usewriter
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par usewriter
-
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Hello, Après une petite pause dans l'impression 3d pour diverses raisons, je m'y suis remis récemment. Afin de repartir sur de bonnes bases, j'ai mis à jour le Cura By Dagoma avec la dernière version. En préréglage "Chromatik" qualité rapide rempli à 17%, je suis arrivé à imprimer correctement des objets avec les PLAs G3D aubergine et doré. Je me demande s'ils n'ont pas optimisé la gestion de la chaleur avec cette dernière version, il faudrait que je compare les fichiers générés avant cette version. Je ne l'ai pas démonté mais ça n'a pas l'air très compliqué, j'ai l'impression que tout est maintenu par des vis. J'ai demandé au support Dagoma s'il était possible d'avoir le fichier STL de la tête lors de mon échange précédent mais l'interlocuteur n'a pas répondu à cette demande. J'ignore si les STL seront disponibles à l'avenir comme c'est le cas pour la DiscoEasy... Je continuerai mes essais, je vous tiendrai au courant. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
J'ai tenté d'imprimer quelques pièces hier encore sans constater de bouchage. De mon côté, il me semble bien que la température ambiante soit un gros facteur, même si comme tu le dis ce n'est peut-être pas le seul facteur en cause. Contrairement à toi, je n'utilise pas l'imprimante tous les jours et le claquement est apparu très tôt. Je vais continuer mes tests au long cours, je vous tiendrai informés. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Bonjour, J'ai retenté deux impressions hier avec le jaune et l'aubergine qui avaient tendance à boucher, elles se sont déroulées sans problème. Pour autant, la température ambiante a bien baissé, ça semble véritablement avoir une influence sur le bon déroulement de l'impression... De mon côté, j'avais eu de gros soucis avec le vert également. Je n'ai pas réessayé depuis mes derniers messages. Par contre, étonnamment le doré était passé nickel sur une grosse pièce avec les réglages de base et une température de 210°C (un peu de warping mais c'est de ma faute, la pièce que j'avais modélisée avait une grosse base plate). -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Nouvel essai d'une pièce qui plantait systématiquement avec une température plus haute (210°) mais une vitesse d'impression plus faible (flux à 95, vitesses du réglage 0,15mm avec toutes les vitesses à -5) tout en augmentant la vitesse du ventilateur (mini 100) et en aérant correctement l'imprimante, c'est passé. J'avais même moins de "fils" que lors des essais à température plus basse pour les pièces éloignées. Je continue à vérifier avec cette configuration sur davantage d'impressions pour voir si c'est ok. Je vous posterai les réglages quand je les aurai un peu plus éprouvés. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Bon, mauvaise nouvelle, ça n'a pas tenu. J'ai à nouveau les problèmes de blocage avec ces réglages. Dagoma a répondu et m'a dit au contraire d'augmenter la température et la vitesse du ventilateur tout en baissant la vitesse d'impression. Je continue ma quête du réglage parfait... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Dagoma m'a répondu. Ils m'ont suggéré d'augmenter la vitesse minimale des ventilateurs dans le XML, ce que j'ai fait en la passant de 80 à 90. J'ai pu faire un nouvel essai en baissant la température au minimal possible pour le PLA Grossiste 3D, soit 190°C. L'impression s'est déroulée sans accroc en 0,15mm rempli à 17% pour une impression qui a duré un peu moins de 3H. Je vais continuer à expérimenter pour vérifier si ces réglages sont perfectibles. Je vais également prendre un thermomètre pour comparer la température de la pièce et les rendus d'impression et voir s'il faut adapter les réglages selon la température ambiante. Pour l'instant, j'ai donc les réglages suivant dans le XML de Cura By Dagoma pour le PLA Grossiste 3D. <grip_temperature>235</grip_temperature> <print_temperature>190</print_temperature> <filament_diameter>1.75</filament_diameter> <filament_flow>100</filament_flow> <retraction_speed>20</retraction_speed> <retraction_amount>2.5</retraction_amount> <filament_physical_density>1250</filament_physical_density> Merci pour votre aide, je vous tiendrai au courant si j'ai des nouvelles intéressantes. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Pour l'instant, ventilo pointé sur le museau de la Neva (et fenêtre ouvertes entretemps car l'appart reste chaud), je n'ai pas encore de problème sur la pièce qui foirait au bout d'environ 3cm d'impression... Il semble bien que la cause soit entendue et que la température trop chaude soit la cause de ce bouchage. Prochaine étape : baisser la température d'extrusion jusqu'à trouver le bon compromis pour tourner en ambiance "tropicale"... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Je viens d'avoir la réponse de Dagoma, apparemment 25°C est une température de pièce trop chaude pour la Neva. Ils me recommandent de varier les températures d'extrusion à la baisse en précisant qu'il faut "tester". Testons, donc... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Tu parles de la température de la pièce ? Je n'ai pas de thermomètre, donc je ne peux pas te dire. Mais mon salon est plutôt petit (16M²), il est facile de varier rapidement la température en ouvrant grand une des portes-fenêtres. La différence était flagrante au cours de ce test. Mais peut-être était-ce un simple hasard, on ne sait jamais. Je vais continuer les tests pour m'assurer que ces deux éléments sont bien liés. Prochaine étape, je teste avec un ventilo braqué sur l'imprimante, on verra si ça change quoi que ce soit... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
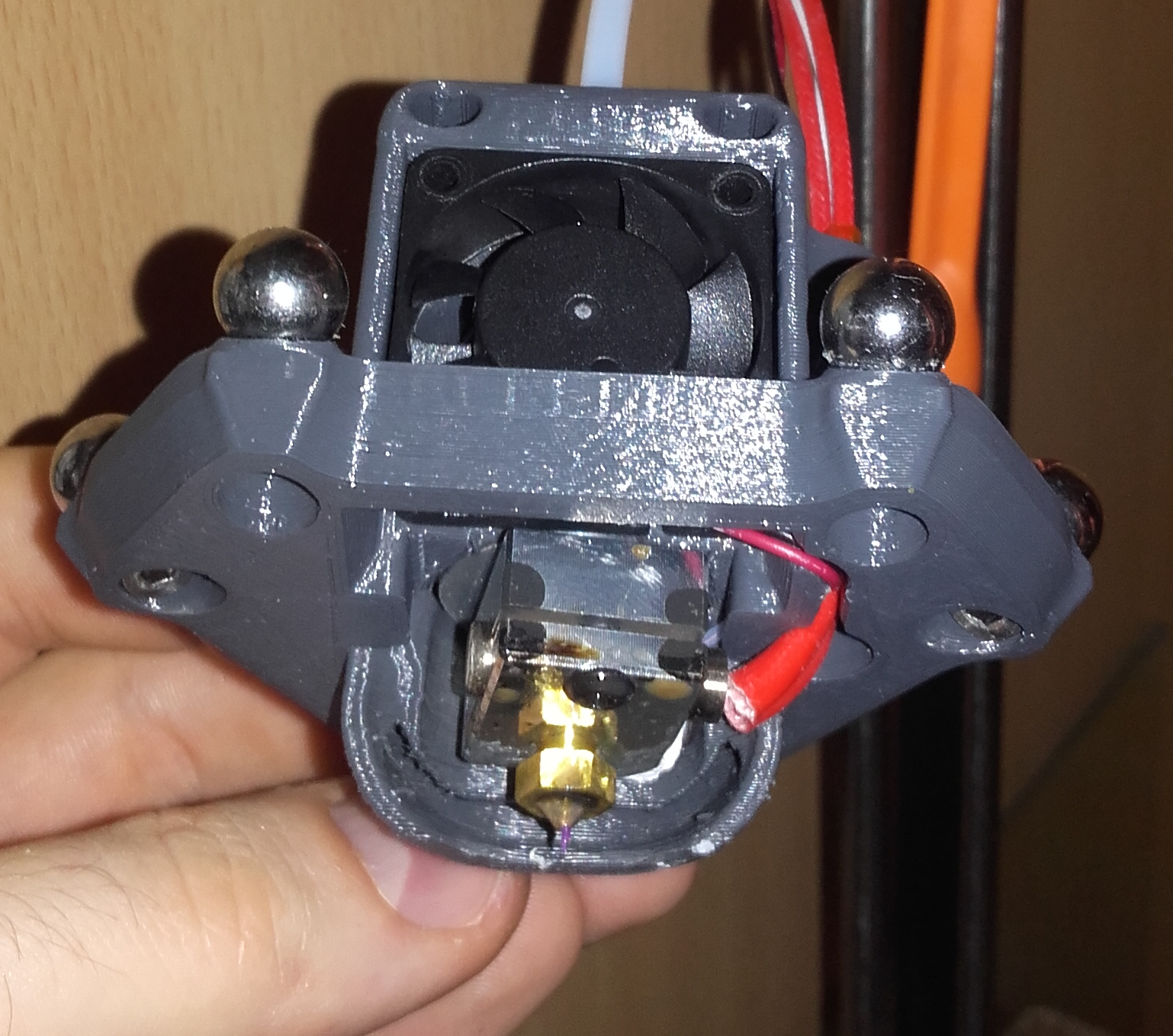
Pour les curieux, voici la tête de la Neva vu de dessous / arrière - et de mes gros doigts poilus. Le dissipateur est planqué juste derrière le ventilo, je le vois à travers les pales (non visible sur la photo). Le ventilo apport un flux d'air au dissipateur et l'air chauffé est évacuée par une ouïe visible en arrière plan de la buse en forme de U. Personnellement, je trouve étonnant que le dissipateur soit autant enfermé et que l'ouïe d'extraction soit aussi petite, mais j'imagine que ça a été bien calculé par Dagoma.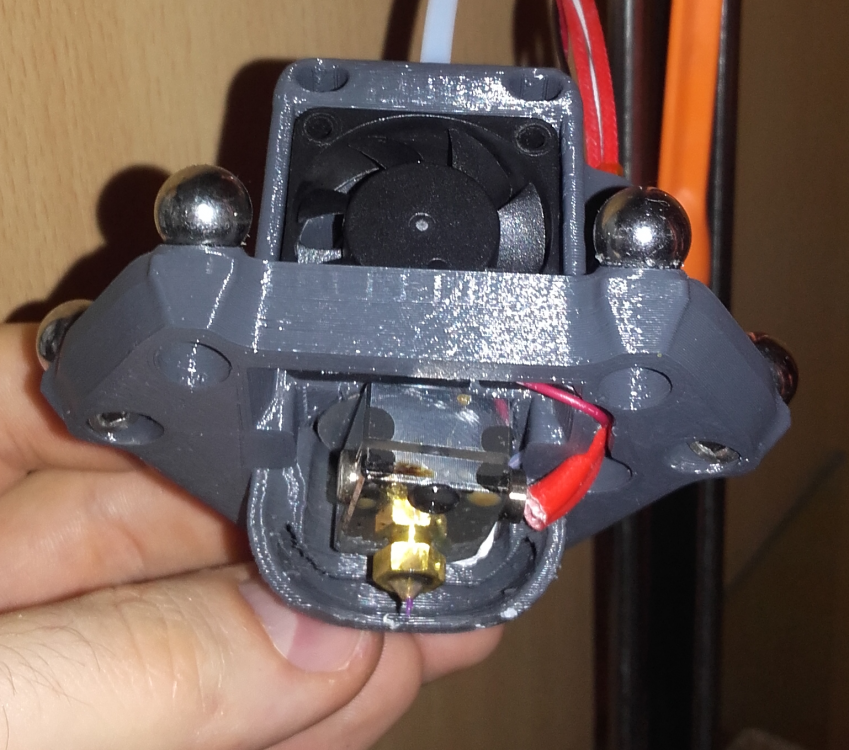
-
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Je ne pense pas. Quand je débouche la buse, je le déboîte sans problème. Il n'a pas l'air abimé et j'arrive à le réinstaller complètement à chaque fois. Pour info, j'ai contacté le SAV de Dagoma, on va bien voir ce qu'ils me disent. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
A mon avis, le dissipateur doit être planqué derrière le ventilo (qui est de l'autre côté de l'image de la tête, je n'ai pas trouvé d'image qui le représente) -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Pour la rétractation, je me suis basé sur sur ce post qui préconise une distance de rétractation de 2,50 et une vitesse de rétractation à 20. Je n'ai pas encore démonté la tête, à vrai dire je ne saurais pas trop quoi y faire et j'aimerais voir avec Dagoma avant d'en arriver là. On est d'accord que le dissipateur est la grosse pièce métallique rectangulaire qui enserre la buse ? Aucune idée : je ne comprends pas vraiment ta question. Je sais juste que les moteurs pas-à-pas sont dans la base et reliés par des courroies aux navettes qui portent les bras, mais je ne sais pas si je réponds à ta question... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Je confirme. Il tourne et il souffle bien vers le dissipateur. Peut-être l'imprimante a-t-elle un défaut de capteur thermique et chauffe-t-elle trop ? -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Bon, effectivement, la température ambiante et l'aération de l'imprimante semblent vraiment influer sur le claquement. Après un peu moins d'une heure, la température était remontée et le claquement est réapparu. J'ai malheureusement dû décaler l'axe Z en débouchant la buse car le reste de l'impression a foiré et j'ai dû tout relancer, mais je pense tenir le coupable principal. Par contre, ce souci risque de poser problème car notre appartement est très bien chauffé (orientation sud totalement vitrée + doubles vitrages). Pour tout dire, nous n'avons généralement pas besoin d'allumer le chauffage en hiver. Je vais voir si je peux baisser la température d'extrusion et mettre un gros ventilo dans le pif de l'imprimante pour contourner ce problème. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Tout premier retour sur expérience. J'ai laissé la situation telle quelle et démarré une impression en attendant le premier dysfonctionnement (l'appart' était plutôt chaud car j'avais utilisé le four et je n'avais volontairement pas aéré). Assez rapidement, le claquement est réapparu. J'ai immédiatement mis l'imprimante en pause et je l'ai déplacée en plein milieu de la pièce. J'ai ensuite ouvert les fenêtres pour rafraichir la température et enfin j'ai débouché la buse. J'ai poursuivi l'impression et depuis, il n'y a pas encore eu de blocage (environ une heure que ça tourne). J'ai fermé les fenêtres récemment. Je laisse la température remonter doucement afin de voir s'il y a bien une relation de cause à effet mais pour l'instant j'ai l'impression que ton intuition était la bonne, slayer-fr. -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Bien noté, merci ! -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Salut, C'est le premier curseur sur lequel j'ai joué. J'ai essayé de varier entre 200°C et 225°C par paliers de 5°C sans plus de résultats. J'ai contacté le revendeur qui m'a rappelé assez rapidement (impressionnant, le SAV !) et m'a dit qu'ils imprimaient personnellement à 210°C et qu'il ne valait mieux pas dépasser 215°C. D'ailleurs, quand je débouche la buse sans changer la température en mettant juste en pause l'imprimante, le plastique fond bien. A vrai dire, l'hypothèse de slayer-fr semble bien se tenir. C'est toujours après quelques heures d'impression qu'il commence à y avoir des problèmes. C'est peut-être un souci de refroidissement. Je vais essayer d'améliorer la ventilation et voir s'il n'est pas possible de bidouiller le gcode pour forcer l'imprimante à prendre une pause régulièrement - ça doit pouvoir se faire d'une manière ou d'une autre... -
[Dagoma Neva][Grossiste3D]Impression qui foire systématiquement
usewriter en réponse au topic de usewriter dans Consommables (filaments, résines...)
Hello, Merci pour ton retour, slayer-fr. Non, elle n'est pas dans un caisson mais il est vrai qu'elle est dans un angle de la pièce où il n'y a pas forcément beaucoup de circulation d'air, sans compter qu'elle est à proximité d'autre matériel électronique (ampli / PC). Je note ta remarque. Je n'aurais pas pensé qu'une chauffe trop importante pouvait provoquer un bouchage de buse. Intuitivement, j'aurais même pensé l'inverse. A+ -
Bonjour à tous, Je viens chercher votre aide car je commence à saturer un peu... Je vous explique ma situation. J'ai profité de la campagne Kickstarter de la Neva de Dagoma pour acheter ma première imprimante 3D. Je l'ai reçue au début du mois. J'ai acheté du PLA chez Grossiste 3D en bobines d'un Kg pour son bon rapport qualité/prix après avoir fureté un peu et comparé les avis des utilisateurs, notamment de ce forum. Je savais que les première utilisations me feraient tâtonner, mais là je rencontre un problème systématique avec les PLA vert et transparent G3D (je n'ai pas eu ce souci avec du doré ou du blanc). La buse se bouche en cours d'impression - surtout sur les gros modèles. Cela se traduit par un claquement au niveau de l'extrudeur qui n'arrive plus à pousser le filament. Parfois, la buse finit par se déboucher toute seule et je me retrouve avec un modèle très fragilisé sur certaines couches tandis qu'une autre fois l'imprimante se retrouvait à imprimer dans le vide plus d'un centimètre au dessus du modèle. Généralement, je met l'imprimante en pause et je débouche à la main en déboîtant le tuyau d'alimentation et en poussant le filament mais cette méthode n'est pas idéale. Il suffit que je ne sois pas à proximité immédiate pour louper le claquement annonciateur du blocage et que je me retrouve avec une impression foirée. Sans compter que l'attente du claquement est particulièrement stressante... J'ai essayé de jouer avec le fichier XML de configuration de Cura By Dagoma sur la température, le flux et le coefficient de rétractation, ça n'a rien changé. Est--ce que l'un d'entre vous a déjà rencontré ce problème et comment l'a-t-il résolu ? Toute aide est la bienvenue, merci pour votre temps !