

worms91
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par worms91
-
Mise à jour cura, réinstallation octoprint, mise à jour et configuration du dernier marlin, re réglage PID buse (pas bed), calibration extrudeur et tadaaaa, ça a plus de gueule déjà :

-
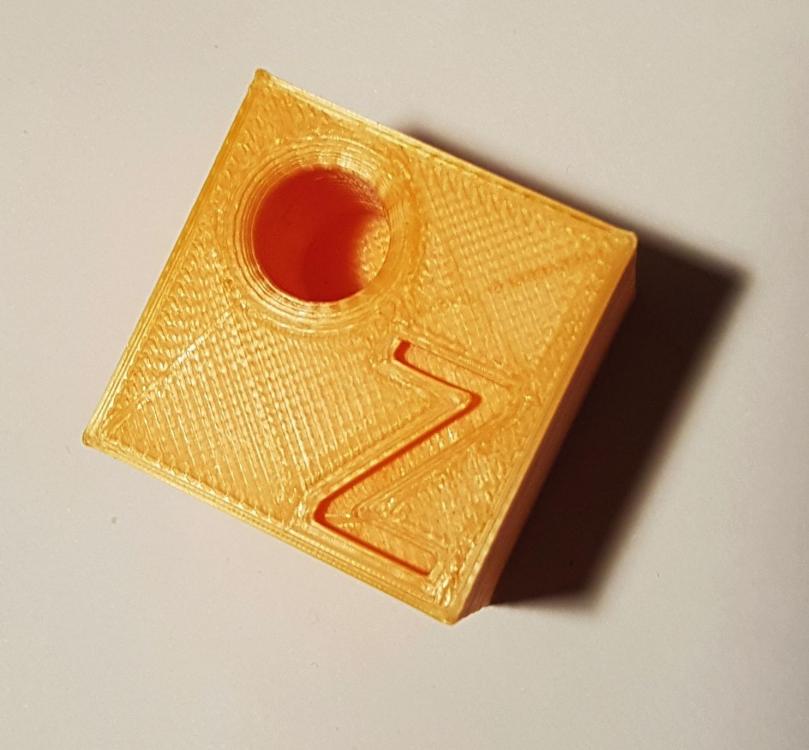
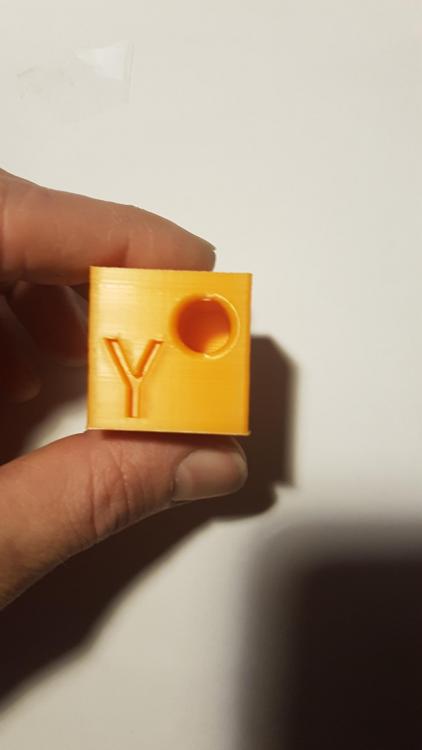
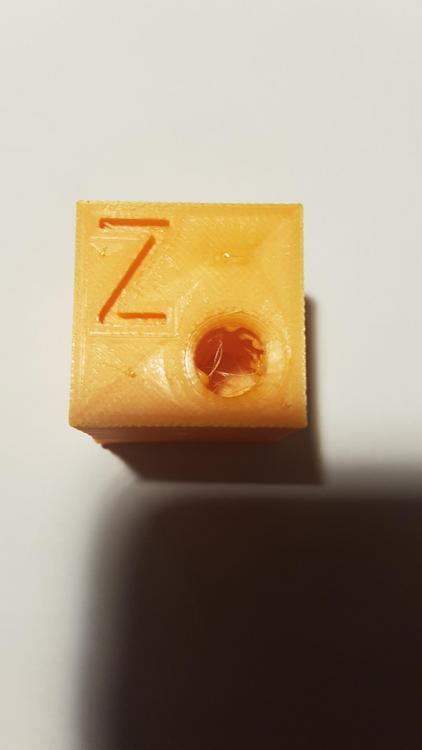
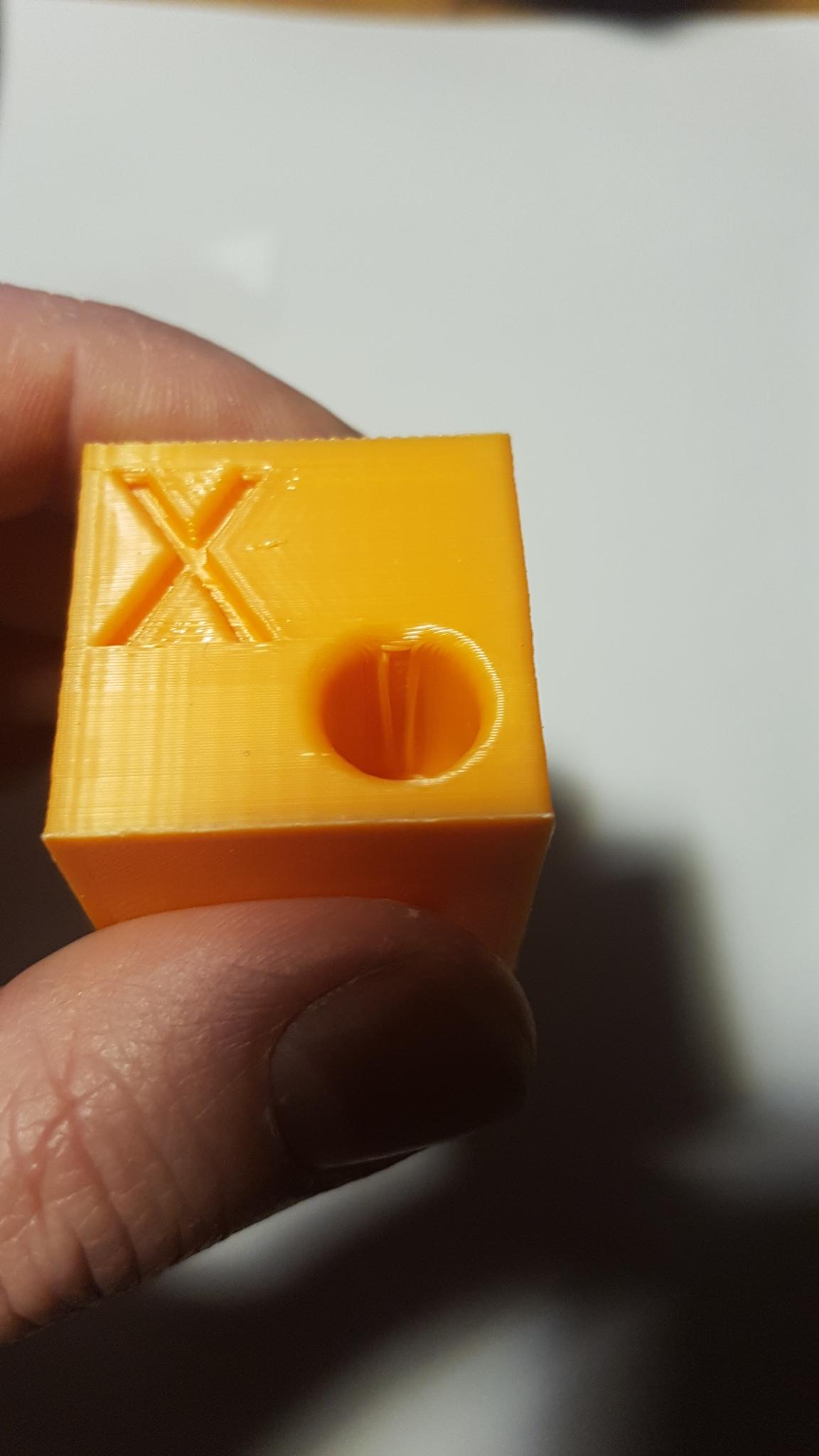
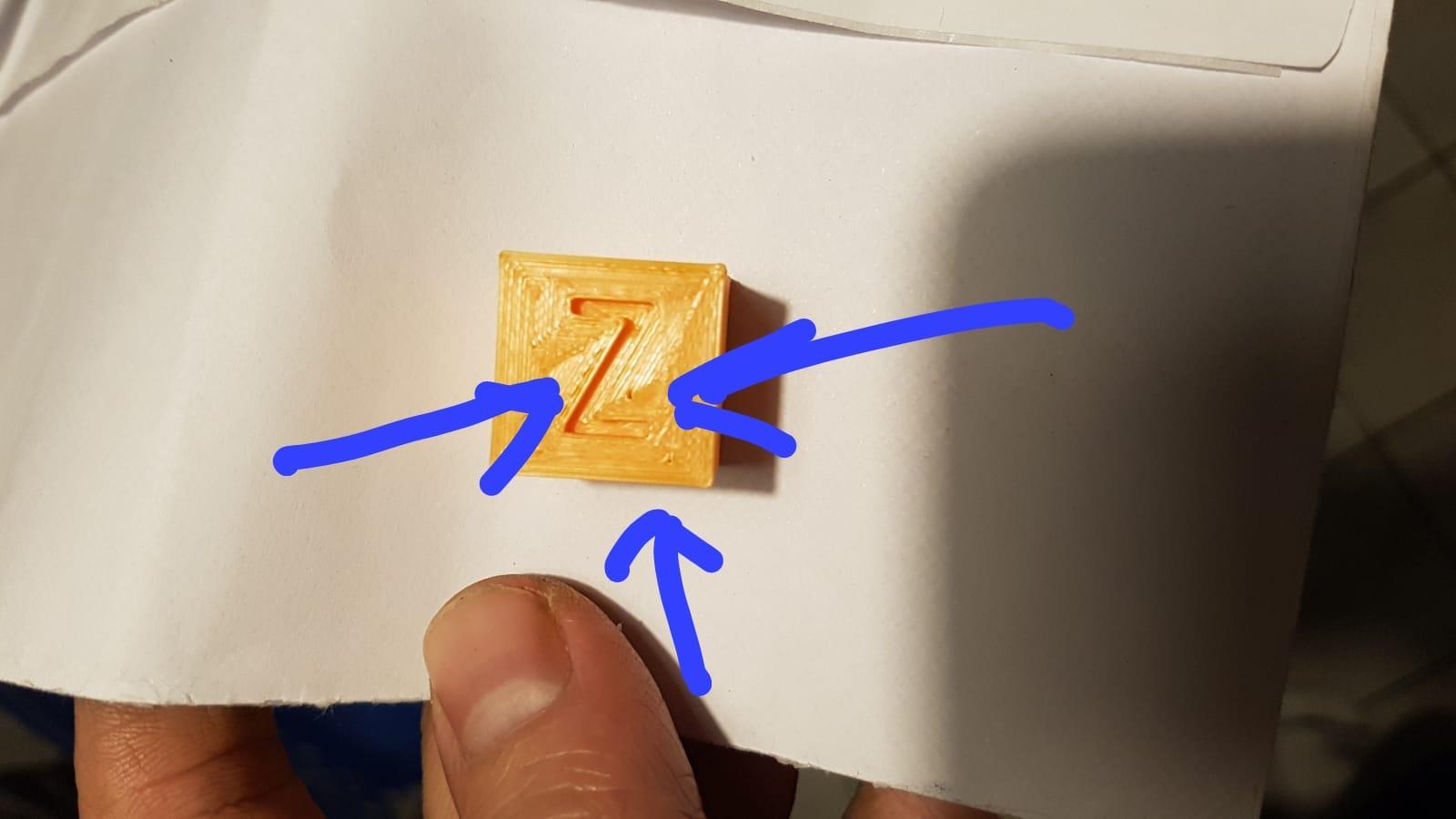
Ah ! prodondeur / diamètre mini - diamètre max 19,9 / 9,8-9,9 en X 20 / 7,8-9,1 (enfin cette valeur ne rime en rien là vu l'état de surface) en Z 19,8 / 9,6-9,9 en Y J'ai calibré l'extrudeur (j'avais 2% d'erreur d'origine) et mis mon flux à 93% (je remarque qu'il y a également une autre option de flux dans l'onglet expérimental de cura) pour avoir les bonnes épaisseurs de parois entre ce qui est voulu en 3D et ce qu'on a en réel. Mon filament a été paramétré pour du 1,72mm de diamètre de moyenne sous cura. Après je le mesure pas avant chaque impression. Dans mes réglages cura, j'ai 3 paramètres qui vont ensemble qui sont sûrement différents de ceux de monsieur tout le monde : chevauchement remplissage 90%, chevauchement coque exterieur 90%, nombre de ligne qui relie le remplissage 2. (obligatoire pour le moment de garder ces valeurs, autrement j'ai des trous sur ma surface Z entre mes lignes de coque et mes lignes de remplissage). Ou alors ça vient du fait que l'imprimante s'est peut être bloquée avant de commencer la couche par le cercle Z, j'ai eu des ralentissements et blocages inexpliqués de mon imprimantes hier suite à la configuration du PID depuis mon octoprint qui ne fonctionne pas bien. Je me demande si j'ai pas un soucis logiciel avec mon imprimante maintenant, et je ne sais pas comment tout remettre à zéro sans avoir un arduino ou autre.
-
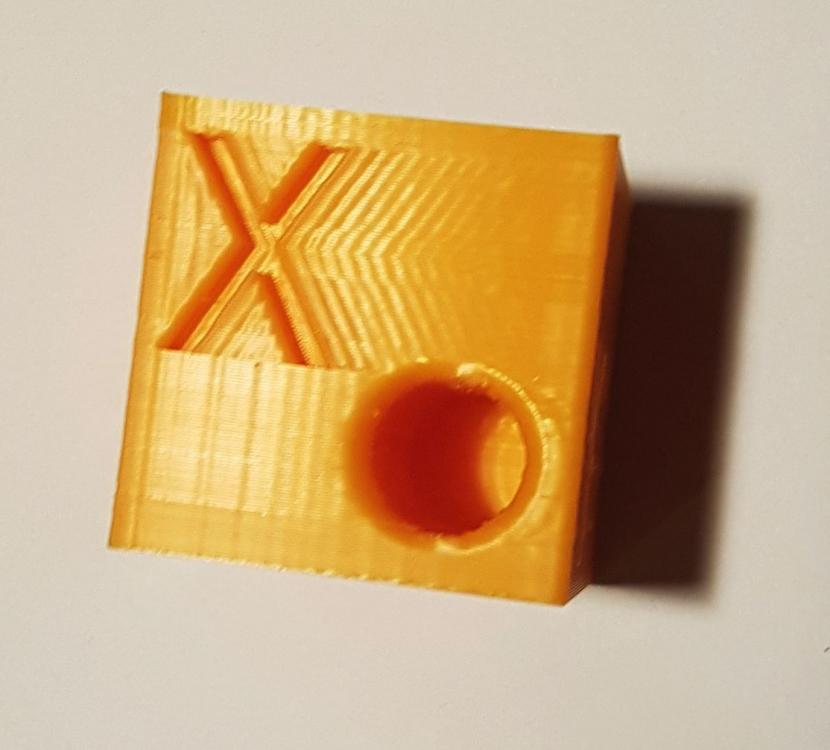
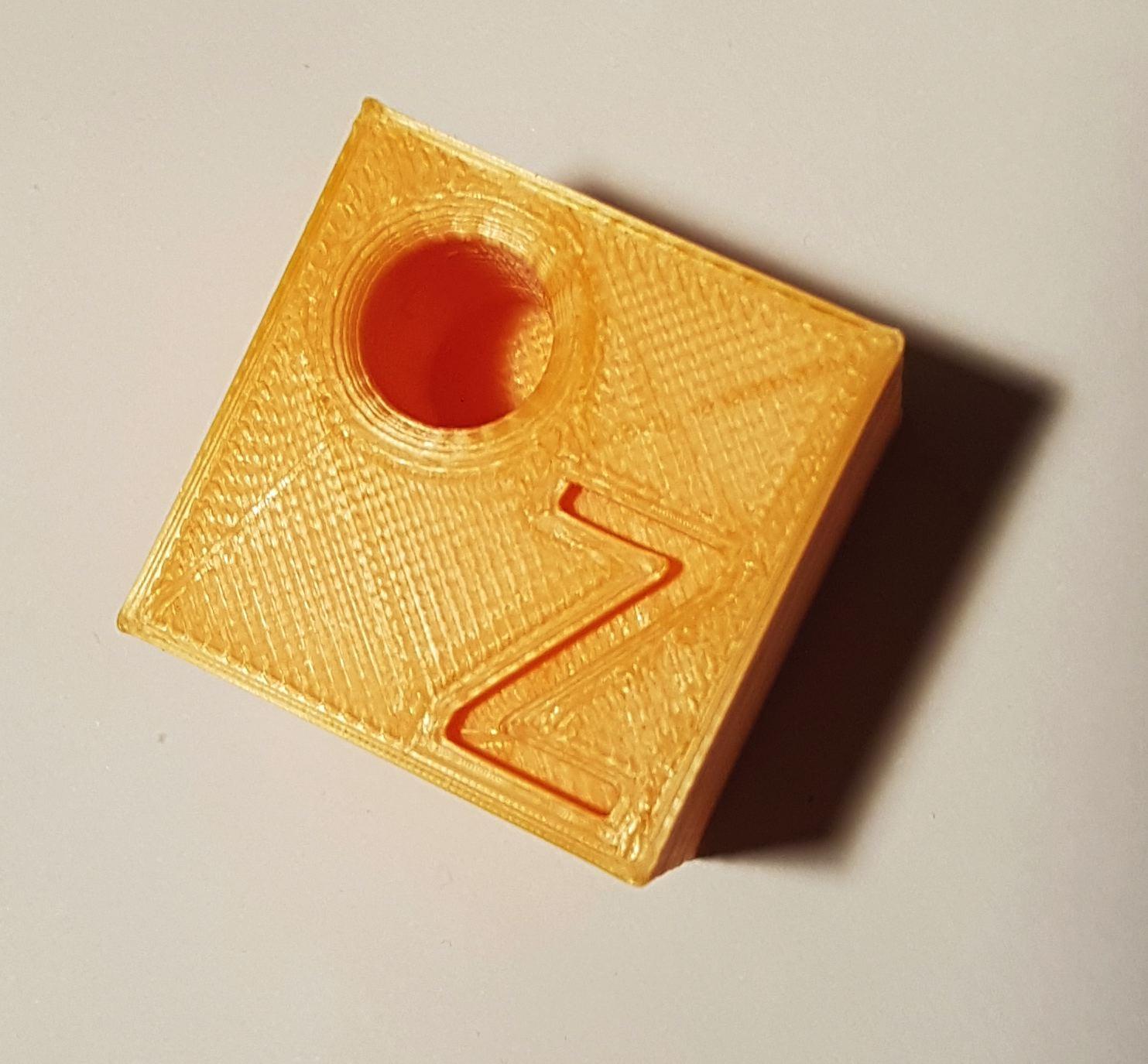
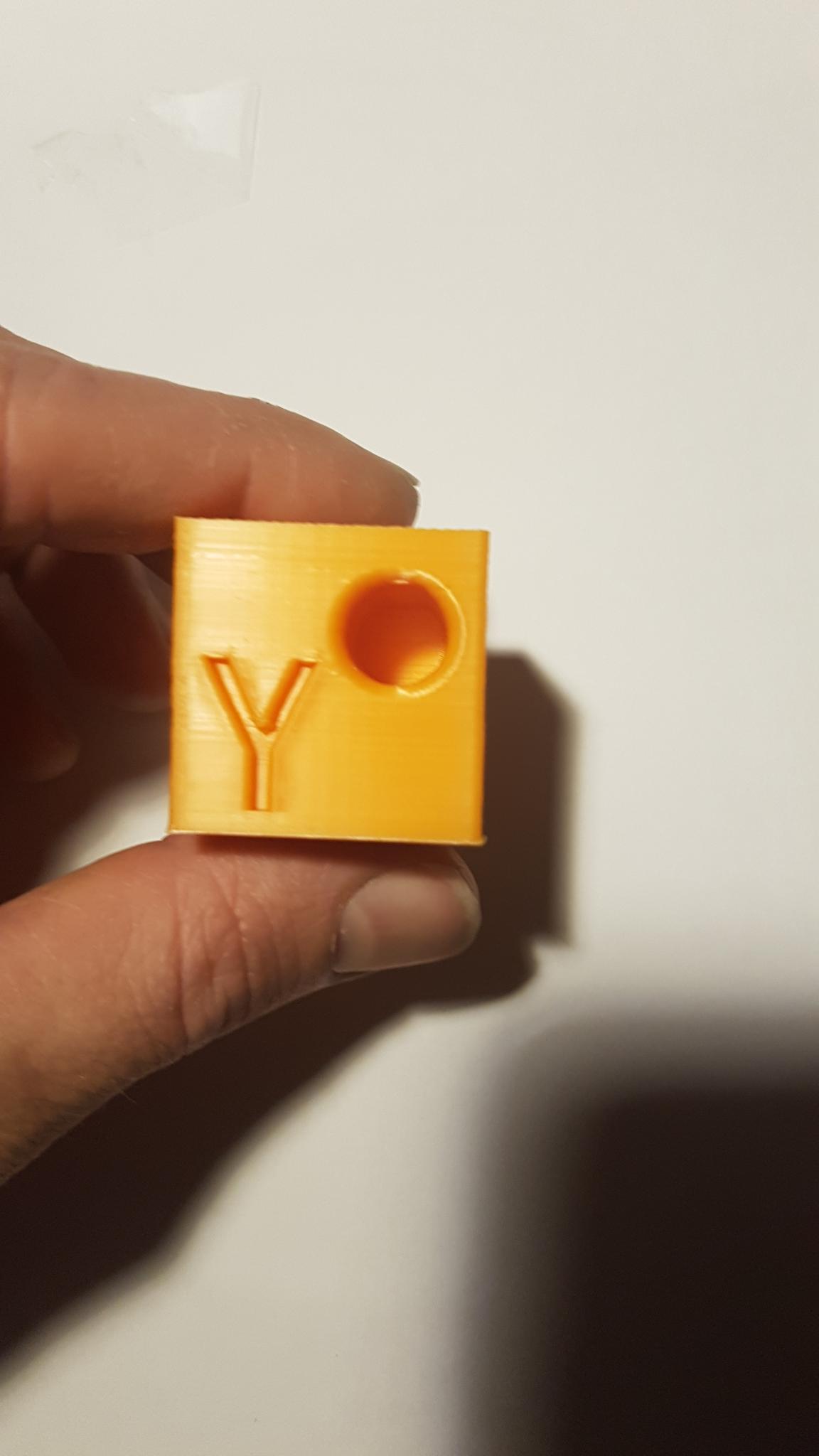
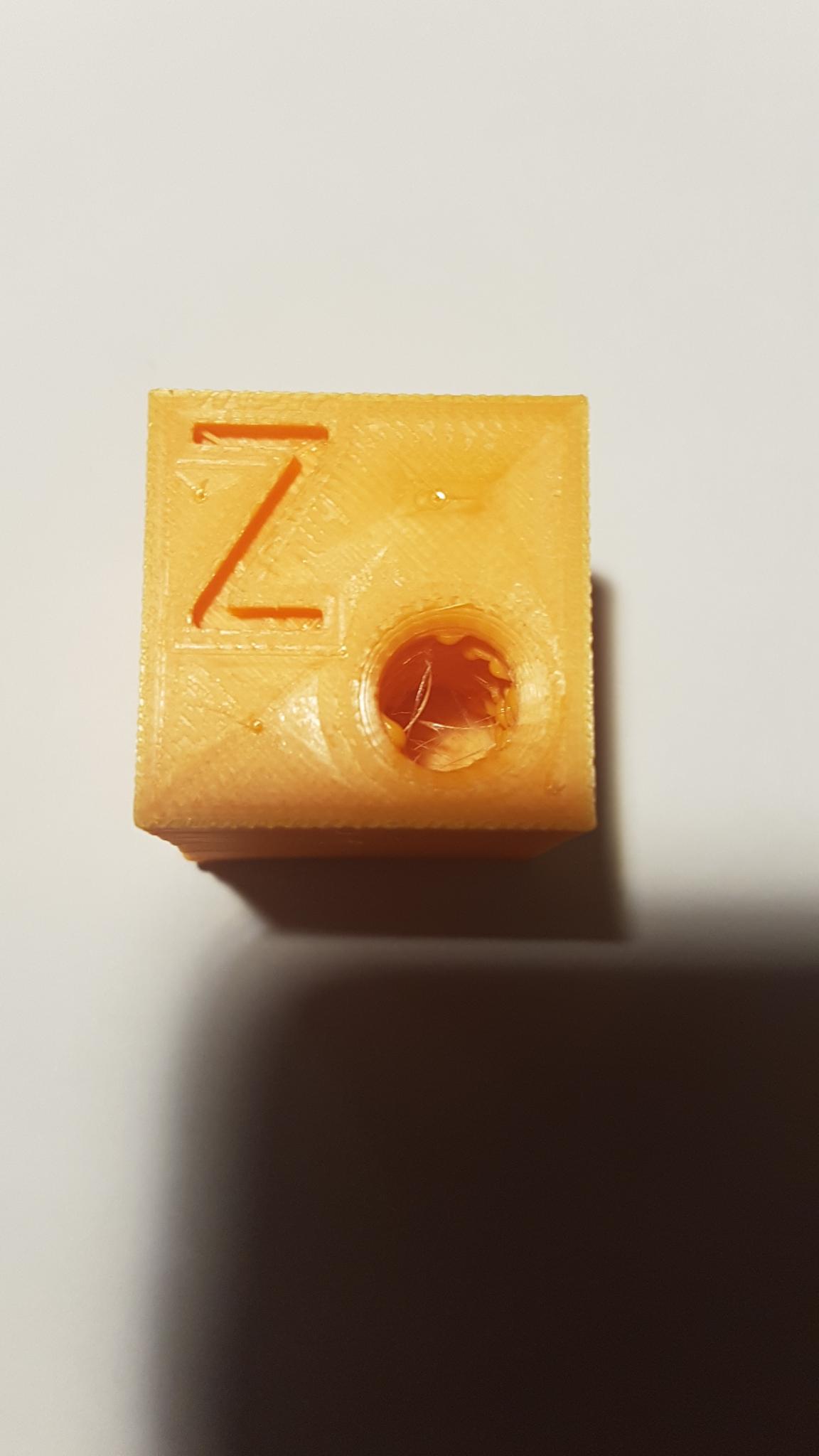
Voici mon essais, pour les cotes j'ai entre 30 et 30,1 en gros pour chaque axe. Parcontre j'ai un soucis de plafond moche en Y et Z et du stringing et boule de filament dans le trou en Z




-
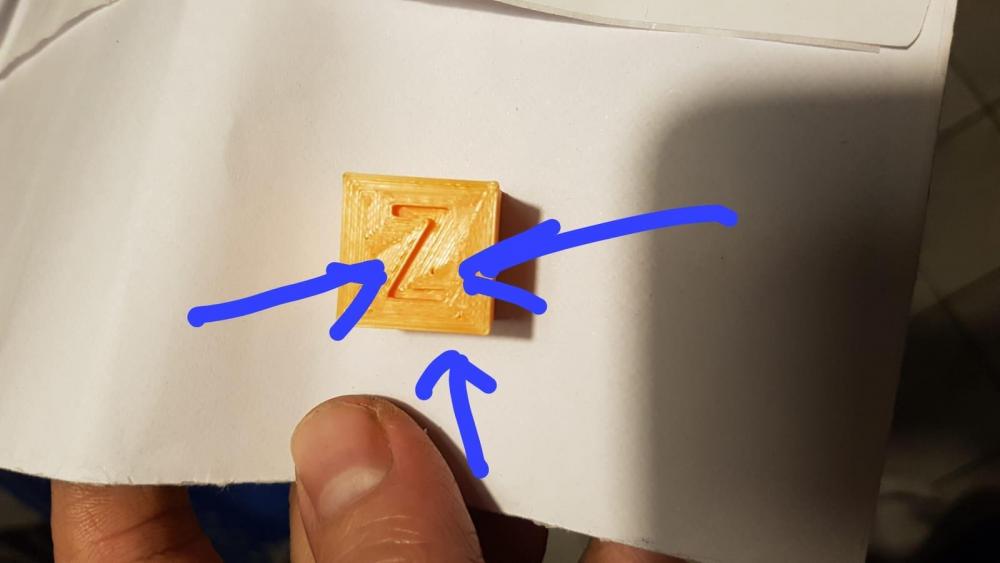
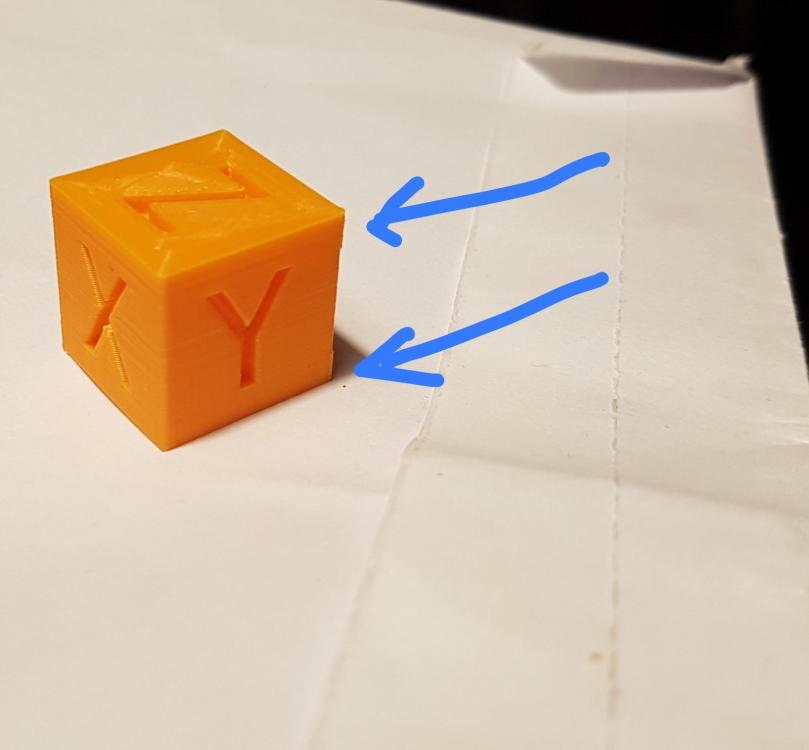
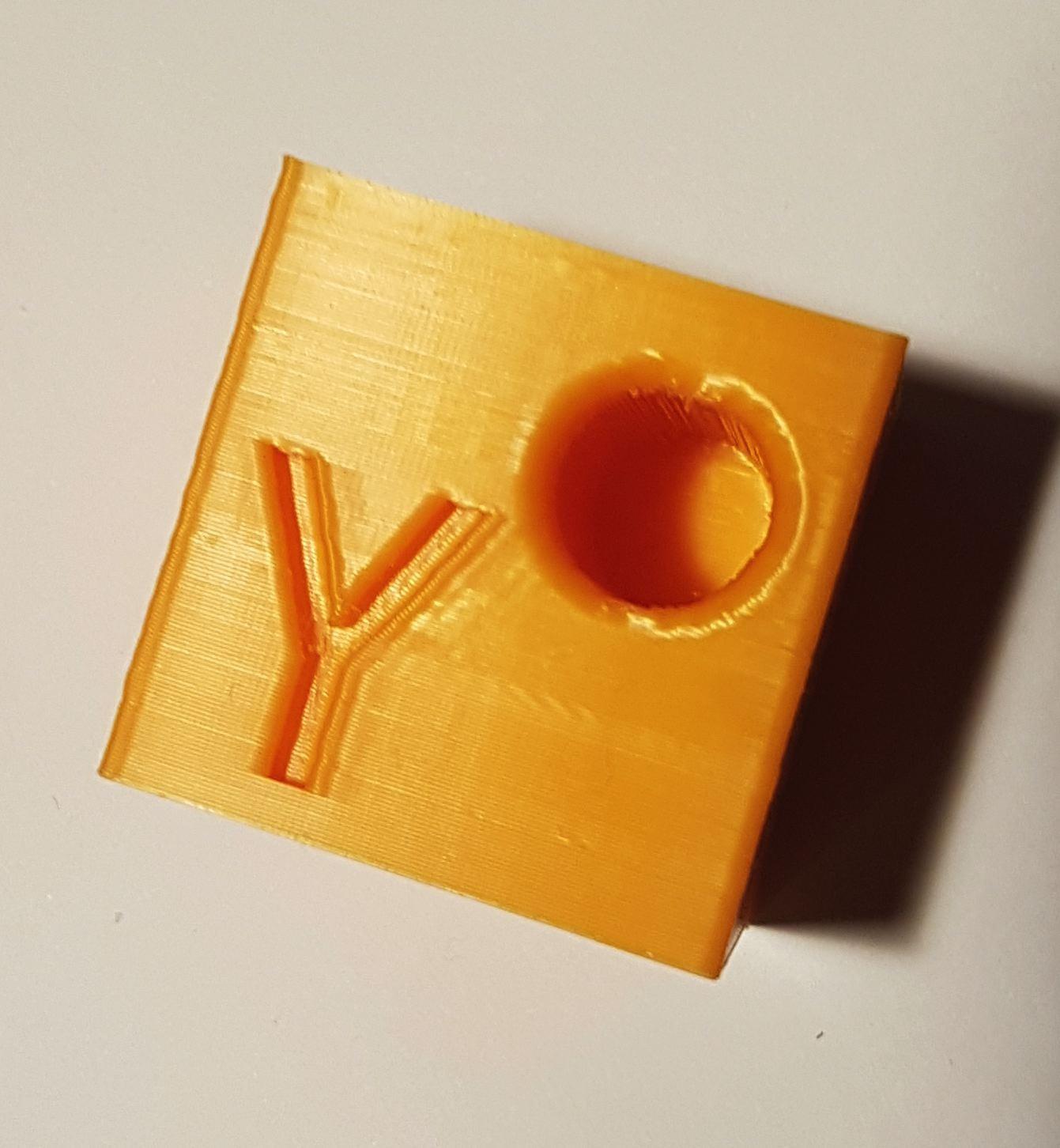
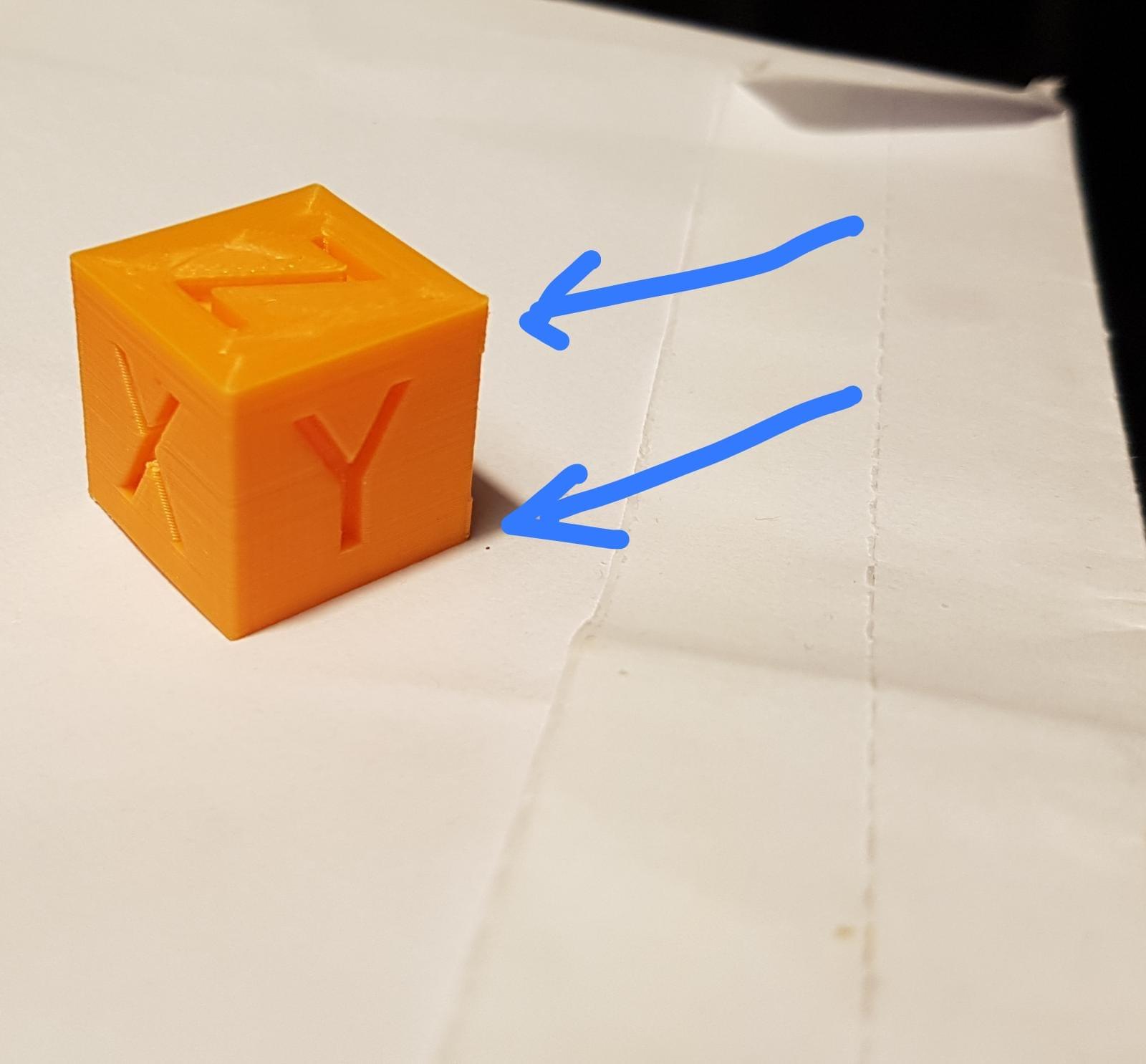
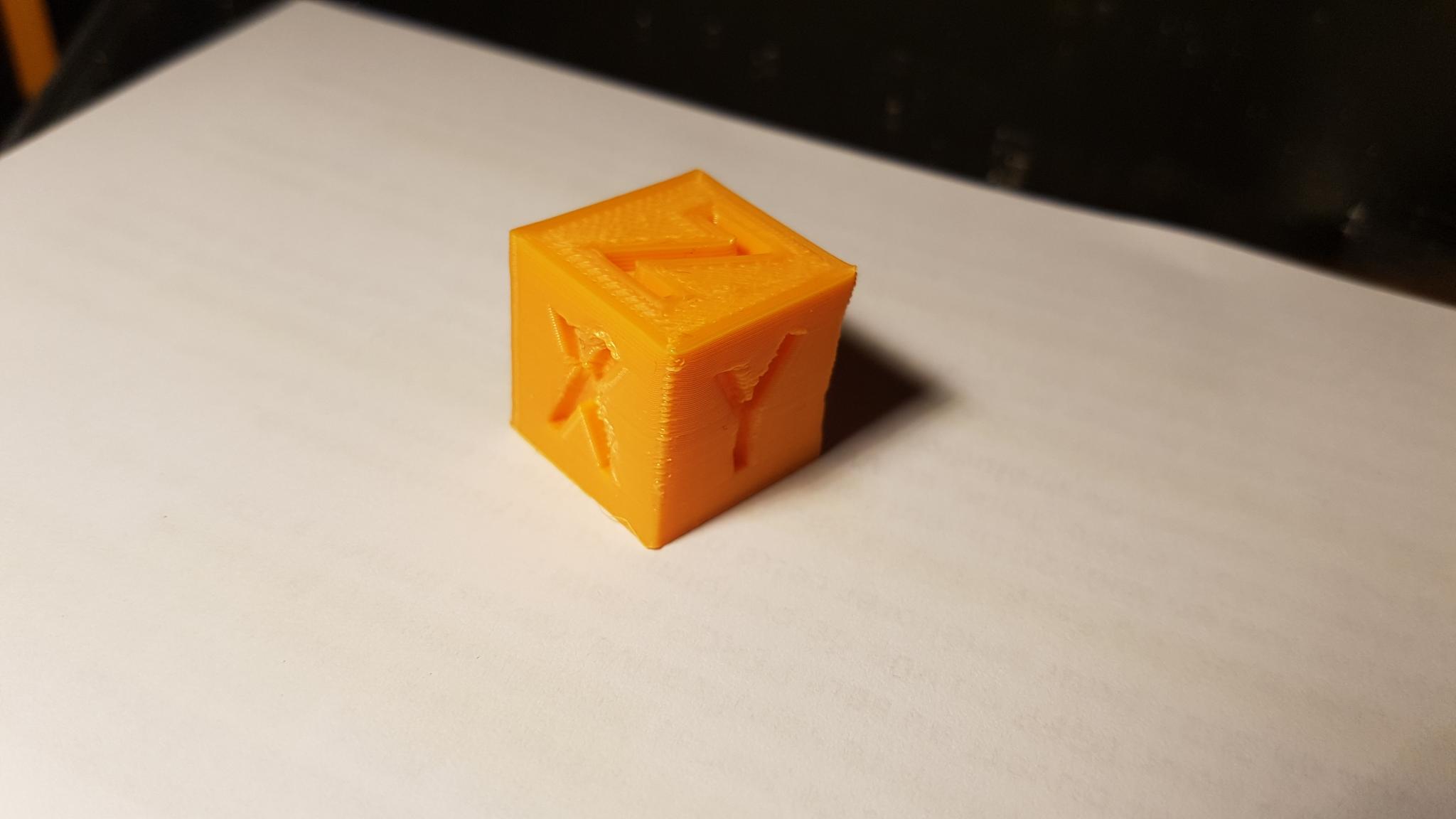
Nouveaux test : avec Cura 3.1 avec le profil d'un ami. Résultat : bien mieux que mon profil trop modifié, à force j'ai du me perdre. Bref, de retour sur Cura 3.5, avec profil d'origine (juste les températures de modifiées). Résultat : le plus beau cube depuis le début. A noter, quelque soit le profil, j'ai encore un défaut en Z (genre manque de chevauchement entre la coque et remplissage et donc j'ai des minis trous en Z) et le côté "Y" du cube, j'observe toujours un décalage du plastique (ça va trop loin, la largeur du cube au dessus et en dessous du "Y" est plus grande que au niveau du Y).
-
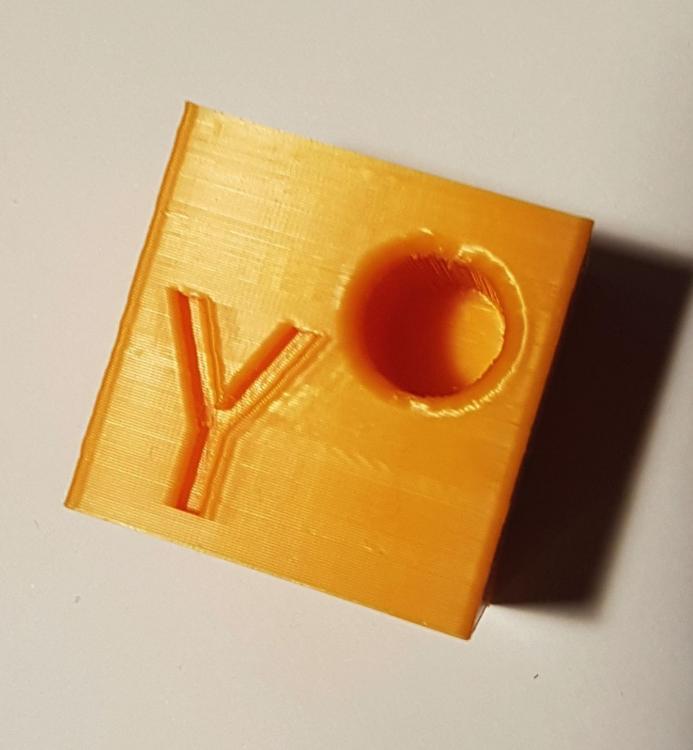
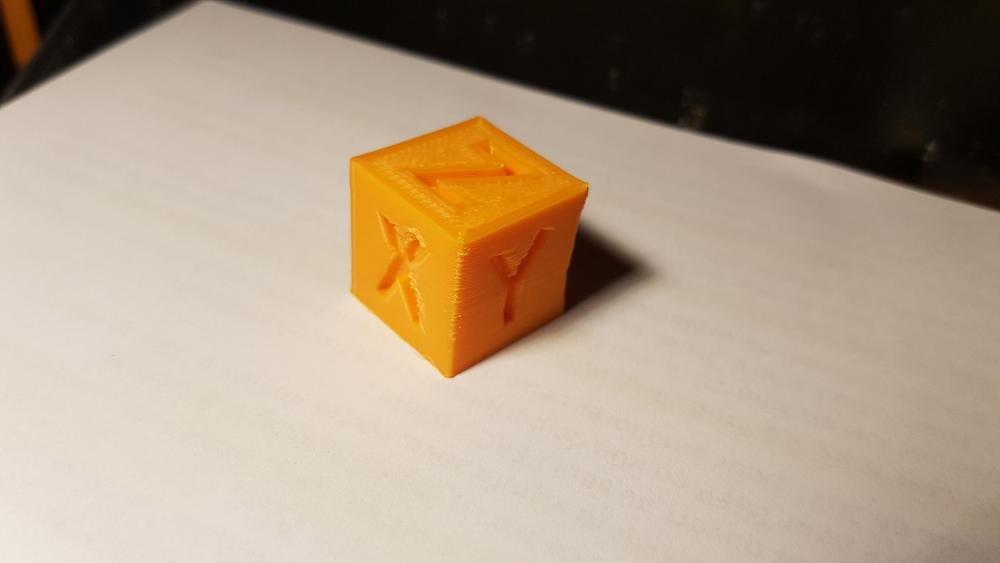
Voilà ma contribution, si vous avez des idées pour avoir des arêtes bien droites partout (là j'ai 2 arêtes franchement dégueu) et des lettres droites également... Filament: PLA+ sunlu orange saumon Buse: 0,4 mm Couche : 0,2 mm Température: 210° (55°) Vitesse: 60 mm/s Refroidissement : 0 % Accélération 500 mm/s Pas d'étirage Des idées pour le prochain test ? activer la ventilation peut-être ? Tendre plus les courroies ? autre ? EDIT : J'ai re-tendu mes courroies, mis dans le méplat l'une des vis de blocage des roues dentées des moteurs (j'avais serré fort mais sans forcement mettre en face, donc peut-être que j'avais du glissement). Côté cura, j'ai activé le refroidissement, décoché "ignorer les trous en Z", coché "activation des paramètres du pont" Je ne saurais pas dire lequel de ces paramètres à corrigé de pas mal mes soucis, mais je penche plus pour un soucis matériel que logiciel.
.thumb.jpg.ab4b7a96d9566206af5ba12063141493.jpg)
-
Je suis sous 3.4.1 (j'ai aussi 3.5 mais il m'a fait des soucis d'impression, le profil n'est pas le même bref, à revoir). J'ai déjà activé toutes les cases pour les paramètres (je vais en enlever une bonne partie pour plus de lisibilité, et une fois que je saurais ce dont j'aurais besoin le plus souvent). Ok pour le Gcode. Concernant l'accroche pour mes prints, mon miroir est poncé au grain 600, sur facebook ça parle plus de grain entre 100 et 200... J'en suis loin ! je vais donc re-poncer à plus gros grain ma surface. Autrement, le fait de mettre des contours + laque marche toujours sur de la petite pièce/pièce moyenne (pas essayé de grosse pièce encore). Ah et un bonus, le chat en situation : Je le referais, la queue s'est cassée (surement écrasée dans un sac à main...)

-
Je n'arrive pas à voir tes réglages sous cura (je suppose que ce n'est pas possible une fois que le logiciel fait un fichier pret à imprimer ?) Je serais intéressé de comparer avec mes réglages, pour voir sur quoi tu joues pour la différence de durée d'impression (je suis à 1h37 en réduisant le nombre de ligne paroi à 2, avec support bien entendu) ton filament est comme pailleté ou c'est la photo qui fait ça ?
-
La lumière comme le zoom sur la pièce oui (mais j'ai ce "soucis" sur d'autres pièces, je ferais des photos sur un autre topic je pense) WhatsApp Video 2018-10-01 at 00.03.17.mp4
-
Je suis le "créateur", j'ai juste utilisé un jeton de caddie que j'ai collé avec un chat tout fait (enfin j'ai fait un remix quoi) et je l'ai uploadé sur Thingiverse pour le fil ici ^^ Les défauts que tu peux voir sont donc bien ceux de ma pièce
-
Pour ça j'ai pas encore l'oeil je pense (ou plutôt je sous estime les capacités de la CR10 !) Concernant le ghosting, mon imprimante est sur un parquet vieillot (qui peut donc vibrer) et j'imprime en 60/30 niveau vitesse. https://www.thingiverse.com/thing:3129339 le stl est disponible ici si tu souhaites tester (j'en ai eu pour 2h07 d'impression je crois avec mes paramètres)
-
J'ai fait un petit test pour le moment sur une autre pièce (un jeton de caddie avec un chat) : j'ai mis une bordure, correction du Z, coupure ventilateur. Résultat : nickel (bon la pièce est petite, mais je suis convaincu !) A noter juste : j'ai tenté de regler le Z jusqu'à blocage total du papier, l'extrudeur fait des bons et sur le plateau le filament est transparent. A la moitié de la bordure, j'ai du descendre pas mal le plateau pour obtenir un beau trait de filament (peut-être encore un peu trop écrasé). Bref, il semblerait que le réglage idéal se situe un peu comme je réglais avant, mais il faut que je lève un peu plus le plateau. Je verrais bien à l'usage combien de 1/4 de tours seront nécessaires après la position "papier qui vibre en tirant dessus".



-
J'avais lu un article là dessus justement, je ne trouvais pas dans cura l'option. En fait, soit on choisit d'avoir une jupe, soit on choisit d'avoir une bordure, mais je n'ai pas trouvé comment avoir les deux options pour une impressions (peut-être parce que dans la bordure, il y a un peu de l'option jupe au final). Quoiqu'il en soit, ça me semble une bonne idée pour mon futur essai !
-
6mm soit 15 lignes ? ou alors 6 lignes pour la jupe ? Quel est l'intérêt d'avoir autant de ligne si au bout de 2 lignes le filament est déjà régulier ? Je ne suis pas à l'économie de temps et de filament, j'ai pu le découvrir récemment (et j'ai perdu totalement le temps et la pièce était bonne à aller à la poubelle !) Ok pour les disques, je prends note (je vais utiliser du PETG prochainement justement) Je vais suivre vos conseils et couper le ventilateur pour l'impression.
-
Pour le moment je ne souhaite pas "investir" dans une surface d'accroche, je cherchais une solution qui ne s'abime pas dans le temps (même si pour le coup, moins efficace). J'avoue avoir déjà vu (et revu) tes schémas bosco mais sans loupe j'ai du mal à cerner l'écrasement du filament (alors que sur l'anet A8 de mon ami, on pouvait régler les Z à l'oeil). J'utilise toujours une jupe pour mes pièces (2 tours minimum). à mettre directement sur la pièce 3D aux coins ? (genre pour le support bandeau led) ou alors c'est une option dans cura ? J'avoue ne pas du tout gérer le paramètrage des ventilateurs, si je coupe celui qui souffle sur la tête de buse ça va améliorer la tenue ? pourquoi alors s'embeter à refroidir d'origine ? Concernant les supports, je n'ai pas mentionné de soucis particulier à ce niveau (j'en utilise dès qu'il y en logiquement besoin) en zigzag ou en ligne (pas encore décidé ce que je garderai comme type de support. Je note cependant le conseil pour les plafonds de support, qui peuvent être utiles je pense pour la poignée du presse agrume que je souhaite réaliser. Merci pour vos remarques intéressantes.
-
Perso chez moi la fonction pause ne fonctionne pas (impossible de reprendre après où ça en était). J'ai tenté de couper à l'alimentation, il me propose de resume au démarrage, mais il semble recommencer la pièce à zéro lol. A creuser pour moi !
-
Bonjour, Je lisais le forum jusqu'à maintenant ou j'ai décidé de ne plus me taire ! lol Je suis sur une CR10S 30x30 et j'ai des projets en tout genre (réparation, pièces moto etc...). Quelques bases en logiciel 3D, j'utilise fusion 360 qui me convient pas mal. A+ sur le forum
-
Bonjour à tous, J'ai pour le moment qu'une petite expérience de l'impression 3D avec ma CR10S (un ami m'a initié les bases pour cura/réglage du Z etc). J'ai réussi à faire des pièces techniques (enfin de la création 3D à l'impression) mais dès que j'attaque des modèles assez volumineux téléchargés sur thingiverse, j'ai un soucis de warping (ou ça se relève au extrémité, ou comme dernièrement la pièce se décolle carrément). Pour le plateau, j'ai un miroir de chez ikea, je règle le plateau avec des grandes roues. Le plateau a été poncé au papier de verre 600 (c'est peut-être pas suffisant ?) en X pendant 5 min sur toute la surface, et j'utilise de la laque à cheveux (ou de la colle en bâton, pour de la petite pièce, le résultat semble meilleur, et ça pue moins). Le plateau est nettoyé (eau chaude) puis passé à l'acétone avant de mettre de la laque/colle. Je règle les 4 Z le plateau chaud (je fais en sorte que le papier coulisse entre la buse et le miroir, en emmetant une petite vibration en coulissant). Je fais un auto home ensuite, je débloque les moteurs, et je refais l'opération 2 fois encore pour affiner. J'ai déjà utilisé du scotch double face (tissé), mais c'est une horreur à décoller et pour le nettoyage (et ça n'a pas empêché un très léger warping) de la pièce/bed/spatule. J'ai ce soucis pour les deux filaments utilisés (dont un qu'utilise mon ami sur sa CR10) : - sunlu PLA+ orange (bed 55°C, buse 210°C) - ice filament PLA noir (bed 60°C, buse 200°C) Les pièces qui me donne du "fil à retordre" : https://www.thingiverse.com/thing:2765441 (quand ça fait les grandes longueurs pour la première couche, le filament ne colle pas, ou a un moment ça courbe, et la pièce possède le "blaze" du créateur je pense, sur la première couche, donc j'ai le droit à un beau pâté à ce niveau... bon ça se modifie me direz vous, mais ça ne règle pas mon problème pour toutes les pièces). Pièce tentée 3 fois (deux fois à la laque, une fois à la colle bâton) https://www.thingiverse.com/thing:1058165 celle là j'ai eu une impression correcte pendant 1/2h, et en regardant ma caméra j'ai vu que quand la buse imprimait d'un coté, l'opposé de la pièce se décollait (10 min après, j'ai retrouvé ma pièce à l'autre bout du plateau). Cette pièce est pour le WAF, il faut absolument que j'arrive à la produire lol Quelques photos de la pièce vue du dessous (pas terrible j'ai l'impression): vue du dessus : vue de côté : Densité : 100% Résolution : 0,2 (pièce donnée pour 10h40 environ avec mes paramètres cura) Autre chose : j'imprime toujours avec une jupe (2/3 lignes) histoire que le filament soit propre pour la pièce, et il m'arrive de virer (couper à la pince) les filaments (de déplacement ou non prévus) qui risquent de se mettre dans la zone de la pièce à imprimer. Je suis donc toujours derrière l'imprimante au lancement de l'impression. J'ai surement oublié de vous donner des informations, n'hésitez pas à me questionner si besoin !








.jpg.cca99fc1aed6a19ac507c2b53630a727.jpg)








