lulu67340
-
Compteur de contenus
100 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par lulu67340
-
Depuis le mise a jour de la derniere version du firmware de la K1 max la buse frotte sur la plaque d'impression texturé.. J'ai du mal a comprendre j'ai fait les reglage et le nivellement tel que cela a été demandé hier j'ai fait des impression sans soucis aujoud'hui la buse frotte le lit sans que je n'ai rien touché de spécial... Quelqu'un aurait une idée?? Je remet aux paramètre d'usine pour voir..
-
Salut tous Je viens d'acquerir un falcon A1 10 W de créality. jen suis assez content mais en voulant utiliser lightburn en essai j'ai voulu tester ce programme avant d'acheter la licence mais voila je n'arrive pas a calibrer ma camera on dirai qu'elle n'est pas reconnu dans lightburn alors qu'elle fonctionne très bien dans le falcon space design ??? Qu'ai je fait de faux ?? En vous remerciant pour vos retour ..
-
Ben en fait je n'ai rien modifier aux valeur donné dans créality print .. J'ose pas trop jouer avec les valeur je suis a 0.926 sur le flux et 1.04 de densité par rapport a la fiche technique du filement, en jouant avec la T° j'arrive à minimiser ces trainées ; mais c'est jamais parfait même en faisant un bedleveling avant l'impression ..
-
ben personne ne bpeut me repondre??
-
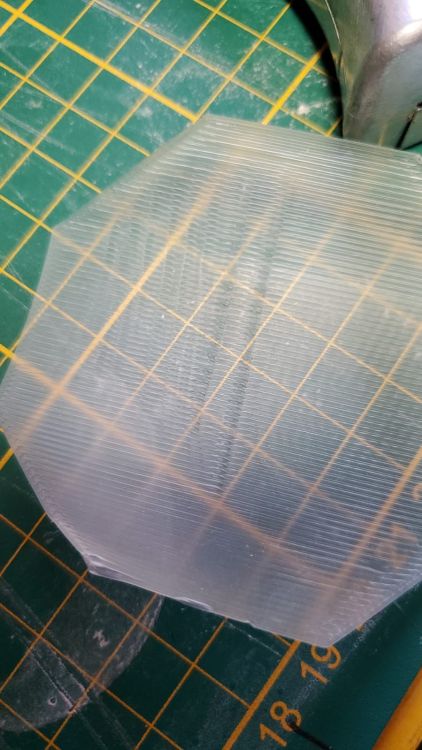
Sur la première couche j'ai ce genre de defaut mais je ne sais pas sur quoi agir!! Filament ARIANEPLAST ABS TRANSLUCIDE en couche 0.20 T° 260 ventilateur a zero, tout fermé Merci pour vos retours

-
En ABS translucide Filament ariane Plast c'est plutot catastrophique Le filament est preconisé entre 210 et 230 ce qui pour moi correspond a une Temp de PLA et si je mets a 260 en changeant l'indice volumetrique et l'ecoulement j'ai encore des print qui ne sont pas bien solidaire .. Quesaquo ..
-
Merci pour ton retour Qu'est ce qu'un PA adapté ?? pour la T° je l'ai laissé comme dans le creality print le preconise pour ce type de PLA après j'ai essayé d'autre t° soit j'ai de la sous extrusion soit surextrusion c'est la T° ou j'ai le meilleur resultat en fait
-
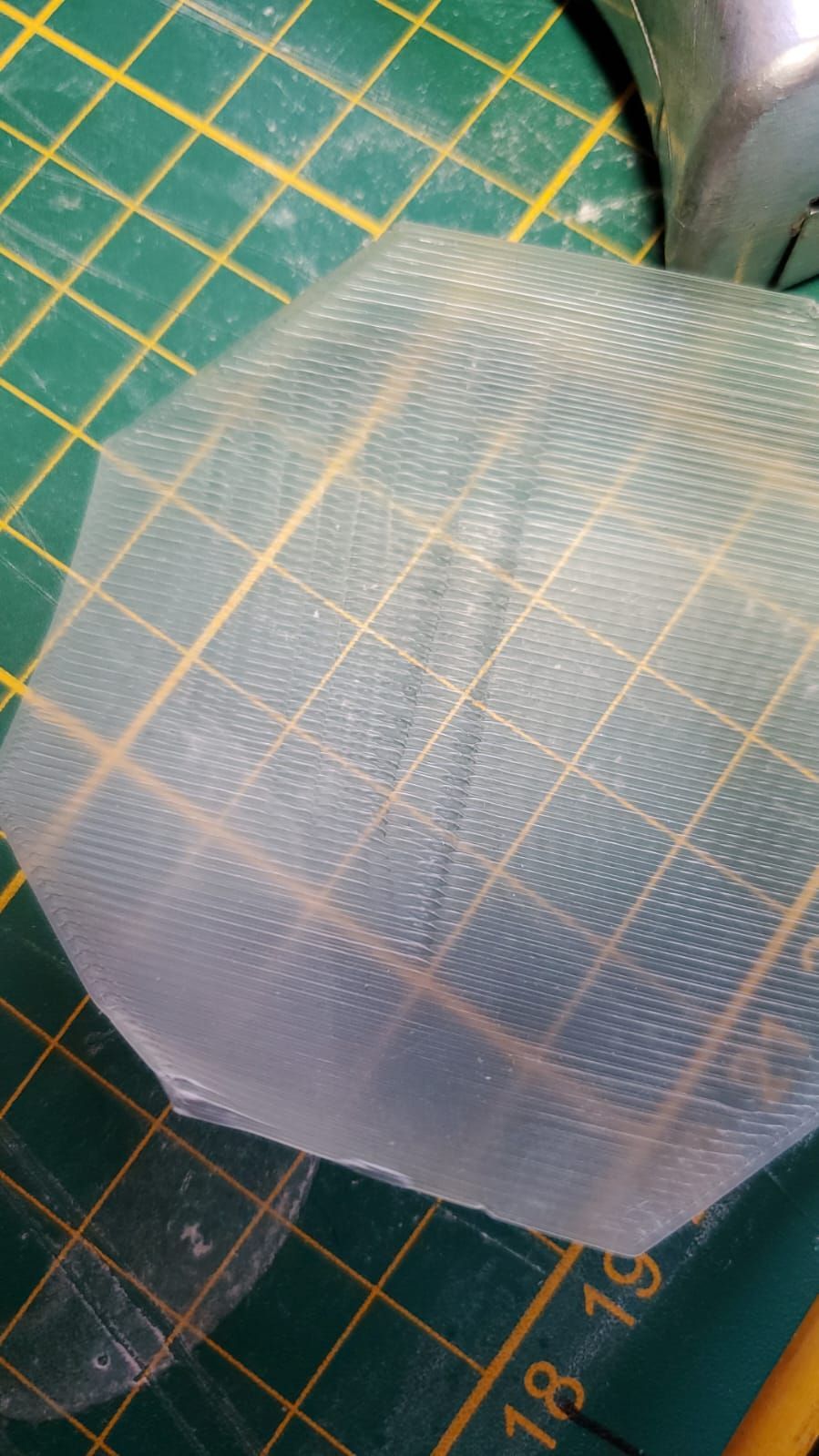
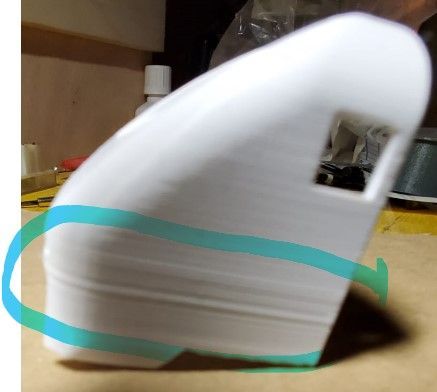
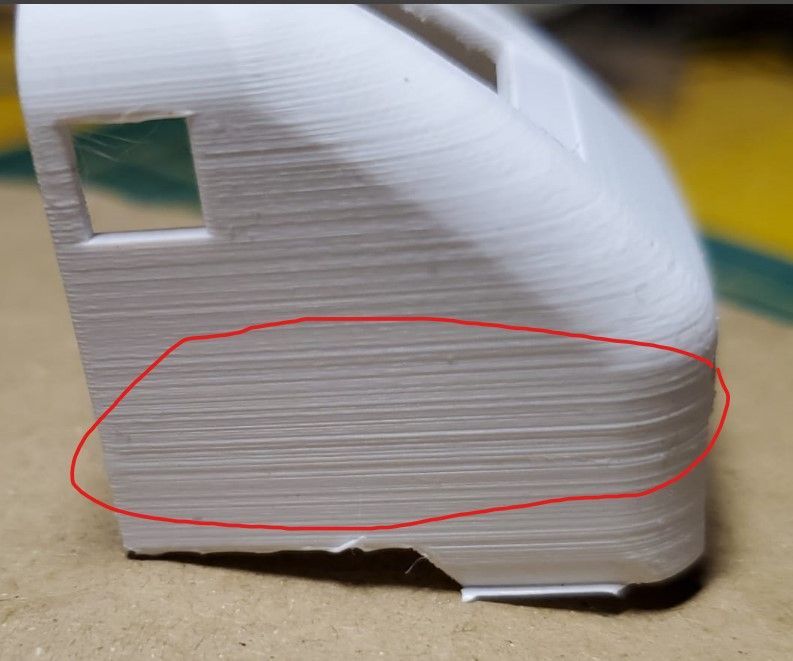
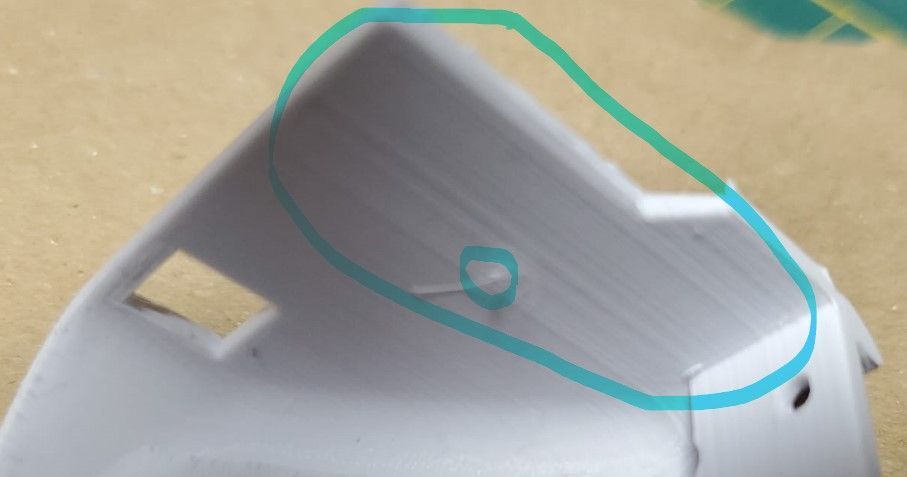
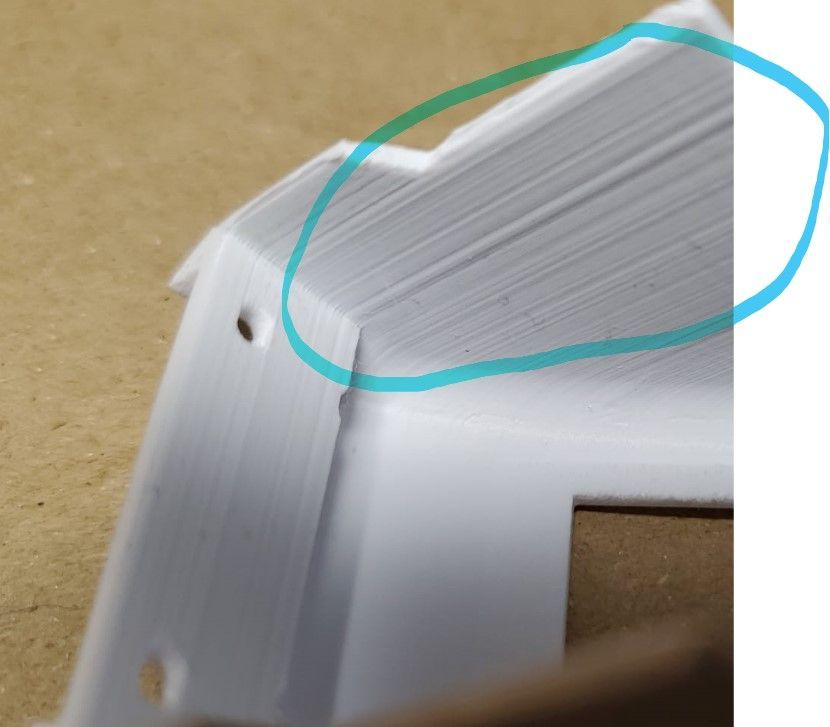
Salut tous, J'utilise une K1 Max avec du filament Esun ePLA+ Grande vitesse en 0.08 mm de couche t° 220°C pour la buse 50°C pour le lit a une vitesse de 300mm/s Mais je remarque que la surface n'est pas bien lisse comme de leger decalage et je souhaiterai savoir sur quoi je dois agir pour avoir une meilleur qualité Le probleme semble se former plus d'un coté que de l'autre !! Voir la photo jointe Est ce un problème de tension de courroie si oui sur quel axe, est des vibration trop elevé (je pense a la stabilité de ma table sur laquelle est posé l'imprimante) ou je suis completement a coté des mes pompes?? Merci pour vos retours
-
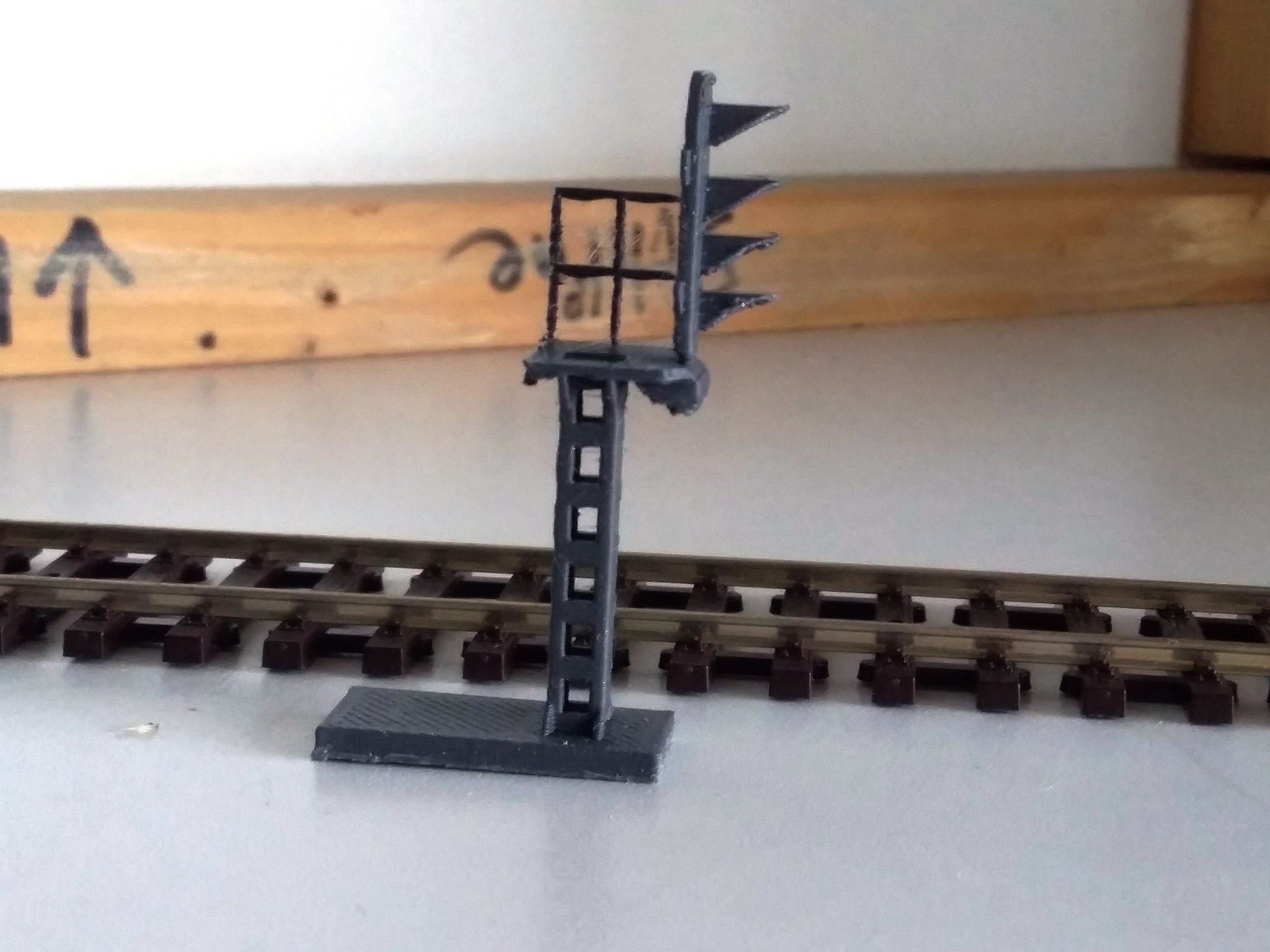
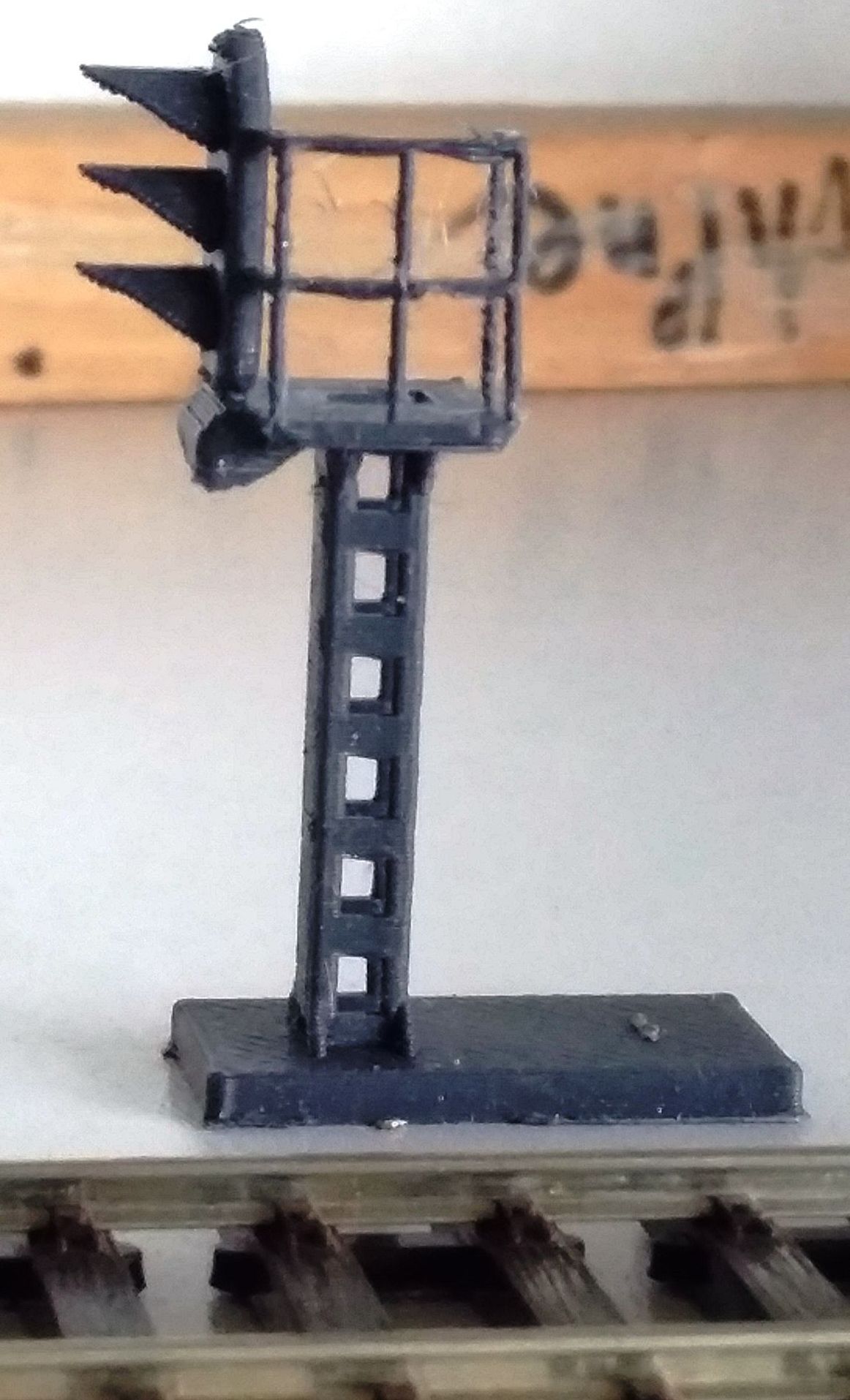
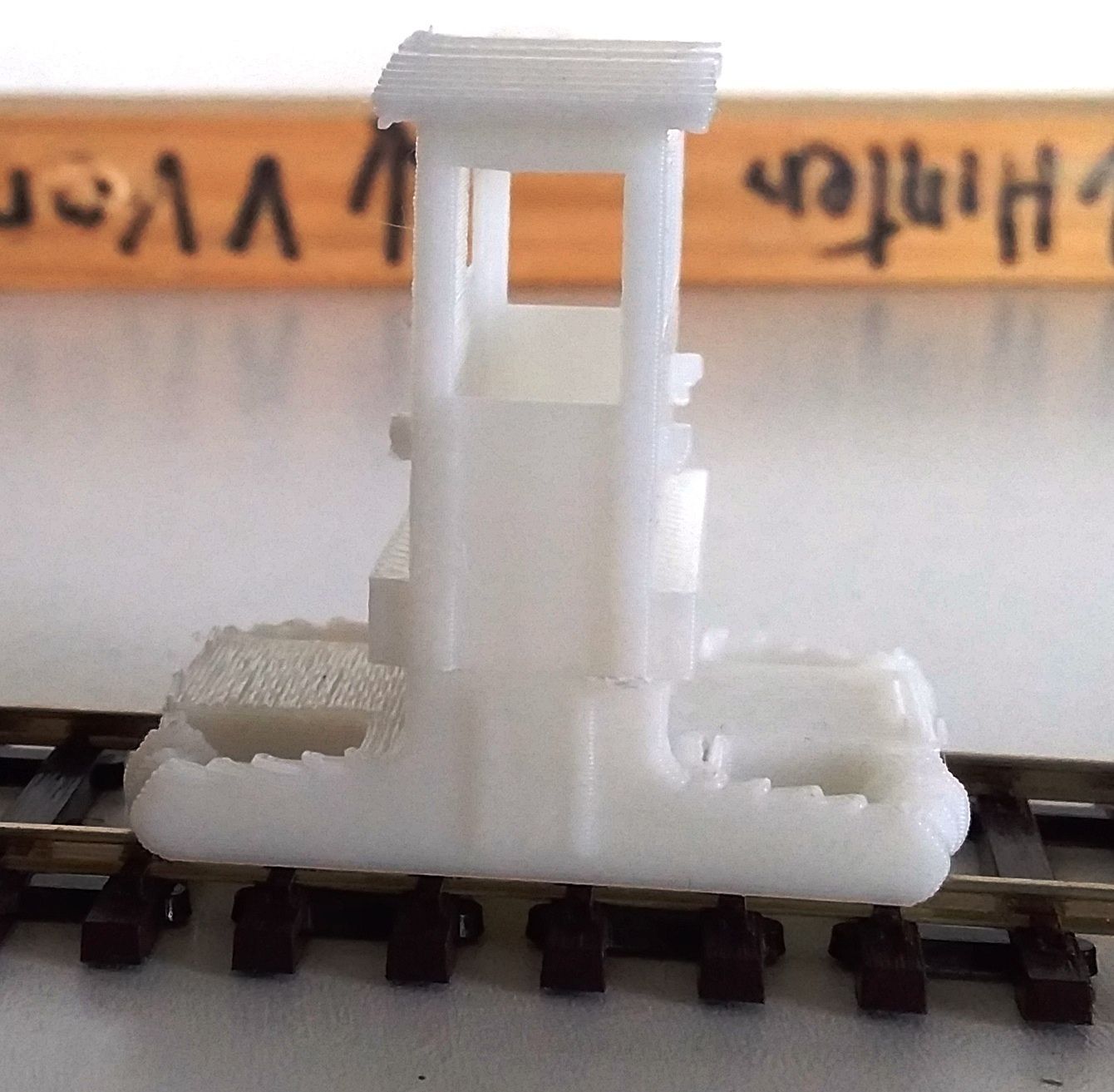
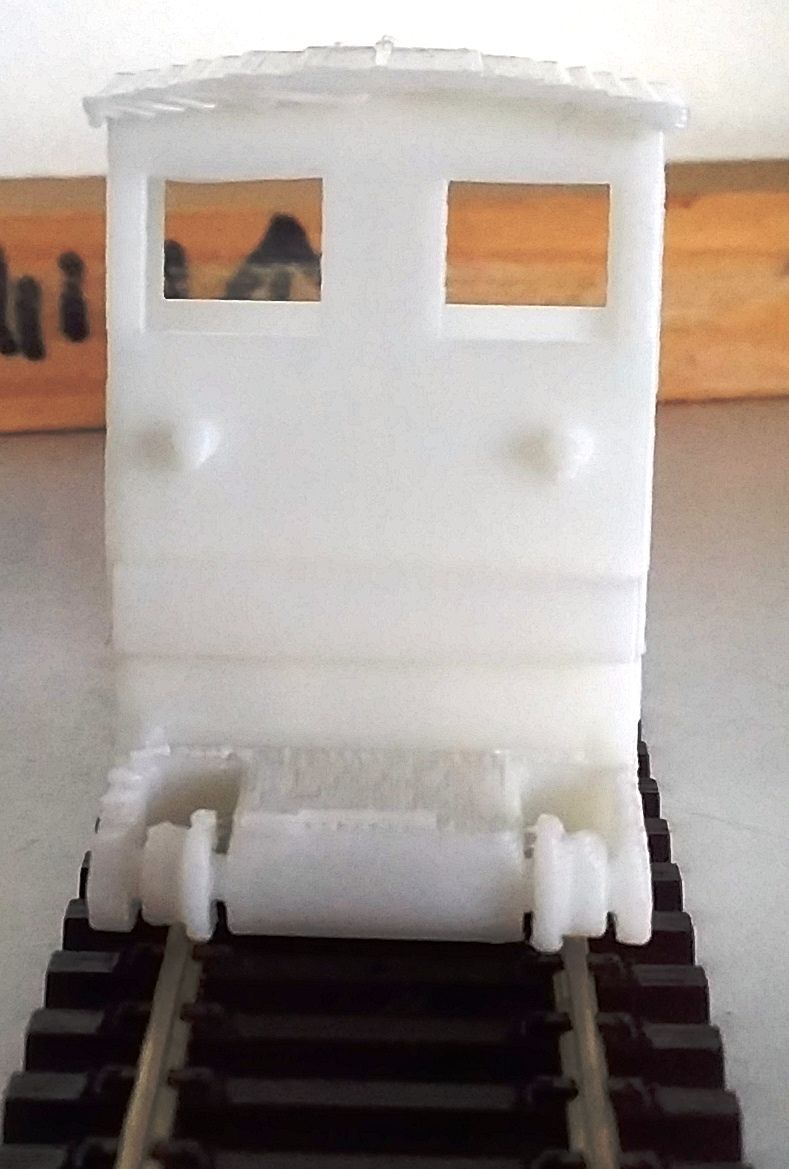
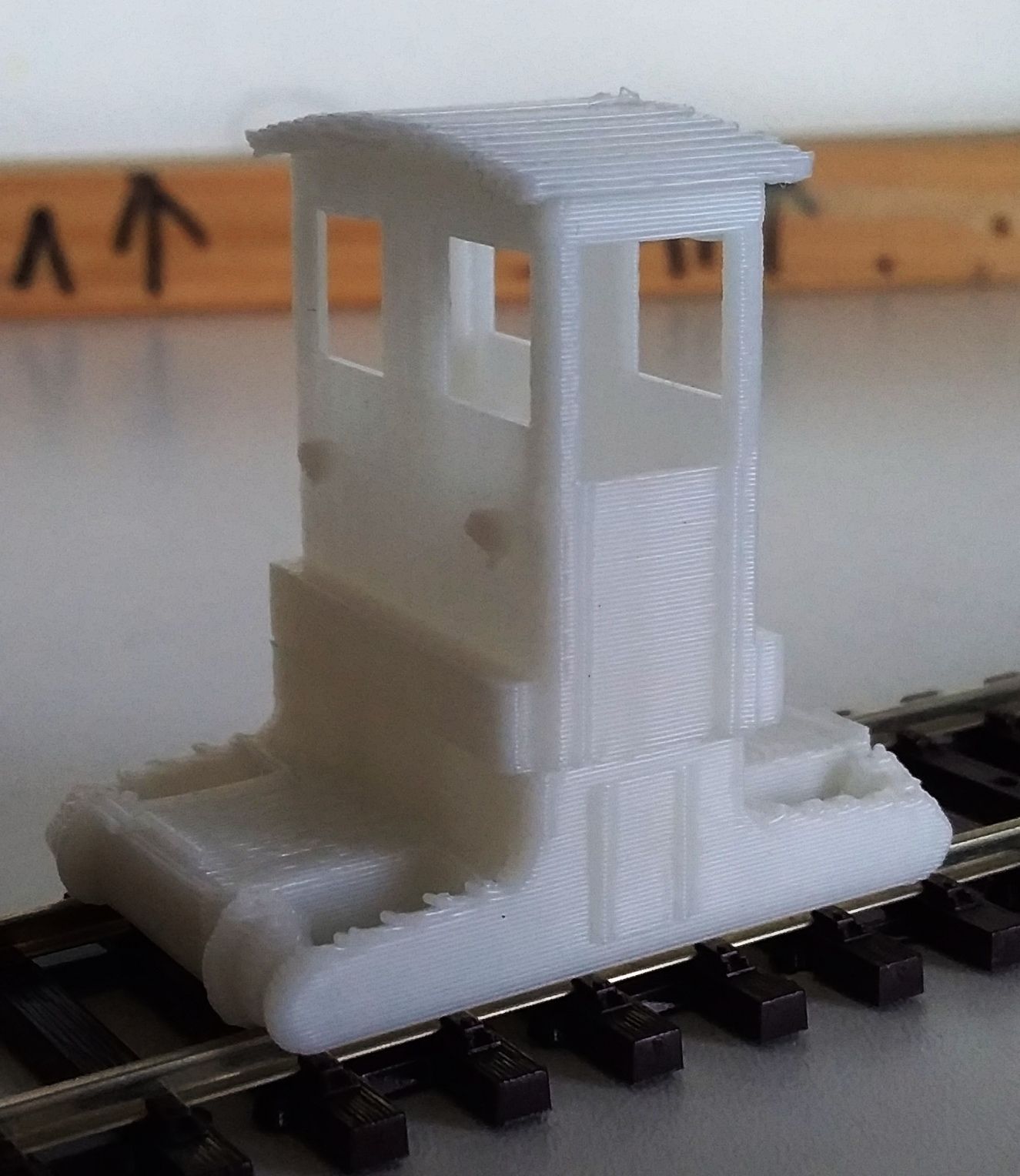
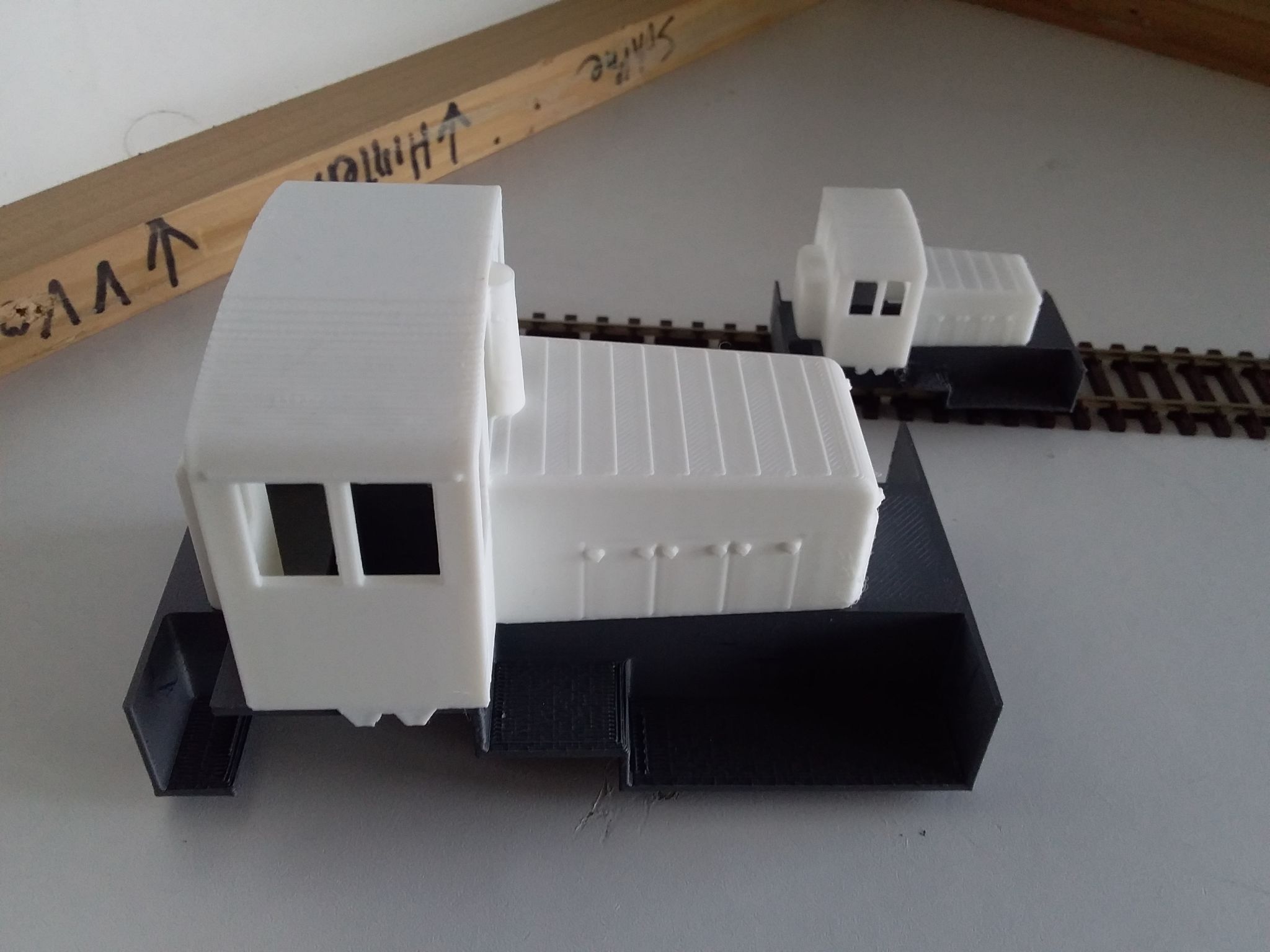
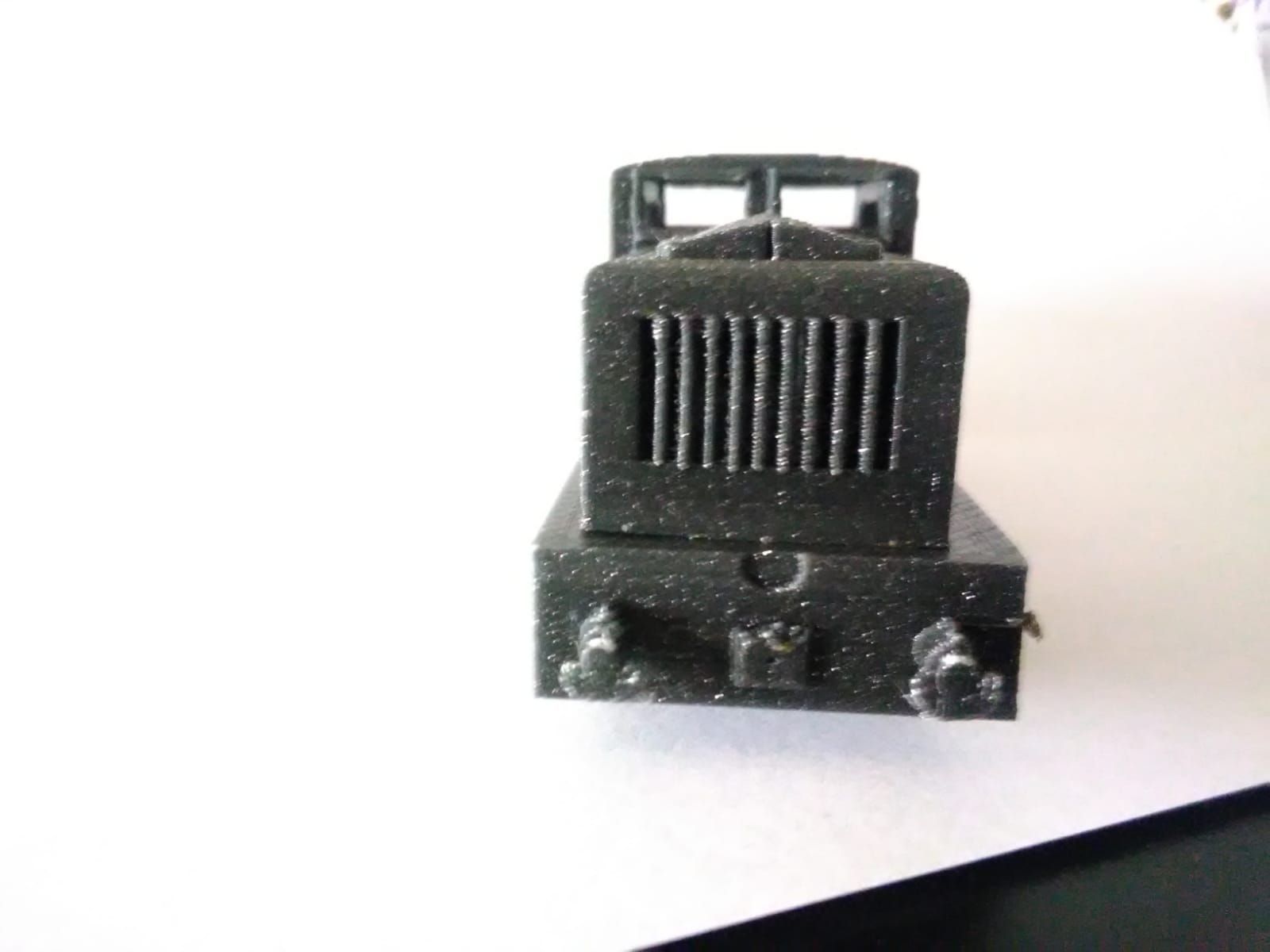
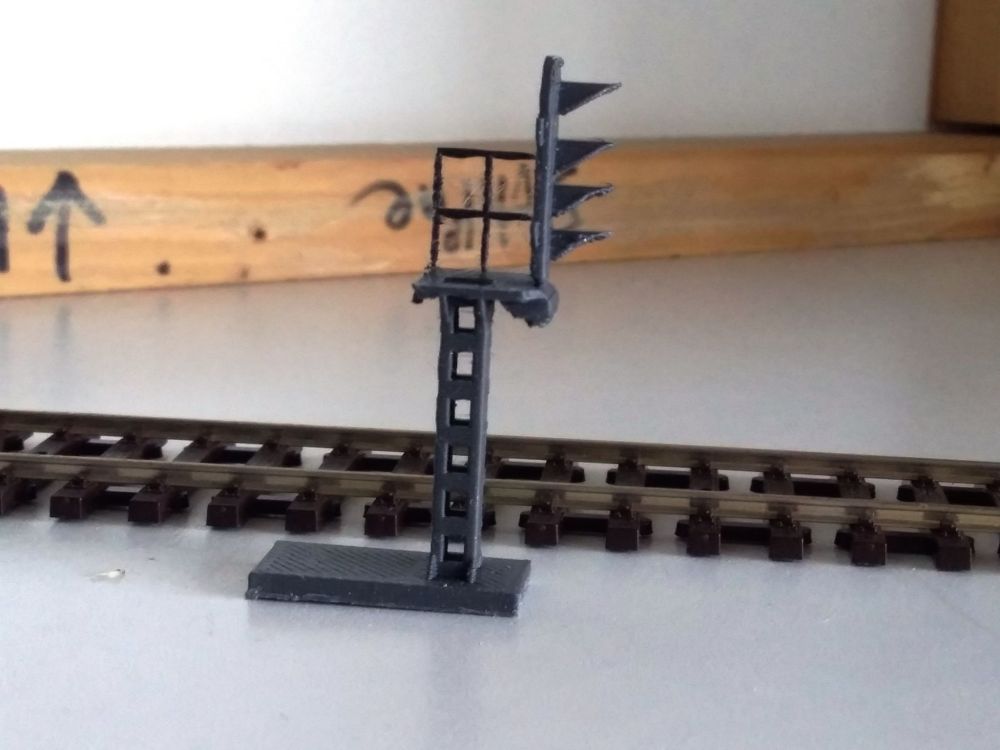
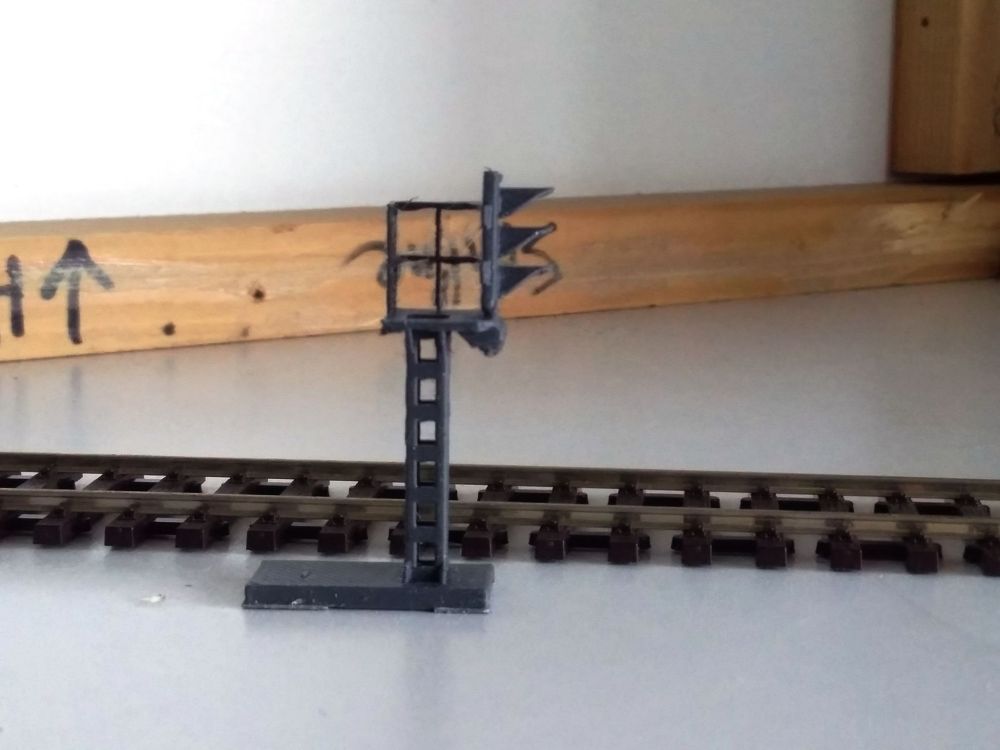
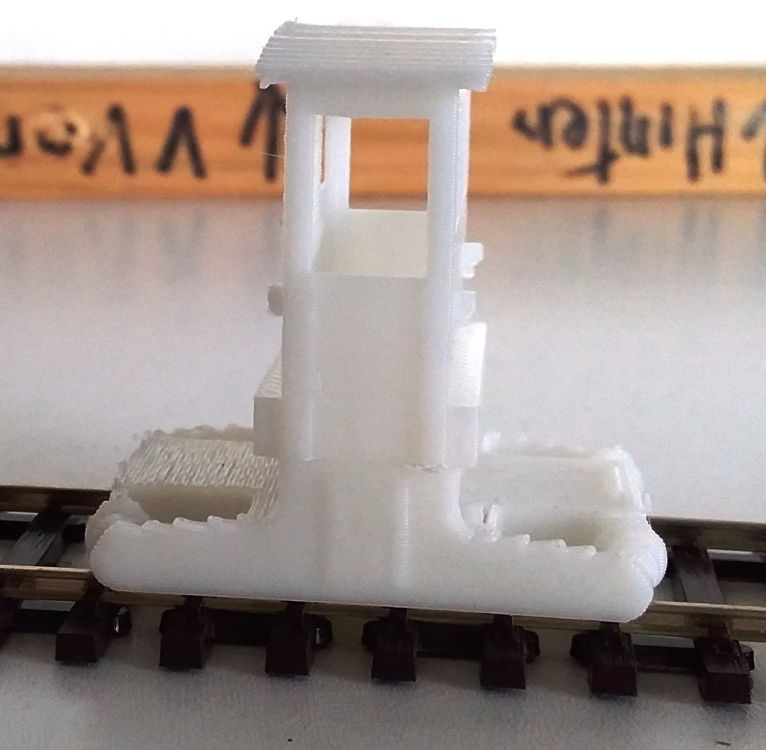
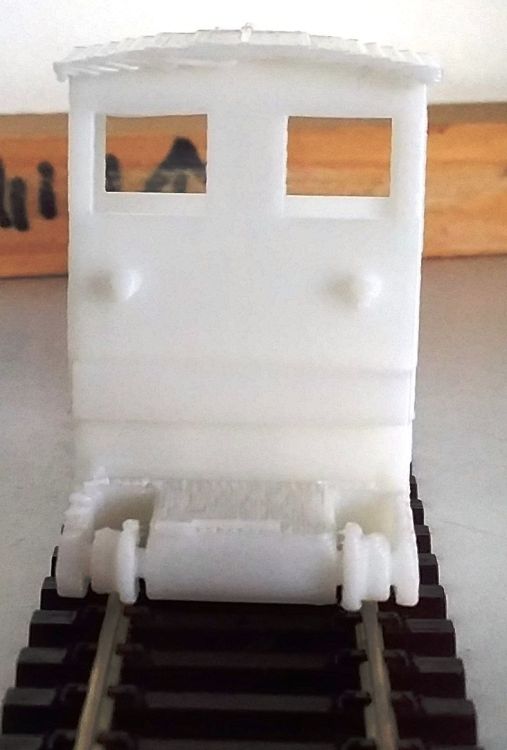
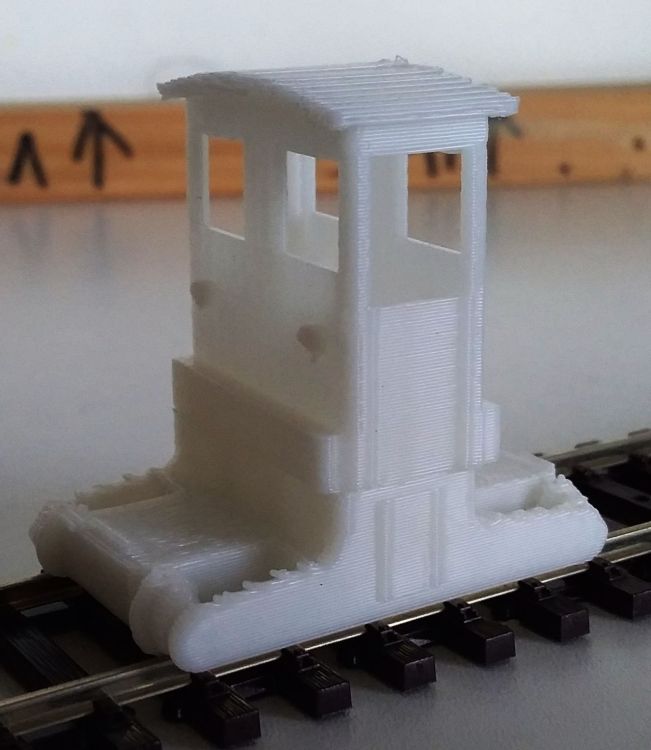
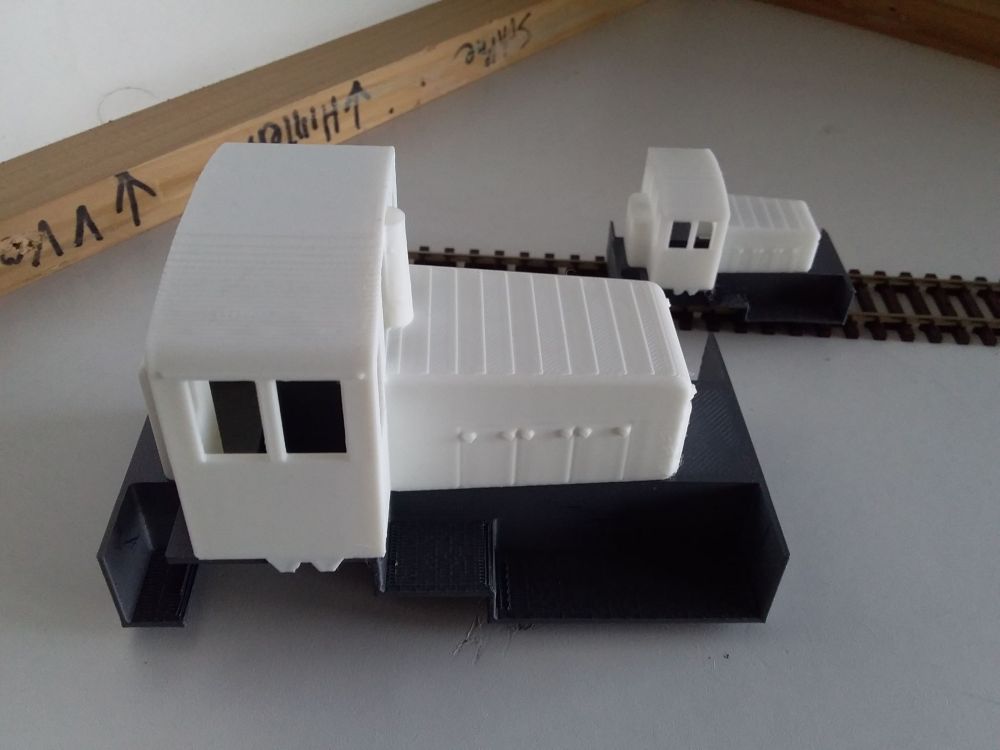
Signaux SNCF 3 et 4 feux : Temps d'impression entre 14 et 17 min avec K1C créality Fil ArianePlast PLA + Recyclé gris métallisé Impression 0.08 Bed 50 °c et T° buse 220 vitesse 200 mm/s 1ere couche 50mm/s, avec support arborescent sur trancheur créality Print 5.0 Echelle H0 soit 1/87 brut d'impression sans travail post production Tracteur type Breuer dit pousse wagon au 1/87 en modèle statique. Impression en 0.20 bed 50° buse 220° fil créality HYPER PLA Blanc 1.75 impression 200mm/s Temps d'impression 2x20mn Impression sur K1C Créality avec slicer Créality print 5.0 Je pense le réimprimé en 0.08 pour voir si le résultat est meilleur .. Y2100 SNCF en H0 (le petit) et échelle 0 brut d'impression Sur K1C en 0.08 buse 220° et bed 50° fil ArianePlast PLA + blanc châssis en fil ArianePlast PLA+ Recyclé gris métallisé. Temps d'impression H0 20 mn +17 Mn châssis Temps d'impression 0 2h00 + 1h30 châssis Il faudrait que je vois comment mieux l'imprimer surtout le capot .. mais au niveau définition ca me convient ..



-
Je suis d'accord pour la résine qui en 4 8 et 12 K donne de bien meilleur résultats si l'on ne prends en compte que l'impression seule..quoique (voir dans mes premiers post les défauts récurrents obtenus). Mais au vu de la dangerosité des produits manipulés et du traitement des pièces en post production ; je pense sincèrement que la K1 rempli le job et sort des éléments en définition proche de la résine . Cela n'y ressemblera jamais et n'atteindra peut être pas le niveau de définition quand je vois les résultats que j'ai obtenu avec une elegoo Mars 1 .. Mais comme dit la manip des produits ne me convient pas et attendre 20 h qu'une impression fdm sur vieille guimbarde se termine ne me rassure pas quand je dois laisser une machine de ce type en marche toute une journée ou nuit dans une maison avec une charpente vieille de deux cent ans. Alors je trouve juste que cette K1 a un bon compromis entre impression FDM ; rapidité et résine .. Elle fait pour moi le joint entre ces différents protocoles, certes a un prix élevé quoique..... Mais je vais quand même réfléchir à la K2 surtout pour l'impression des supports soluble qui a mon avis permettra d'avoir encore de meilleur résultat d'impression. Quand a mon imprimante résine Elegoo, elle est restée au placard depuis 2 ans maintenant !! C'est un essai qui n'a pas était concluant du point de vue des produits employés !! De la technique non maitrisée, de l'élimination des résidus et déchets ETC.. Mon Pla je le ramène au gars qui me fournis et me fait de nouvelles bobines avec.. La résine je ne sais pas comment elle est en finalité éliminée.. De plus j'ai toujours eu un ou des défauts que je n'ai jamais complètement résolu. Je pense que la plongée dans le bain y est pour quelque chose!! Quand au laiton si je d'accord avec cette conclusion je ne maitrise ni la photos découpe, ni la soudure . je me contente d'essayer d'avoir des résultats qui me conviennent et me permette d'avoir des modèles que peu possède et qui me donne l'envie d'imprimer et de mettre en œuvre . Je me contente des résultats obtenus.
-
Ca c'est la même loc réimprimé K1 slicer Creality print parceque mon simplify V4 ne prends pas en charge ma k1 Impression a 0.08 , T°220 Bed 50 PLA RECYCLé Metalisé Ariane plast vitesse d'impression 200 mm/s Chacun se fera une idée! .. Je n'ai pas ébavurer !! .. C'est brut d'impression



-
Voici d'autres impression avec une K1C de créality .. Plus rien a voir avec ce que j'ai imprimé en FDM depuis le début c'est bluffant !! A quand 'l'impression métal 3D la se sera le summum . Impression en 0.08 avec fil Ariane Plast de Sarrebourg Pla recyclé Gris metalisée et PAL + blanc Rame Suisse type NINA des BLS au 1/87



-

Photos de vos prints avec une imprimante 3D Creality
lulu67340 en réponse au topic de Le Kampaniard dans Creality
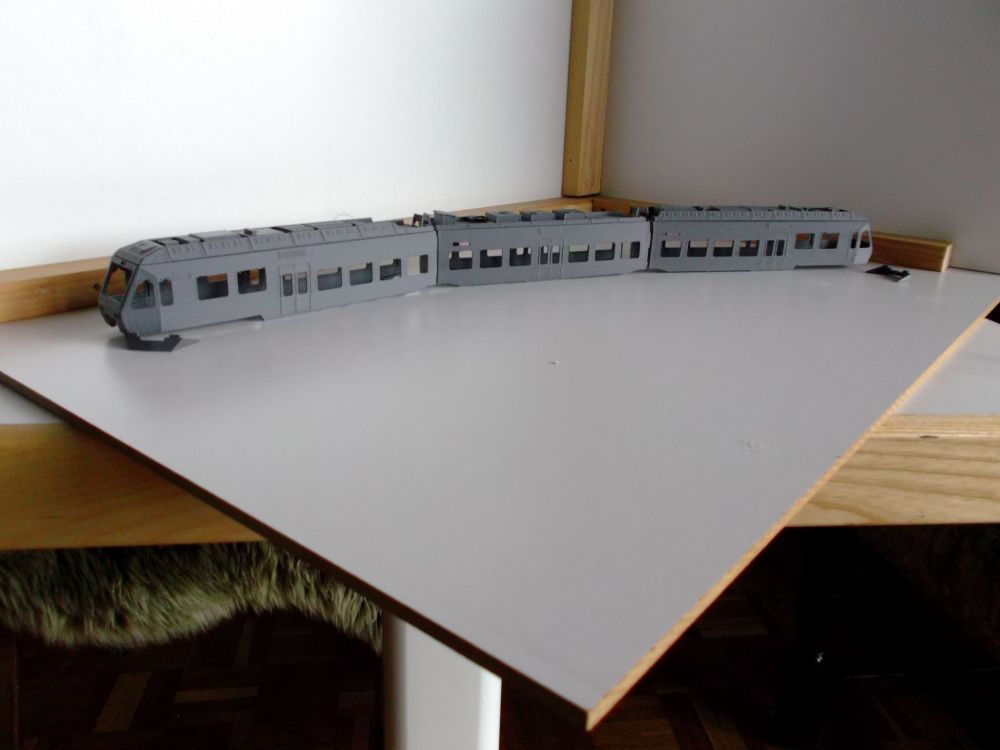
Impression d'une rame suisse de la bls de typ NINA 3 élément a l'echelle 1/87 .. Avec K1C en 0.08 fil ariane plast PLA recyclé T° 220 lit 60° temps d'impression pour la rame complète 6 H imprimé chaque pièce séparément vitesse d'impression 200 mm/s tranchage bambu studio impression par trancheur creality Print 5.0 (WIFI) L'impression impressionnante du toit par les détails pour du FDM vaut bien l'impression résine en rapport à la dangerosité de la manip des produits !! Je suis assez bluffé !! ..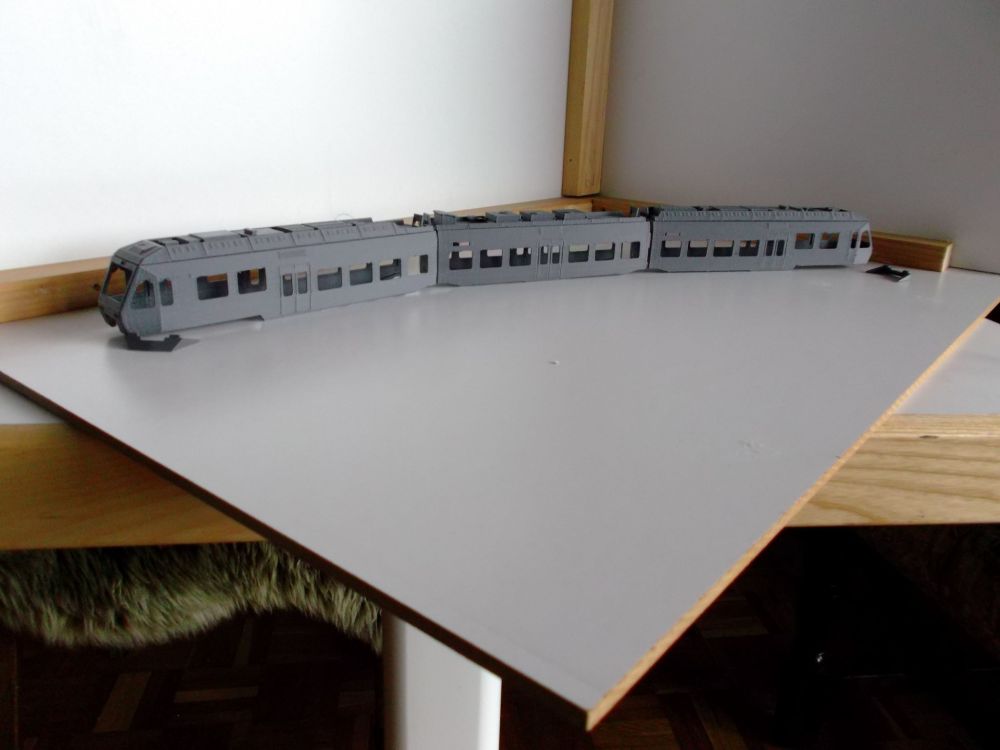


-
Je me suis inspiré de celle ci.. https://www.thingiverse.com/thing:5175866
-
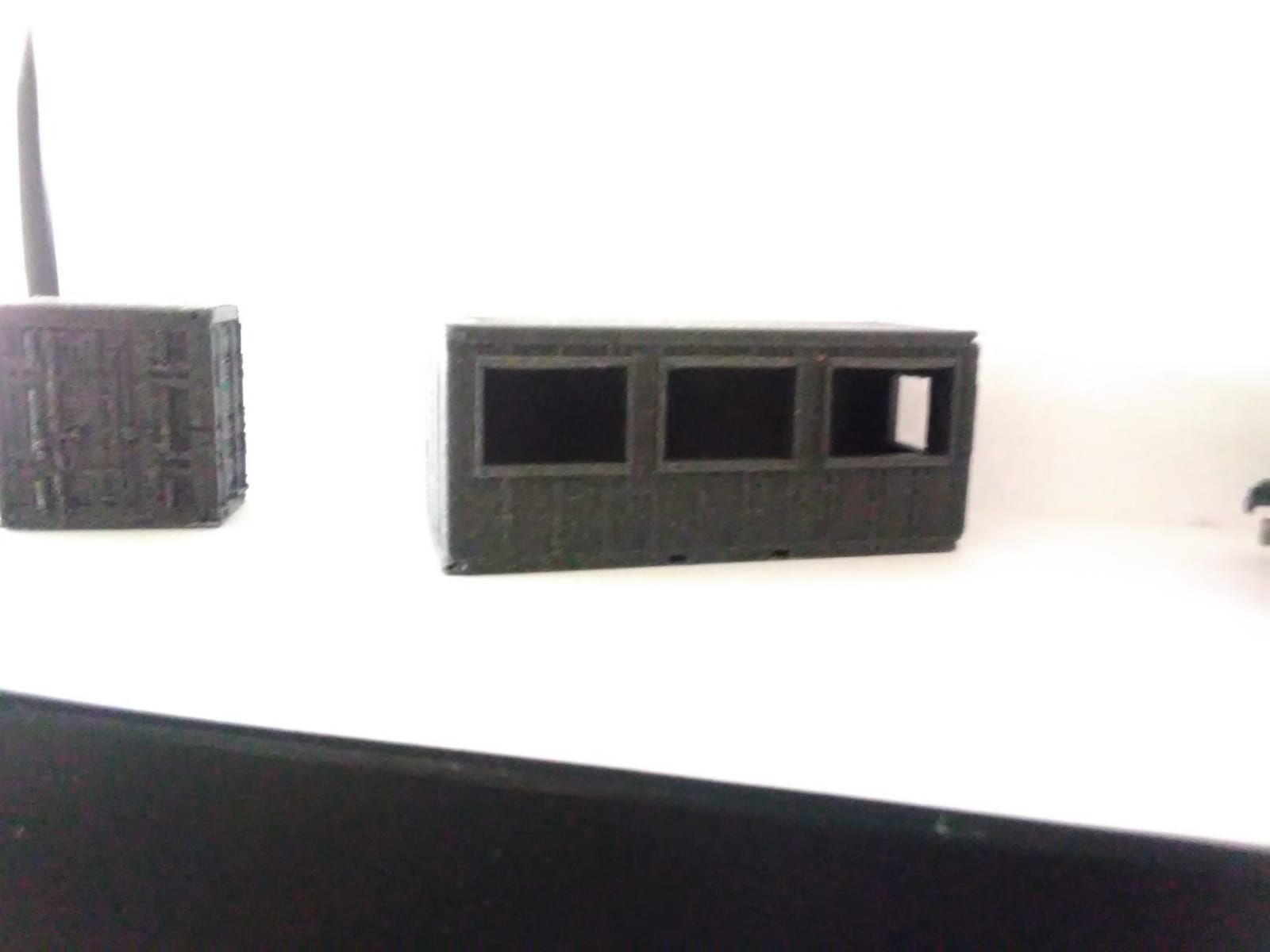
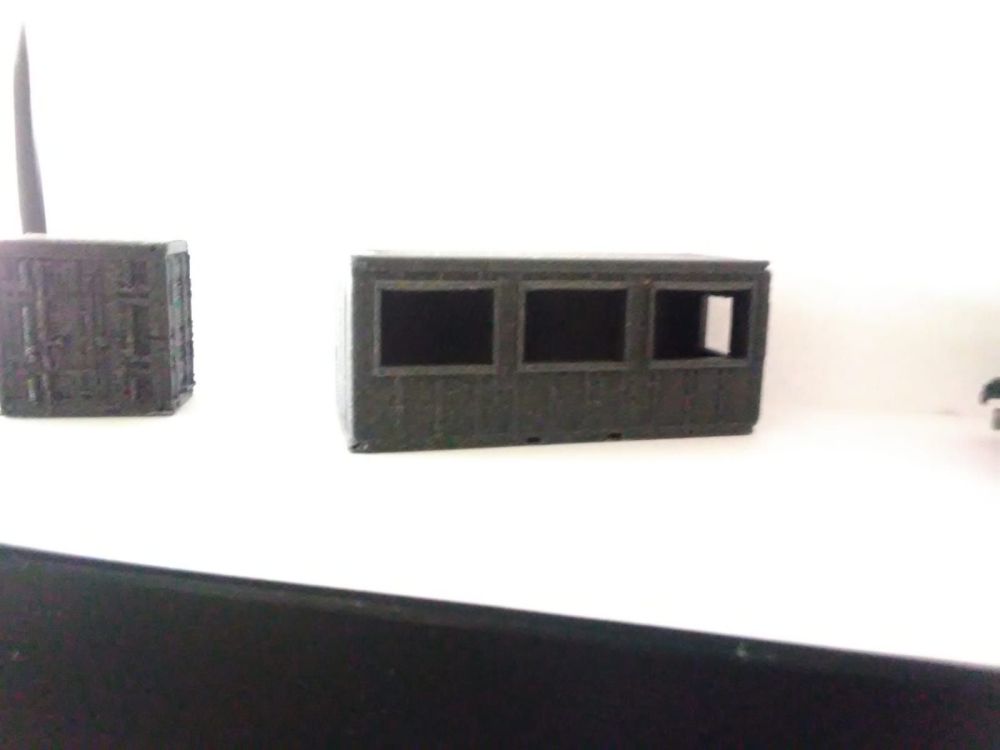
Bungalow de chantier Echelle 1/87 sans support sur Anycubic I3 méga S vitesse 45mm/s buse 0.4 impression en 0.20 slicer SimplifyV4 3d t° 225 bed 70° fil Ariane Plast Pla Ingéo noir métallisé ...
-
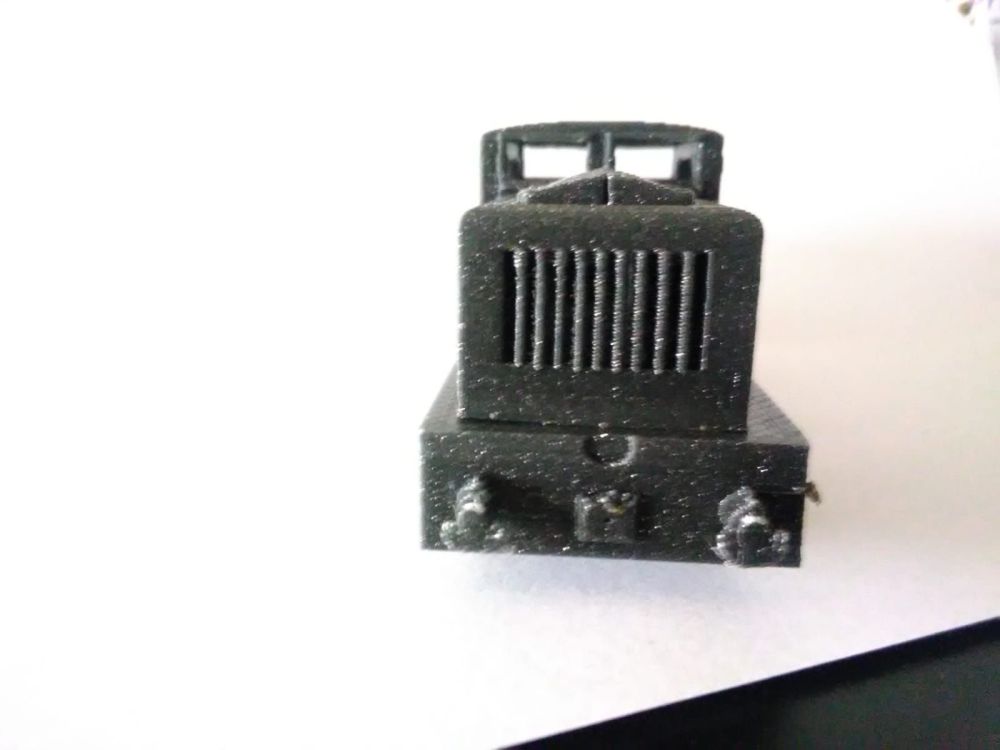
Une nouvelle impression 0.15 avec imprimante i3 mega S fil ariane plast PLA INGEO . Slicer simplify v4 223° bed 70° Vitesse impression 35 mm/s C'est un loco tracteur Y1125 (1) (2) Echelle H0 1/87
-
Salut tous Est il possible de remplacer la carte mère de cette imprimante vers une carte mère plus performante (standart du présent.. ).. niveau vitesse et précision .. Si oui vers quelle carte devrais je m'orienter qui a les mêmes connectique que la carte mère d'origine. Je suis sur que quelques uns l'ont surement fait et je vous remercie pour vos retours..
-
Désolés de déterré!! Mais j'ai tendance a ne rien comprendre avec ces mise a jours de firmware !! . Je souhaiterai mettre le marlin 2.0 encore faudrait-t-il que je sache quels avantages j'en tirerai , car j'entends beaucoup de chose qui disent que la machine ne fonctionne plus correctement !! Je serai un adepte de pouvoir accélérer les print ; est ce que cela sert à ca ?? Faut il changer les module de commande des moteurs avant ?? Est parce que passer d'un 1.1.0 a 2.0 n'est pas conseillé ?? Faut il du coup faire chaque mise a jour pour arriver au 2.0 ou cela n'a pas d'intérêt?? Comment faut -t-il proceder par la carte SD ou alors en direct avec l'USB ou sortir la carte et la flacher directement !! Bref si quelqu'un aurait l'amabilité de m'expliquer comment ca marche Merci..
-
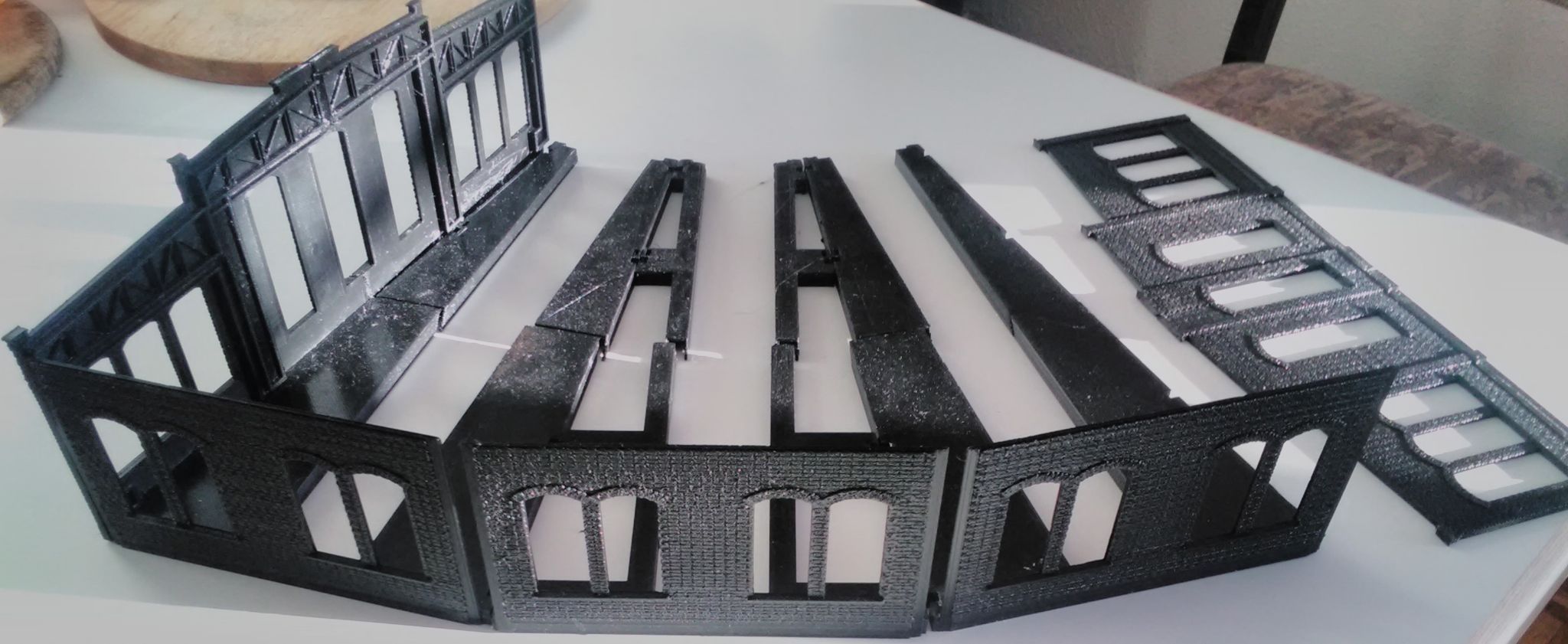
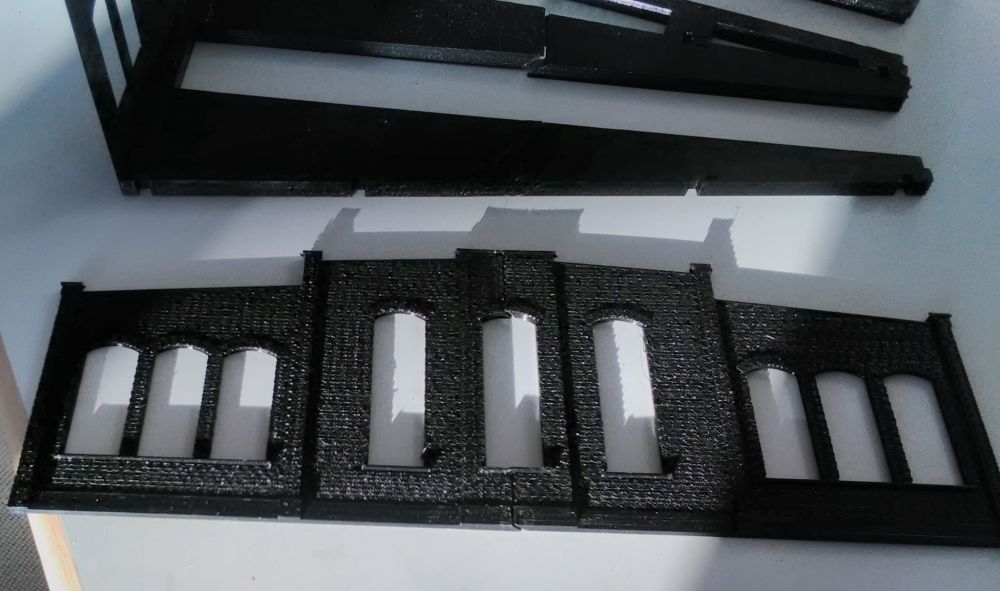
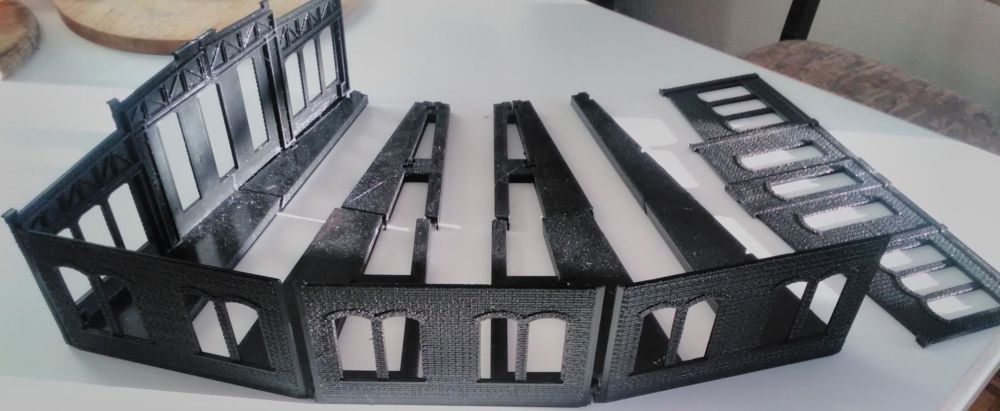
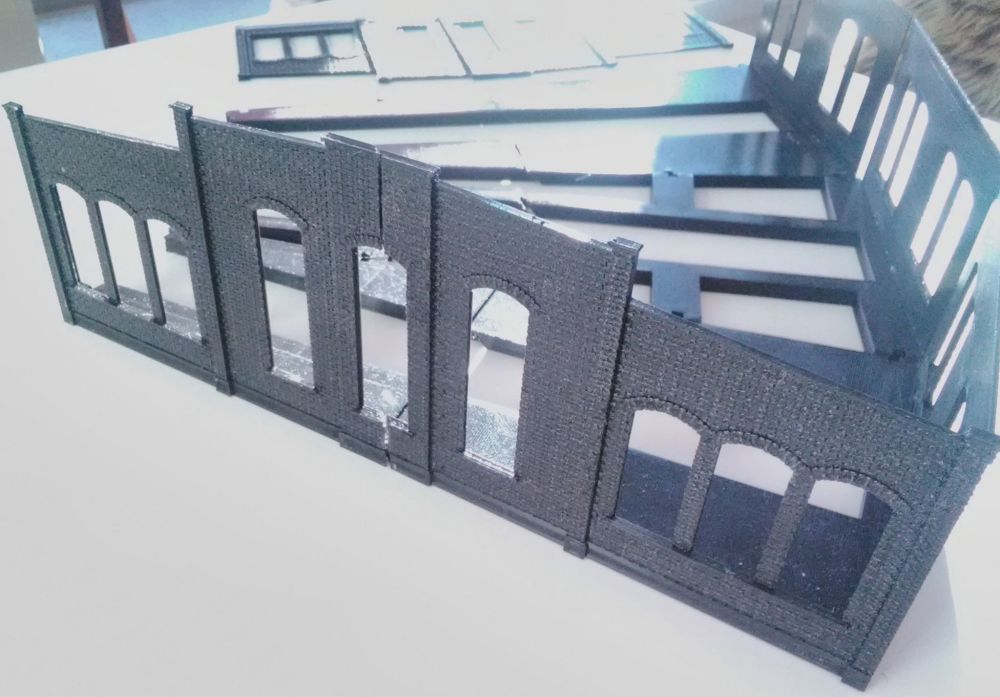
Nouvelle impression avec une Anycubic Méga S fil Esun PLA + 1.75 buse de 0.4 avec couche a 0.25 vitesse 65 mm T° 217 bed 70 Rotonde Echelle H0 découpée en plusieurs tronçons, le bed de 21x21 ne me permettant pas d'imprimer la totalité des murs !! (peut-être un jour avec une Chiron 40*40 !! qui sait!!) montage a blanc et certaine parti collé avec une colle Pattex Multi qui a l'air de bien fonctionner pour le collage du PLA. Pour peu qu'on ne touche pas au pièce collé pendant au moins 24 h
-
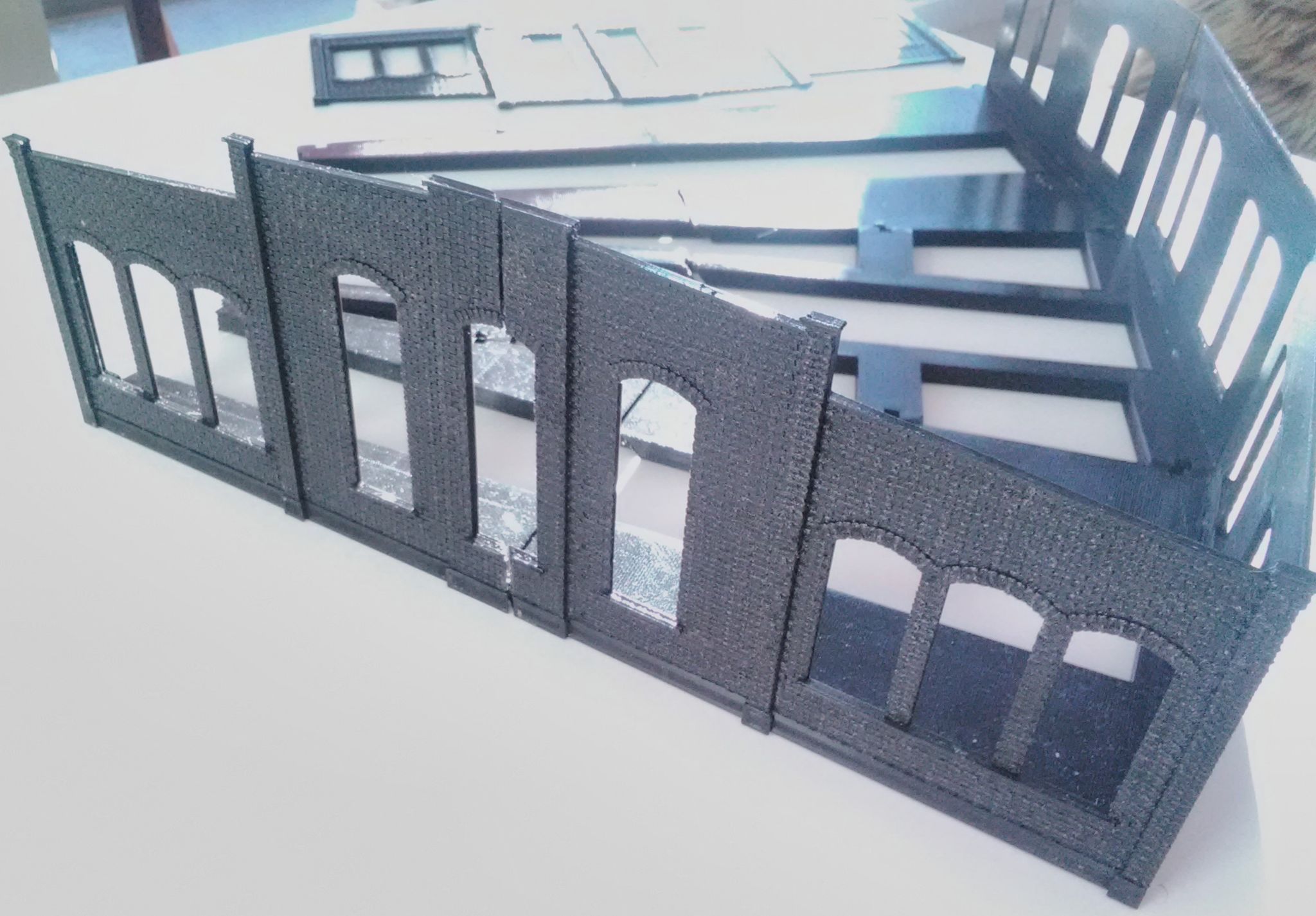
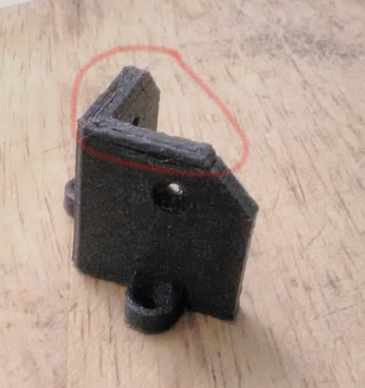
Si si ca marche T° a 215 j'ai essayer de descendre a 213° mais clairement sur la dernière pièce, on voit au moment ou j'ai baissé la température car le filament n'a pas bien collé et est pas beau a voir !! donc pour mon expérience la température mini a cette vitesse est de 215 ° sur un filament Ariane Plast metallisé INGEO .. Mais le résul○at es aussi bon sur du Esun PLA+ noir. Ca donne ceci Defaut de changement de t° sur la fin d'impression Demain j'essaye a 75 mm/s
-
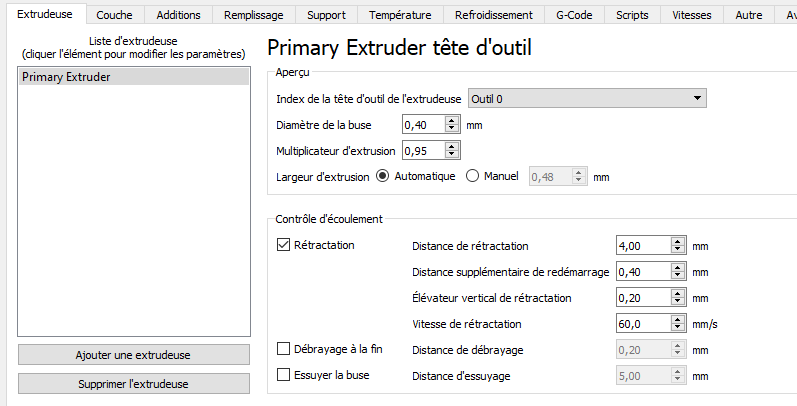
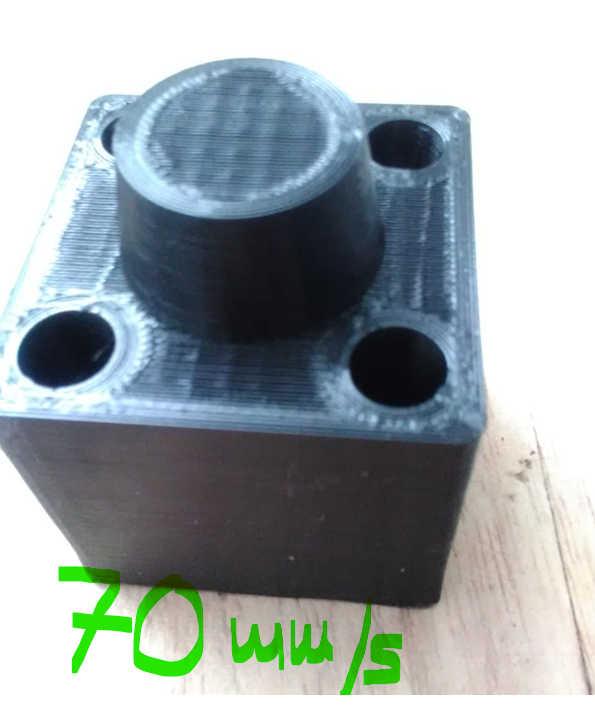
Je suis l'heureux possesseur de deux de ces bestioles !! et je suis pas mal content des résultats d'impression que j'obtiens ainsi que de la précision pour une fdm de 6/7 ans d'age !! .. Firmware 1.1.2 J'ai des scrupule à faire une mis a jour du firmware car je n'y connait rien a cette programmation . Mais néanmoins je souhaite savoir a quelle vitesse maxi on peut pousser ces bestioles a fonctionner. Je fais des essais a 70 mm/s ca fonctionne pas mal pourrais t-on aller a 100mm/s voir 120 mm/s ; et si oui comment modifier le facteur d'extrusion la t° etc.. Merci pour vos lumières D'autres part est ce quelqu'un s'est essayer à la mise sur rail linéaires ..Est ce que cela apporte plus de stabilité ou cela n'est pas flagrant au vu de l'investissement .. Merci à vous de m'avoir lu et pardon si le sujet existe ; je n'ai pas lu tous les post !!!..
-
Puis j'ai des pertes de communications avec l'imprimante a quoi cela peut être du et est ce qu'en travaillant avec la carte sd je risque la même chose??
-
Oui j'ai mis maintenant ce pilote mais je ne capte rien !! ca marche malgré que le port n'est plus reconnu automatiquement et ne nombre de bauds est complètement farfelu .. dans le pilote il est a 9600 et sur simplify faut le mettre sur 250000 je ne comprends mais alors quedal.. de même que ce UART connait pas !! Jamais été présenté. !! ... . Bon l'essentiel étant que cela fonctionne merci !!
-
Salut tous.. Je reprends doucement l'impression 3d en H0 je vais oublier pour un temps les autre échelle dont je vais me séparer de quelque trucs !! Je mettrai bientôt de nouvelle photos de mes impressions 3 D Il y aura aussi de la résine.. Je vais essayer le nouveau slice de Lychee en FDM pour voir les différences il m'avait bien plu en résine.. A suivre..
-
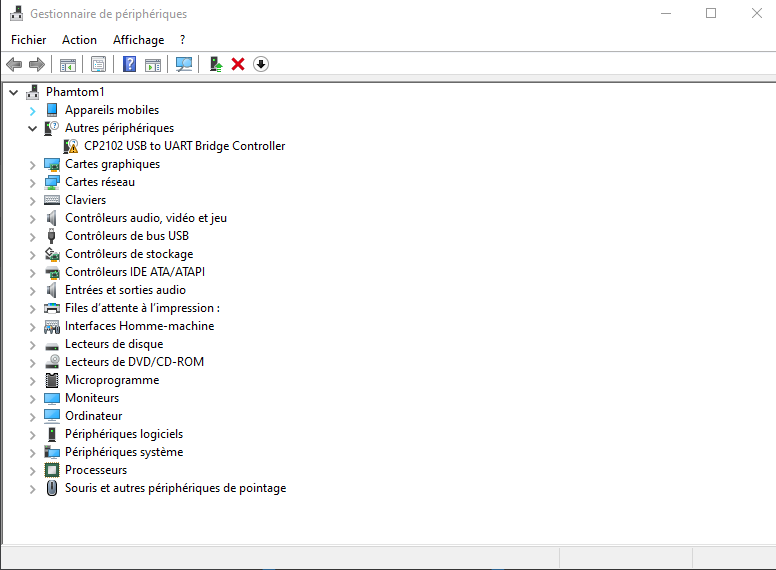
Ca fait quelques mois que je n'ai pas utilisé mon imprimante Anycubic Mega S . j'ai demenagé entre temps je veux la remettre en route et j'ai ceci : C'est quand même pas le nouvel air qui lui déplait.. Je ne pas tout commprendre !! Qu'Est ce que c'est que ce binz !! Avant j'avais un pilote du type CH340 je l'ai réinstaller mais le prends pas ?? quelqu'un a un pilote pour s'te machine ou elle est déjà tellement obsolète que l'on peut plus l'utiliser sur WIN 10 PRO 64 machin ?? Merci pour vos lumière car je n'arrive a rien !! Moi je voulais juste imprimé un truc aujourd'hui et comprends pas pourquoi quand on a pas brancher son imprimante elle ne serait plus reconnu..