bemo47
-
Compteur de contenus
85 -
Inscrit(e) le
-
Dernière visite
Récompenses de bemo47
")





-
Pilotage imprimante 3D à distance
bemo47 en réponse au topic de bemo47 dans Discussions sur les imprimantes 3D
et finalement oui c'était pas très compliqué, tout est installé sous windows et ça fonctionne très bien !!! merci beaucoup -
Pilotage imprimante 3D à distance
bemo47 en réponse au topic de bemo47 dans Discussions sur les imprimantes 3D
Ahh merci mais j'ai beau regarder ces solutions alternatives, je ne vois rien sur windows.... Donc je suis condamné à installer python en fait... Bon je vais bien y arriver..... -
Bonjour, Je viens d'installer mon Alfawise U20 chez un copain pour qu'il s'initie à l'impression 3D mais moi je la pilotai via Octoprint sur un Pi3, et chez lui on aura pas de Pi donc je cherche une solution qui fonctionnerai directement sur Windows avec les mêmes fonctionnalités que celles de Octoprint. J'ai vu aussi qu'Octoprint peut être installé sur Windows, mais il faut Python et j'arrive pas à trouver comment on fait ça.... J'ai peur que ce soit une usine à gaz, donc s'il y avait une autre solution native windows, ou au moins qui fonctionne en natif sous windows ce serait pas mal. Merci de vos idées ou suggestions....
-
ok, merci de vos retours, et pour une différence de 4 ou 5 euros, je pense que je vais commander ici, mais ils se ressemblent tous effectivement..
-
Bonjour, même question pour moi, je voudrai monter à 100° ou au moins à 90° et je plafonne à 80°. Donc je vois qu'un isolant sous le plateau aide grandement à monter en temp, ok... Mais pour quoi pas simplement un isolant de ce type ? Isolant Comme ça on fait juste des trous assez grands pour que les ressorts de support passent et appuient bien sous le plateau comme normalement, et on bénéficie de l'isolant partout ailleurs. Le liège est il vraiment nécessaire ? Mais on peut aussi faire les deux, dans ce cas pour éviter les pb de levelling ensuite, je mettrai le liège d'abord au contact du plateau, puis cet isolant sous le liège, et toujours avec des trous dans les deux pour que les ressorts viennent appuyer quand même sur le plateau d'origine. Pensez vous que ça soit une bonne démarche ?
-
ok, mais pour celui là aussi il est dit bed à 60°-90°, ça laisse de la marge, par contre l'extrusion reste a température normale... comme le PLA moi j'arrive pas à chauffer le bed à plus de 80°, et la U20 est donnée pour 100° max de toutes façons ça colle bien au début, mais invariablement ça décolle après qques couches, il y a toujours un endroit ou ça décolle... pas top jusque là... et soud S3D sais tu quelle vitesse il faut réduire ? il y a plusieurs paramètres qui parlent de vitesse, certains sont en pourcentage, je sais pas trop ou régler... idem pour désactiver la rétraction...
-
Bonjour, j'ai commandé une bobine de FLEX chez ICE, et je voulais tester le résultat. Mais je m'aperçois (un peu tard), que les paramètres d'impression sont assez contraignants, notamment pour ma U20. Temp du bed à 100° !! et temp extrusion entre 220 et 260.... La U20 est elle vraiment capable de gérer cela ? Avez vous déjà expérimenté ce filament FLEX ?
-
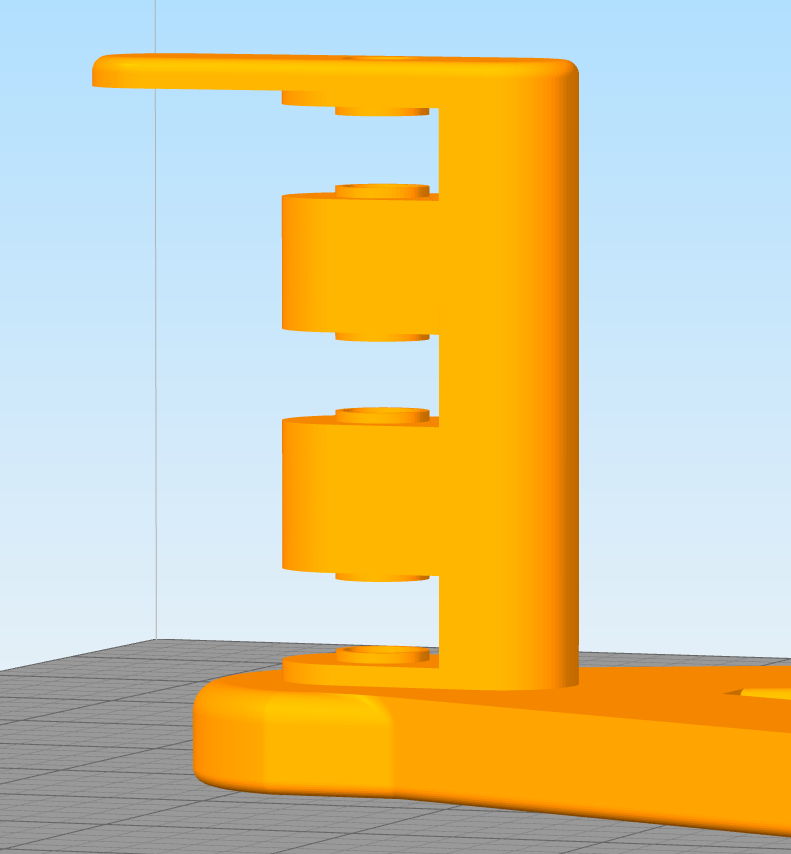
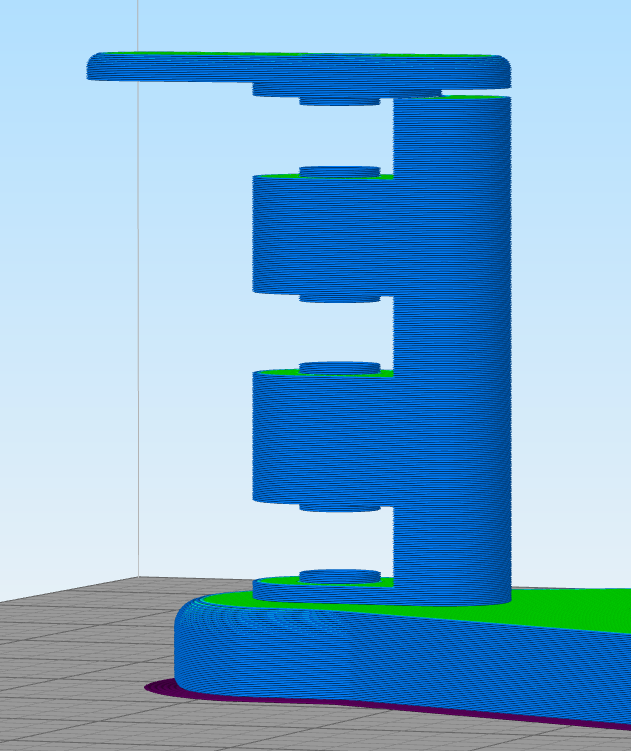
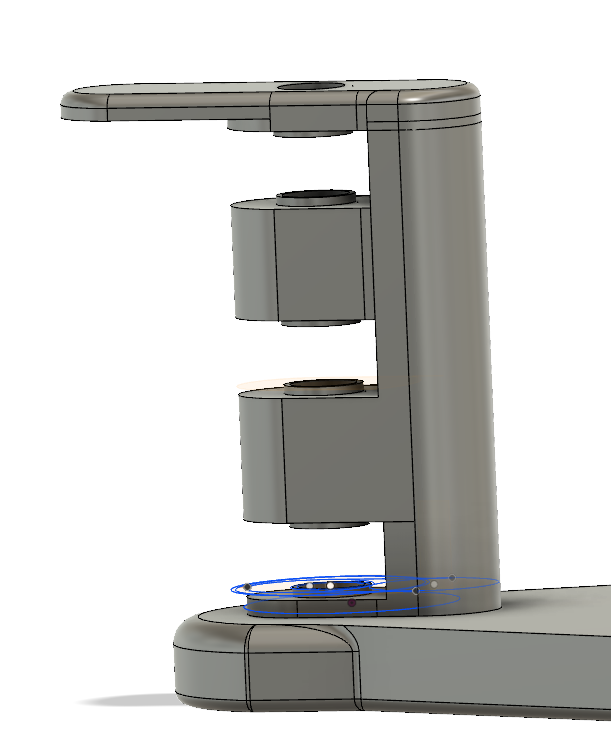
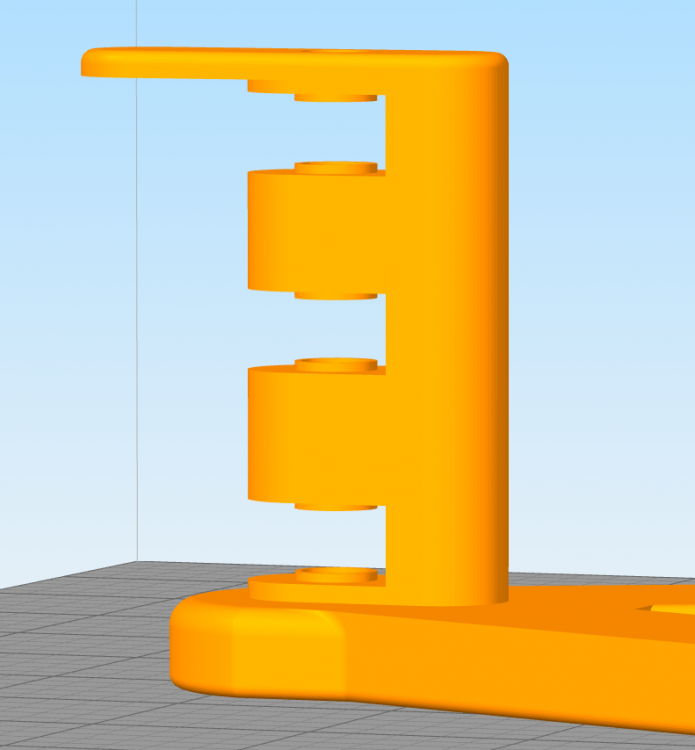
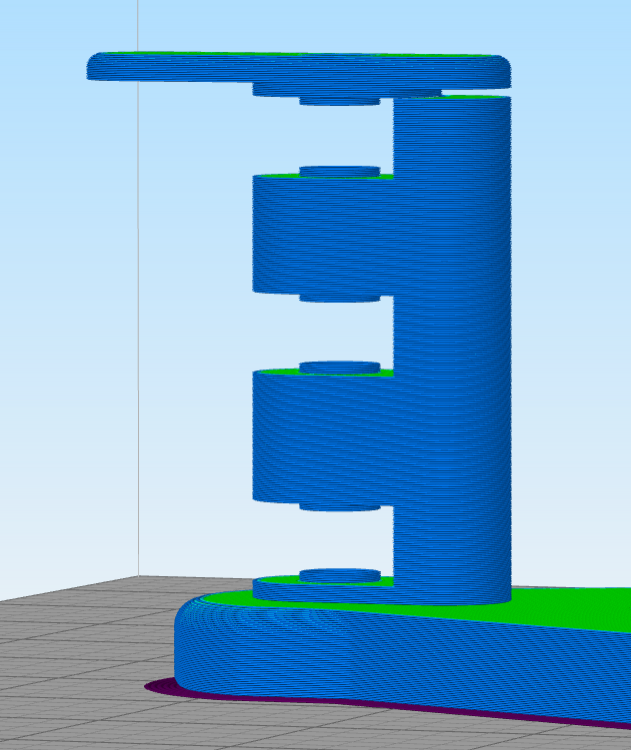
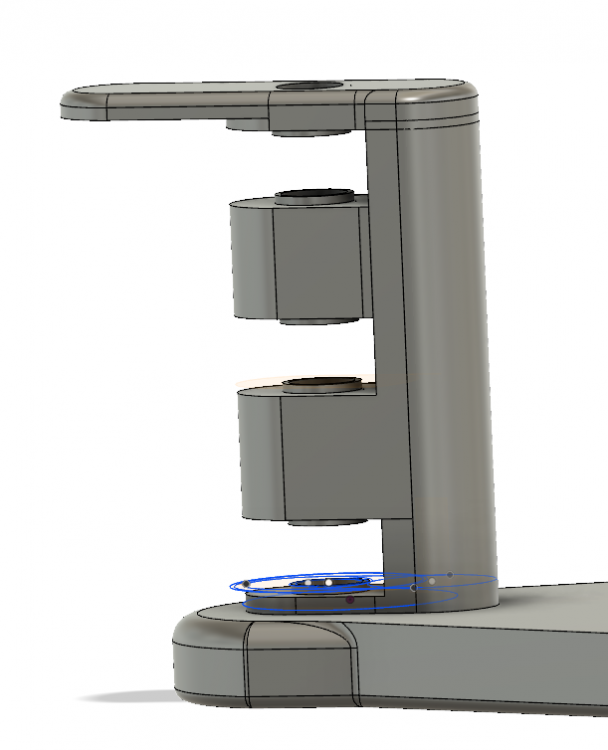
je viens de terminer un modèle, mais au moment de le slicer avec S3D il y a une zone vide qui apparait. Je mets des capture d'écran pour montrer. avant de slicer après slicing, supports enlevés pour bien voir et dans Fusion, le modèle d'origine je ne comprends pas pourquoi il fait ça...
-
Bonjour, quand on fait une conception un peu complexe, à force d'entasser des sketches, fusion finit par ramer comme un malade voire planter.... je me dis qu'il doit y avoir une tactique simple pour de temps en temps supprimer certains éléments devenus inutiles et lui permettre de ne pas avoir à gérer tout une liste d'actions empilées depuis le début. savez vous comment on peut faire ça ?
-
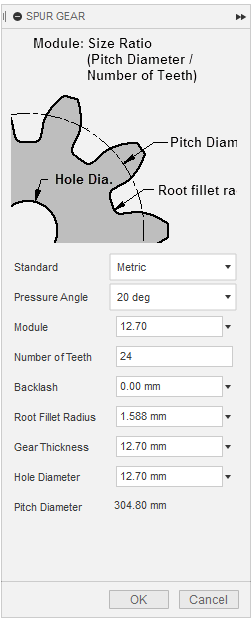
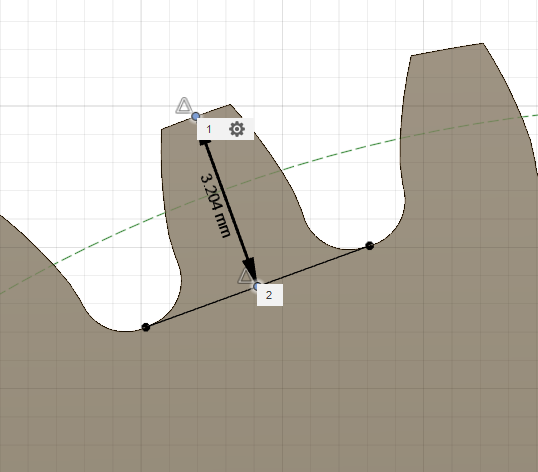
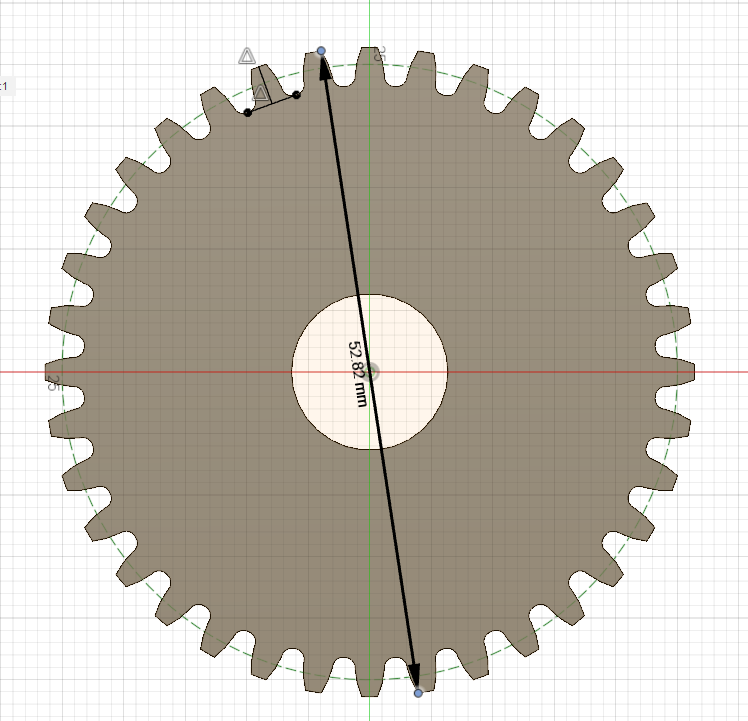
ah les documents pleuvent... merci beaucoup... dans mon cas, je pars d'un diamètre qui sera fixé à l'avance, disons 30 cms pour la crémaillère et 5 cms pour le pignon d'entraînement. je comprends que une donnée de base d'un pignon c'est le module (m), et qu'il doit être le même pour les 2 pignons. que le diamètre d = nbre de dents (Z) x module... d = Z x m plus le module est faible, plus les dents sont grosses et moins nombreuses. je veux aussi des dents qui soient d'une hauteur d'au moins 3 voire même 4 mm, il me semble que ça garantira mieux l'entraînement si jamais la crémaillère variait légèrement dans sa hauteur au dessus du pignon d'entraînement à partir de là je crois que j'ai les bases.... je dois trouver les bons résultats surtout avec le add-in de fusion qui dessine l'engrenage tout seul mais qui n'a que deux variables, module et nombre de dents, le diamètre étant la résultante de ce deux valeurs. et voilà un exemple dessiné par le add-in, diamètre 52, hauteur 3.2 avec 36 dents et un module de 1.39 simple .................. pffffff.......................... plus que la crémaillère à dessiner
-
ah c'est sympa, je regarde....
-
au final j'ai bien réussi à créer mon ressort avec un bout qui se termine par une réduction en cone....
-
Bonjour, Je voudrais modéliser un pignon et la crémaillère qui va avec sous Fusion mais je suis loin d'y être arrivé. Il y a un add-in qui calcule des engrenages automatiquement, mais de là à maîtriser le diamètre du pignon obtenu et que les dents du pignon soient compatibles avec les dents de la crémaillère, ça j'y arrive pas du tout. Précision, la crémaillère peut être assimilée à un autre pignon car elle est courbe, c'est en fait une fraction d'arc de cercle, c'est pour motoriser une monture de télescope. Le diamètre du pignon d'entraînement devrait être de 50mm alors que le rayon de ,la crémaillère est d'environ 30cm ou 40 cm, encore à vérifier exactement. Comme ce serait des dents imprimées en 3D et pour l'instant en PLA, ce qui n'est pas le meilleur choix, il faut des dents assez profondes pour une meilleure tenue, je pense, disons 3 à 4mm de profondeur. Qui serait assez connaisseur pour me donner les quelques clés pour dessiner ça, même hors Fusion, je pourrai ensuite reproduire le résultat en important le dessin. Merci par avance...
-
ah je crois que je suis arrivé à splitter en deux, mais bizarre... je pense qu'il faut que suive quelques tutos pour apprendre un peu plus à utiliser fusion....
-
merci mais je dois manquer de beaucoup de bases car je n'y arrives pas je sélectionne les 2 points mais il fait une erreur. Je pense que mes deux morceaux ne sont pas sur le même plan exactement, donc pour être sûr qu'ils sont bien alignés, je tente un split body pour couper le ressort en deux puis faire le cone sur un des morceaux mais là non plus, le split body je ne m'en sors pas....