

Après la K2 Plus Combo, Creality propose la « Hi » pour compléter sa gamme d’imprimantes compatibles avec le système multi-filaments CFS. Moins haut de gamme mais peut-être pas moins qualitative, nous verrons dans ce test de la Creality Hi Combo et à travers le sujet de découverte sur le forum si ce modèle réussit son pari de proposer le multi-couleurs facile à utiliser et à prix abordable.
Fiche technique de la Creality Hi
La « Hi » (« hey », « salut ») se veut sympathique par son nom. Il s’agit d’une imprimante de type « Bed-Slinger » ayant un volume d’impression de 260 x 260 x 300 mm, un format tout à fait standard avec quelques millimètres de plus que la concurrence, Bambu Lab A1 en tête.
La « F018 » de son nom de code existe en offre « Combo » avec un CFS additionnel pour permettre le multi-filaments.
La Hi se veut comme une alternative abordable pour le multi-couleurs, bien moins chère que une K2 Plus. Avec un prix de vente inférieur à 500 € en version « combo » et un CFS qui représente 300 € en accessoire, la valeur de l’imprimante seule pourrait être de 200 €, ce qui est très compétitif sur le marché actuel. Néanmoins, la Hi solo coûte environ 330 € à l’achat, ce qui la rend un peu moins intéressante sans le CFS.
| Technologie | FDM |
| Volume maximal d’impression | 260 x 260 x 300 mm |
| Compensation de résonances | Oui (2 “G-sensor” inclus, intégrés dans la tête d’impression et sous le plateau) |
| Hauteur de couche | De 10 à 350 microns |
| Type d’extrudeur | Direct Drive, double engrenage en métal |
| Température de la buse | ≤ 300°C |
| Température du plateau chauffant | ≤ 100°C |
| Écran de contrôle | 3.2 pouces, tactile, 240 x 320 pixels |
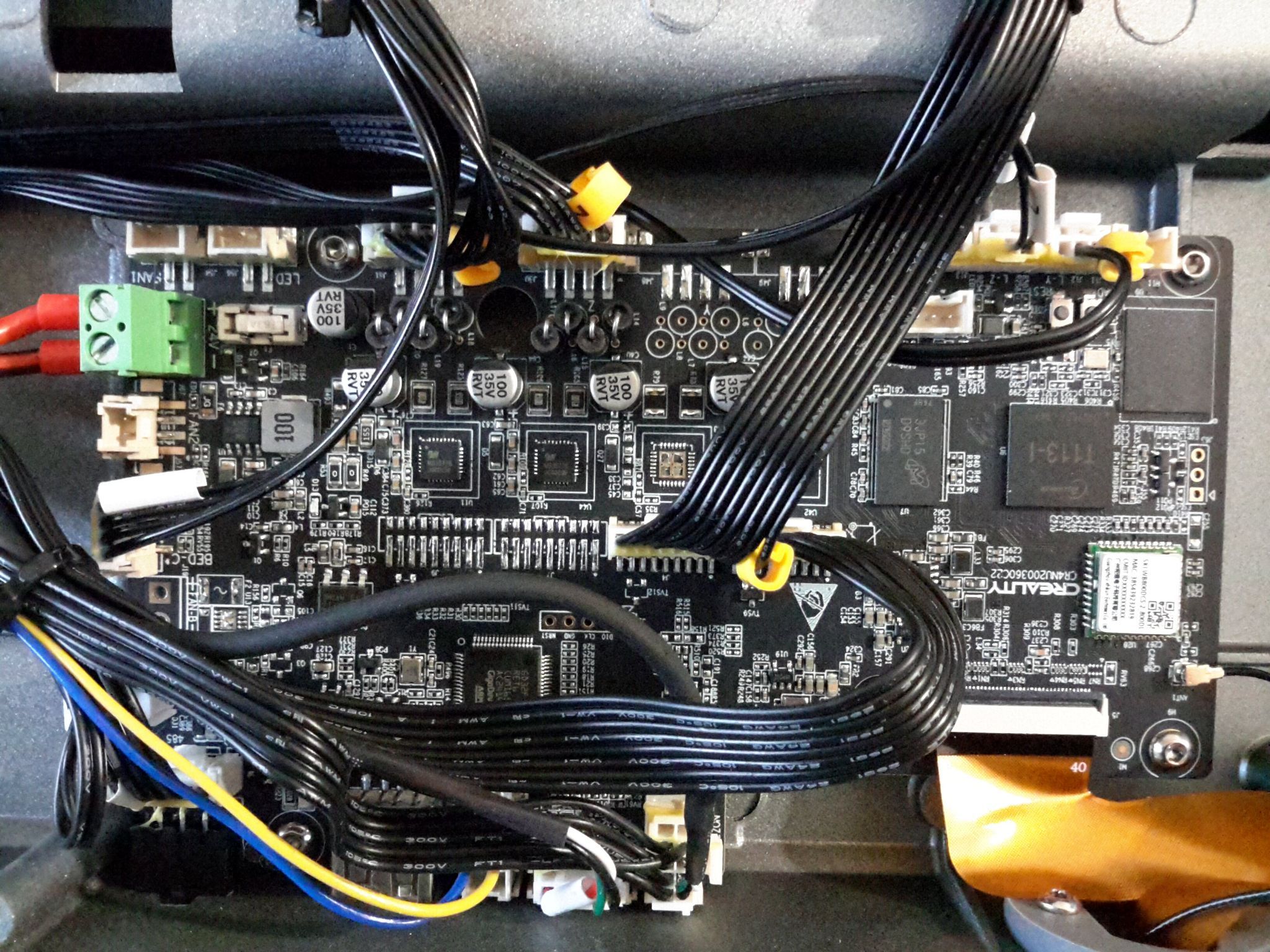
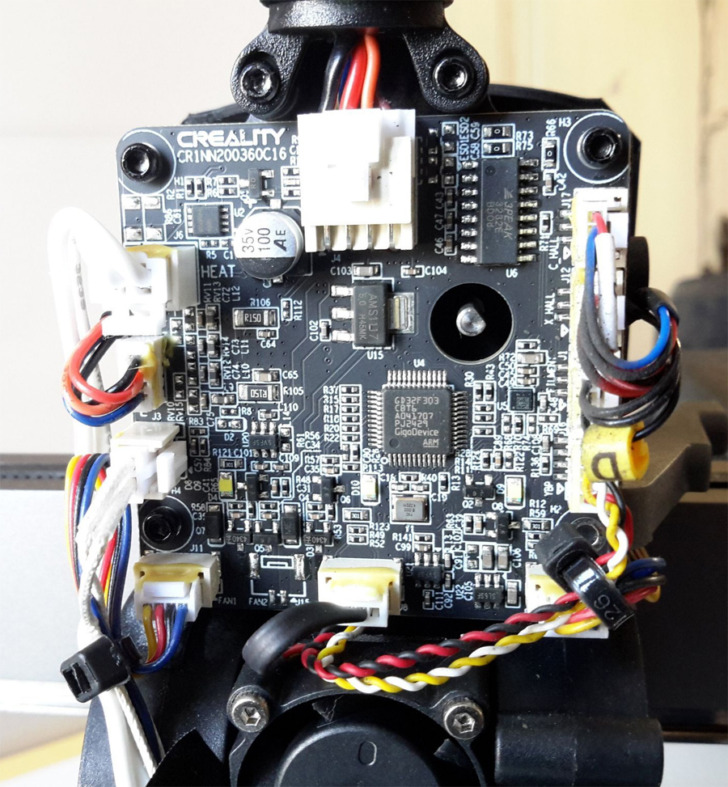
| Carte-mère | 32 bits, avec une mémoire interne eMMC de 8Go ( ~6 Go disponible) et des contrôleurs de moteur pas à pas TMC2208 |
| Vitesse maximale d’impression | (un trait de) “500 mm/s“ |
| Vitesse typique d’impression | 300 mm/s |
| Nivellement du plateau | Via jauge de contrainte « haute précision » dans la tête d’impression, en 81 points (9 x 9) |
| Axe X | Rail linéaire, moteur à boucle fermé |
| Axe Y | Deux tiges lisses de guidage en acier, roues en U en métal, capteur de fin de course mécanique |
| Axe Z | Deux tiges filetées avec chacune un moteur indépendant permettant d’ajuster l’horizontalité de l’axe X |
| Filaments compatibles | PLA, TPU, PETG, ABS, PLA-CF Mais comme elle n’a pas d’enceinte fermée, il vous faudra un caisson pour l’ABS (exemple) |
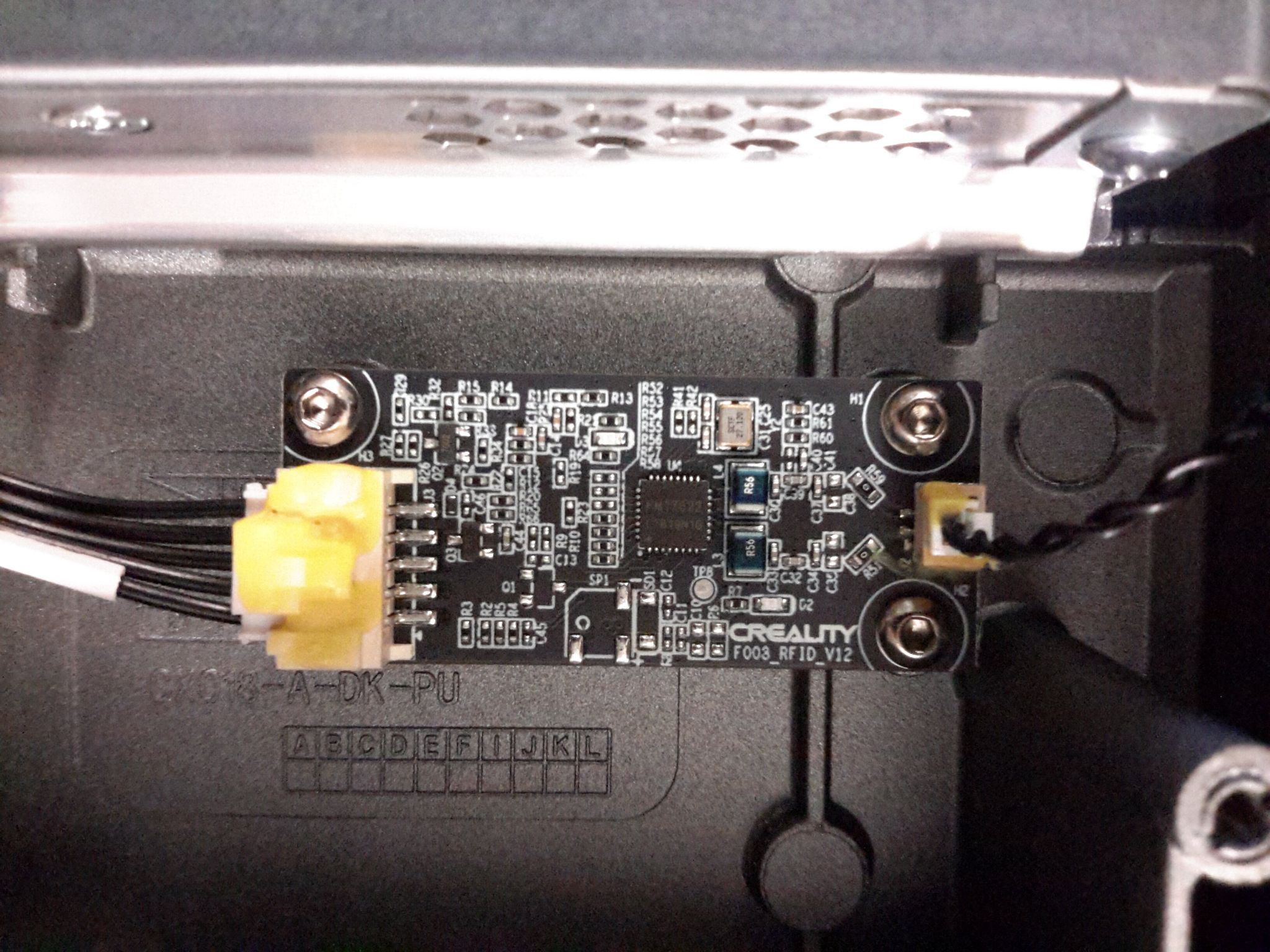
| Connectivité | Wi-Fi 1 port USB Type A (pour y connecter une clé USB) 1 port d’interface Creality 485 (pour la connexion au CFS) Lecteur RFID (pour lire les informations RFID des bobines Creality) |
| Accélération | ≤ 12000 mm/s² |
| Possibilité de reprise sur | Oui |
| Capteur de fin de filament | Oui intégré la tête d’impression |
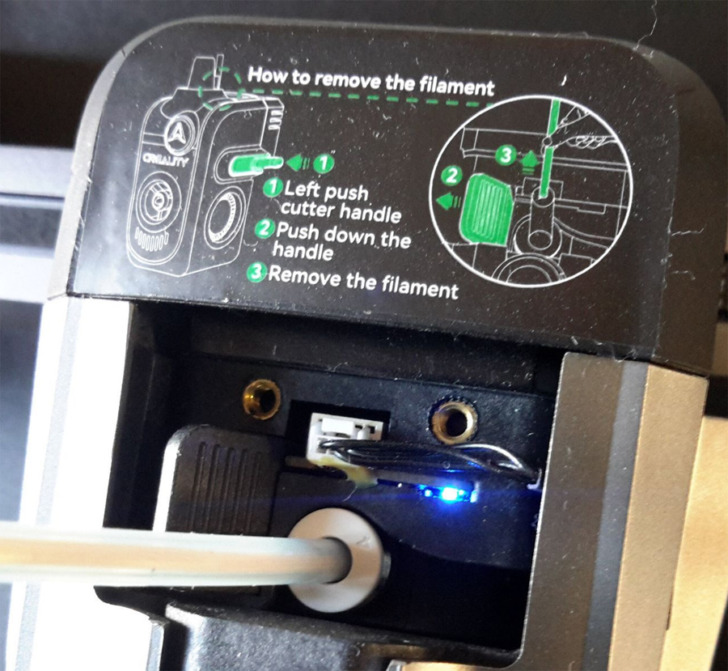
| Coupe filament | Mécanique intégré dans la tête d’impression |
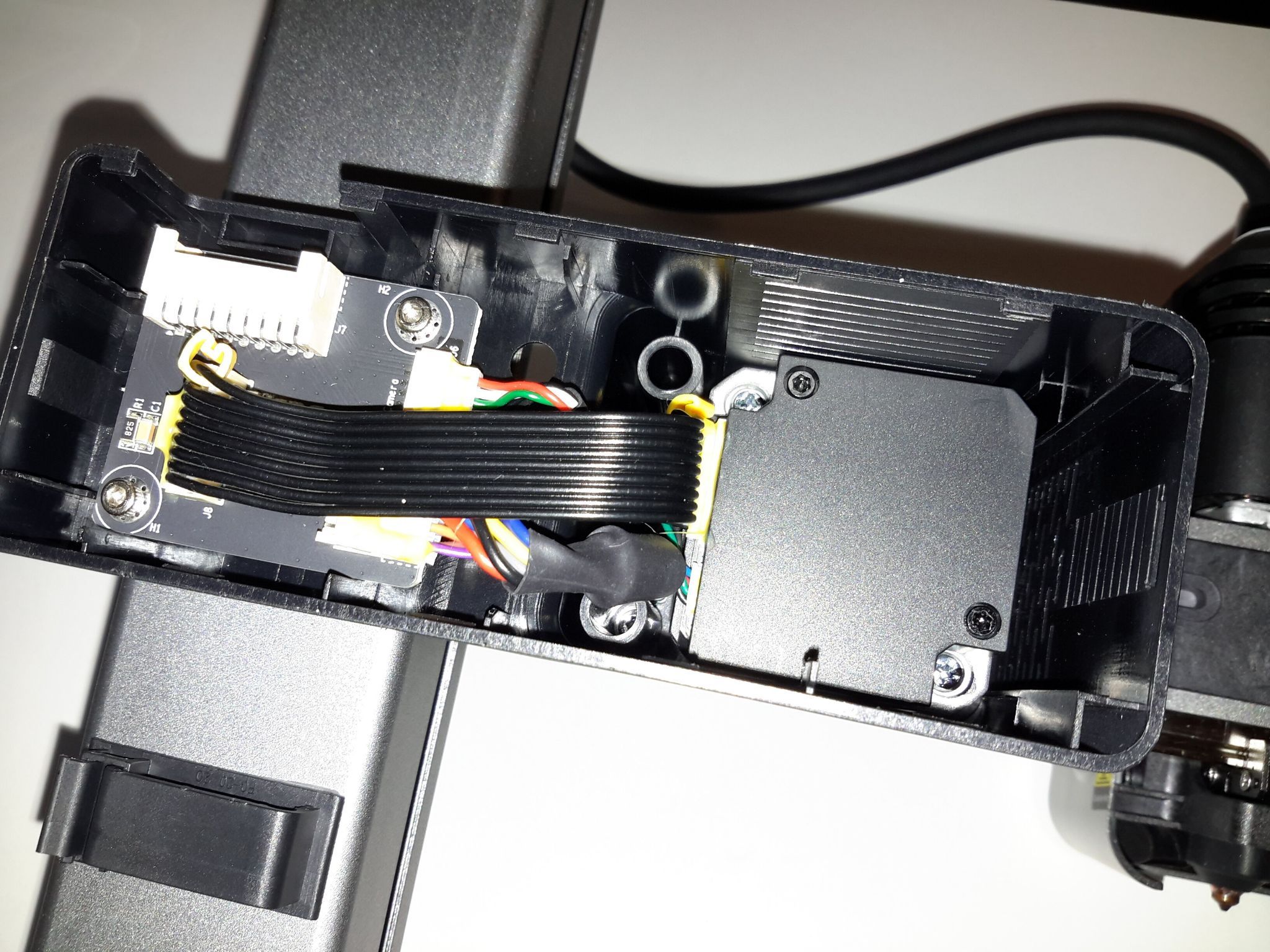
| Caméra | Oui, intégrée au portique, avec un cache de confidentialité |
| Dimensions | 40.9 x 39.2 x 47.7 cm |
| Poids | 8.75 kg (imprimante seule) |
| Concurrence | Bambu Lab A1, Anycubic Kobra 3 |

De nombreux autres détails sont à retrouver sur mon topic de découverte de la Creality Hi.
L'imprimante Creality Hi sur notre comparateurFiche technique Creality CFS
Le module additionnel du pack « Combo » se prénomme CFS, pour Creality Filament System. Il s’agit d’une solution de changement automatisé des filaments, entre les quatre bobines que peut contenir l’appareil. Il se connecter sur l’imprimante Hi, ou une K2 Plus, ou une autre Creality compatible. En effet, ce boitier n’est pas compatible avec d’autres marques d’imprimantes 3D.
| Mode de séchage | Déshydratant |
| Connexion à l’imprimante Creality | 2 ports 485 |
| Ecran en façade | LCD à segments, indiquant température et humidité |
| Compatibilité des bobines | 4 bobines de 1 kg Diamètre 197 à 202 mm Largeur 42 à 68 mm |
| Reconnaissance RFID | Oui, des bobines Creality |
| Matériaux pris en charge | PLA, PETG, ABS, ASA, PET, PLA-CF (TPU non compatible) Filament de diamètre 1.75 mm |
| Dimensions | 37.9 x 31.4 x 27.6 cm |
| Poids net | 4.56 kg |
Le fonctionnement du CFS de la Hi est identique à celui de la K2 Plus, expliqué ici.

Un « kit upgrade » existe pour rendre la série K1 compatible avec ce CFS. Une manière peu onéreuse de faire évoluer des imprimantes qui ne proposaient pas le multi-filament à leur sortie.
Le boitier Creality CFS sur notre comparateurDéballage (unboxing)
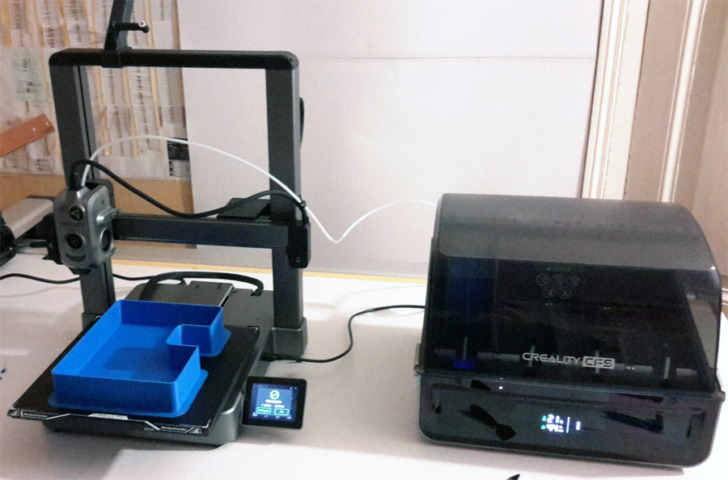
Notre imprimante est arrivée par DHL dans un carton de 65 x 46 x 56 cm pour un poids de 31 kg. Le colis contient la Hi mais aussi le CFS. A côté, j’ai reçu quatre bobines de filament Creality Soleyin Ultra PLA aux couleurs originales : « Strawberry Milk », « Rosehip », « Light Green » et « Almond Purple ».

C’est bien le premier carton qui nous intéresse le plus. Au premier niveau se trouve le CFS avec prise d’alimentation EU. En partie basse, il y a l’imprimante. Une notice explique comment soulever la base de la Hi pour ne pas tirer et abimer le plateau en le sortant du carton.

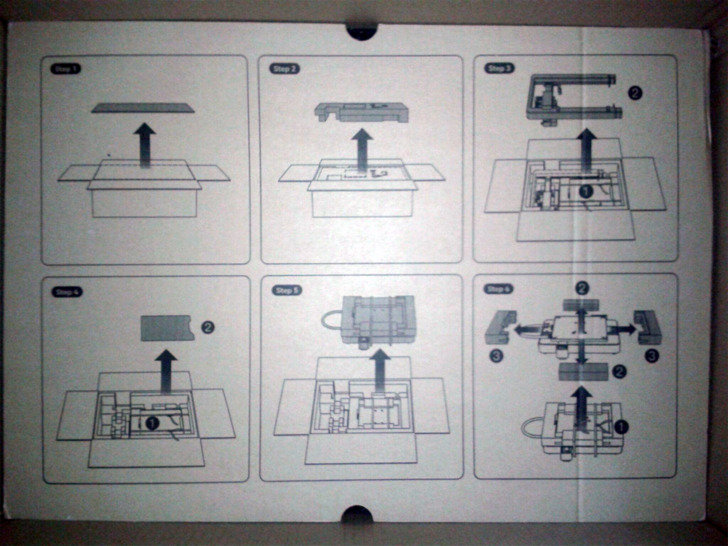

Les nombreux éléments qui composent l’imprimante et son module accessoire sont nombreux et bien conditionnés.
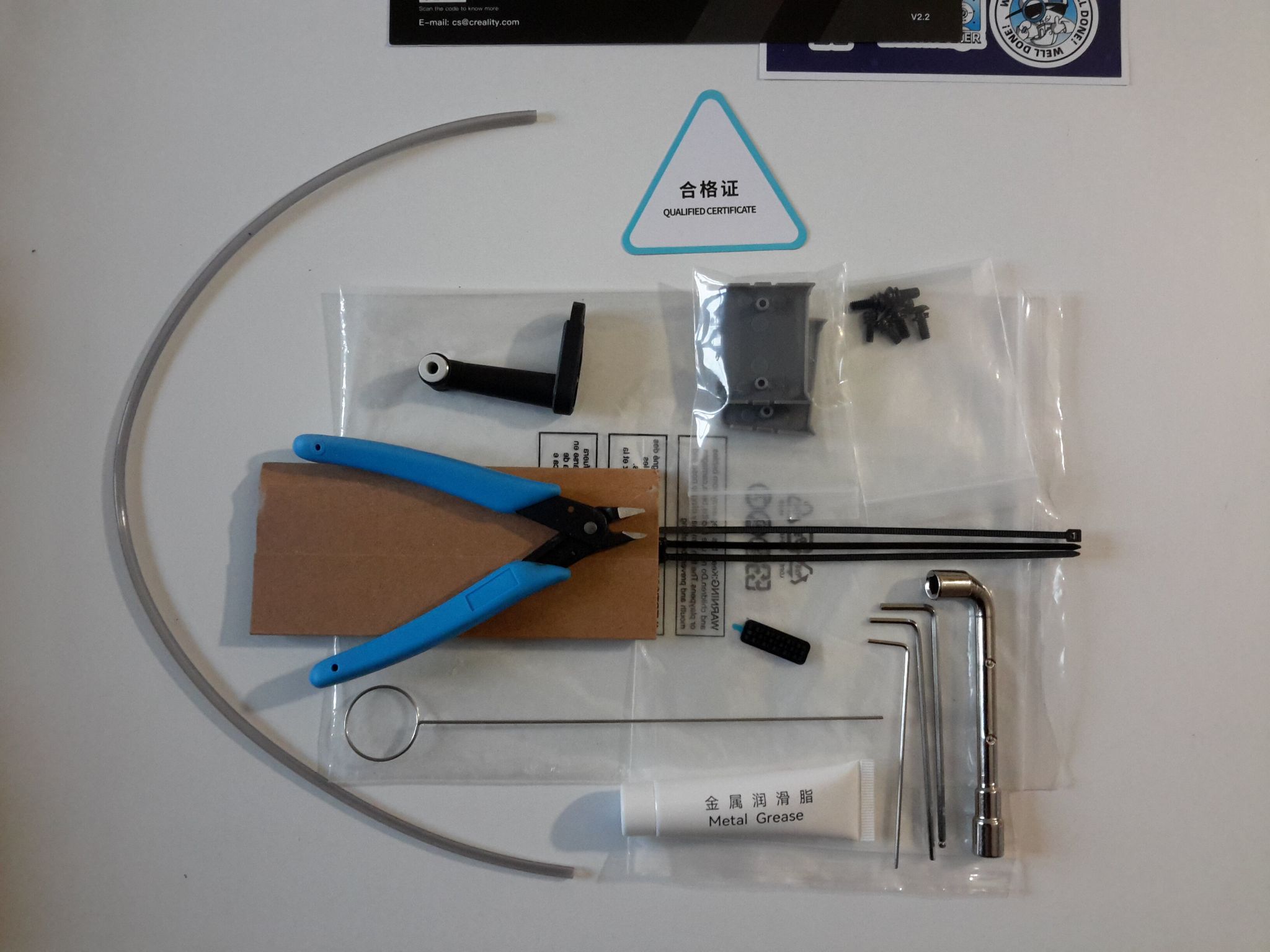


Les sachets absorbeur d’humidité ne contiennent pas de billes de gel de silice mais une sorte de pâte. Ils sont au nombre de deux, à placer dans le CFS.
A noter que, conformément à la liste des accessoires, il n’y a pas de clé USB fournie par Creality avec mon exemplaire de la Hi mais étant donné qu’il s’agissait de l’un des premiers modèles, il se peut que les versions suivantes ajoutent une clé USB avec les manuels PDF, logiciels Creality Print et autres fichiers.

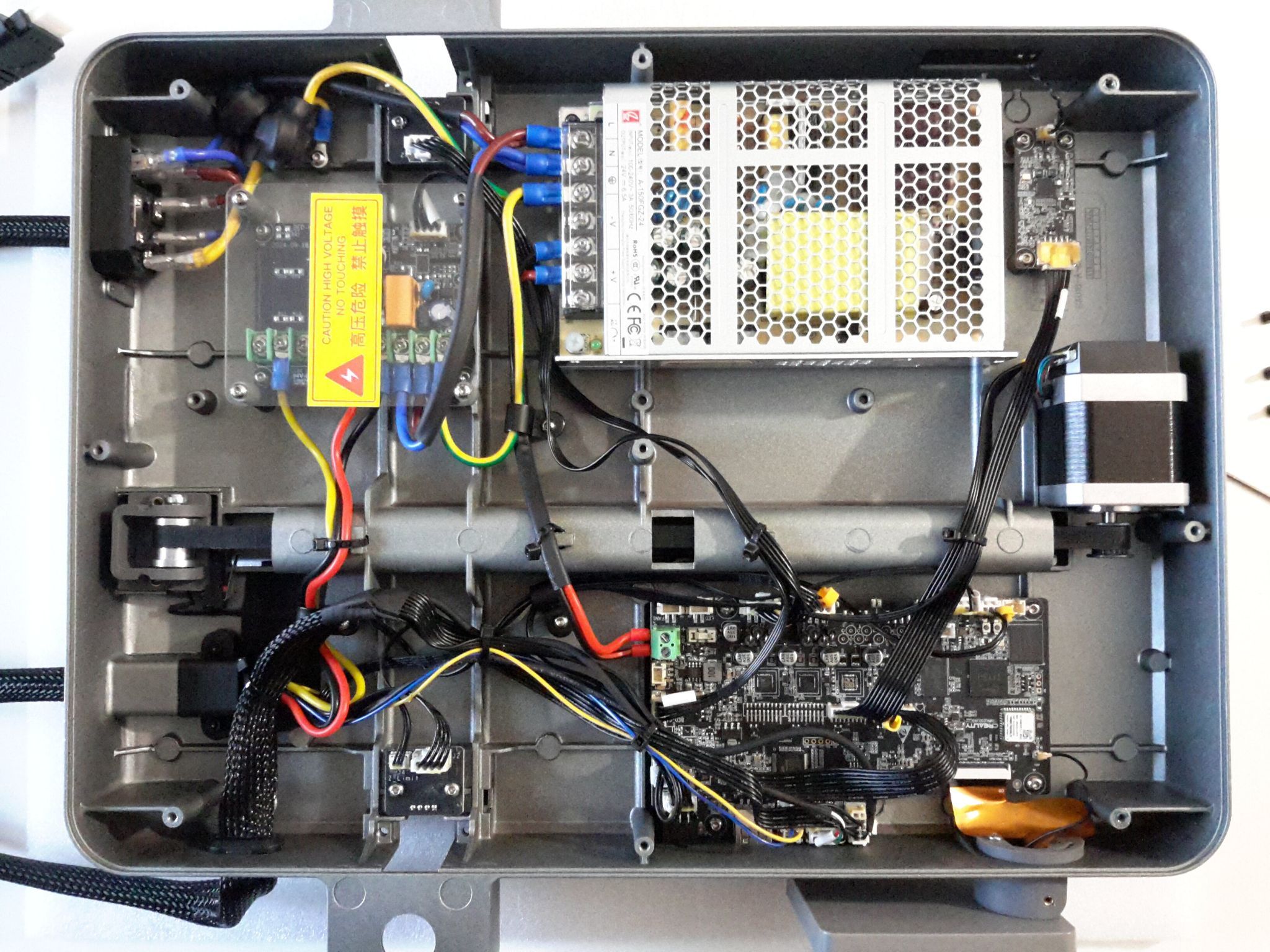
Les entrailles de la Creality Hi

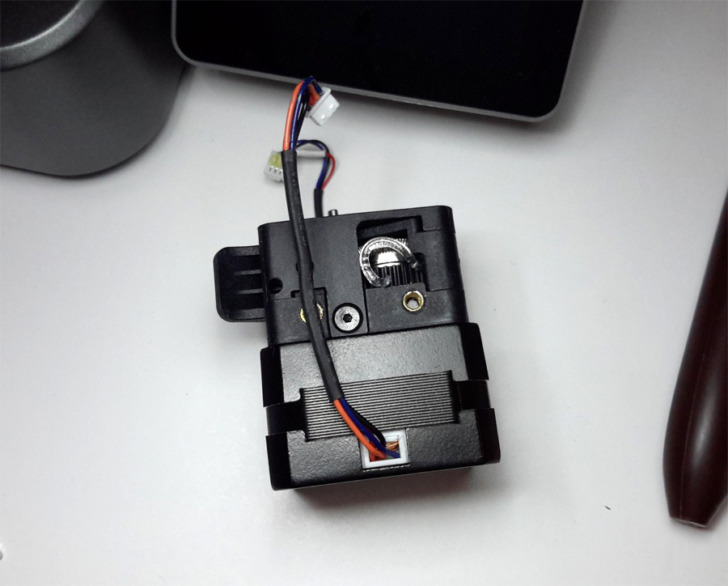
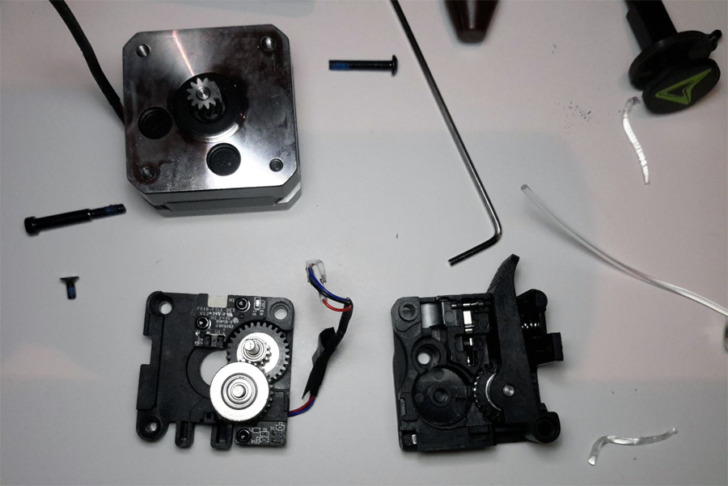
La tête d’impression, partie chaude et buse
Le démontage de la tête d’impression, notamment pour retirer un bout de filament coincé, est détaillé dans le Wiki Creality Hi.
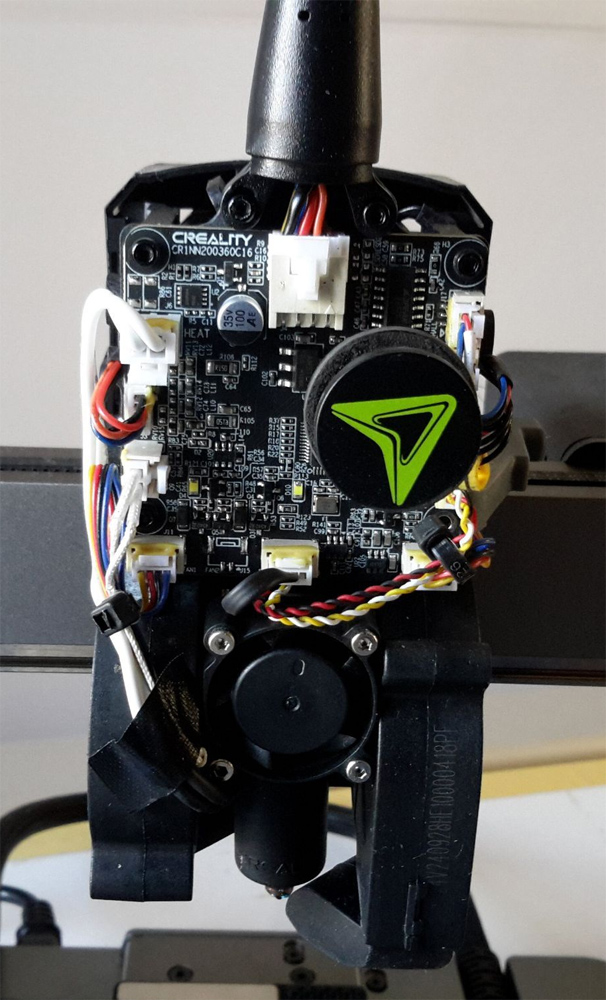
La buse est annoncée « tri-métal » et se nomme « Unicorn K2P », comme celle des K2 Plus. Il ne s’agit donc pas de la « Unicorn » version Ender 3 V3, V3 Plus et K1C car celle-ci a une partie filetée plus courte.

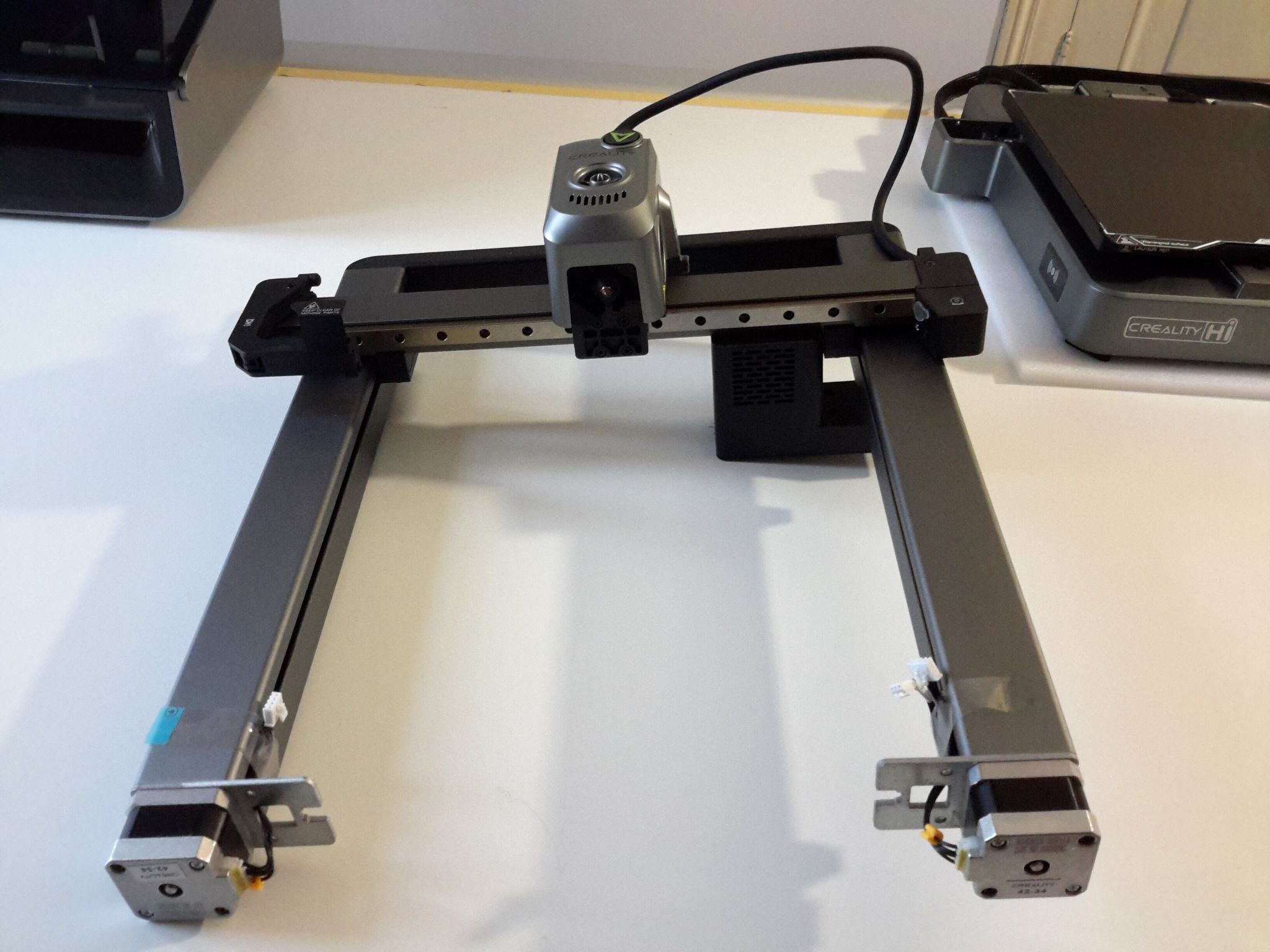
Montage de la Creality Hi
Issue du manuel utilisateur, cette image permet de mieux comprendre comment fonctionne la Hi.
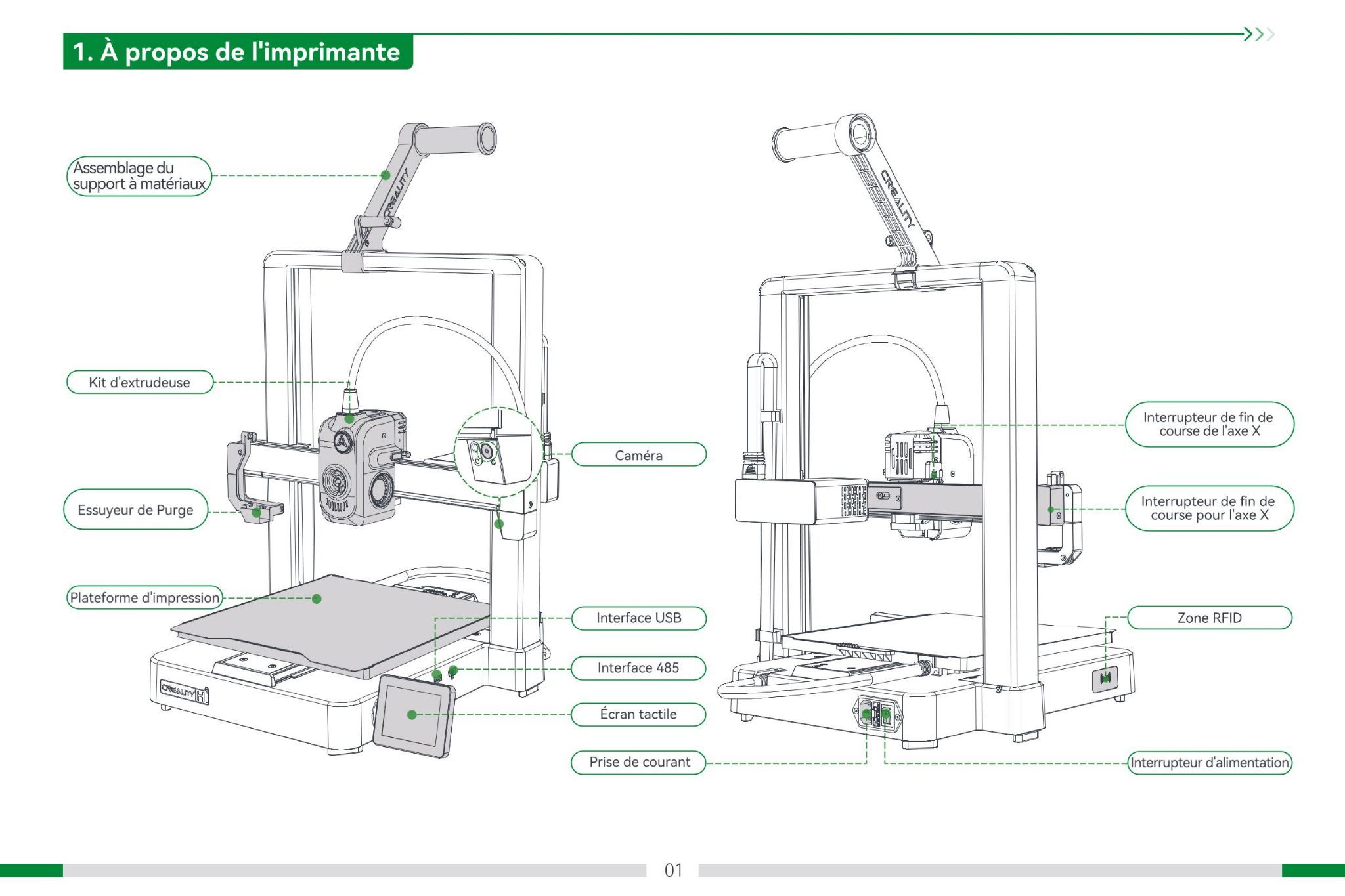
La procédure d’assemblage ressemble aux autres imprimantes « bedslinger » mais l’opération est détaillée dans cette vidéo tutoriel qui reprend chaque étape à suivre. Un manuel papier livré avec la Hi permet aussi de suivre la procédure.

J’ai détaillé les points importants et mis des photos du montage de la Creality Hi dans ce message du forum.
Avant de démarrer la machine, vérifier que la tête d’impression peut se déplacer de gauche à droite sur son axe du portique. En allant le plus à gauche possible, s’assurer que ça fasse basculer le système de récupération des déchets de purge et quand on va à l’extrémité droite, que la tête appuie sur le mécanisme de coupe filament.
Attention aussi au cache caméra qui peut gêner la tête d’impression en empêchant l’appui complet sur le cutter de fil.
Principe de fonctionnement du CFS
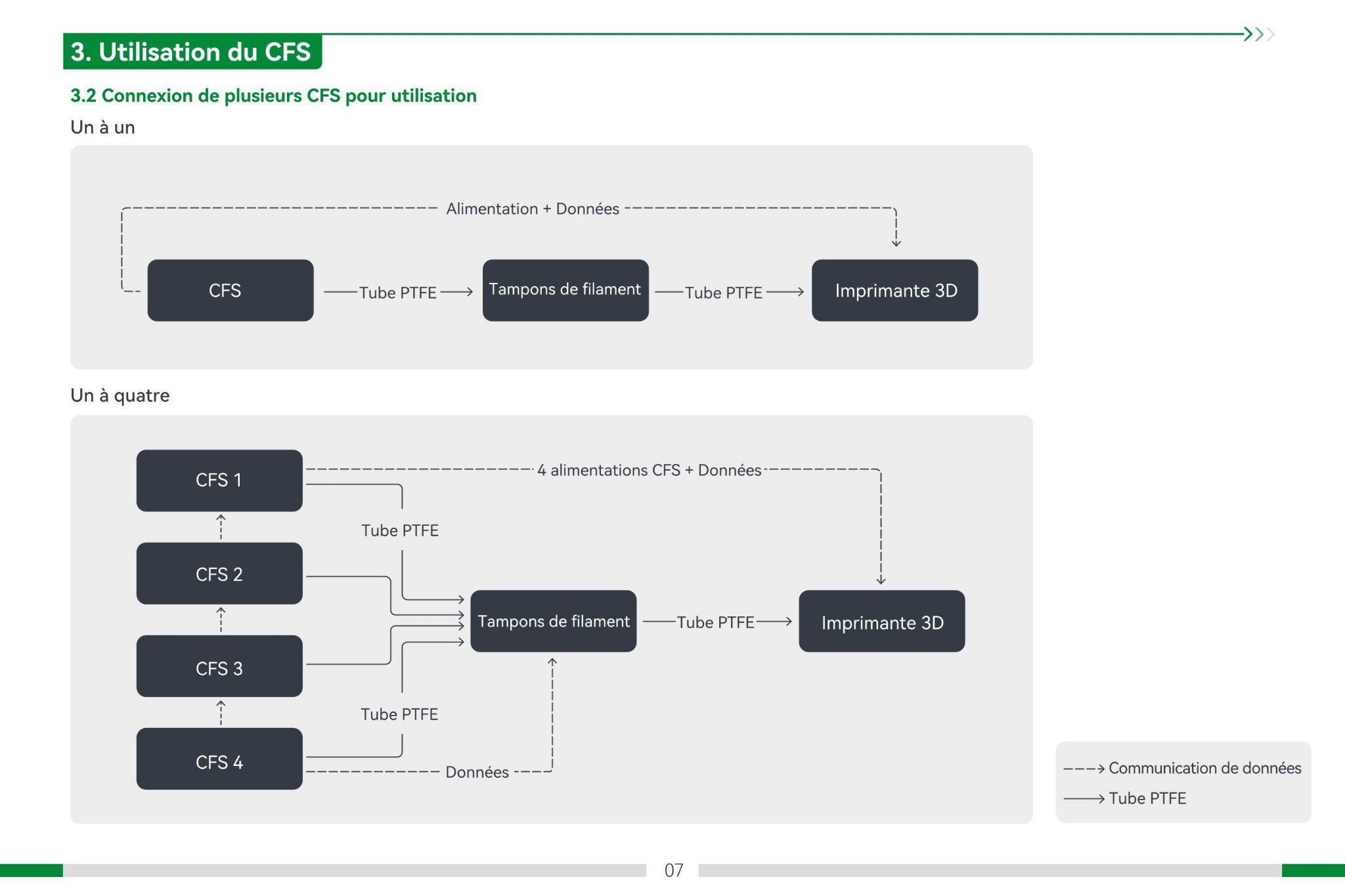
Il est possible de chainer jusqu’à 4 CFS pour avoir un total de 16 filaments disponibles sur la Hi.

Mise en route de la Creality Hi et du CFS
Configurer l’imprimante
Le bloc d’alimentation de la Hi est compatible 110 et 220 V sans avoir à vérifier le sélecteur de tension.
Connecter l’imprimante à une prise électrique avec le cordon secteur fourni ou un équivalent.
Après environ 40 secondes, une image fixe du nouveau logo Creality apparait sur l’écran de contrôle. Le CFS doit afficher « 00 °C, 00% HR, 0 » durant le démarrage.

Pour ce premier démarrage de la Hi, il est demandé de choisir la langue d’affichage. Seuls l’anglais et le chinois étaient disponibles à l’origine mais une mise à jour de juillet 2025 propose un total de onze traductions des menus.
Rien de compliqué cependant et voici les différentes étapes de l’assistant de configuration :
- Langue
- Réseau WiFi
- Fuseau horaire
- Région pour Creality Cloud
- Vérification automatique
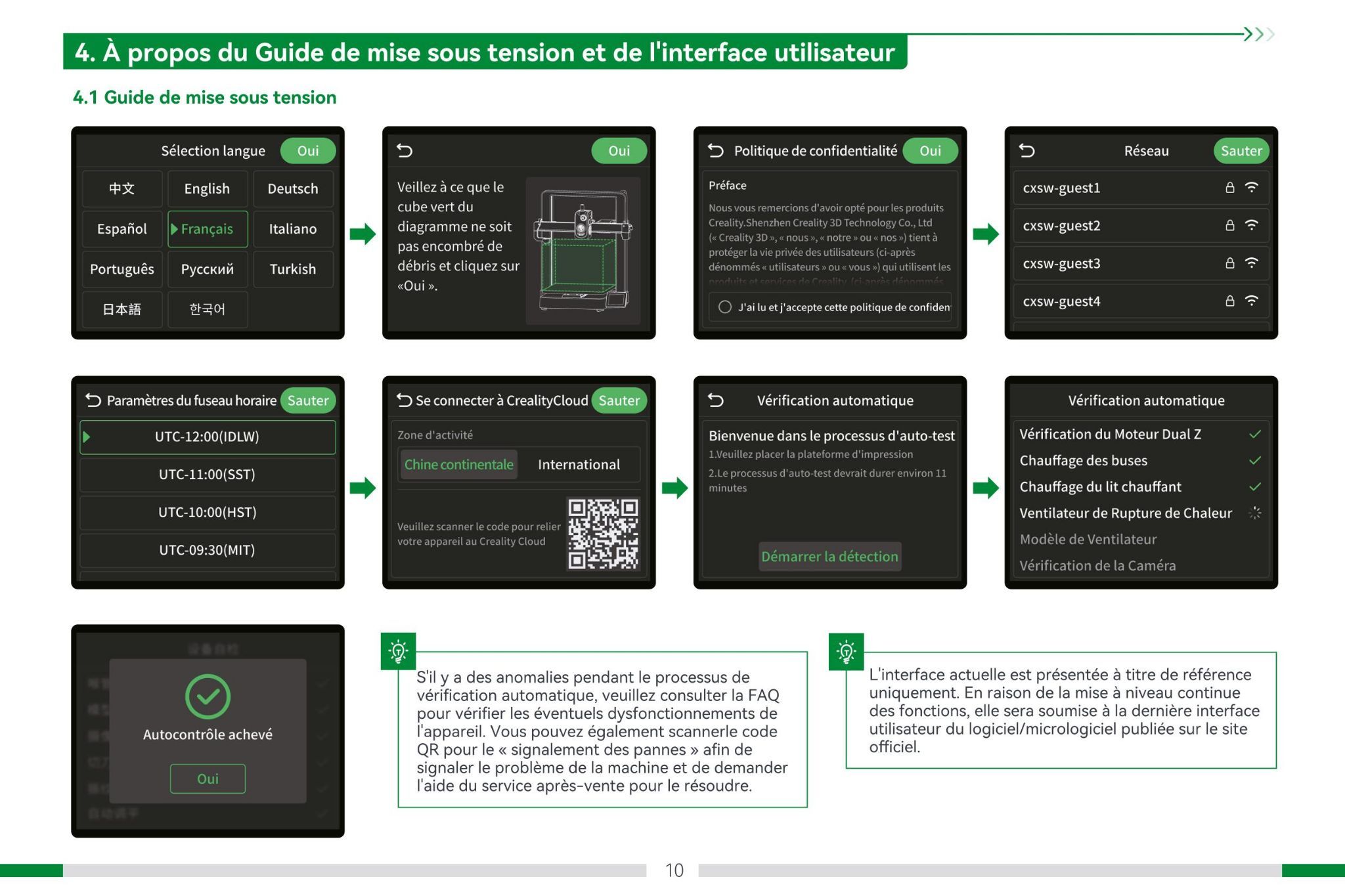
Une erreur durant l’initialisation pourrait bien être causée par le cache caméra. Voir le chapitre précédent pour régler le souci.
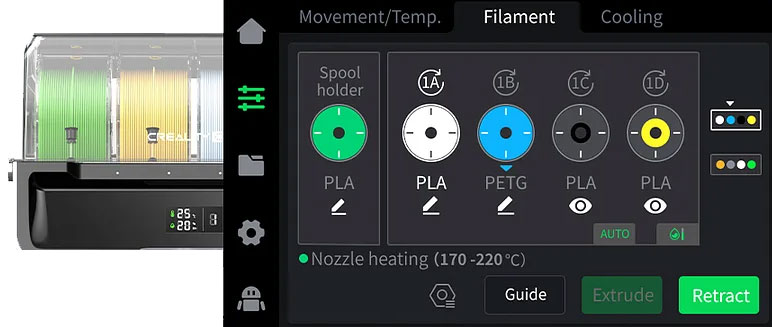
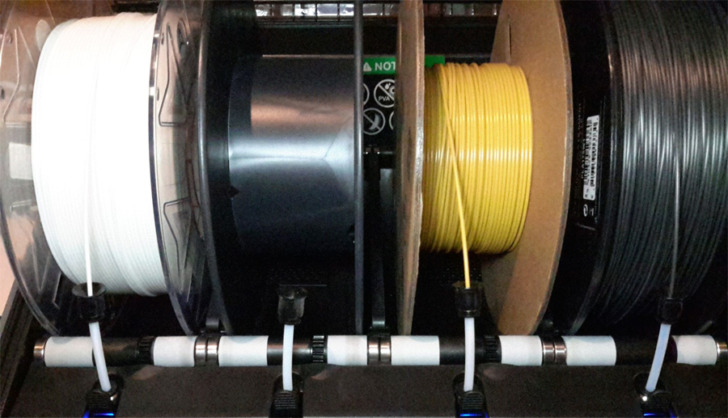
Le CFS
Le module accessoire est simple de fonctionnement. Il suffit de déposer une première bobine dans l’un des emplacements et d’insérer le filament dans son entrée. Le CFS va alors tirer le fil et faire tourner la bobine pour éventuellement reconnaitre la matière (RFID / NFC), puis rétracter le filament et ré-enrouler la bobine pour libérer le tube PTFE en sortie de CFS.
Quand le filament est prêt, une LED bleue témoigne que tout est bon.
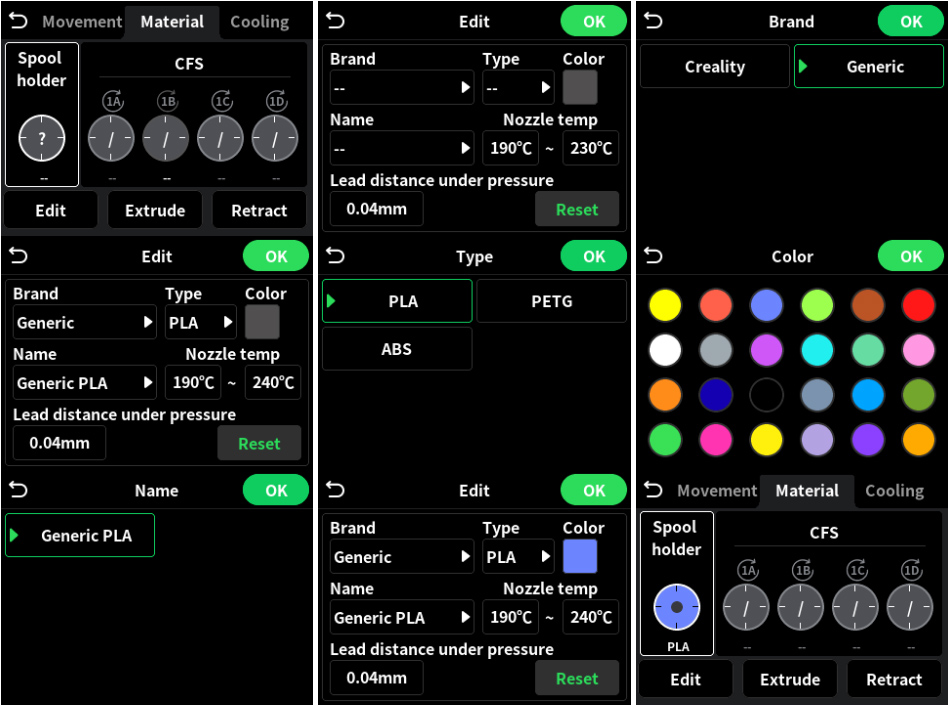
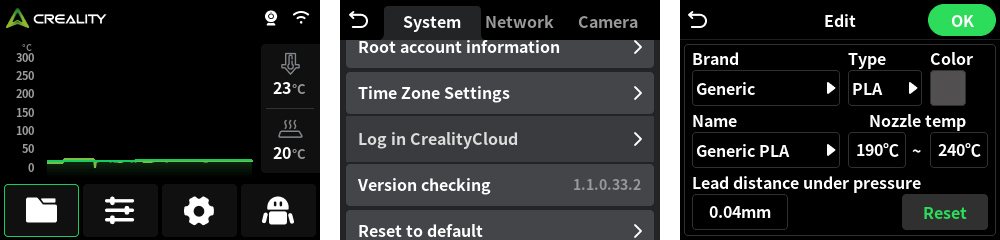
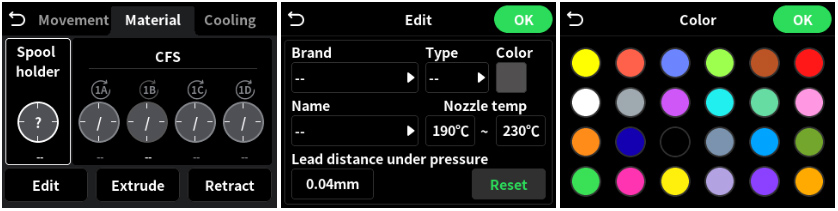
Sauf cas d’une bobine Creality avec RFID, il faut ensuite configurer la marque, le type de matériau (PLA, PETG…) et sa couleur. Sur l’écran de la Hi, aller dans le menu « Prepare », onglet « Material ».
L’utilisation du CFS ne condamne pas la Hi à l’utiliser de manière exclusive. Le support de bobine reste intéressant à conserver dans le cas de l’utilisation d’une bobine externe, notamment pour du TPU ou autre filament souple qui n’est pas compatible avec le CFS.
Ne pas oublier qu’on ne peut pas imprimer en PETG un gcode préparé pour du PLA, ou dans n’importe quel autre type de matériau que celui définit lors du tranchage du fichier 3D, en raison des propriétés techniques différentes pour chaque matériau.
Acheter une Hi Combo chez CrealityImpression de test (PLA)
Plusieurs fichiers gcode sont présents dans la mémoire interne de l’imprimante. Pour les imprimer, aller dans le menu « Print » et à l’onglet « Local ».
Tous ont été tranchés avec ces paramètres :
- Type de filament : Hyper PLA ( « ; default_filament_profile = « Hyper PLA » » et « ; filament_max_volumetric_speed = 23 » )
- Température d’impression : buse 220°C et plateau 60°C
- Générés par Creality_Print V5.1.7.10471 (« ; generated by … »)
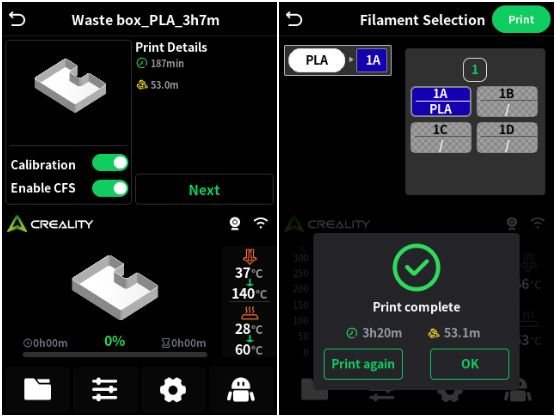
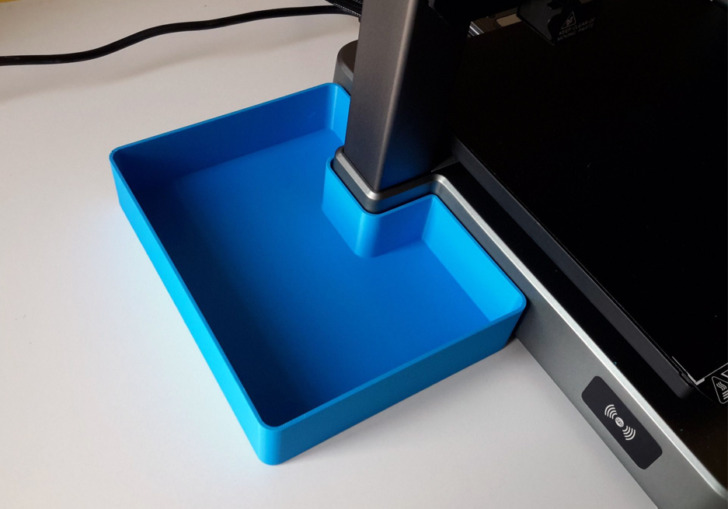
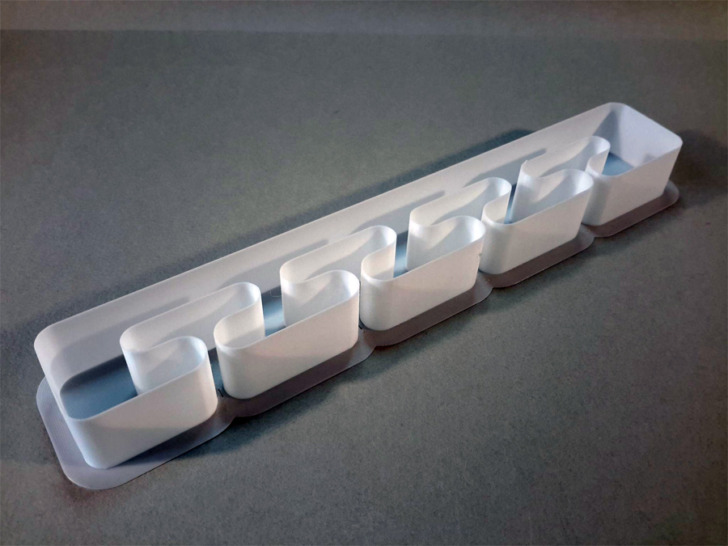
On retrouve entre autres une « Waste box » utile pour récupérer les déchets de purge. C’est un fichier utile que pourtant bien des constructeurs omettent d’ajouter dans les gcode de base de leurs imprimantes.
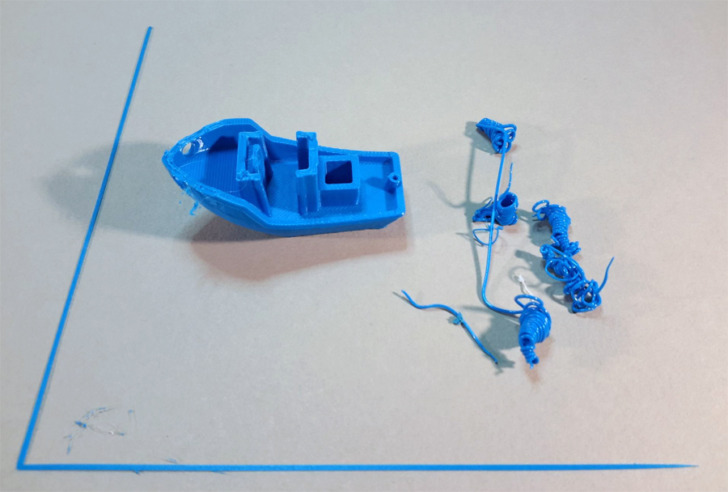
Waste box_PLA_3h7m.gcode avec filament HyperPLA bleu
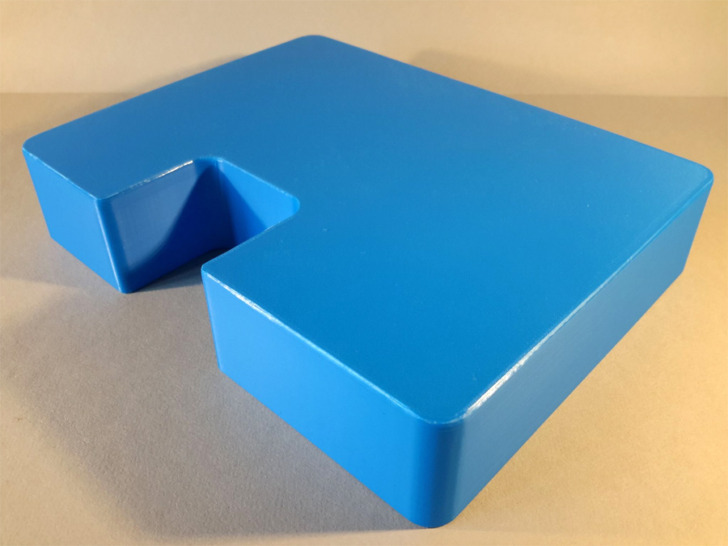
block_PLA_17m.gcode : objet qui doit servir à limiter le saut des déchets lors de l’éjection des purges
3DBenchy avec un HyperPLA bleu
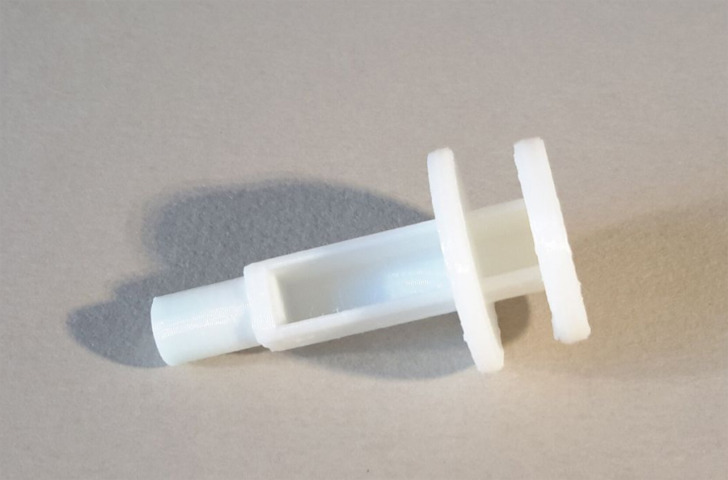
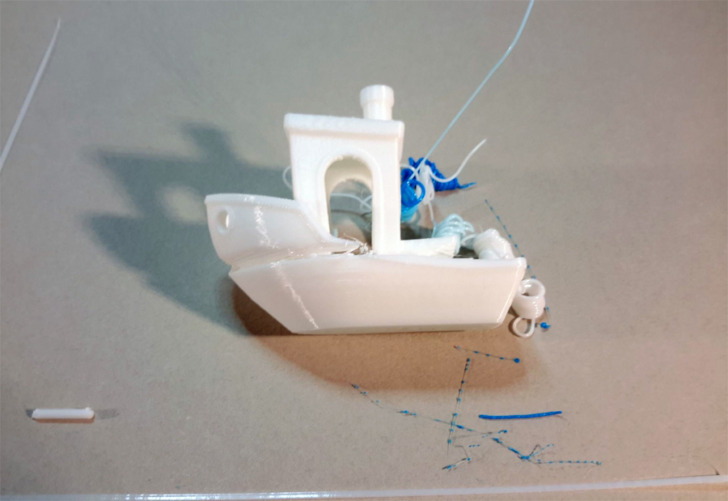
wheel logo_PLA_32m.gcode avec filament Hyper PLA blanc
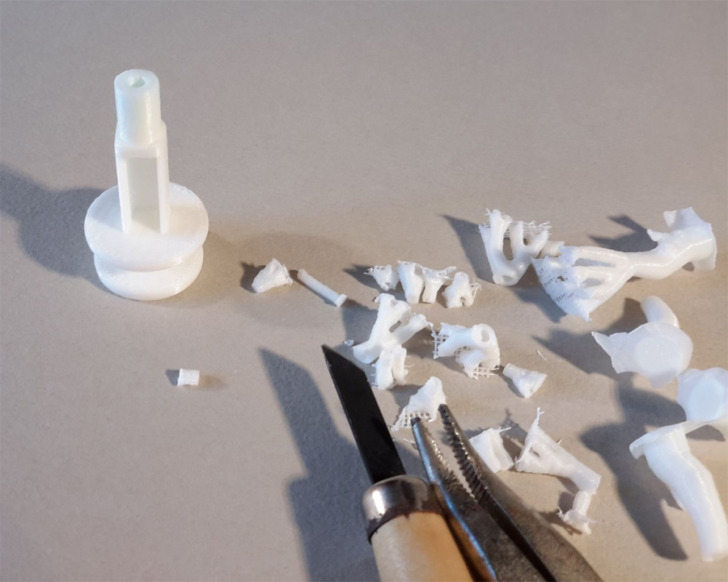
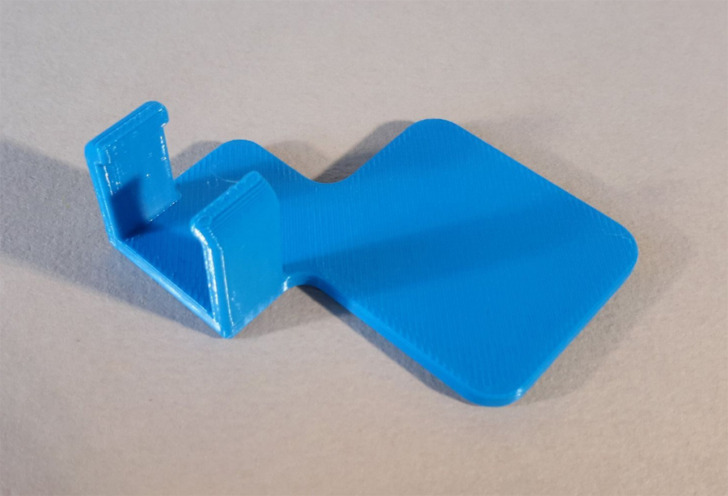
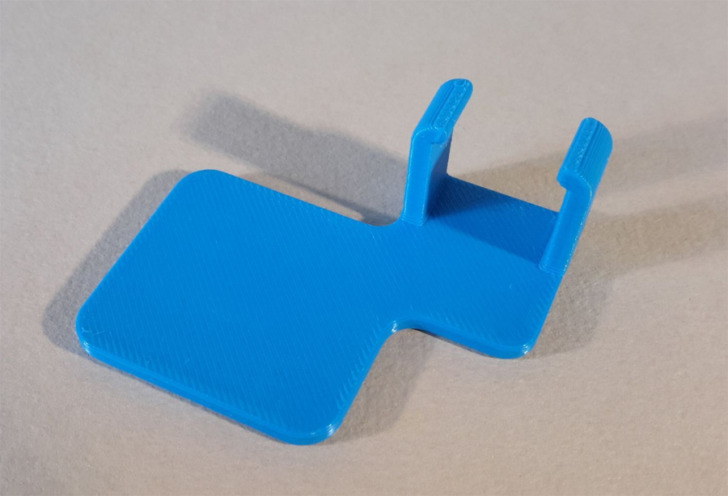
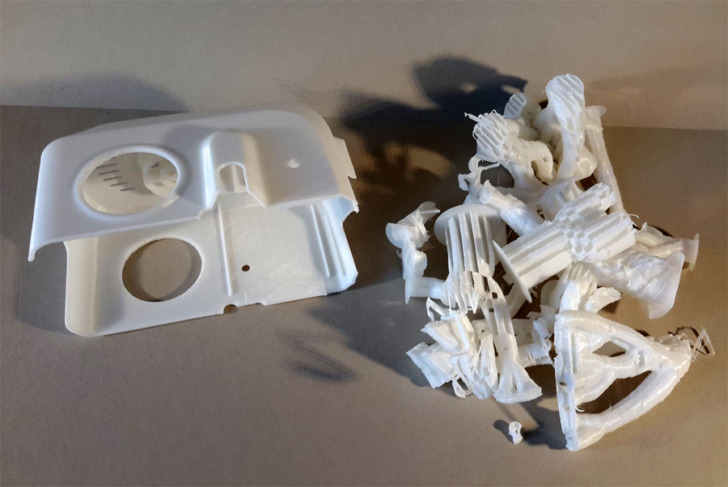
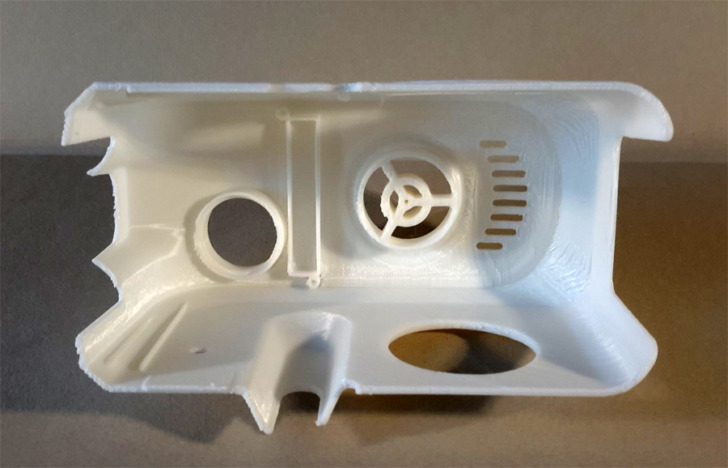
Nozzle cover_PLA_3h28m.gcode avec le même filament blanc Creality

High speed testing_PLA_24m.gcode pour tester la haute vitesse (comme avec la K1 SE) d’abord en blanc

Logiciel slicer
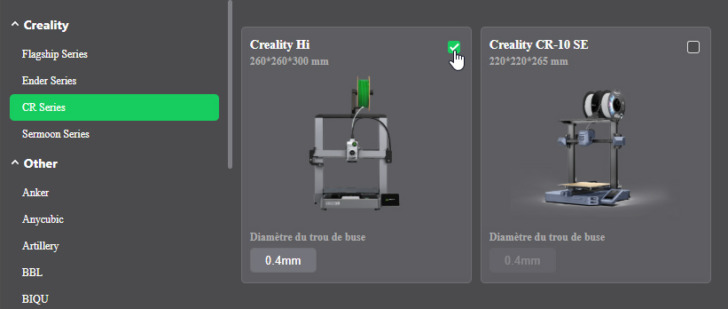
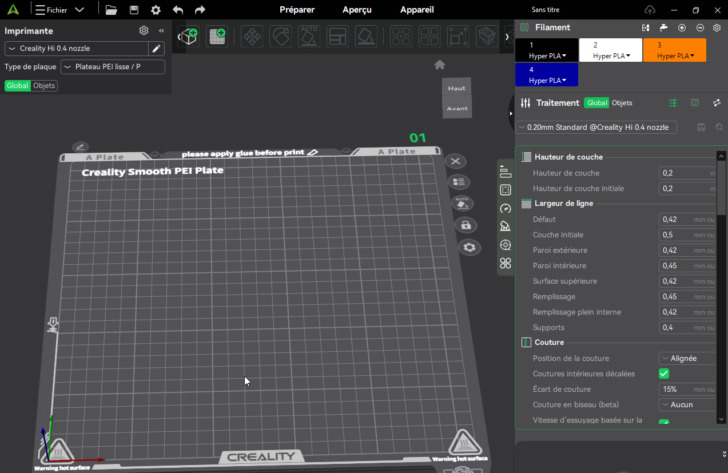
Le programme recommandé par le constructeur est Creality Print en version 6. Le profil de la Hi y est présent depuis la version 6.0.1 sortie en janvier 2025.
L’installation du logiciel est classique. A la première ouverture de l’application, choisir la Hi pour importer les réglages préconfigurés. L’ajout de l’imprimante réseau permet de remonter les informations quant aux filaments installés dans le CFS et pour envoyer des instructions d’impression à distance.
Le firmware Klipper de la Creality Hi n’est pas totalement ouvert. J’ai mis en ligne les différents fichiers de configuration ici (printer.cfg, sensorless.cfg, moto_control.cfg, factory_printer.cfg, box.cfg, printer_params.cfg, gcode_macro.cfg).
Tous les menus de l’écran de contrôle de la Hi sont détaillés ici.
D’autres impressions en PLA
Bobine rechargeable en nid d’abeille ArianePlast pour du filament « refill » :
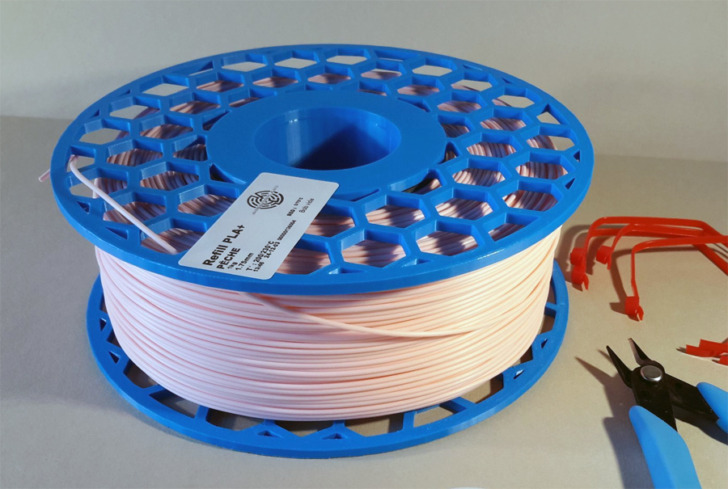
Un essai d’impression avec cette bobine rechargeable confirme qu’elle est compatible avec le Creality CFS.
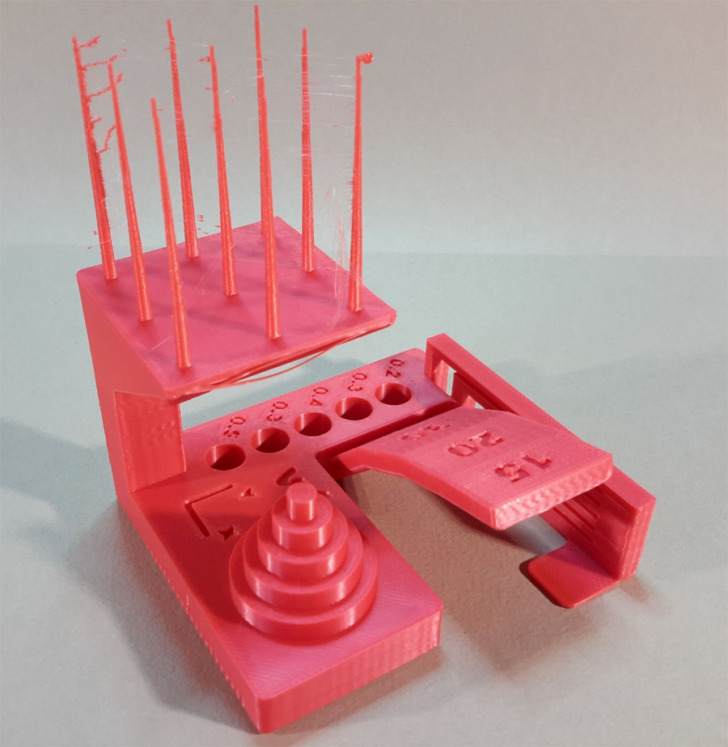
Une plaque qui couvre l’ensemble du plateau pour vérifier la qualité de l’auto Z-Offset et de l’auto leveling de cette Creality Hi.

Je remarque quelques zones où les lignes ne sont pas parfaitement jointives entre elles, j’aurais peut-être dû ajuster le Z-Offset à 0.045 mm. Quoi qu’il en soit, le résultat est très bon et les réglages automatiques sont efficaces.
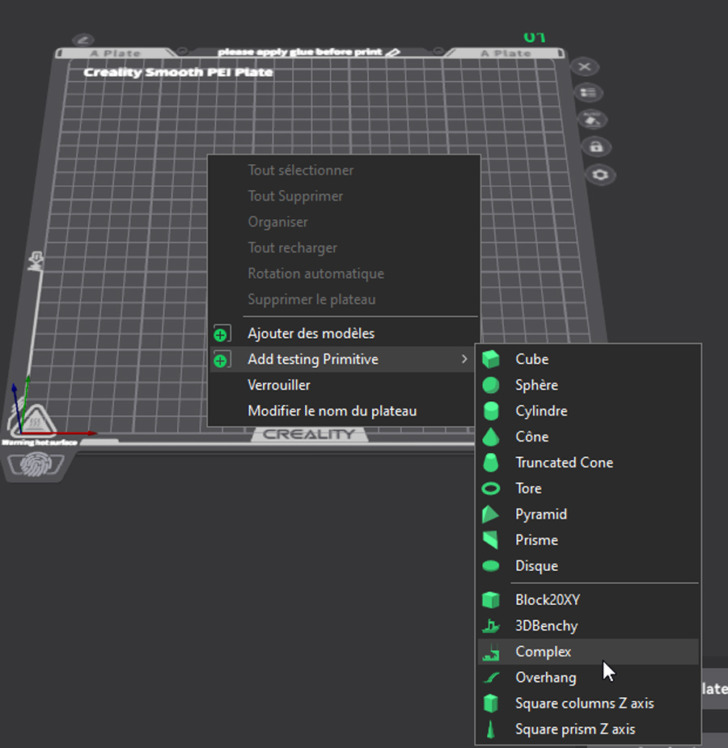
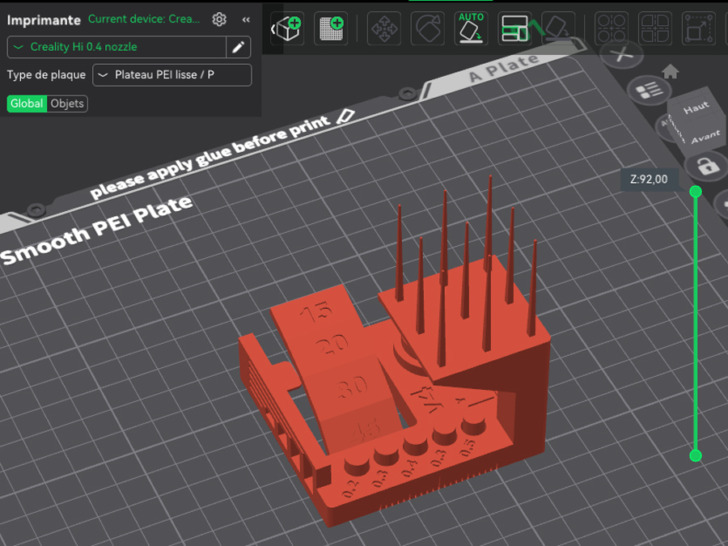
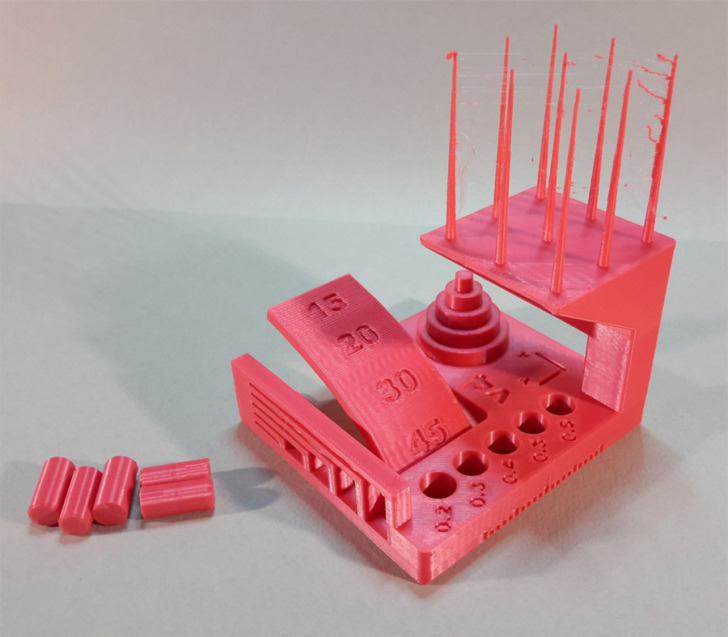
Primitive de test « complexe » issue de Creality Print
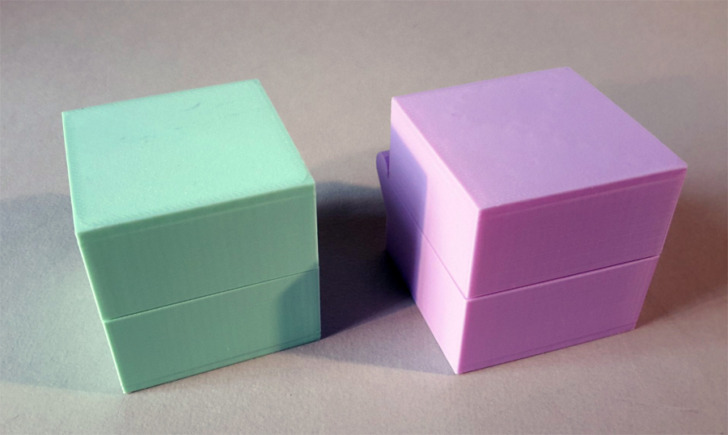
Boite 50x50x50 mm en deux exemplaires (lien). Filaments utilisés > Soleyin Ultra PLA Light Green et Soleyin Ultra PLA Almond Purple.
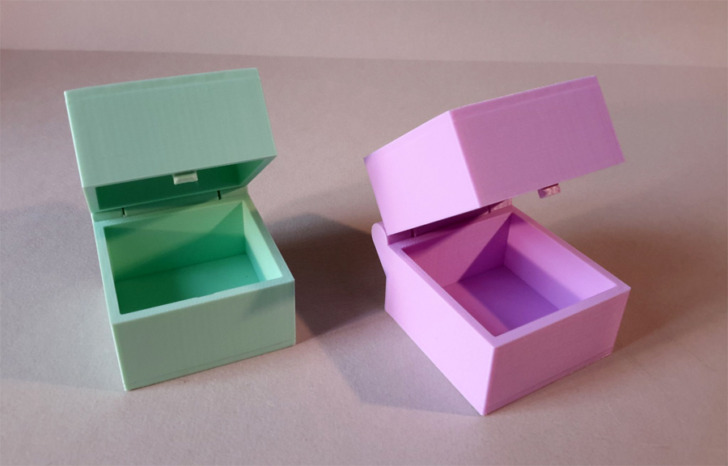
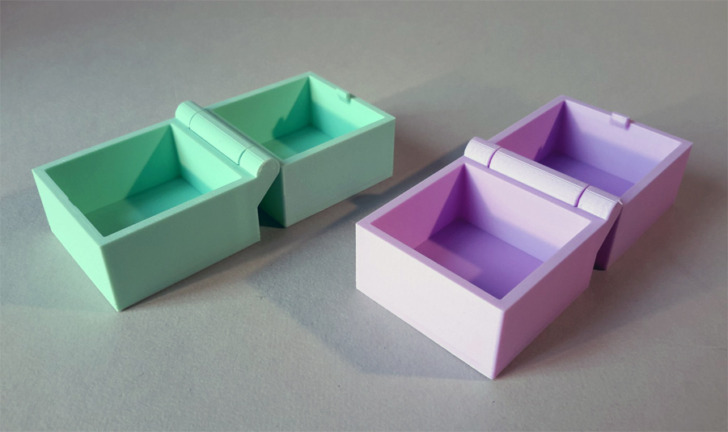
Boite lapin en deux parties (lien)

Test « Automatic Refill »
Puis, pour tester la fonction « Automatic Refill », avec une fin de bobine de PLA+ noir ArianePlast avant de basculer sur du PLA recyclé ArianePlast. On ne voit pas la différence de couleur mais il y a bien eu pénurie de filament à environ 50% de l’impression et le remplacement automatique a été correctement géré par le CFS.
L’impression se poursuit tant qu’il y a du filament jusqu’à ce que le capteur à l’entrée de la tête d’impression signale la fin de la bobine. La tête se gare alors brièvement comme lors d’une pause et la buse redescend temporairement à 140°C avant de retrouver rapidement sa température d’impression. Ensuite, le filament de la bobine suivante est chargé pour reprendre l’impression.

Impression multi-couleurs PLA
Logo Lesimprimantes3D.fr en trois couleurs.
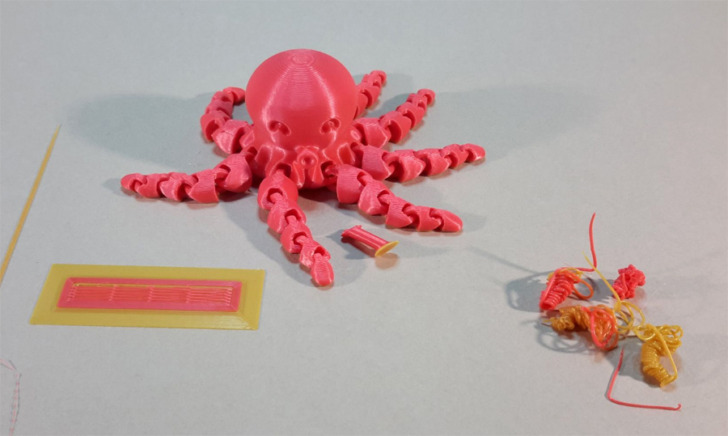
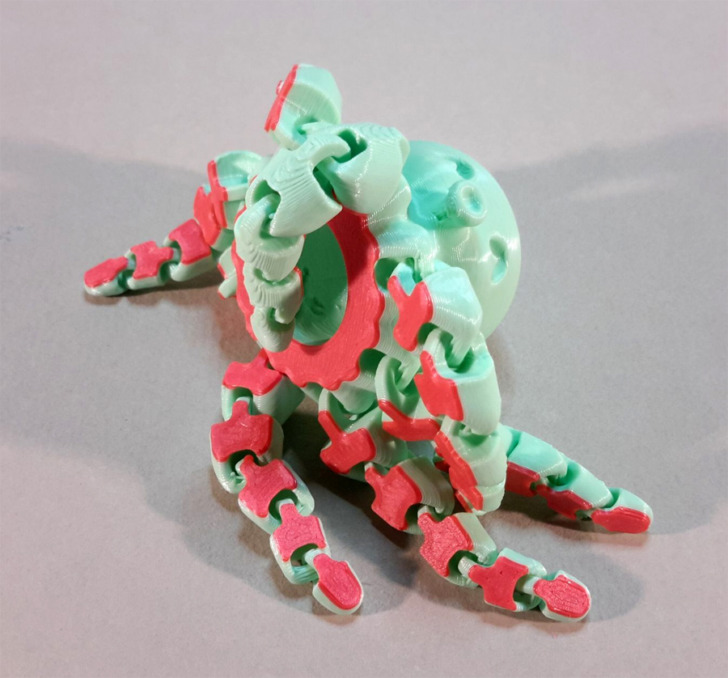
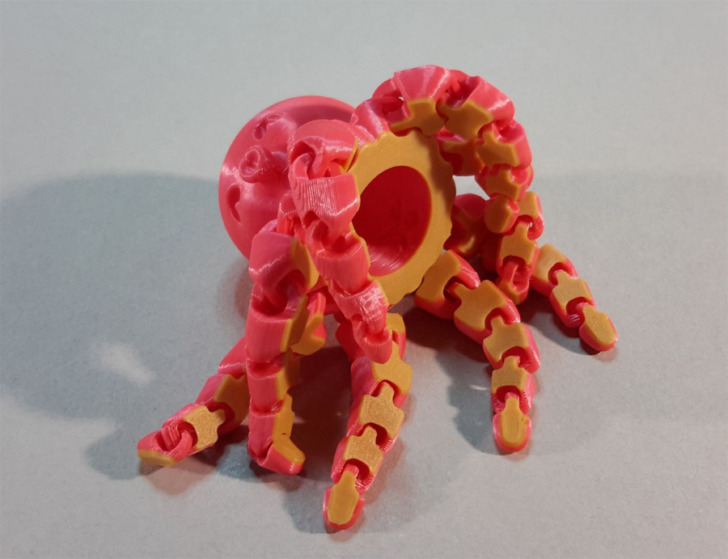
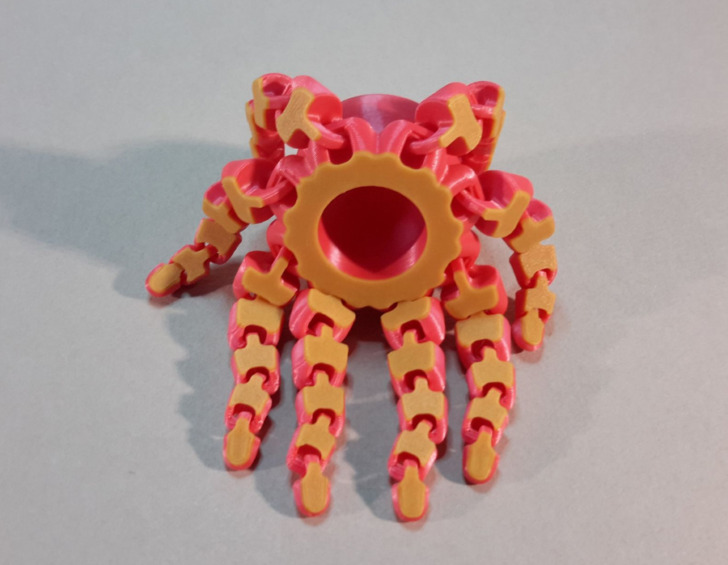
Cute Mini Octopus (lien) avec filaments Hyper PLA Gold Creality, Soleyin Ultra PLA Strawberry Milk, Soleyin Ultra PLA Light Green, Soleyin Ultra PLA Rosehip, Soleyin Ultra PLA Almond Purple et Refill PLA Pêche ArianePlast.




8 bit lady in a Hanfu dress (lien) avec Hyper PLA RFID White Creality, Soleyin Ultra PLA Rosehip et PLA+ Noir ArianePlast.


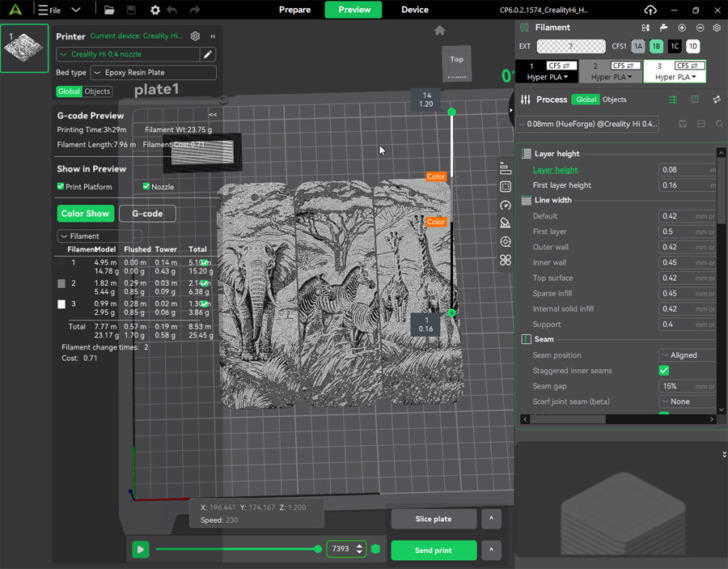
Marque page Savanna Wildlife (lien)



Marque page Giant Panda (lien) en PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic et Hyper PLA RFID White Creality.


Marque page squelette (lien)


Et en vrac :




Impressions en PETG
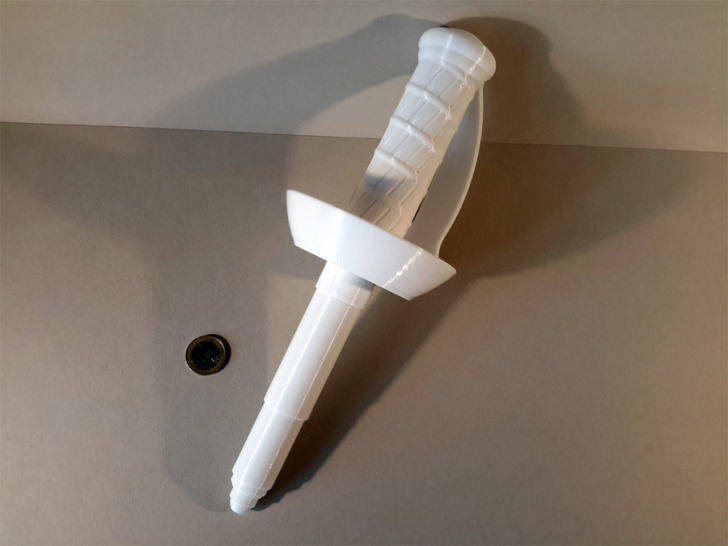
Collapsible Pirate Sword avec CR-PETG White Creality.
Réglages : buse 240°C, plateau 80°C, Max volumetric speed 16 mm³/s.



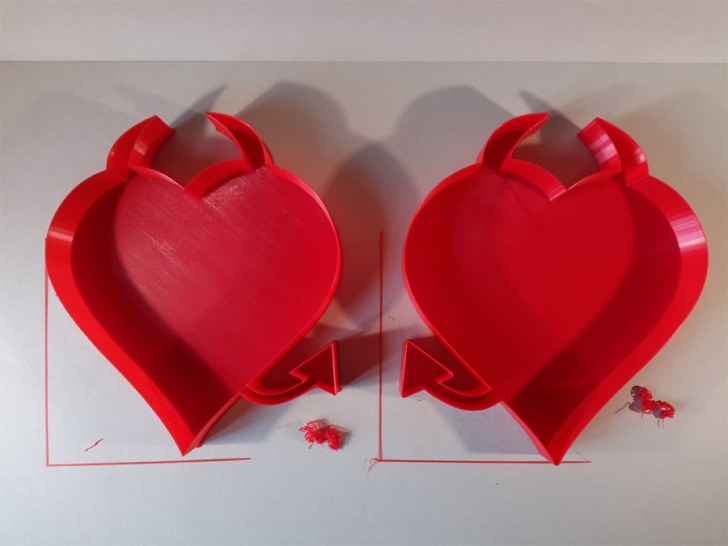
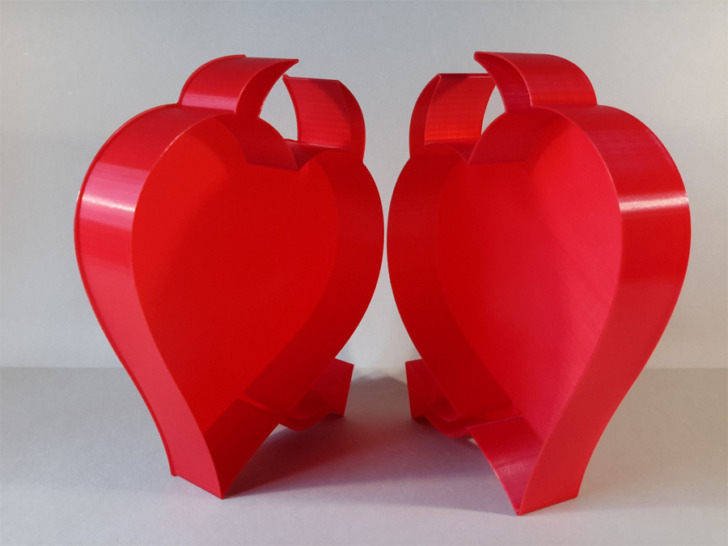
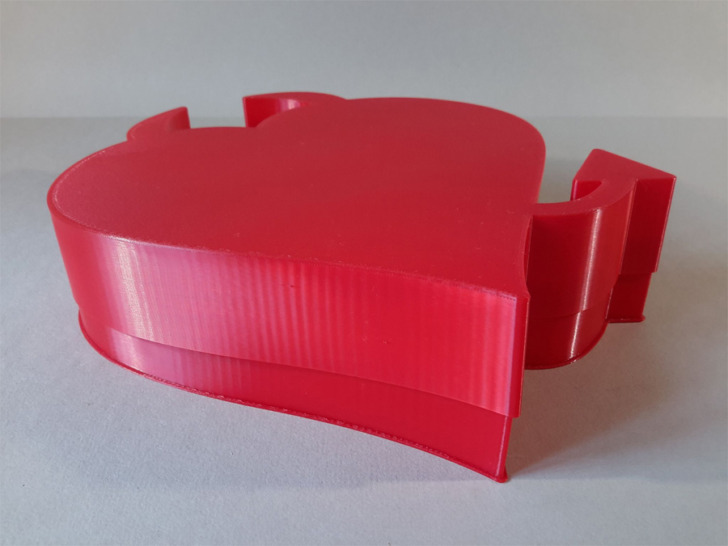
Fluffy Hearts Lo T, nestable box (lien) avec du CR-PETG Red Creality.
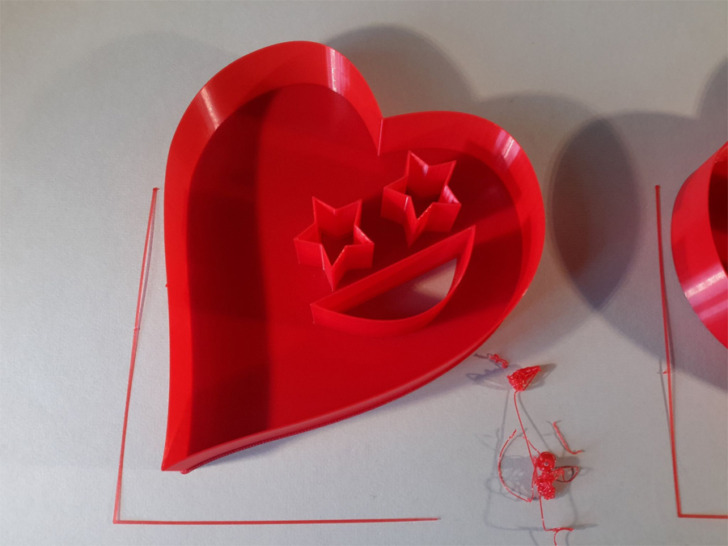

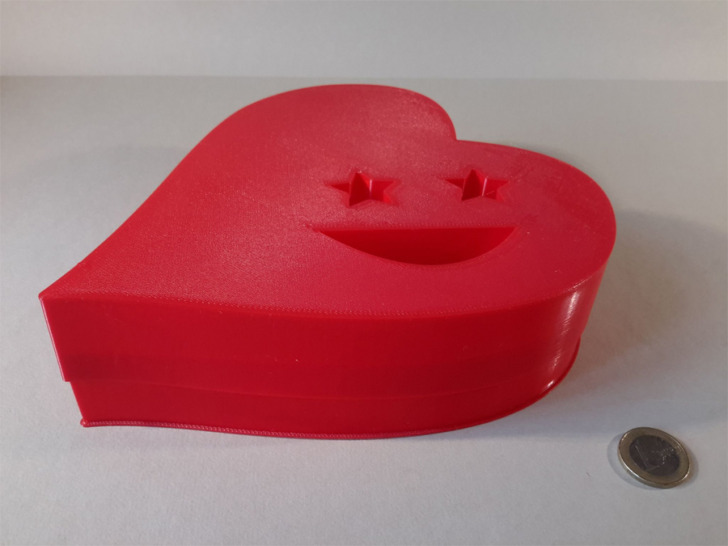
Fluffy Hearts Lo S, nestable box (lien) avec le même CR-PETG rouge de Creality.
Comparer les prix de la Creality Hi
Impressions en TPU 95A
Les matériaux souples tels que le TPU sont incompatibles avec le CFS. J’ai donc utilisé le porte bobine de la Creality Hi, sans passer le filament dans le connecteur PTFE ni dans le tube de guidage jusqu’à la tête d’impression pour réduire au maximum les frottements qui auraient pu étirer ce filament élastique.
Creality Print ne propose qu’un seul profil TPU, pour du HP-TPU avec les réglages suivants :
- 220°C température de buse (ce qui me semble un peu bas, j’imprime habituellement à 230-240°C)
- 40°C pour le plateau (en résine époxy)
- MVS (« Max Volumetric Speed ») à 3 mm³/s
Mes quelques essais avec du filament Creality HP-TPU et les paramètres d’origine ont donné plusieurs bourrages et blocages du filament juste avant sa sortie de l’extrudeur, au chargement et durant l’impression. Je pense que la Hi et sa buse UnicornK2P n’est pas le meilleur choix pour imprimer en TPU.


La procédure de démontage / remontage étant un peu longue (cf wiki), je ne prolongerai pas mes tests de TPU avec cette Hi, préférant utiliser mon Ender-3 V3 pour cela, qui propose un MVS à 6 mm³/s pour le même profil de filament HP-TPU.
Mes difficultés liées au TPU sont détaillées ici.
Améliorations et upgrades pour la Creality Hi
Conscient que l’imprimante n’est pas parfaite pour tous les usagers, Creality a mis en ligne une collection de modèles 3D pour améliorer sa Hi Combo. On y retrouve des supports pour le CFS, les classiques poubelles à déchets de purge, mais aussi des supports de bobine externe, des rangements pour outils et autres guides pour les câbles.

Cache caméra
Creality pourrait facilement corriger un petit défaut, celui du cache caméra qui empêche à la tête d’impression d’aller sur l’extrémité droite du portique.

Reprise après coupure de courant
Durant mon test avec l’une des premières séries de Creality Hi et le firmware v1.1.0.36, j’ai fait deux tests de reprise sur coupure de courant qui n’ont pas repris proprement.
Divers
Bip de fin d’impression non désactivable, même par modification des fichiers Klipper.
Pas de possibilité de choisir une couleur autre que la palette proposée sur l’écran de contrôle ou Creality Print pour indiquer le coloris du filament chargé.
Notes et conclusion
Qualité d'impression - 8.5
Fiabilité - 8
Logiciel - 7.5
Utilisation - 7.5
Rapport qualité / prix - 8
7.9
/10
- Rapidement prête à fonctionner
- Impressions multi-couleurs
- Ecosystème avec Creality Cloud et app mobile
- Wiki et vidéos de support
- Communauté autour de Creality
- Prix abordable en version Combo
- Difficultés avec le TPU
- Cache caméra