0ri0n
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Récompenses de 0ri0n
")





-
Merci pour ta réponse et tes configs. bah j'ai pas dis que c'est super flagrant, mais on voit un peu des marques dans les objets circulaires surtout, après c'est peut etre normal. J'ai testé la rétractation au changement de couche, je vais aussi essayer décalage en z. Ok merci du conseil pour la vitesse. Par contre j'ai lu que pour certaines petites marques en 0.2, c'est parce que le pla refroidi trop vite, alors augmenter vitesse ou température. Quoiqu'il en soit faut que je teste.
-
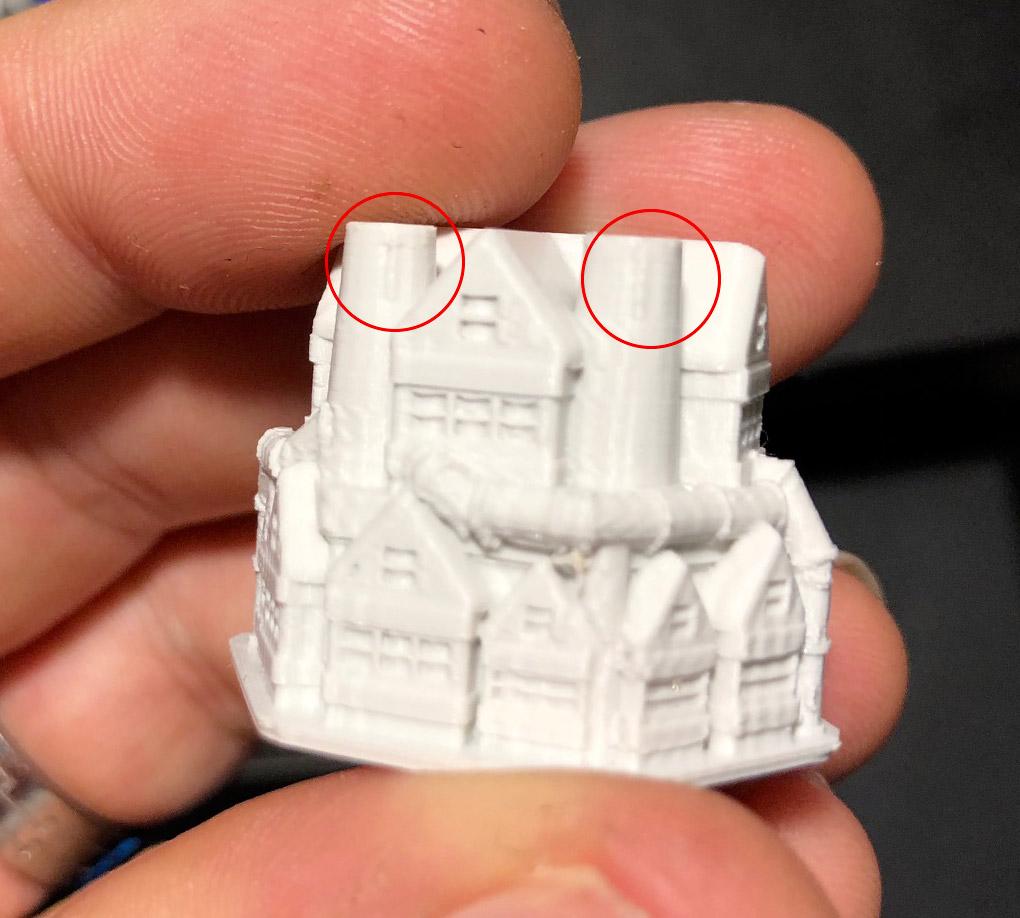
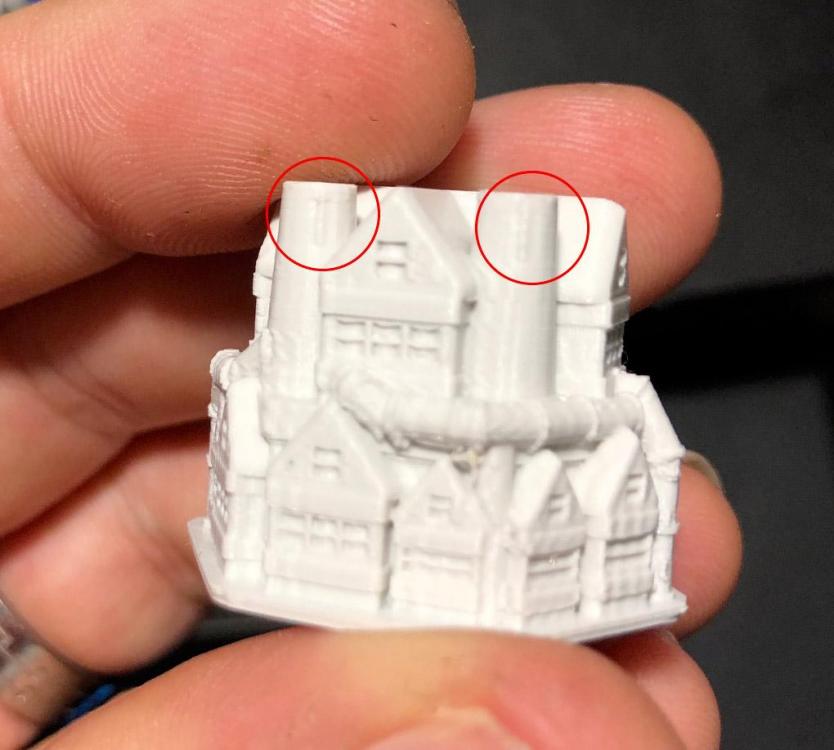
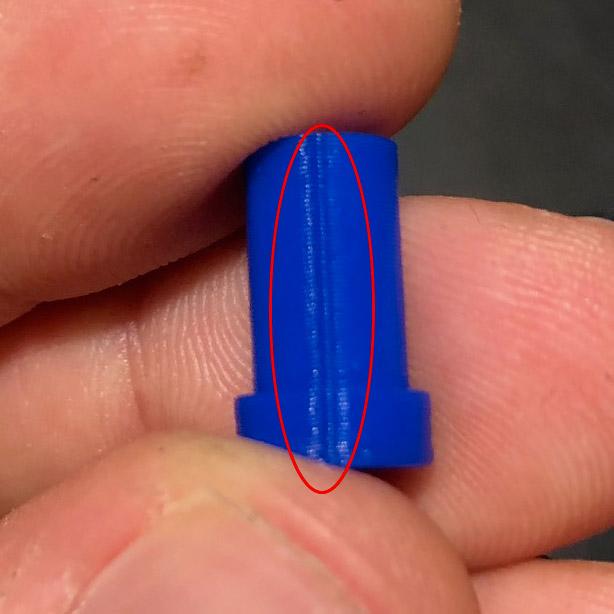
Bonjour suite à quelques prints qui présentaient des zones circulaires (bizarrement jamais vu sur les autres formes comme les rectangles etc...), j'ai remarqué de légères marques de jointures entre le début et la fin du fil de la couche, d'après ce que j'ai pu trouver, ça peut être du blob / vit, mais après recherche plus approfondie, je dirai z-scars. J'ai testé donc de modifier les paramètres de vitesse et distance de rétractation, sans succès. J'ai remarqué que ça me fait cela sur des zones circulaires en général de petites tailles et ça dépend vraiment des modèles (d'autres objets circulaires n'ont aucun souci, ça doit dépendre de la fin et du début du filament de la couche! La plupart des prints sont d'une propreté impressionnante, cependant ayant remarqué ce petit détail, je cherche vraiment à corriger ce souci. J'ai testé avec divers PLA, ça ne change rien. J'ai fait des tests avec ce modèle qui est un test fait pour ça : https://www.thingiverse.com/thing:2080224 Je sais qu'il est possible d'activer aléatoirement le début et la fin du filament de la couche, mais je ne pense pas que ce soit la solution ? Si quelqu'un à un profil cura pour une Cr10 et qu'il n'a pas ce souci, je suis preneur ! Si vous pouvez l'exporter et le partager, ça serait super cool (comme ça je teste et je compare) !!! C'est peut-être pas un paramétrage, peut-être que je règle certaines pièces de l'imprimante ? Courroies etc ??? Merci beaucoup par avance. Je précise, j'ai une buse de 0.3 (paramétrée aussi dans cura) Mes paramètres : Print en 0.1, parfait, sauf le bout des cheminées circulaires : Pièce en 0.2, là ça se voit beaucoup, il faut peut etre que j'augmente la vitesse d'impression aussi Vegeta en 0.1, très très légers sur la partie entourée et encore, je ne suis pas sûr...

-
Apparemment ça le fait que avec certains modèles ou petites pièces écartées, j'ai testé d'autres impressions là, tout fonctionne et je n'ai pas touché le débit, par contre j'ai augmenté les parois pour certains objets et ça fonctionne bien là ! Entre temps j'ai installé une modification du ventillo via un modèle trouvé sur thingiverse, il y a un meilleur cooling.
-
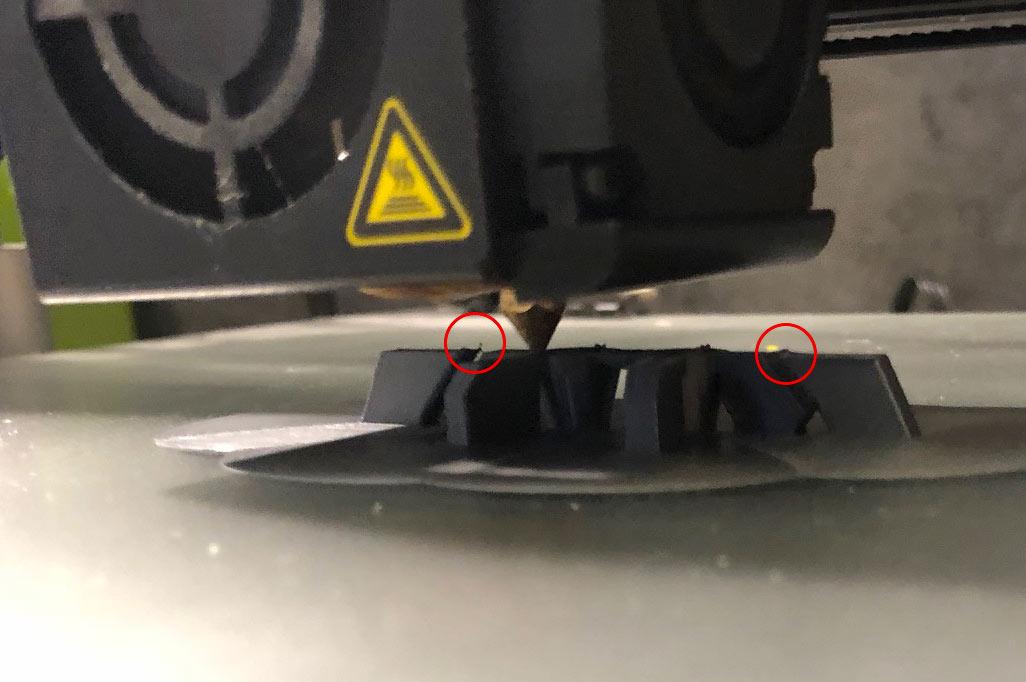
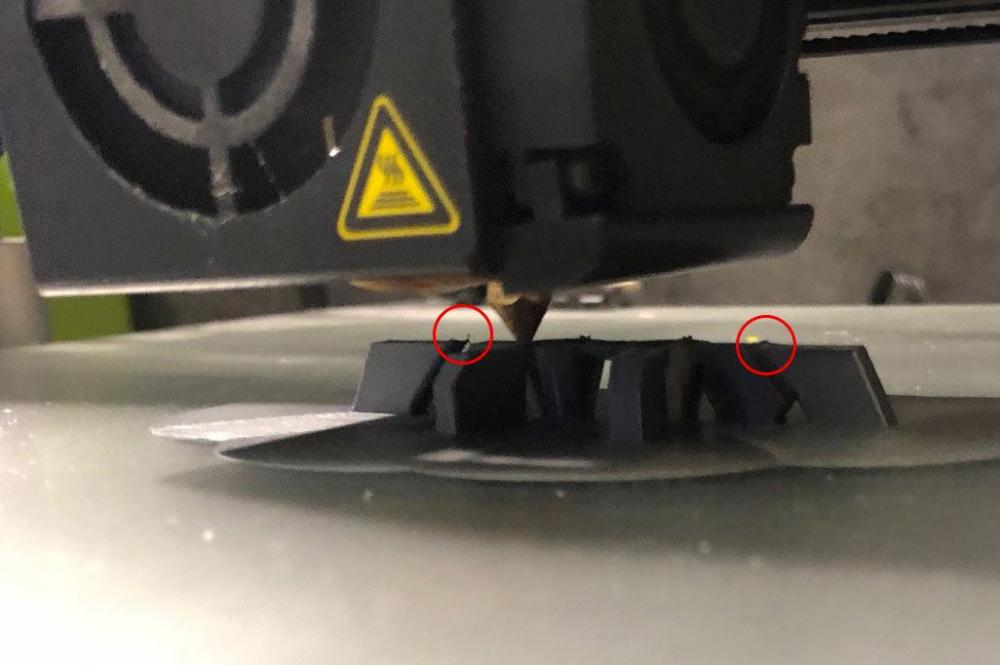
Vous allez peut-être m'aider grâce à la photo que j'ai prise. Les bords se relèvent, un peu comme le "curling" du coup ça frotte un peu. Ca n'arrive que sur les structures qui ont des éléments indépendants. Pas sur une objet unique (c'est à dire au moment où la buse est dans le vide). Est-ce que c'est le PLA qui coule à ce moment là ? Je suis à 200° pourtant et flow 95% (j'ai essayé 90% ça va pas du tout) Je me demande si ce n'est pas un problème de réglage de plateau, je dois mal m'y prendre car ça l'a plus fait d'un côté que de l'autre. Je vais installer ça : Merci
-
J'ai testé le flow à 95%, il y a eu du mieux, mais à un moment ça a cassé un support. Aux deuxieme essai c'est passé. Cependant j'ai commandé un pièce pour améliorer l'imprimante, pour mesurer précisément avec un appareil digital la hauteur du bed. Personne n'a d'autre astuce ? Ca peut venir de ma buse aussi ? J'ai changé celle d'origine par une 0.3 achetée sur internet.
-
Je vais mesurer, mais j'ai bien du 1.75. https://www.amazon.fr/gp/product/B07BDFYL5S/ref=oh_aui_detailpage_o06_s00?ie=UTF8&psc=1 D'ailleurs j'ai imprimé le même cameleon, encore plus beau et sans support. C'est vraiment rare ce souci de cassures, ça doit etre un petit réglage
-
Ok alors c'est sûr que ça doit jouer car j'ai mis mon imprimante dans une petite pièce où il fait très chaud ! Je vais ventiler ! Encore merci pour les conseils
-
Merci beaucoup pour toutes ces informations ! Effectivement après recherches, certaines personnes ont dit pareil, ils ont mis 95% ça a réglé leur souci ! Donc je vais suivre tes conseils, bravo par avance car effectivement ça me semble pertinent ! Depuis cet été j'ai l'impression que ça le fait + qu'avant, il peut y avoir un rapport par rapport à la température de la pièce ??? Ca me semble bizarre mais possible. Merci encore pour les conseils !!! Je poste dès que j'ai le test !
-
Non j'ai une buse 0.3 Ca me parait bizarre d'imprimer à 95%. Il n'y a pas une vitesse ou une température à régler ?
-
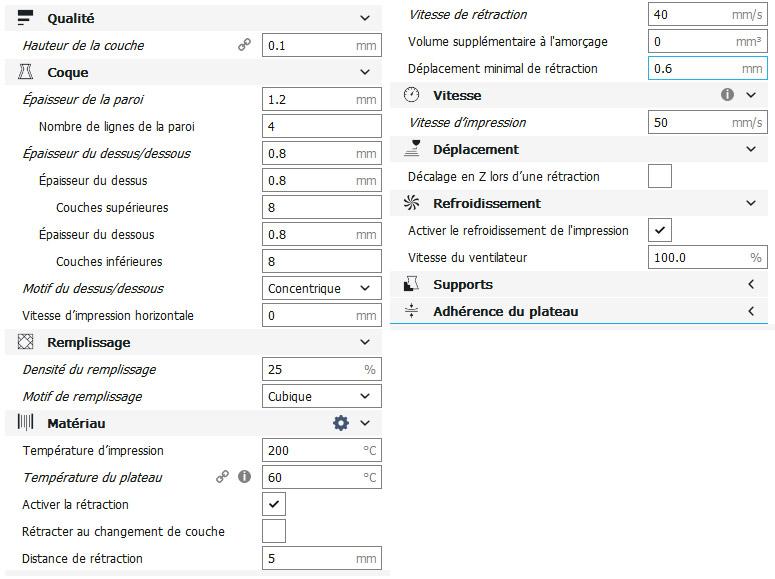
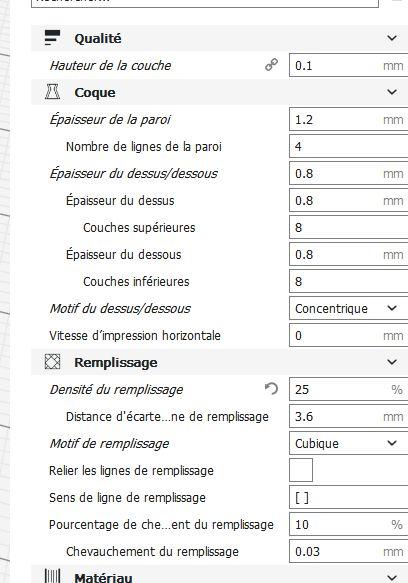
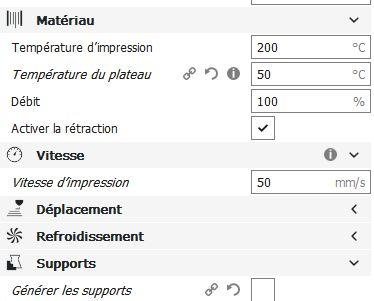
Le débit ? il y a 100% pourtant, sinon voici mes autres configs (le plateau est à 50 car j'imprime avec un PLA thermosensible là, sinon c'est 60°)
-
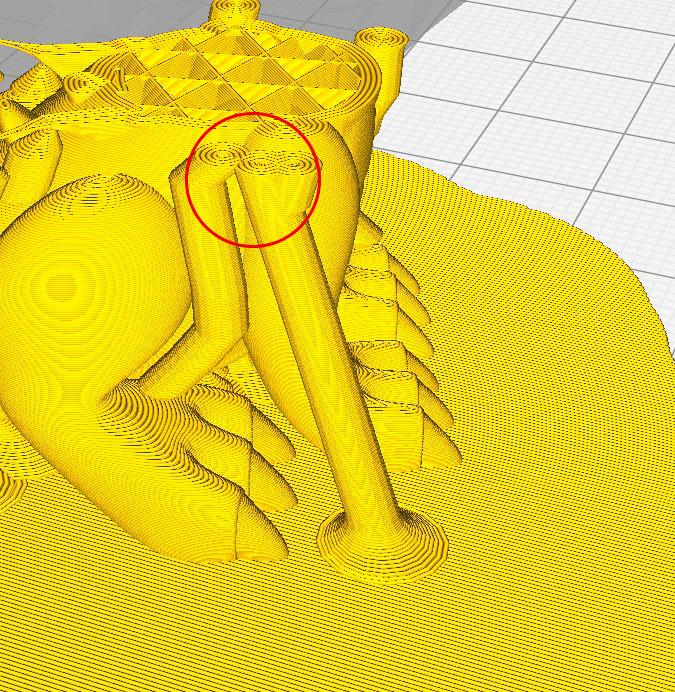
Bonjour j'ai une question suite à quelques objets qui ont cassé pendant l'impression. Mon imprimante imprime ultra bien, j'ai un seul souci mais je ne sais pas quoi régler pour cela. Selon ce que j''imprime (cela dépend de l'objet), parfois la buse frotte légèrement sur la structure de ce dernier et peut décoller certains supports ou parties fragiles (pas les supports générés par cura mais ceux prévus dans l'objet) de ce fait parfois ça imprime dans le vide certaines parties. C'est très dommage car le reste de l'objet est toujours parfait. J'ai essayé de régler la vitesse, mais ça ne change pas grand chose, la température etc Ce que je suppose, c'est que le PLA coule légèrement pendant le déplacement de la buse et ça frotte à cause de cela. J'ai réglé la hauteur du bed avec une feuille, mais je ne sais pas si je fais ce qu'il faut, je sais qu'il faut qu'elle puisse passer et qu'on sente une très légère resistance, il n'y a pas une meilleure technique ? Bref je vous joins un aperçu sur cura de l'endroit où ça touche pour cet objet en particulier, tout le reste étant parfait dans cette impression. J'ai donc mis un raft pour que ça tienne. Ca fonctionne, mais j'aimerais une autre solution. Pouvez-vous m'aider à comprendre plus au moins le problème svp ? C'est le seul truc que j'ai du mal à comprendre, tout le reste est parfait avec cette imprimante. Merci beaucoup par avance !!!
-
J'ai essayé la coque en lignes, c'est beaucoup beaucoup mieux, plus de trous du tout ! Parfait pour le conseil, merci beaucoup !
-
Ahhh pour la coque, je n'avais pas vu cette option, je viens de la rajouter, merci !!! C'est super comme ça, à mon avis ce sera beaucoup mieux, j'avais ce genre de motif quand je choisissais un autre modèle d'imprimante il y a beaucoup moins de creux on dirait !!! Merci !!!
-
@Trotro Merci beaucoup pour les infos ça me rassure ! Je vais acheter une autre buse en plus alors pour tester :). Je vais aussi tester "Activer l'étirage". Merci !!! @gisclace Super, merci du conseil, j'avoue que je ne savais pas quoi choisir, de ce fait j'avais laissé les triangles, je vais donc prendre les lignes !!! Merci !!!
-
J'ai le même souci avec certains STL, ce sont les fichiers, d'ailleurs on le voit dans le mode layer, il y a des zones trop petites pour être remplies je crois, regarde mon post