yobeco
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par yobeco
-
Je vais voir si je peux la nettoyer cette pointe... C'est peut-être pour ça qu'elle ne fonctionne pas ! Merci
-
Bonjour Je vais donc acheter un BLTouch neuf. Mais je vis dans un pays où ces choses là mettent au moins un mois pour arriver. Donc je pensais commencer par installer le Marlin 1.1.9 en laissant en place mon 3DTouch non fonctionnel et non configuré en place pour pouvoir imprimer quand même. Seulement je devrai régler le offset à la main... Je n'ai encore jamais installé Marlin. Est-ce que cela vous parait raisonnable ? Merci
-
Bonjour Merci Maeke pour tes conseils Pour identifier mon BL-Touch, j'ai pris une photo. Mais j'ignore comment savoir sa version... Je mets la photo en pièce jointe. Je viens de me renseigner : le Firmware Skynet serait-il la preuve que cette machine a déjà pas mal tourné ? J'ai ouvert ton doc, mais il y a un message d'erreur à l'ouverture et qui revient à chaque actualisation : En plus, les schémas de branchements n'apparaissent pas... (Et je ne les trouve pas dans les dossiers) Si t'avais une version PDF, ça serait super. Mais à priori, j'ai un 3DTouche et selon ton doc, c'est une copie chinois du BLTouch. Il est donc très probable qu'il ait lâché...

-
Bonjour les imprimeurs Merci pour le temps que vous consacrez aux problèmes des autres . J'imprime depuis un certain temps avec une Anet A8 achetée d'occasion et qui a déjà beaucoup servi. J'ai déjà dû changer plusieurs éléments et dernièrement la capsule chauffante. Tout s'est bien passé, la tête chauffe maintenant plus rapidement et ne "décroche" plus. Mais après un "Auto Home" et un "Level Bed", dès la première impression le fil n'arrive presque pas à rentrer dans la buse car les premières couches sont très écrasées. Je réinitialise l'imprimante, je répète les opérations "Auto Home" et "Level Bed", cependant le problème persiste. Quand je fais un "BLTouch self-test", le petit bitonio du capteur BLTouch monte et descend incessamment sans jamais me donner d'information à l'écran... Alors que j'imagine que par principe, un test devrait donner un résultat au moins sous une certaine forme. Dans "Control" > "Motion" > "Z Offsets" : passer la valeur de -1.16 à -2 ou -3 ne semble rien changer. Et de toutes les façons, cette valeur semble réinitialisée avec l'imprimante. Alors je place la pointe de la buse au-dessus du verre à une épaisseur de bristol puis je fais "Prepare" > "Set Home Offsets". La position semble bien enregistrée comme niveau 0. Mais cette position semble mal réinitialisée par le BLTouche au début de l'impression suivante et le problème demeure... Les premières couches restent très écrasées. Parfois, m'est apparu furtivement la ligne "Reset BLTouch" dans les menus. Mais sélectionner cette ligne ne semble apporter aucun changement. J'utilise Marlin Skynet 3D 2.3.2. Quelqu'un aurait une idée de ce qui se passe et de ce que je peux faire ? Merci beaucoup !
-
Rétraction et manque de matière
yobeco en réponse au topic de yobeco dans Entraide : Questions/Réponses sur l'impression 3D
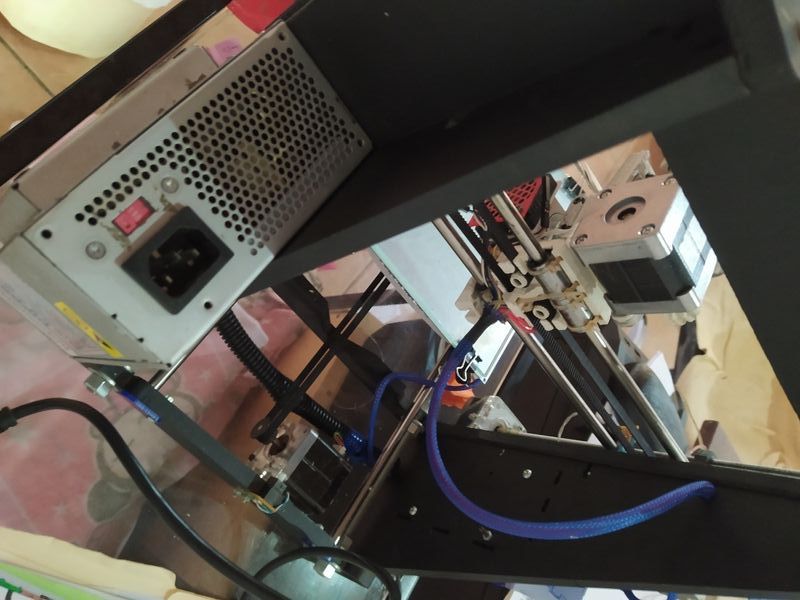
Merci PPAC et methylene67 pour vos réponses Je vais réduire la vitesse de rétraction à 1.5 / 2mm et voir ce que ça donne. Mais ce n'est pas pour tout de suite. Mon imprimante vient de montrer une faiblesse dans son alimentation. Et comme ma voiture aussi est au garage, ça va me prendre un certain temps avant de pouvoir allez chez mon ami qui a fabriqué la Prusa pour réparer / changer l'alimentation. Je vous tiens au courant. Ça, j'imagine que c'est dans grbl... Je verrai ça plus tard. (J'aurai plus de connaissances quand j'aurai fait ma propre imprimante... ) Je viens de la faire tourner délicatement sur plusieurs tours : je n'ai senti aucune variation de résistance, aucun "point dur"... -
Rétraction et manque de matière
yobeco en réponse au topic de yobeco dans Entraide : Questions/Réponses sur l'impression 3D
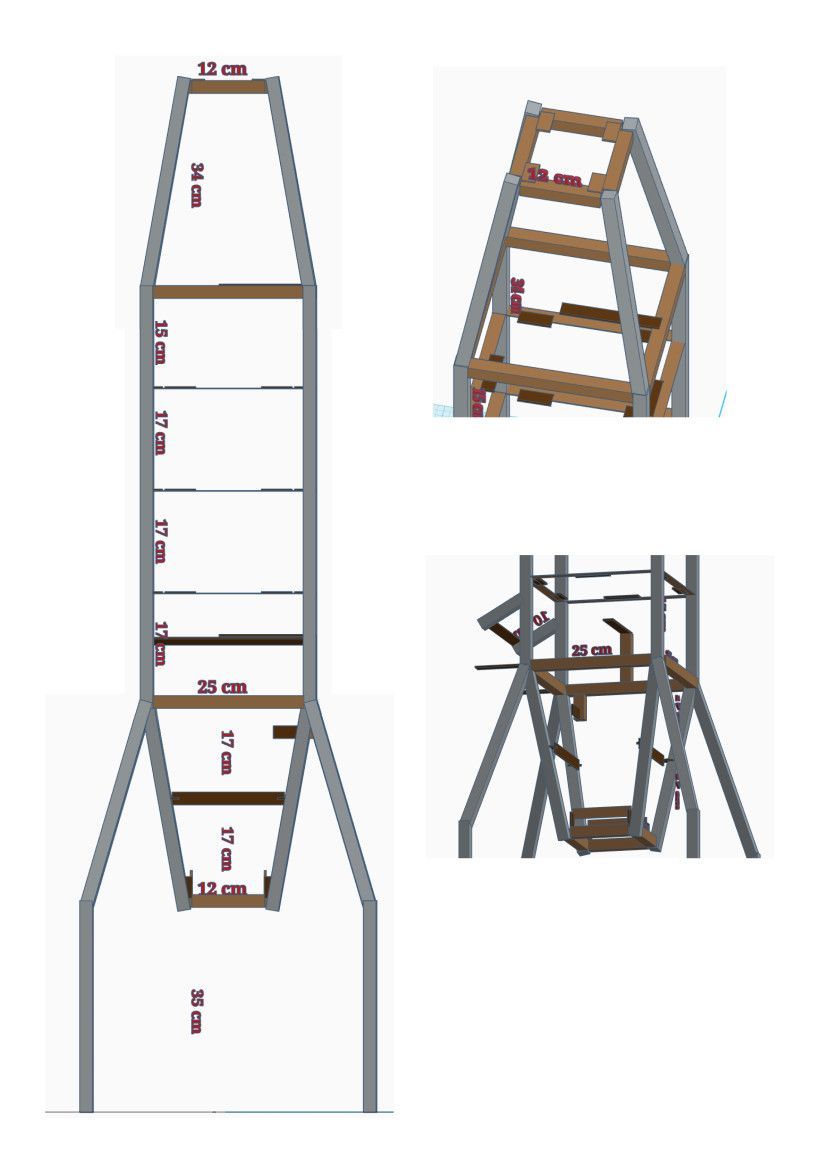
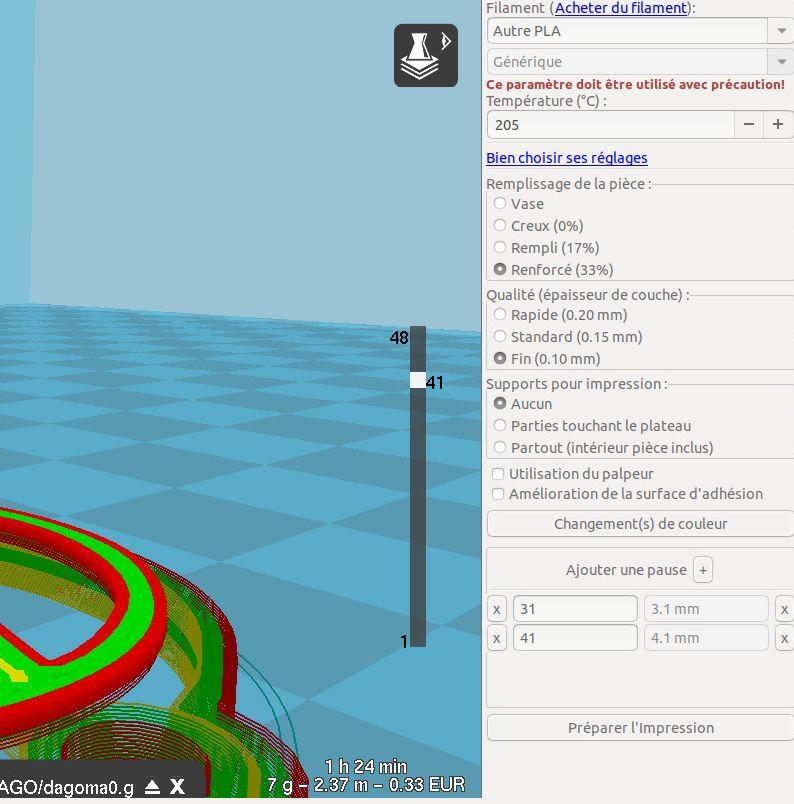
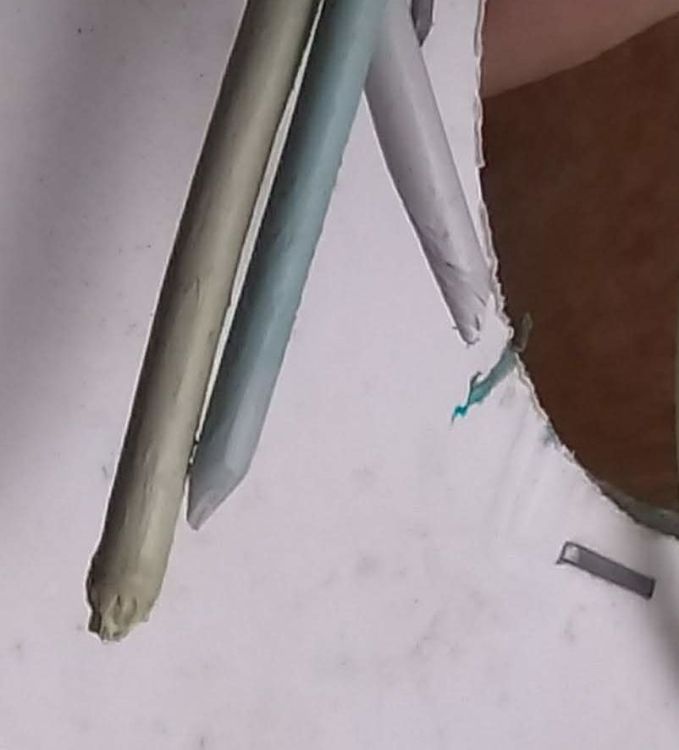
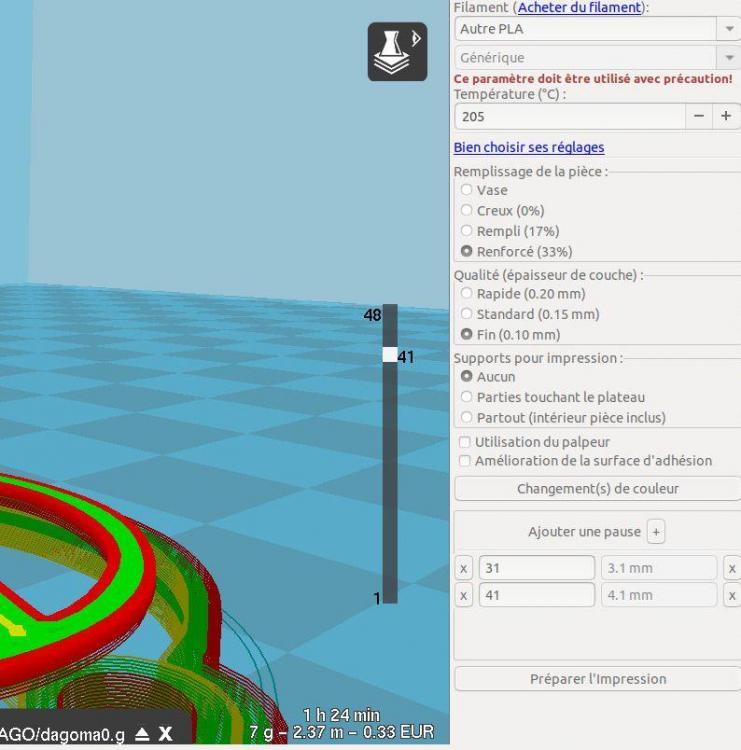
Salut "Tu annonces 2.7 à 3 mm, cela me semble beaucoup d'écart (puisque plusieurs dixièmes)" --> Oui. Ça dépend de la mouture / extrusion du filament. Je mesure en plusieurs points le diamètre du filament que je vais utiliser, j'en fais une moyenne et je configure Cura avec ça. Bon, ça donne un résultat irrégulier, mais ça me donne des pièces fonctionnelles. et ça ne m'explique pas pourquoi cette pièce-là manque de matière, chaque fois au même endroit... "Le type de matériau, l'ABS, n'aime pas les fluctuations de températures, d'où nécessité d'imprimer dans un caisson" --> Lui aussi est en cours de construction. Je viens de récupérer des "profilés légers" d'aluminium pour ça à la déchetterie. Mais il n'y a pas de changement de température en cours d'impression pour cet engrenage. "il existe du filament 2.85 mm [...] qui nécessite [...] que dans ton trancheur le diamètre soit défini sur 2.85 mm (ça pourrait être une cause de sous-extrusion si el diamètre est défini sur 1.75 mm)" --> Je l'ai réglé sur 2.7mm (correspondant au diamètre moyen de mon filament (voir image). Y aurait-il un autre endroit où je doive le modifier ? "L'impression 3D n'aime pas l'humidité, si ton fil crépite, il faut absolument le sécher" --> Oui, ici, c'est climat tropicale la moitié de l'année. Alors les petits sachets de granulés, ben il font une saison des pluies, pas plus... Je suis en train de fabriquer un séchoir à filament. Mais mon filament n'est pas plus humide, chaque fois, dans cette zone de mon engrenage... J'envoie des photos d'une autre pièce que j'avais faite. C'est le support du plateau de ma DE200 (le PLA biodegradable... se biodégrade...). Je vais essayer de réimprimer toutes ses parties en PET parce qu'elle a plein de fissures qui apparaissent. Effectivement, j'ai du renforcer des zones avec de la colle cyanoacrylate...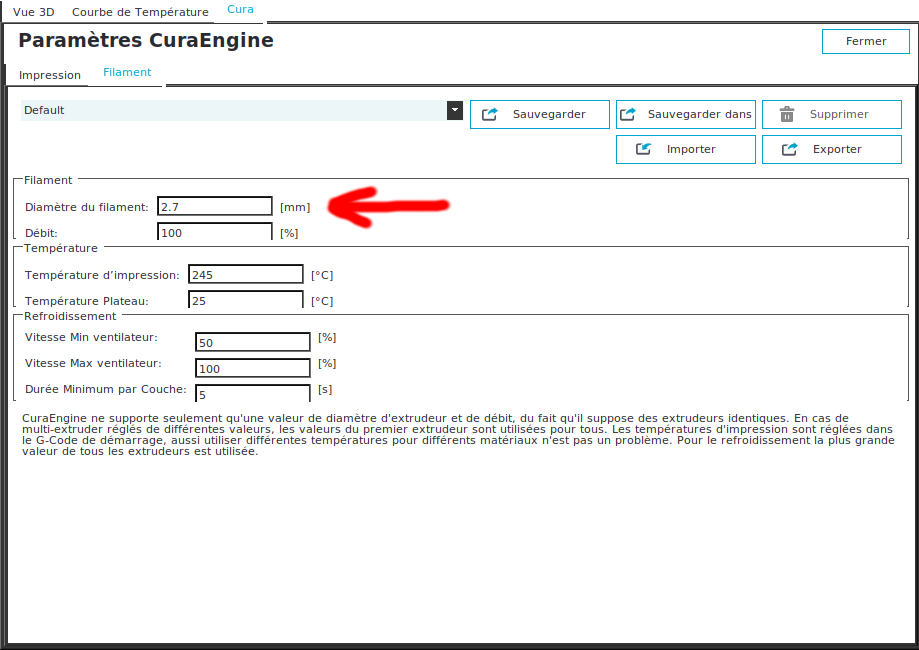


-
Rétraction et manque de matière
yobeco en réponse au topic de yobeco dans Entraide : Questions/Réponses sur l'impression 3D
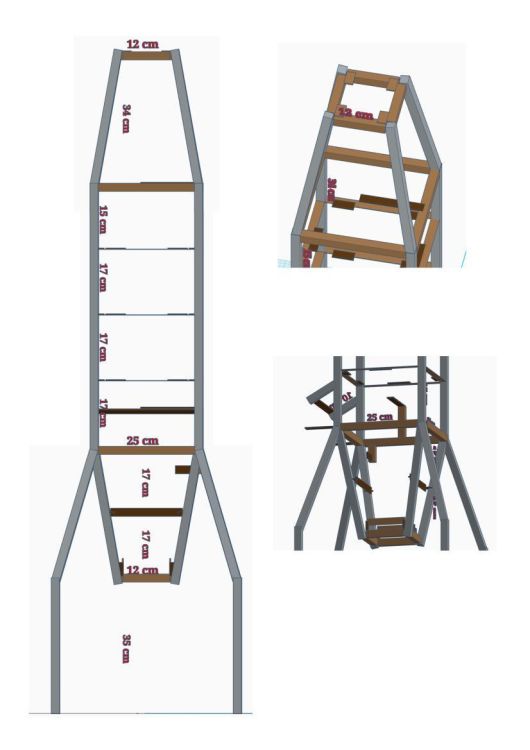
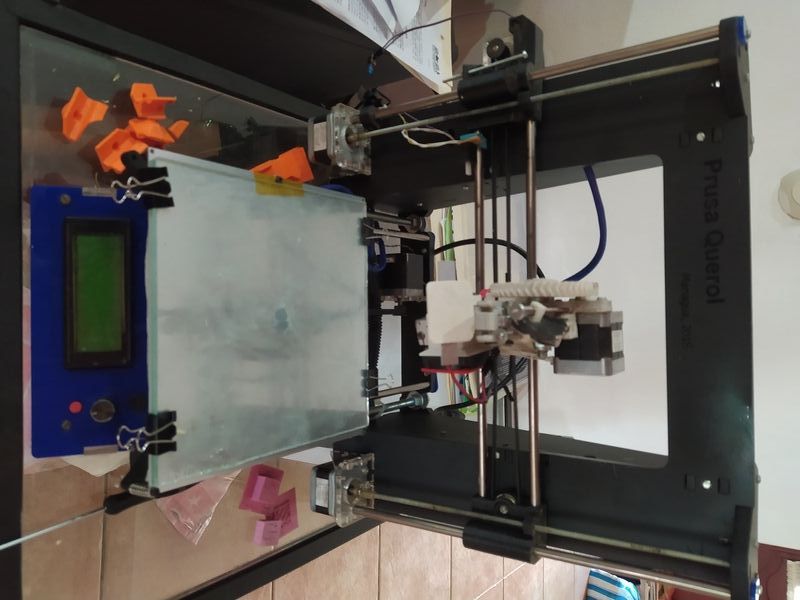
Bonjour Merci pour vos réactions rapides. Je vais peut-être éclaircir le contexte : Ma Prusa est "home made", faite avec des morceaux de photocopieurs et mon filament 3D, c'est de l'ABS venant de morceaux de boîtiers d'électroménager broyés et "extrudé maison" en un câble d'environ 2.7 / 3mm de diamètre. ( Savate ! : "il ne faut pas imprimer avec du fil d'osier" --> Tu n'étais pas loin ! ) Si j'ajoute à ça qu'il a pris un peu l'humidité (j'entends des petits crépitements) cela devrait expliqué une partie des irrégularités de l’impression dont je vous ai envoyé la photo. (Mon séchoir à filament est en cours de réalisation.) Je vis au Nicaragua, un pays isolé, tendu, où la guerre civile menace de reprendre prochainement et qui se trouve encore plus isolé par une crise économique et une douane aux dents crochues. Y trouver une imprimante 3D ou des consommables est bien difficile et très cher ici... Donc évidemment, je n'ai pas les mêmes exigences que si j'étais à portée d' "Amazon" ou d' "AliExpress". Cependant, j'ai réalisé d'autres engrenages --> voir les photos. (pour terminer mon extrudeur maison et créer mon propre filament 3D PET à partir de bouteilles) Ces impressions ne sont pas parfaites, mais elles sont fonctionnelles, et c'est mon critère principal d'évaluation. Ceci dit, je suis ouvert à tout conseil qui me permettrait de les améliorer. En l'occurrence, le manque de matière évoqué dans mon premier billet rend mon engrenage réellement inutilisable. Je vous envoie les paramètres du trancheur Cura, le gcode et quelques photos. Merci encore à vous Paramètres trancheur.zip Engrenage 32 - V6.gcode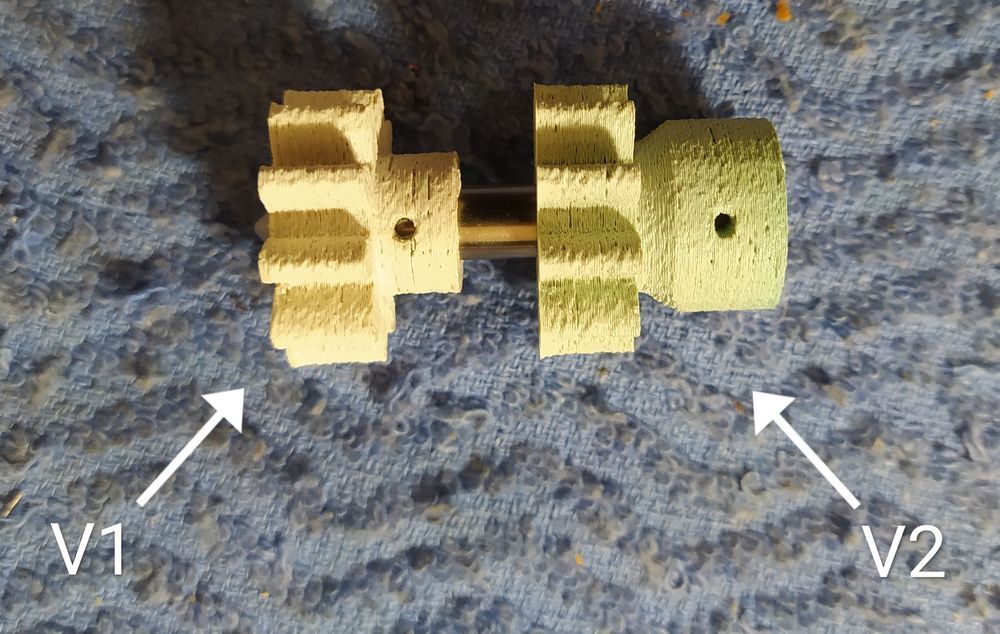





-
Rétraction et manque de matière
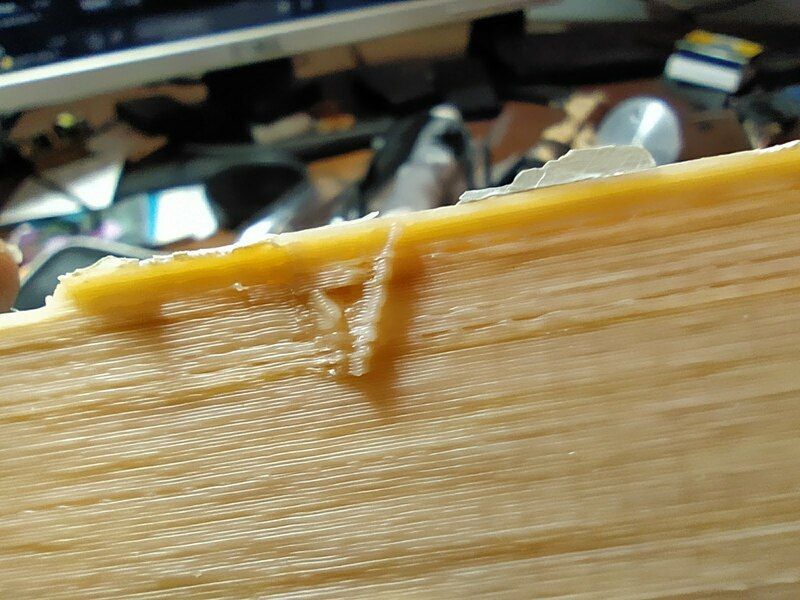
yobeco a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
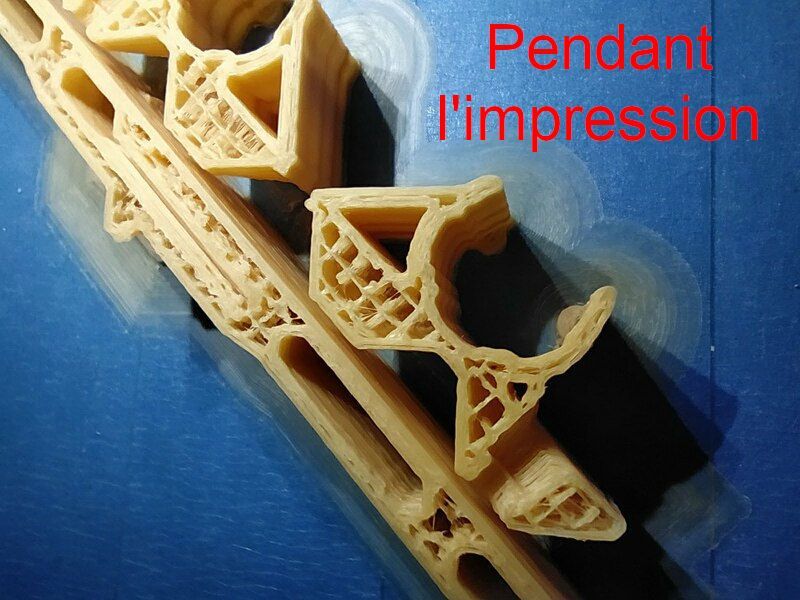
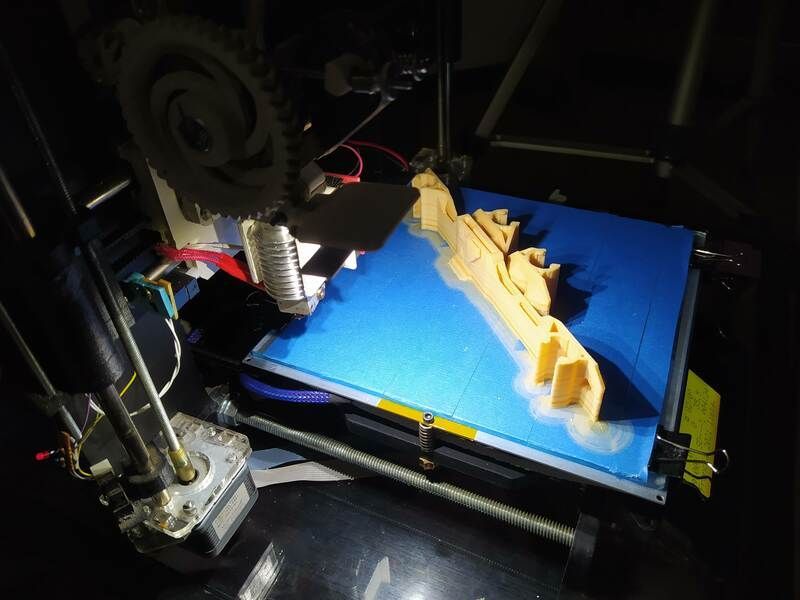
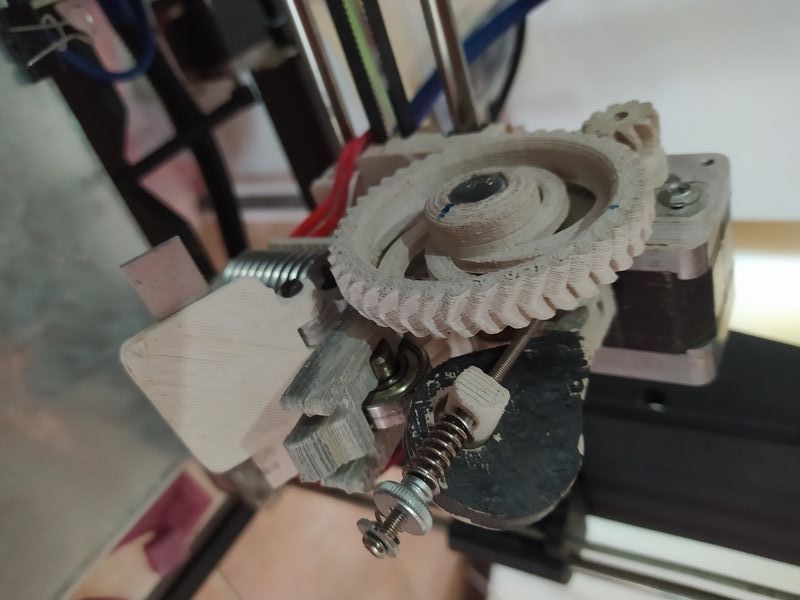
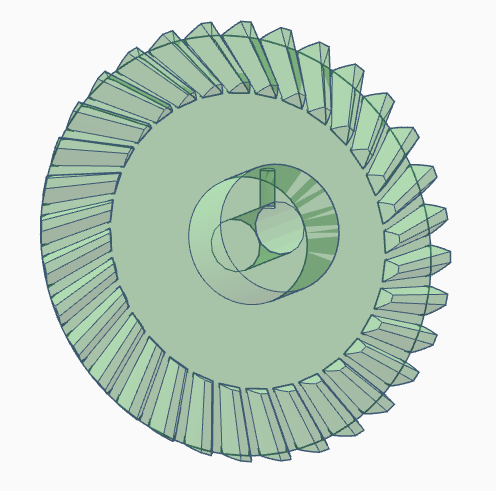
Bonjour Tout d'abord, merci beaucoup pour le temps que vous consacrez à aider les autres sur ce forum ! J'utilise "Repetier-Host-x86_64-2.2.2" sous Ubuntu. Je suis novice dans la configuration de ce programme. Avant, je n'utilisais que le très lissé "Cura by Dagoma" avec ma DagoEasy200. Maintenant, j'utilise en plus une Prusa . Avec la Pursa, je suis en train d'imprimer des engrenages. Cependant, je rencontre un problème récurrent avec un engrenage en particulier (voir pièces jointes : .stl et .png) : --> Une fois dépassée la hauteur du "plateau plein" pour imprimer uniquement les pointes des dents de l'engrenage et le cylindre central, il y a un manque de matière important qui apparaît. La première fois, j'ai cru à un bouchage de buse, la seconde fois m'a fait sérieusement douter que ce soit un bouchage se produisant exactement au même endroit sur la même pièce. La troisième fois que ce manque matière est apparu (alors que d'autres pièces imprimées entre temps n'ont eu aucun problème) j'ai compris que la cause du problème devait autre... Mais j'ai eu beau augmenter en temps réel le flux de plastique à ce moment, et réduire la vitesse d'impression : rien à faire. Il y avait toujours un manque de matière à cet endroit... Cependant, sur un 4ème essai, j'ai laissé un peu se poursuivre l'impression après le problème, par intuition ou désespoir... Et juste après la hauteur des "pics" des dents de l'engrenage, l'impression du cylindre a retrouvé une densité excellente ! (voir photo) Le rapport entre la forme à cet endroit de la pièce et le manque de matière est devenu évident... En regardant la tête d'impression, l'engrenage d'extrudeur tourne dans en sens pour extruder le plastique quand il faut l'appliquer sur la forme et, juste avant un déplacement, il tourne un peu dans l'autre sens avant de reprendre normalement... En cherchant, j'ai compris que ce devait être une "rétractation" pour éviter le "stiring" probablement. Mon hypothèse est que cette rétractation est excessive, et que le fil 3D revient donc toujours en retard ce qui ne se voit pas quand la zone à imprimer est toute d'un seul tenant (peu de moments de rétractation et beaucoup de volume de plastique pour compenser.) Mais quand il s'agit de nombreux petits îlots séparés, il y a, à chaque déplacement à vide une nouvelle rétraction et le plastique n'a pas le temps de revenir suffisamment pour imprimer la zone étroite suivante qu'il faut déjà passer à l'îlot suivant... Est-ce que mon hypothèse est valable ? Est-ce possible de réduire cette rétractation pour des couches précises ? Est-ce possible (et souhaitable) de réduire la rétractation pour toute la pièce ? Merci à vous ! Engrenage 32 - V6.stl
-
Des zones restent ouvertes
yobeco en réponse au topic de yobeco dans Discussions sur les imprimantes 3D
C'était mon intuition aussi... J'utilise une DagoEasy200 et il n'y a pas cette option dans "Cura by Dagoma". Il faut que je me lance dans l'aventure d'un autre slicer... Je vais essayer ça... -
Des zones restent ouvertes
yobeco en réponse au topic de yobeco dans Discussions sur les imprimantes 3D
Salut. Merci pour ta réponse. Je ne comprends pas trop... Tu veux dire 0.1mm ? Ma première couche était équilibrée. Je vais essayer ça. Déjà fait... Et certains détails plus petits sont mieux remplis... Pour d'autres raisons, je voulais essayer "Cura" au lieu de "Cura by Dagoma"... Mais je risque d'avoir le même "slicing" à moins que j'aie accès à des réglages qui me permettent de remédier au problème. Sinon, quels autres slicers y a-t-il de disponibles sous Ubuntu ? Merci -
Des zones restent ouvertes
yobeco en réponse au topic de yobeco dans Discussions sur les imprimantes 3D
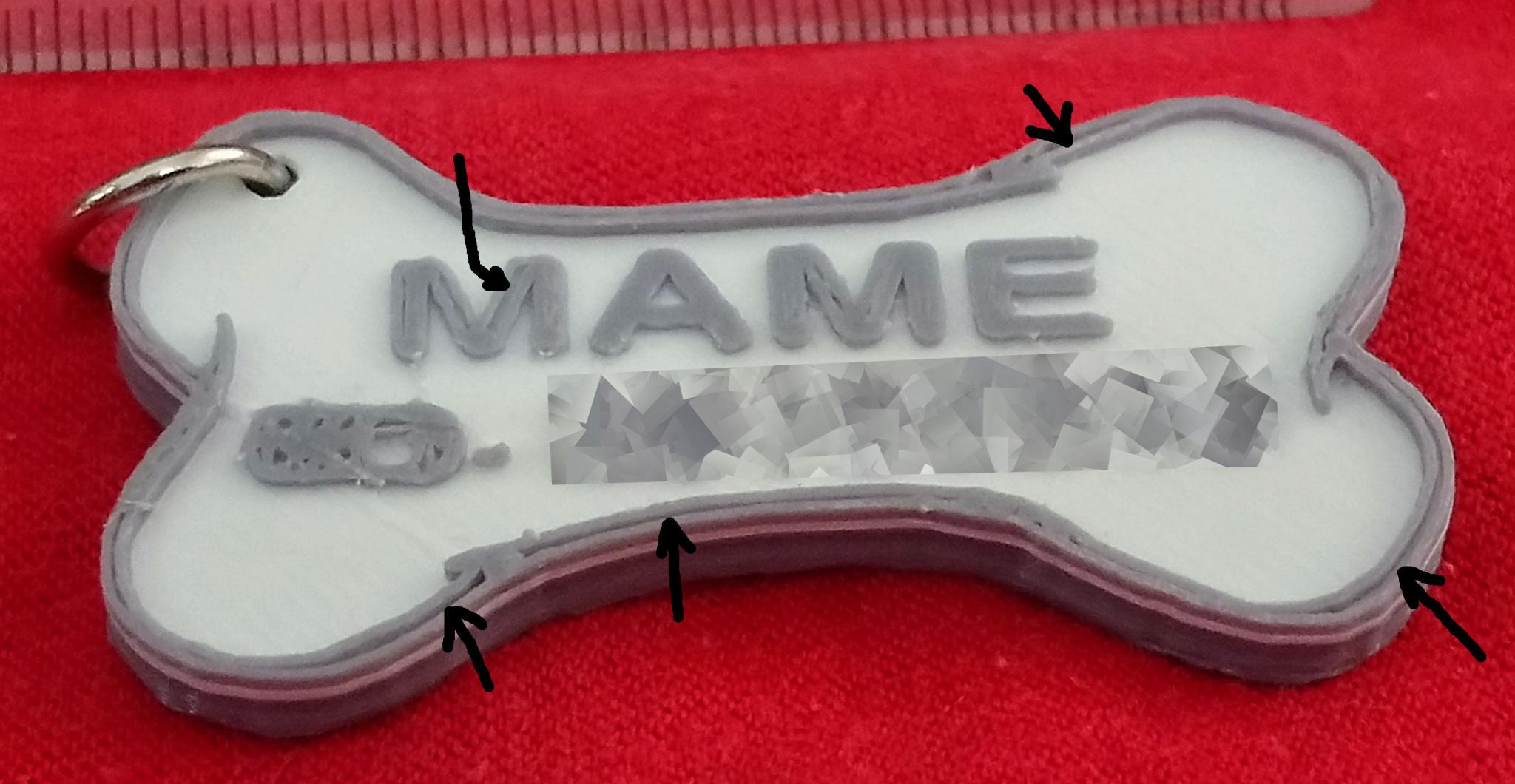
Je ne sais pas... La pièce dans l'ensemble parait solide... Il ne manque du plastique que dans l'épaisseur des lettres ou des bordures, comme si l'imprimante pouvait faire une passe à cet endroit mais ne la faisait pas... -
Bonjour J'ai réalisé des porte-clés et des pendentifs pour chiens. Je créé les modèles avec Inkscape, je leur donne une 3D avec TinkerCad, je les slice avec "Cura by Dagoma" et je les imprime en PLA avec ma DagoEasy200 configurée pour être la plus précise possible... Mais au final, il y a des zones qui restent ouvertes, vides... L'intérieur des lettres F & Q, mais aussi les M de "Mame" ou la bordure de l'os... Les modèles 3D ne présentent pas du tout ces ouvertures... FQ Nicaragua V2.stl Os de Bragi.stl Auriez-vous une idée d'où cela pourrait venir ? Merci Yonnel


-
cartes additionnelles Power Expander pour lit chauffant
yobeco en réponse au topic de yobeco dans Électronique
Ok Merci bien pour ton éclairage Je vais voir si je démonte le relai mécanique ou si je reste sage Merci encore -
cartes additionnelles Power Expander pour lit chauffant
yobeco en réponse au topic de yobeco dans Électronique
Ok, je comprends ce montage, c'est le petit relais limité à 240W qui commande le relai statique qui supportera une plus grande puissance. Mais du coup, c'est quand-même un relais qui commande un autre relais... Du coup, il serait électriquement plus judicieux de dessouder le relai mécanique pour faire directement commander le "power expander"... Mais seulement si les courants de commande sont les mêmes (ou compatibles...) J'imagine que ça n'a pas été proposé dans le tutos parce que ce serait un risque supplémentaire que de modifier le thermostat... Qu'en penses-tu ? -
cartes additionnelles Power Expander pour lit chauffant
yobeco en réponse au topic de yobeco dans Électronique
Merci pour le conseil. En regardant de plus près leur montage, je me rends compte que je ne le comprends pas bien. Pourquoi relient-ils le relai statique à K1 et VCC... Pourquoi relier K0 à la masse ? Il y a même deux autres possibilités de branchement proposées (même si là, c'est un W1219) : Celui que j'aurais fait instinctivement : Un 3ème montage encore différent : Et là, ils relient K1 et Vcc au 12v... Les schémas viennent de là : https://www.ebay.fr/itm/W1215-Thermostat-12V-NTC-Sonde-Digital-Controleur-de-Temperature-avec-Afficher-/253428059194 C'est quand-même assez étrange... La datasheet propose pourtant quelque-chose comme ça : http://www.kelco.rs/katalog/images/17670.pdf Mais j'ai trouvé une datasheet qui propose également d'ajouter un autre relais : https://reprapworld.com/documentation/W1209TC.pdf Et là, c'est bien le relais intégré qui commande le relais de puissance... Le mystère s'épaissit... En fait, j'habite très loin dans un lieu assez isolé technologiquement (Nicaragua)... Commander un quelque-chose est plutôt compliqué. Je dois souvent faire avec ce que j'ai. Et quand j'ai réussi à me faire parvenir ce lit chauffant, je ne savais pas qu'il en existait des 220v (et ici, on est au 110v) -
Bonjour J'ai une DiscoEasy 200. Elle n'a pas de lit chauffant. Pourtant, je souhaiterais imprimer avec du Nylon ou/et du PET. Ainsi, je suis en train de me monter un plateau chauffant autonome. Je suis en train de suivre ce tutoriel : Je suis en train de réaliser ce montage : (Page 4 du sujet) Cependant, je ne comprends pas l'utilité du "Power Expander". C'est juste un relais statique, donc avec moins de bruit et plus de longévité. Ok, mais s'il est lui-même commandé par le petit relais électromagnétique du thermostat, il y a toujours le bruit et l'usure... De plus le courant commandé par les deux relais est le même... c'est le 12V qui vient de l'alimentation. Donc je ne vois pas d'argument du genre "Le Power Expander résistera mieux" Alors, quel est intérêt de commander un relais par un relais ? J'ai trouvé ce tutoriel. Le gars remplace justement le relais électrostatique intégré par un relais statique : Que me conseillez vous ? 1- Faire comme le schéma : utiliser les deux relais ? 2- N'utiliser que le relai électromagnétique intégré ? 3- N'utiliser que le relai statique (Power Expander) ? Merci !
-
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Pour le moment, non... Je commence à voir comment me faire importer un plateau MK3 jusqu'ici. (J'ai trouvé les élément du tuto de Futys sur Ebay : Plateau chauffant sans modification firmware) --> Merci ploupiploup :-) Sinon, j'ai bien une autre idée avec des matériaux locaux : plaque de verre dépolie à la main et ajout d'une substance thermo-adhésive... Mais ce n'est pas encore fait... Dessus, je vais essayer le Nylon du fil à pêche et si c'est possible le PET recyclé comme prévu... -
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Salut à tous Je viens d'essayer une autre option : le gros fil à pêche 1.8mm. C'est une semi-réussite : - Ça passe parfaitement dans l'extrudeur et la tête ( à 0.05mm près, c'est quand-même heureux...) - L'impression se passe bien (J'ai évalué la température d'impression 240°C) Mais tout se décolle de mon BuildTack au bout de quelques minutes !!! On en revient toujours au problème de plateau chauffant...
-
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Comment puis-je savoir si elles sont compatibles avec ma Disco Easy 200 ? Merci -
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Oui, j'en ai vu aussi ici du fil de débroussailleuse. Mais c'était du 3mm... :-( Et le PET recyclé permettrait également de réutiliser une source abondante ici de bouteilles. Sans parler du fait que le PET serait gratuit finalement... Mais plus propice à planter des impressions pour problème de pureté... (boucher une buse ?) J'ai déjà demandé à Dagoma pour le PET. Voici leur réponse (pas très étonnante...) : ______________________________________________________________________________________________________ ______________________________________________________________________________________________________ ______________________________________________________________________________________________________ Donc voilà...
-
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Elles ont l'air bien, mais elles font 10 / 11 Kg... ;-) La i3 n'a pas l'air disponible en kit... La CR-10 oui, mais elle est super grande ! Il faut que je vois si ça loge... lol Je ne rigole pas pour le sac à dos... J'ai passé les douanes d'aéroports avec ma DisocEasy. Et pour la douane de l'arrivée au Nicaragua, Il faut la jouer fine... Ce n'est pas interdit d'importer une Imprimante 3D, ni dangereux. C'est juste que s'ils comprennent que c'est un objet acheté qui a une certaine valeur, il lui trouveront une "case" dans un formulaire pour justifier que je doives payer quelque-chose... Donc j'ai tout emballé de manière à ce qu'ils n'imaginent pas l'objet final monté. Ce ne sont que des tiges de fer, des bouts de plastique, des câbles et des bouts d'électronique. Merci pour vos conseils... :-) -
Oui... C'est vrai. C'est pour ça que je voudrais passer au PET recyclé... Merci pour tes conseils ;-)
-
PET recyclé & DiscoEasy
yobeco en réponse au topic de yobeco dans Consommables (filaments, résines...)
Merci pour tes réponses Slayer-fr... Il faudrait donc que je me rapporte dans mon sac à dos un jour une imprimante 3D en Kit qui possède un plateau chauffant et qui accepte le PET... Quelqu'un aurait un modèle en tête ? Merci :-) -
Bonjour Je commence l'impression 3D avec une DiscoEasy de Dagoma. Ayant des difficultés à m'approvisionner en PLA (Je vis loin et isolé, au Nicaragua), je souhaiterais, à moyen terme, imprimer avec du PET recyclé. en effet, ici, les bouteilles en plastique, ce n'est pas ce qui manque... J'ai donc quelques questions : - Quelqu'un a-t-il déjà imprimé avec du PET sur une DiscoEasy 200 ? Faut-il vraiment un plateau chauffant pour imprimer avec du PET ? (J'ai vu de tout, en fouillant...) - Quelqu'un a-t-il déjà imprimé avec du filament 3mm sur une DiscoEasy 200 ? Est-il possible d'utiliser du filament 3mm (plus rapide à produire...) ou vaut-il mieux rester sur du 1.75mm ? - Vaut-il mieux carrément partir avec une autre imprimante ? (Petite taille, légère, en Kit, transportable en avion) Je compte réaliser un recycleur-extrudeur de PET et en faire ma première source de matière première... Merci à vous Yonnel
-
Bonjour à tous Je viens de commencer l'impression 3D avec une DiscoEasy de Dagoma. Je faisais déjà pas mal de modélisation 3D avant (blender), mais sans prétention ;-) Ma "particularité" est que je vis au Nicaragua, petit pays perdu d'Amérique centrale où les rues n'ont pas de nom et les maisons n'ont pas de numéro... Il n'y a donc pas de courrier ni de facteur. Il est seulement possible de recevoir des colis dans une poste centrale de la capitale, Managua. Si vous ajoutez à cela une douane pointilleuse et corrompue et des paquets qui disparaissent ou qui sont ouverts et pillés... Il ne faut pas compter sur les "Amazon", "AliExpress" ou tout autre commerce en ligne. :-( Je ne peux me faire réapprovisionner que par des amis / collègues de passage venant de France ou d'autres contrées plus technologiquement connectées... J'ai donc naturellement une vision assez économe et tournée vers le recyclage, plus que vers l'accumulation de nouveaux produits. Inutile de vous dire que l'impression 3D ne fait pas partie de la culture locale. Pour cela, je me tourne vers votre site dans l'espoir de me sortir un peu de cet isolement technologique... Encore merci à vous :-) P.S. Au delà de ça, je tourne essentiellement sous Ubuntu, avec également un portable sous OSX. Je suis aussi tourné vers la photographie en général et la programmation Arduino :-)