Killwin
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Killwin
-
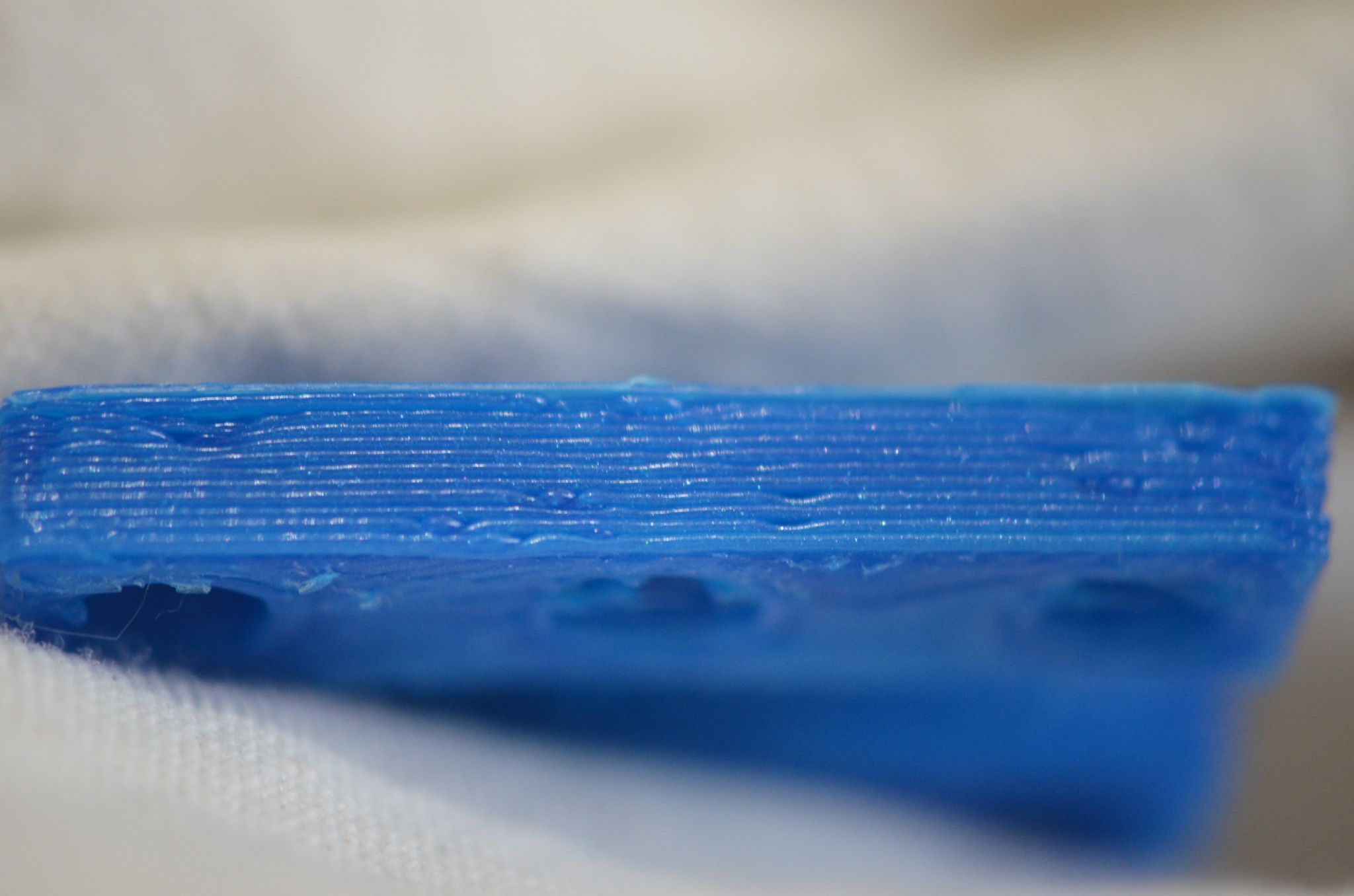
Problème de vaguelettes entre les couches extérieures
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
Bonjour, J'ai baissé le perimeter speed à 30, et surtout Layer Height de 0.45 à .3 pour rapprocher les couches. J'ai dû baisser la température de 210 à 205 degrés car le PLA finissait par gonfler au bout de 40 minutes. J'ai une impression quasi parfaite, mais ça me convient très bien. -
Problème de vaguelettes entre les couches extérieures
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
Voici une photo, une image de près c'est pas beau :
-
Problème de vaguelettes entre les couches extérieures
Killwin a posté un sujet dans Le coin des Cubiques
Bonjour, Je me suis monté une Hypercube Evo I en 2018. Mais les pièces se sont usées et cassées. J'avais réparé à coup de scotche et de colle chaude, puis j'ai fais évoluer l'imprimante avec la tête de la Hypercube Evo Ngen et d'autres pièces redessinées pour s'adapter à la version I. 2 ans plus tard, j'ai redessiné des pièces qui n'étaient pas suffisemment solides à cause des horribles écrous à dents. J'ai imprimé toutes les pièces usées et tout nettoyé. Aujourd'hui je suis très content, elle imprime mieux et avec précision. Cependant j'ai toujours des vaguelettes entre les couches extérieures. Dois je jouer d'abord sur la vitesse d'impression ou sur l'épaisseur des couches afin d'avoir une adhérence meilleure ? Sur Slic3r j'ai ces paramètres : Perimeters : 40 mm/s small : 15 mm/s external : 20 mm/s Infill : 60 mm/s solid : 30 mm/s top solid : 25 mm/s gasps : 20 mm/s Bridges : 30 mm/s Support material : 50 mm/s interface : 100% Dans Extrusion width, j'ai tout qui est à 0.42 mm (j'ai une buse 0.4) Les ventilateurs des deux becs qui refroidissent le PLA tournent à 100%, le ventilateur qui refroidit la hotend est à 100% : S106 S255 Température du PLA : 210 degrés. Merci d'avance -
buse bouchée au bout de 3h d'impression
Killwin en réponse au topic de Killwin dans Paramétrer et contrôler son imprimante 3D
Merci pour ces deux pistes, je vais privilégier l'idée de la rétraction, je n'y avais pas songé. En effet, j'avais augmenté la distance de rétraction il y a longtemps (je ne sais plus pourquoi), je viens de regarder, elle est de 4mm, c'est trop non ? J'essaie avec 2mm ? Je garde à l'esprit l'histoire du ventilateur, je le changerai s'il le faut. -
buse bouchée au bout de 3h d'impression
Killwin a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Ma config : J'ai une Hypercube Evolution (projet open-source) Marlin récent - Arduino , je travaille avec Slic3r pour exporter mes gcodes J'ai démonté et un peu upgradé mon imprimante récemment, les résultats sont meilleurs mais j'ai un nouveau problème. Au bout de trois heures d'impression ma buse se bouche parfois. Si je suis à côté, je soulage la pression en reculant manuellement le filament et ça repart normalement une vingtaine de minutes. Du coup je ne peux pas trop faire de tests car le phénomène se produit qu'au bout de trois ou quatre heures d'impression. Je suis monté désormais à 206 degrés (à 200 ça se bouchait fréquemment et au bout d'une heure d'impression) Mon fan speed est à 100% tout le temps Bridge Flow Ration = 0.95 Extrusion Width (débit d'extrusion) : tout est à 0.42 mm Je ne sais pas trop sur quel paramètre jouer, diminuer un peu le débit d'extrusion ? PS : mon PLA est une bonne marque Merci d'avance pour vos idées et vos aides -
Changement de marque de PLA = problèmes
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
Je dois absolument monter la bobine sur roulement, ce qui n'est pas le cas. En tout cas j'ai imprimé parfaitement ma pièce de 4 heures. Le problème venait du frottement trop fort entre la bobine et l'axe. Vu que ça fait un an que j'ai pas de problème avec une vitesse à 61%, j'ai tout de même monté la vitesse à 80% avec une température à 200°C pour la buse, et les pièces restes plutôt jolies. Il existe des réglages de vitesse du ventilo de Hotend en fonction de la vitesse du chariot sous Slic3r. (A mes débuts, ça m'avait fait fondre mon chariot ) Je suis tout de même surpris que t'imprimes à 190°C, surtout avec le ventilo de Hotend à 100%, je vois partout du 205°C ou du 210°C. Je vais essayé ton réglage pour voir ce que ça donne. -
Changement de marque de PLA = problèmes
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
A 61% c'était bien celui qui refroidissait la Hotend, je suis en bowden. Je lis un peu partout des températures de PLA à 210 °. Je vois que c'est possible d'imprimer correctement à 190 °. En ce moment ça fait 1h30 que ça imprime très bien, je crois avoir trouvé la source du problème. Mes nouveaux paramètres sont tout de même : buse à 206 ° ventilateur à 80% retract à 3mm Mais surtout, la différence entre la nouvelle bobine de PLA et l'ancienne c'est tout simplement que la nouvelle bobine est bien plus lourde, puisqu'elle est neuve ! Du coup l'extrudeur devait avoir des ratés invisibles et le filament ne devait pas pousser suffisamment. Je suppose que ça conduisait à cuire au bout de 20 minutes le PLA. En ce moment je donne régulièrement du mou en déroulant la bobine pour ne pas solliciter l'extrudeur. Je dirais demain si la pièce (4 heures d'impression, je dois me lever tôt demain matin) a été correctement imprimée. -
Changement de marque de PLA = problèmes
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
J'ai le petit ventilateur de la E3D-V6 dessus. Je viens de lancer une nouvelle impression, c'est un peu mieux mais tout de même je sais pas quoi changer comme paramètres maintenant : vitesse ventilateur : de 61% à 80% température buse : de 206 ° à 200 ° rétract : de 2mm à 3mm Je ne cherche plus à imprimer de jolies pièces, je cherche à imprimer tout court Je vais essayer de faire tourner le ventilateur à 100% on verra ce que ça donne. -
Changement de marque de PLA = problèmes
Killwin en réponse au topic de Killwin dans Le coin des Cubiques
Salut, Dans la hotend. Lorsque je retire le PLA à la main c'est légèrement gonflé au bout sur une distance de 2 cm. Ca me faisait pas ça avec l'ancien PLA. -
Bonjour, je me suis monté une Hypercube Evolution qui marchait plutôt bien avec mes réglages depuis un an. Ma bobine arrivant à la fin, j'ai acheté une nouvelle bobine d'une marque différent et plus chère achetée sur un site sérieux. Avec une vitesse constante du ventilateur à 61% et une température de la buse à 206 degrés, ça imprimait plutôt très bien, mais depuis que j'ai changé ma bobine le PLA se gonfle et se bloque au bout de 10 minutes d'impression. J'ai essayé de monter le ventilateur à 70%, ensuite j'ai essayé de diminuer la température à 200 degrés, toujours le même problème. Je ne sais plus trop quoi essayer comme réglages, je suis sous Slic3r pour info. Merci
-
Bonjour, Je me suis monté une Hypercube-Révolution (projet open-source). J'ai une buse 0.4, je suis en PLA. J'ai mon ventilateur qui tourne à 60% de sa vitesse max. en continu. J'imprime à 199 deg Celcius et j'extrude à une vitesse de 39. Je ne pense pas avoir un bouchage d'impureté car ça fait plusieurs fois que je démonte et que je nettoie. Environs toutes les 2 heures d'impression, ça se bouche. J'ai remarqué que le filament était un peu gonflé au bout, avec une hauteur de 5mm. Est ce que le PLA fini par cuire toutes les 2 heures ? Je ne sais pas si je dois baisser la température ou augmenter la vitesse du ventilateur. merci :-)
-
Pour info j'ai une tête E3D V6 montée sur une hypercube évolution.
-
Merci, je vais essayer de laisser un espace d'1 mm
-
Bonjour, tout est dans le titre, mon imprimante imprime plutôt bien, mais petit à petit du PLA ressort au niveau de la fixation de la buse. Y a t'il des trucs et astuces pour palier à ce problème ? Je pensais à un petit joint comme en plomberie. Merci
-
Bonjour, je viens clore la problématique. Merci pour ces propositions, mais finalement ça venait de plein de petits problèmes. Aujourd'hui j'ai réussit à imprimer pas mal le petit bateau de teste. Mon ventilateur tourne à 60% en constant. Extrusion à 42%. Température à 200 deg C°. J'ai bien vissé la buse et la hotend. Pour ceux qui auraient le même problème que moi avec le chariot de l'hypercube évolution, j'ai vissé avec de longs vis et des écrous le chariot pour bien fixer les deux parties l'une contre l'autre. En effet, je ne comprends pas comment le chariot de base peut fonctionner ? Car avec la dilatation due à la chaleur les fixations se détachaient, la sonde finissait par tomber ... Et surtout un truc où j'ai beaucoup galéré, car j'avais systématiquement des bouchages de buse, pour faire redescendre la température je lance maintenant toujours un M106 S255 pour que le ventilo tourne à fond. Depuis ça va beaucoup mieux.
-
Bonjour, Je viens d'effectuer ma première impression. Je ne sais pas trop comment régler le problème car si je paramètre - le ventilateur à 100% max (avec vitesse adaptée à la vitesse du chariot) : la température de la tête d'impression descend de 10 degrés et l'impression s'arrête. (passage de 200 deg à 190 deg) - le ventilateur à 70% max (avec vitesse adaptée à la vitesse du chariot) : mon chariot se met doucement à fondre !!! Merci d'avance
-
Merci, c'était exactement ça ;-) J'avais oublié de préciser que mon problème a été résolu.
-
Merci, je vais essayer dès que je serais de retour à la maison :-)
-
Bonjour, je me suis monté une imprimante hypercube évolution. Mes moteurs X, Y, Z fonctionnent très bien. J'ai voulu testé mon extrudeur en lançant sous pronterface : M302 : pour autoriser l'extrusion à froid. G1 E100 F100 : pour faire tourner le moteur en E0. Il ne se passe rien du tout, je dois changer quelque chose dans mon Marlin ? Je n'ai aucune idée de ce que je dois regarder, le moteur connecté en E0 est fonctionnel. Le driver a le bon voltage et le bon stepper comme pour les drivers X,Y,Z. Merci d'avance
-
Problème résolu, j'y ai passé des heures. Je me demande comment les moteurs pouvaient tourner. C'était totalement stupide, sur la carte ramps j'ai allimenté en 5V au lieu de 12V !!!!
-
Bonsoir, j'ai tenu compte de ta remarque. Je viens de faire des essaies pour le câble. J'ai déterminé les 2 bobines du moteur avec le multimètre. Ca me donne A1 et A2 pour la première bobine, B1et B2 pour la seconde. Sur la Ramps il y a 4 connectiques, les deux de gauches pour la bobine A et les deux de droites pour la bobine B. J'ai essayé toutes les combinaisons. A1-A2-B1-B2 A1-A2-B2-B1 A2-A1-B2-B1 A2-A1-B1-B2 Malheureusement ça ne vient pas du câble. Au mieux mon moteur tourne en grinçant.
-
Bonjour, je viens de fabriquer mon imprimante 3D, une hypercube évolution. Mes drivers : A4988 (j'en ai racheté d'autres croyant que ça venait d'un défaut de fabrication) Mes moteurs : 17HS4401 (nema 17) Marlin : version 1.1.9 Actuellement je teste l'axe des X (même problème avec les Y et les Z), mon moteur est à vide sans les couroies. J'ai placé les trois pins pour avoir une précision de 1/16 (avec du 1/8 ça ne solutione pas le problème) J'ai une tension (potentiomètre - masse ) de 0.8V. (J'ai testé toutes les tensions en dessous de 0.8V) J'ai descendu l'accélération et la vitesse de déplacement dans le Marlin pour voir si ça changeait quelque chose mais rien du tout. Mon moteur fait du bruit quand il tourne, se bloque, puis continue, puis se bloque ... Il n'est pas fluide du tout. Ensuite j'entends des petits claquements à l'intérieur du moteur lorsqu'il a fini de tourner. Si j'appuye sur reset de la carte reprap ça s'arrête de faire du bruit. Il m'est arrivé de voir le moteur bien marcher, mais dans de rares occasions que je ne saurais reproduire. Merci d'avance, si quelqu'un a une idée ?
-
A-coups moteurs, premiers essaies imp3D
Killwin en réponse au topic de Killwin dans Entraide : Questions/Réponses sur l'impression 3D
J'ai vérifier mes steppers, je suis avec la bonne tension pour les 3 axes. Z : A vide en sortant mes moteurs Z en dehors de l'imprimante ils ne tournent pas. J'ai essayé avec des précisions de pas à 1/16, 1/8 et 1/4, ça ne change rien . Ils vibrent mais c'est tout. X/Y : Pour mes axes X et Y j'ai remarqué que au début ça marche bien, et puis d'un coup ça se met à bouger en tremblotant. Lorsque le chariot s'arrête on entent les moteurs faire des tous petits clacs, comme s'ils n'avaient pas fini de tourner. Comment vérifier si je n'ai pas de point dur ? Merci -
A-coups moteurs, premiers essaies imp3D
Killwin en réponse au topic de Killwin dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je vais essayer de répondre aux question. Steppers : Alors je crois que tu parles du réglage des steps sur la carte. Mes steps étaient à 1/16, en passant à 1/8 ça va nettement mieux. Points durs sur les axes : Si ils sont bien lisses ? ils le sont et il n'y a pas d'accrochage, cependant je m'attendais à ce que le lubrifiant au silicone les rendent super glissant ce qui n'est pas le cas , ils sont lisses mais mon doigt ne glisse pas dessus comme sur de la glace. J'ai trop envie de mettre de la graisse moteur, mais je crois que c'est interdit car ça capte trop la poussière. Alim : J'ai une vieille alim de PC 12V/5V. Y a écrit, MAX 10 Ampères pour le 12V. Axes : Mes axes sont en aluminium et font 10 mm de diamètre (D'habitude c'est du 8 mm mais j'ai opté pour la version 10 mm pour que ce soit plus stable ) PS : J'ai tendu mes courroies et j'ai changé les steps de 1/16 à 1/8, ça va mieux mais c'est pas parfait. Nouvelle vidéo : https://drive.google.com/file/d/1NOg7h0AV5fweD22IsedPawrZuFX7gybx/view?usp=sharing -
A-coups moteurs, premiers essaies imp3D
Killwin a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je débute totalement. Je me suis monté une imprimante hypercupe evolution, projet Open-Source RepRap. Logiciel embarqué sur l'Arduino : Marlin Je viens de faire les tous premiers essaies moteurs axes X/Y à partir de Pronterface. J'ai des à-coups moteurs, je viens de mettre du lubrifiant au silicone mais ça ne change rien. Je ne sais pas trop ce que je dois vérifier et régler. Tension des courroies ? Le voltage sur moteurs ? J'ai fait une petite vidéo pour que ce soit plus clair, merci d'avance https://drive.google.com/file/d/1HTPvmlaxbTuHx9cbMHNb3y05igodV2h5/view?usp=sharing