avec 2 autres couloirs imprimés eux, à 220°C. Je ne comprends vraiment pas d'où vient le problème, j'ai diminué la vitesse d'impression, la température mais le phénomène est toujours présents. Merci d'avance à tous ceux qui apporteront leur lumière à ce sujet.



-
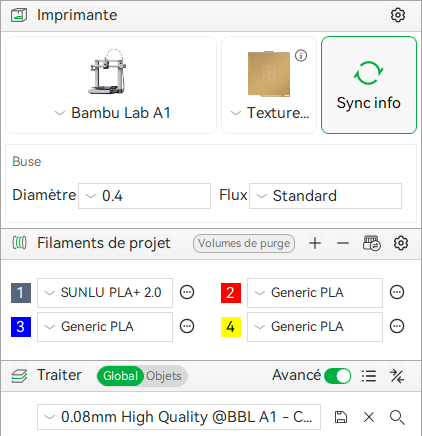
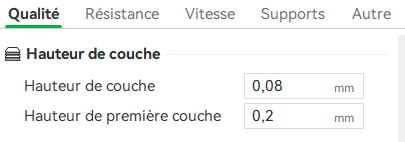
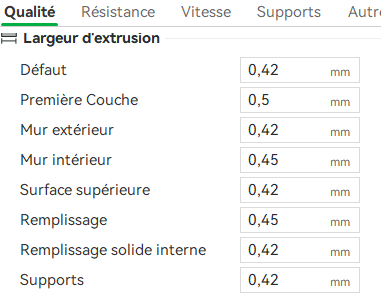
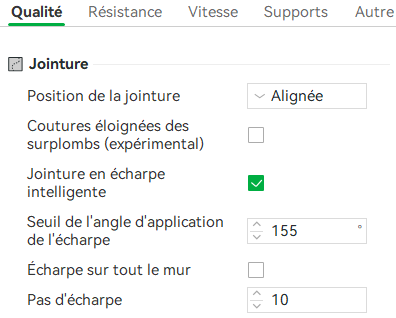
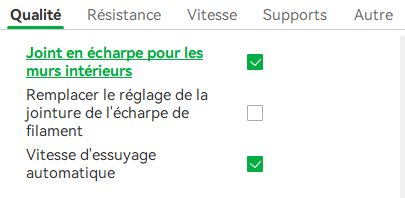
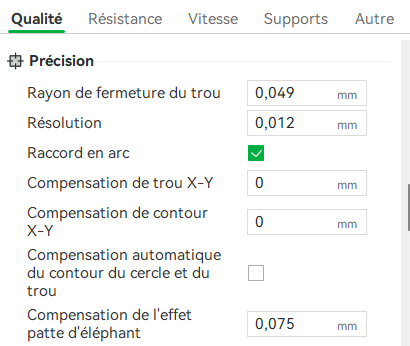
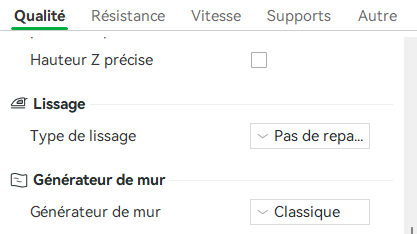
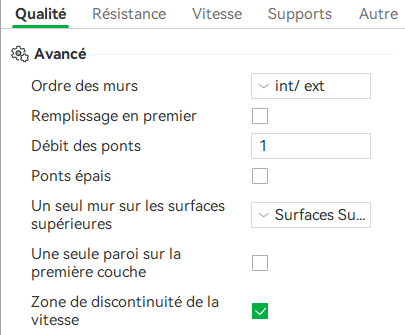
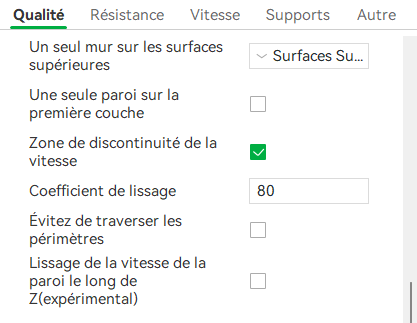
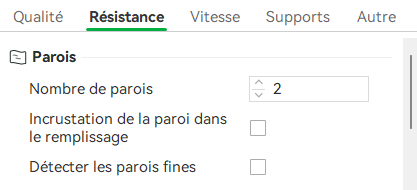
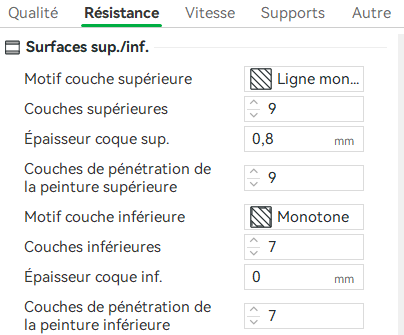
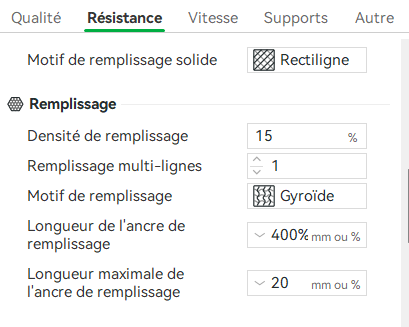
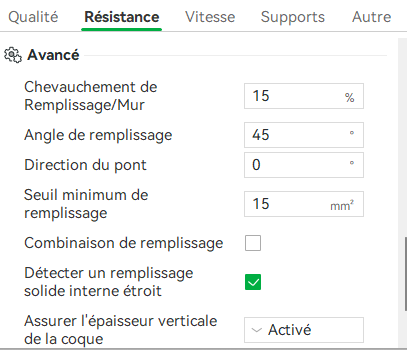
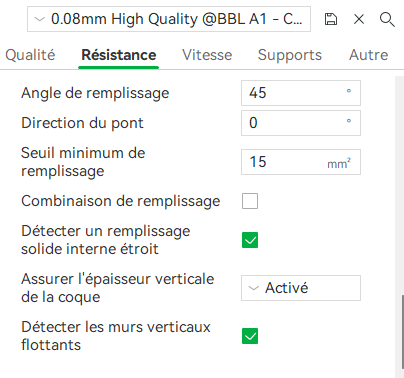
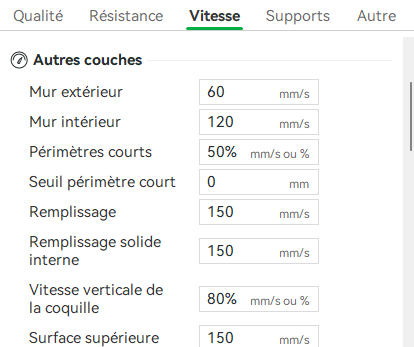
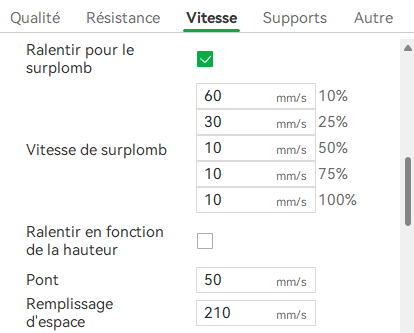
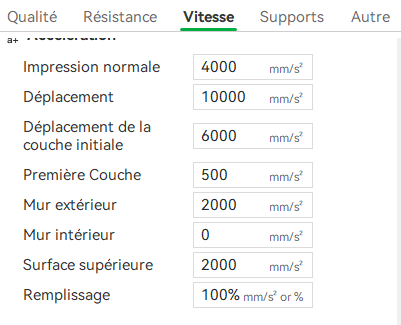
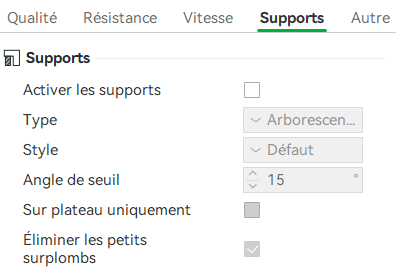
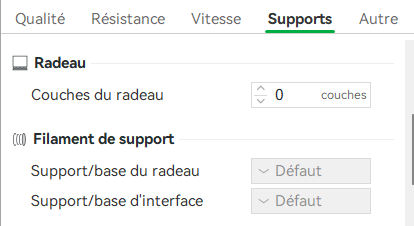
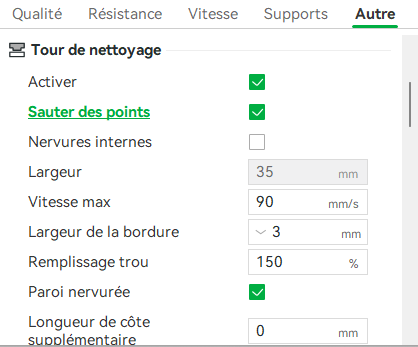
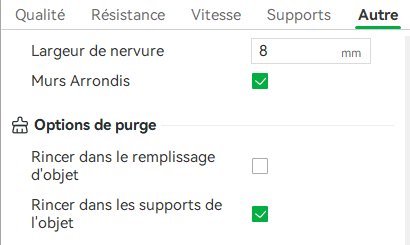
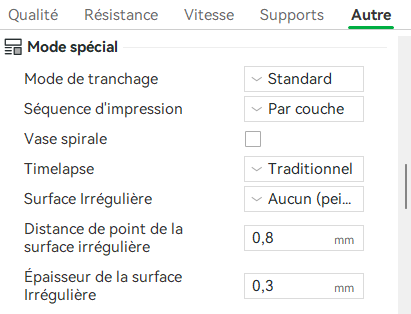
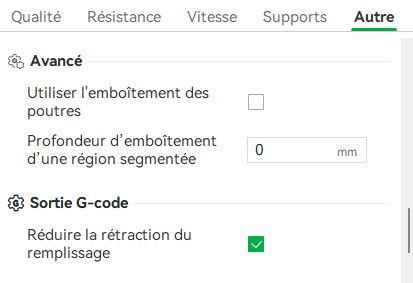
Bonjour à tous Novice dans la discipline, je suis au début de mes impressions via une BAMBU LAB A1. J'ai effectué un achat de fichiers STL (lien ci-après) pour réaliser un plateau de jeu. Pour information, via le slicer (Bambu Handy), j'imprime ces pièces avec des dimensions augmentées à 140%. Concernant les pièces de petite taille, je ne rencontre aucune difficulté. Cependant, dès que j'imprime des pièces de plus grandes dimensions, certaines cases de la pièce ont un rendu rugueux, filamenteux voire des détails qui ne sont pas imprimés correctement. Dans les photos jointes, j'ai fait un essai en réduisant la vitesse à 50% (couloir 4 cases), le résultat est meilleur qu'à la première impression de la pièce mais pas parfait pour autant. Je précise que l'imprimante est placée sur une surface plane, qu'elle n'est jamais déplacée et que j'ai fait les opérations d'étalonnage à plusieurs reprises et de lubrification. Je vous joins l'ensemble des photos de mes paramètres d'impressions et des pièces imprimées qui sont plus explicites qu'un résumé écrit. Je vous mets en lien le PLA que j'utilise (configuré en SUNLU PLA+ 2.0 dans la configuration de la machine) https://www.amazon.fr/dp/B0B1ZV3C46?ref=nb_sb_ss_w_as-reorder_k1_1_3&=&crid=2D9DCLPONGXQ9&sprefix=sun&th=1 Et les pièces que j'imprime : https://dragons.rest/products/hvac-tunnels J'ai fait une nouvelle impression hier soir à 100% de la vitesse. J'ai effectué calibration de la dynamique de débit et de débit entre-temps. J'ai relancé une impression à vitesse normale. C'est mieux mais ce n'est pas encore ça. Dans l'attente de vos réponses, merci d'avance.




.thumb.jpeg.8cf3865804c0ba7eb586132c12a22aa5.jpeg)
.thumb.jpeg.b798a28618b2861f5c2d2e30dcc0e768.jpeg)



.thumb.jpeg.ab9719dd2f3046e5b6635b3086ededd1.jpeg)
.thumb.jpeg.04f8bbef0a7a9a757c1f6bc75bf2d2bd.jpeg)




















.jpeg.232d1c44567ff3630a1e5b392711da0d.jpeg)
.jpeg.846d264aa3f86401a494c0c0419bdc7b.jpeg)


.jpeg.aeab554923096d2c1dbd54bd68a820fb.jpeg)
.jpeg.767e7f14dcc6cc8a9a59fd6c7396b0b6.jpeg)
