


satchy
-
Compteur de contenus
53 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par satchy
-
@RIPOFE, ce que j'ai retenu de mes (mauvaises) expériences en terme de décollements, il faut : - Nettoyer ton buildtak à l'alcool à bruler avant chaque impression. - Cocher "Amélioration de la surface d’adhésion". - Diminuer ton offset de -0,05 par rapport à ta valeur habituel pour avoir une premiere couche bien écrasée. Il vaut mieux que ça soit trop écrasée et que ça 'bave' sur la première couche plutôt que le contraire. - Si ça ne suffit pas, tu peux aussi modifier le xml_config de Cura By Dagoma en modifiant la ligne "<brim_line_count>10</brim_line_count>" en augmentant la valeur à 15 par exemple. C'est le nombre de tours qui vont être effectuée autour de ta pièce. La surface d'adhésion sera encore plus large. Pour la temperature, il faut savoir que 'Cura By Dagoma' ajoute des °C à la temperature que tu as choisi en fonction de la finition choisie. Par exemple, le mode "Rapide" ajoute +20°C. Donc si tu as réglé 200°C pour ton PLA, en rapide, ça chauffera à 220°C. Par expérience, pour du PLA, il faut descendre plus bas vers les 190°C mais ça dépend des marques bien sûr. A tester ... Bon courage !
-
@Kurix, dans le xml, le flow se règle vers le debut dans la partie où tu as les différents profil de fil avec la température, le diamètre et le flow. J'ai plus l'intitulé exact mais c'est assez explicite de mémoire. A+
-
Salut @Kurix, j'ai également galérer pas mal avec le 3D Prima. Le noir passe encore mais le blanc m'a valu des crises de réglages et tests à n'en plus finir. Le mieux que j'ai pu en tirer c'est à 180° avec un flow à 97. J'avais pris du 3D Peima car disponible en amazon Premium. Du coup là j'ai pris une autre marque sur amazon : ICE FILAMENTS en bobine de 750g. Rien à voir avec le 3D Prima ! Un régal à 190° avec le blanc et le noir, aucun problème. À 16,90€ les 750g, c'est franchement pas mal. A+
-
@bdevis, ça c'est la question taboo ... Il s'agit de la pièce qui a fait polémique au démarrage de ce topic . En gros celle qui permet d'avoir le moteur de l'extrudeur aligné sur l'axe Y de la tête (je sais pas si je suis clair ...).
-
Salut ! Pour vous dire qu'après plusieurs impression en mode 'direct drive' avec les différentes finitions et vitesses dans cura (rapide, std et fin). Je vois aucun problème à l'horizon... En plus le changement de filament est quand même beaucoup plus facile à gérer. Le seul compromis à faire est la perte de quelques cm en Z pour des pièces hautes. Mais ça, ça peut facilement se résoudre en allant sur le topic de @stan42 pour donner un peu d'engrais à la Disco et ainsi la faire grandir ! Donc perso, je garde cette configuration pour l'extrudeur ! À essayer prochainement avec d'autres type de filament (flex, nylon ...) ! A+
-
@JulienDagoma et @stan42, vos designs s'appuient sur un axe moteur aligné sur X, pourquoi ? Y'a un intérêt particulier par rapport à un moteur aligné sur Y ? Ou c'est parce que la soluton avec le moteur sur l'axe Y est 'un peu verrouillé' ? Perdre le palpeur c'est dommage je trouve, non ?
-
Merci @JulienDagoma de remettre ce topic sur le droit chemin du direct-drive car ça causait pas mal ventilateurs dernièrement et moi je suis pas fan ... mdr tout seul, j'ai honte je sors . @JulienDagoma, c'est la tête qui a été utilisé pour l'impression du lin avec un "petit" moteur nema (http://www.dagoma.fr/on-a-imprime-du-lin/)? Le "gros" moteur nema n'est nécessaire que lorsque l'extrudeur est placé à son emplacement d'origine ? J'avais cru comprendre que le direct drive était aussi sensé améliorer les phases de retract. Je suis en train de faire des tests mais c'est pas flagrant ...
-
Pour reprendre le sujet premier du topic, le direct drive, je vous fait part de mes premiers tests. J'ai donc d'abord réimprimé la fameuse tête en mode "fin" dans Cura car je l'avais imprimé la première fois en "rapide" pour que ce soit un peu plus .... rapide, oui. Donc tout fonctionne mais je m'attendais à ne plus voir de trace lors des phases de retract. Voilà le résultat : J'ai aussi imprimé une autre pièce de test en mode "fin" : Je vais faire des tests en mode "standard" et "brouillon" pour voir si y'a des problèmes de déplacement liés au poids supplémentaire comme certains ont pu le souligner déjà ... A+
-
Ah désolé, j'avais pas compris . Pour ma part j'ai importé les stl dans sketchup pour créer la tête et l'exporter à nouveau en stl pour l'imprimer. Ça prend du temps mais ça marche ...
-
Salut @cdenisss, Pour télécharger tous les stl des pièces de la discovery200, tu vas sur le site Dagoma, tu vas dans "support" puis "téléchargements" et la tu cliques sur l'image de la discovery200 qui tourne, ça te renvoie vers un lien dropbox avec l'archive qui contient tous les stl. A+
-
Je suis d'accord avec vous tous. C'est du bon sens tout ça, mais il y a la responsabilité du forum également à prendre en compte. Donc pour ne pas poser de problème et éviter les polémiques, on va stopper là ce sujet. Je fais ça pour le plaisir, pas pour avoir des problèmes ou en poser à autrui. Le sujet va certainement être fermée je pense. Après, y'a d'autres moyens de partager que ce sujet ... Après le principe que j'utilise est facile à mettre en oeuvre avec les stl de la tete et de l'extrudeur Dagoma en utilisant un logiciel de CAO. Pour ma part j'ai fais ça sous sketchup. Il suffit d'importer les deux stl, d'inverser l'extrudeur pour le sens du filament et d'aligner l'axe de de sortie de l'extrudeur avec l'axe de la tete E3D. Ensuite faut juste dessiner un support qui permettra de fixer le moteur et l'extrudeur ...
-
Salut, Un autre 'membre' du forum m'accuse d'avoir copier sa pièce pour laquelle il a déposé une licence. Ce n'est pas le cas mais afin de ne pas poser de problème à ce forum et à ces modérateurs, on va arrêter là le sujet. Je conclurais juste par vous dire que ça fonctionne. Par contre je n'ai pas obtenu encore l'effet souhaité qui était de supprimer les traces liées au retract ... quelques réglages à faire sans doute ! A+
-
Salut @azerpoiuyt, Non, j'ai pas eu le réflexe ... En fait j'y suis allé assez confiant étant donné que Dagoma a déjà fait une expérience similaire en mode "rapide : http://www.dagoma.fr/on-a-imprime-du-lin/ (le moteur a été changé pour le plus petit modèle soit une différence de 130g entre les deux modèles ...). Là ça fonctionne bien, je suis en train de ré-imprimer la tête en mode "fin" ... 11h d'impression ... Je vois encore des traces/fils sur les déplacement rapides ... faut peut être que je touche aux paramètres du retract ? Mon flow est à 98, je vais le baisser un peu je crois ... Bon, la nuit porte conseil ... Si quelqu'un veut le stl pour essayer, faites moi signe. Par contre il fait 37Mo ! A pluche.
-
Salut, Je viens de finir la modification de la tete E3D de la discovery200 afin de passer au direct drive J'ai donc ajouté une platine permettant de fixer le moteur et l'extrudeur de la discovery200. J'ai également imprimé le corps de l'extrudeur à l'envers (fonction miroir dans cura) afin d'inverser le sens d'entrainement du filament et ainsi avoir le connecteur et le tube en entrée de l'extrudeur. Voilà ce que ça donne : @satchy a eu la gentillesse de bien vouloir retirer sa pièce de ce topic afin de ne mettre personne en porte-à-faux et éviter tout conflit avec l'auteur de la présumée pièce originale. Tout le monde s'est expliqué en privé et je crois qu'il n'est pas nécessaire d'envenimer plus que ça les choses... On espère juste que chacun, surtout @satchy, continuera à partager toutes ces informations plus utiles les unes que les autres à la communauté. A noter d'ailleurs qu'@Dal (puisque c'est de lui dont il s'agit) partage d'autres pièces sur son Thingiverse qui elles sont sous licence CC BY NC SA (moins contraignante pour tout le monde). Voilà. Les tests sont en cours ... A+ @satchy
-
Salut @senria, Je confirme le 3d prima est difficile à maîtriser... Je crois que les meilleurs résultats que j'ai pu obtenir, c'était à 185° et un flow à 97. A+
-
OK merci @PoLoMoD et @plumcake. Je comprends tout à fait cette logique mais je trouve que ça ne colle pas avec l'interface de Cura qui propose un profil par filament avec une temperature et un flow. Et si j'arrive à trouver la bonne temperature et le bon flow en mode brouillon par exemple pour un filament je l'enregistre (en retouchant le xml) et du coup, si j'utilise ce profil avec une autre finition, ca colle pas forcément... ! Faut peut être que j'ajuste la valeur du <temp_preci> pour que le profil marche avec toutes les finitions ?
-
@PoLoMoD : je reviens sur ce que tu disais sur le paramétre <temp_preci>. J'ai bien vérifié dans le dagoma0.g et effectivement la valeur de temp_preci est bien ajoutée à la temperature réglée dans Cura By Dagoma. Donc pour un profil de filament réglé à 205°C par exemple, on aura 205°C en mode Fin et 225°C en mode Rapide et ça visiblement pas qu'au début puisque dans le dagoma0.g, je ne vois que du M104 S225 en mode Rapide par exemple pas d'instruction de redescendre à 205° plus loin. Je ne comprends vraiment pas ce +20°C ... c'est pour s'adapter à des vitesses de déplacement plus rapide tu crois ? mais du coup si je met 205° pensant être dans la plage de température du fil (190-220) au final en mode Rapide, ça chauffe trop, je suis au dessus, non ?
-
Ah pas mal du tout @plumcake ! Je vais essayé aussi d'augmenter le retract au niveau du speed et length. Je sais pas pourquoi mais je m’étais dit que les valeurs par défaut étaient déjà des maximum mais visiblement non !
-
Ah ok ok ok ! J'ai lu en diagonale le topic et j'avais pas vu la reference a l'extrudeur. Merci !
-
Merci mais je ne vois pas le rapport entre mon problème et ce topic qui traite de la précision des moteurs ????
-
Ca me parait bas 85 en fait. Mais c'est surement et seulement psychologique ... Je vais essayer a 205/85 pour voir.
-
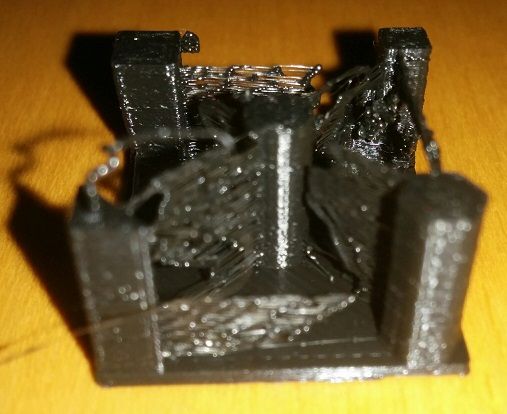
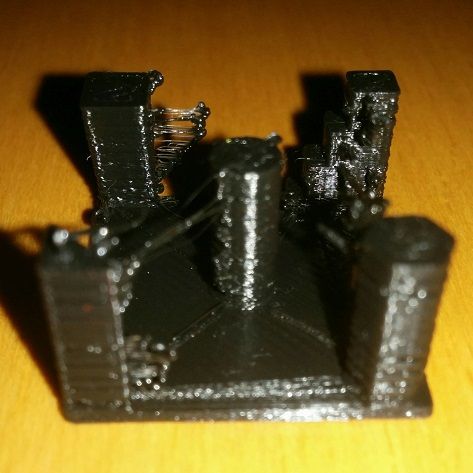
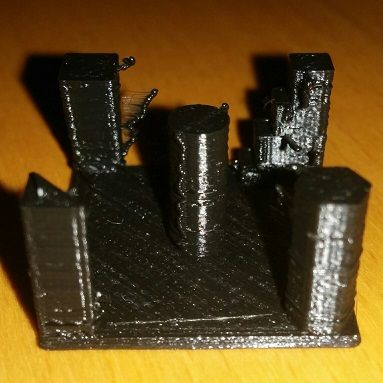
Salut, Toujours avec mon problème "spiderman", j'ai réalisé une petite pièce sous Sketchup avec des "piliers" aux formes différentes sur une base carrée (aux quatre coins + 1 au milieu) afin de reproduire le problème sur une pièce plus petite et plus rapide à imprimer. J'ai imprimer en qualité "Fin" avec un remplissage à 20%. J'ai joué sur 4 paramètres qui sont Temperature, Flow, Retract speed et Retract length : Echantillon n°1 n°2 n°3 n°4 n°5 Temp 200 200 220 220 220 Flow 95 95 95 90 85 Retract speed 50 25 50 50 50 Retract length 4 2 4 4 4 Echantillon n°1 : On voit bien les traces laissées à quasiment chaque mouvement rapide de la buse Echantillon n°2 : J'ai diminué le retract speed et length, le résultat est pareil ou pire. Echantillon n°3 : Je remet les paramètres par défaut pour le retract speed/length et augmente la temperature à 220. C'est beaucoup mieux ! Echantillon n°4 : Je diminue le Flow à 90. Echantillon n°5 : Je diminue encor le Flow à 85 pour voir ... c'est encore un "chouille" un peu mieux. J'arrive donc à quasiment me débarrasser de "Peter Parker" mais le problème c'est qu'avec ces paramètres sur des pièces plus grandes qui prennent plus longtemps, j'ai la buse qui "crépite" (trop chaud ?) et l'extrudeur qui se met à claquer ... Donc là je suis revenue à 215° et 90 de flow et je tolère pour le moment que l'homme araignée s'amuse sur mes objets ... Je vais essayer avec un autre fil pour voir ?


-
Merci Polomod ! Ca devient tout de suite plus clair et logique d'un coup !
-
Jolie pièce Stouf ! C'est mon objectif maintenant ! J'ai pas eu l'opportunité de refaire des tests pour tenter d'éradiquer le problème "spiderman" mais je me posais la question de la température ambiante. Personnellement, j'imprime dans mon garage ou il doit faire 15°C environs. Ca peut jouer ?
-
Merci flykiller ! Du coup ça veut dire modifier ces valeurs dans le xml_config.xml de 'Cura By Dagoma' : <retraction_speed>50</retraction_speed> <retraction_amount>4</retraction_amount> C'est bien ça ?
